Обработка труб после сварки
Обновлено: 16.05.2024
В современных условиях развития промышленного комплекса предполагается активное использование нержавеющей стали для создания трубопроводов и формирования емкостей для дальнейшего взаимодействия с агрессивными жидкостями. В повседневной жизни повсеместно встречаются изделия, изготовленные из данного металла, а именно всевозможные принадлежности в виде домашней утвари и прочих деталей обихода.
Характерной чертой нержавеющей стали является наличие привлекательной зеркальной поверхности и продолжительного срока службы. Однако следует отметить, что для создания такого эффекта первоначально нужно провести должным образом обработку шва нержавейки после сварки. В противном случае будет иметь место наличие черных и желтых пятен на сварочном месте с последующим потенциальным возникновением ржавчины.
Ввиду подобной особенности возникает вопрос, как очистить нержавейку после сварки и как правильно организовать обработку нержавейки после сварки.
Причины важности обработки
В ходе изготовления многочисленных конструкций с задействованием в качестве основного материала нержавеющей стали активно используются сварочные методы за счет функционирования электрической дуги в инертной газовой среде.
Несмотря на формирование относительно ровных и прочных швов, они отмечаются присутствием непривлекательного внешнего вида, в результате чего возникает необходимость обработки сварных швов нержавейки. Так, место сварного соединения характеризуется наличием зеркального цвета, а то время как область возле шва - желтого цвета и его многочисленных оттенков.
В случае формирования рисунка в виде чешуек в образующихся бороздках отмечается присутствие черных полосок малых размеров. По прошествии определенного периода времени может возникать риск образования ржавчины в данных местах.
Явления подобного характера являются следствием воздействия чрезмерно высокого температурного режима, в результате которого происходит, перегрев в сварочной области. В момент присутствия высоких температур происходит выгорание элементов легирования с одновременным обеднением, что имеет следствием изменение цвета и повышение степени уязвимости по отношению к факторам внешнего действия.
В завершении процесса образуется пленка, которая отмечается низким уровнем сопротивляемости к агрессивному влиянию окружающей среды, что ведет к поэтапному развитию коррозии в месте обработки.
Шлифовка механического характера
Нержавеющая сталь характеризуется присутствием высокого уровня коррозийных свойств, которые обуславливают ее активное применение в той среде, где зачастую применяются жидкости. Хотя изделия из подобного материала активно соприкасаются с водой и подвергаются предварительному проведению сварочных работ, со временем их внешний вид существенно не изменяется. Данная особенность прослеживается в результате задействования определенных принципов обработки.
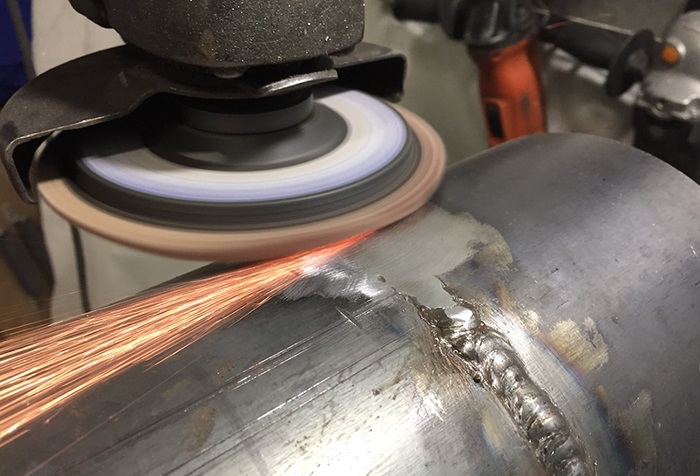
Среди основных вариантов обработки принято выделять механическую шлифовку нержавейки после сварки. В ходе данного процесса устраняется верхний слой оксидной составляющей, образующийся на месте сварки и представляющий собой слабое место во всей конструкции. Также подвергаются устранению различимые переходы цвета и присутствующие неровности в соединении сварки.
Для данного процесса характерна следующая очередность:
- устранение волн в области металлического шва посредством применения толстого шлифовального круга и болгарки, а также нивелирование присутствующих выпуклостей;
- задействование лепестковых кругов для функционирования болгарки; основная цель подобных элементов - более аккуратное проведение работ наряду с большей длительностью процесса и расходованием материалов, что особо актуально для значительных масштабов выполнения работ;
- использование специально разработанного оборудного комплекса в виде шлифовальной машины, в результате работы которой создается одноцветное матовое покрытие;
- обязательное применение респиратора для снижения риска попадания в дыхательные пути абразивной пыли и металлических частиц, которые находятся в воздушном пространстве в течение выполнения работ.
Полировка нержавеющей стали после сварочных работ
Следующим шагом в комплексе обработки, осуществляемой по отношению к области проведения сварочных работ, является полировка нержавейки после сварки. Следует отметить, что подобному процессу подвергается не только отдельные области изделия, но и вся поверхность изделия в целом, что гарантирует получение блеска окончательного вида.
Полировка обеспечивает еще больший уровень зачистки обрабатываемой поверхности за счет получения цельного и ровного участка, что впоследствии имеет результатом способность противостоять внешнему влиянию жидкостей агрессивного характера.
Поначалу область сварных швов подвергается воздействию диска с вулканитом, цель которого заключается в придании шву необходимой формы и глубины за счет формирования структуры вогнутого образца.
Следующим этапом принято считать нанесение специальной пасты, предназначенной для осуществления полировки. В большинстве случаев применяется паста ГОИ. Основная задача полировочного процесса состоит в достижении зеркальной поверхности с одномоментным отсутствием ранее присутствовавших матовых пятен.
Гели и кислоты для процесса обработки
Для того, чтобы устранить присутствие цветовых переходов, образующихся в результате сварочного процесса, а также нивелировать формирование слоя оксидного характера, способствующего протеканию процесса коррозии, широко используется травление сварных швов нержавейки. Данный способ относится к категории кислотного воздействия с целью обработки материала.
Оптимальным вариантом является использование соляной и серной кислоты для обработки сварных швов по нержавейке. В случае отсутствия возможности задействования вышеуказанных соединений можно применить азотную или плавиковую кислоту. Эти вещества предполагаются к выпуску в форме геля и пасты для травления сварных швов на нержавеющей стали.
Также в настоящий момент считается возможным приобретение для таких целей специально разработанных аэрозолей.
Интересное видео
Термообработка сварных швов
При сварке структура металла шва и прилегающей зоны под действием высокой температуры изменяется. Это может привести к преждевременному разрушению деталей. Для устранения негативных последствий сильного нагрева после наложения швов выполняют термообработку сварных соединений.
Для чего нужна термообработка
При сварке в зоне нагрева происходят негативные изменения кристаллической решетки и свойств металла:
- Из-за перегрева в месте горения дуги структура становится крупнозернистой, что приводит к снижению пластичности. Процесс сопровождается выгоранием марганца и кремния, что также способствует преобразованию структуры. После остывания шов становится жестким, склонным к образованию трещин при изменении нагрузки во время эксплуатации. Например, к сварным соединениям технологических трубопроводов прилагаются дополнительные воздействия, возникающие при температурном расширении/сжатии.
- В зоне возле сварного соединения металл нагревается до температуры достаточной для закалки. Поэтому происходит снижение пластичности и стойкости к ударным нагрузкам.
- На более удаленных участках с умеренным нагревом происходит разупрочнение металла, но пластичность остается на прежнем уровне.
- Из-за неравномерности нагрева происходит образование внутренних напряжений, приводящих к деформации деталей с образованием трещин.
После проведения термообработки сварных швов и прилегающих участков восстанавливается структура и характеристики металла по прочности, пластичности, коррозионной стойкости. Термическую обработку сварных соединений для снятия напряжений в обязательном порядке выполняют при монтаже объемных конструкций из тонкостенного металла.
Термообработка защищает сварной шов от коррозии и улучшает механические свойства.
Особенности проведения
Термообработку выполняют поэтапно:
- нагревают только шов или вместе с участками возле него;
- поддерживают температуру в течение определенного времени;
- планомерно охлаждают до температуры окружающей среды.

В зависимости от решаемых задач термообработку после сварки выполняют при температуре от 600 до 1100⁰C. Разработано несколько методов обработки с разными графиками нагревания, временем выдерживания, охлаждения. Способ и оборудование выбирают в зависимости от марки металла, толщины и конфигурации деталей.
Термообработке должны подвергаться сварные швы трубопроводов большой протяженности, соединения на грузоподъемных механизмах, сосуды и емкости, работающие под давлением. Процедуру нельзя откладывать на срок больше трех суток. Для повышения стойкости к коррозии термообработку проводят сразу после завершения сварки.
Из достоинств отмечают:
- увеличение надежности и долговечности сварных соединений;
- возможность улучшения нужных параметров.
К недостаткам термообработки относят:
- Невозможность исправления брака при нарушении технологии термообработки. Соединение придется заново переваривать.
- Большую цену и габариты оборудования.
- Для выполнения термообработки нужен квалифицированный персонал.
- Повышенный расход энергоресурсов.
Продолжительность процесса
Длительность термической обработки сварных соединений зависит от вида и толщины металла. Хромомолибденовые марки стали и ее сплавы с включением ванадия нагревают радиационным или индукционным способом. Длительность процесса определяют по таблице:
| Толщина, см | Радиационный, минуты | Индукционный, минуты |
|---|---|---|
| До 2.0 | 40 | 25 |
| 2.1 — 2.5 | 70 | 40 |
| 2.6 — 3.0 | 100 | 40 |
| 3.1 — 3.5 | 120 | 60 |
| 3.6 — 4.5 | 140 | 70 |
| 4.6 — 6.0 | 160 | 90 |
| 6.1 — 8.0 | 160 | 110 |
| 8.1 — 10 | 1600 | 140 |
Перед нагревом сварной шов очищают от шлака. Индукционным способом процедура выполняется быстрее, но расход электроэнергии больше.
Важно!
Длительность термической обработки сварных соединений зависит от вида и толщины металла.
Применяемое оборудование
Для термической обработки сварных швов применяют следующие виды оборудования:
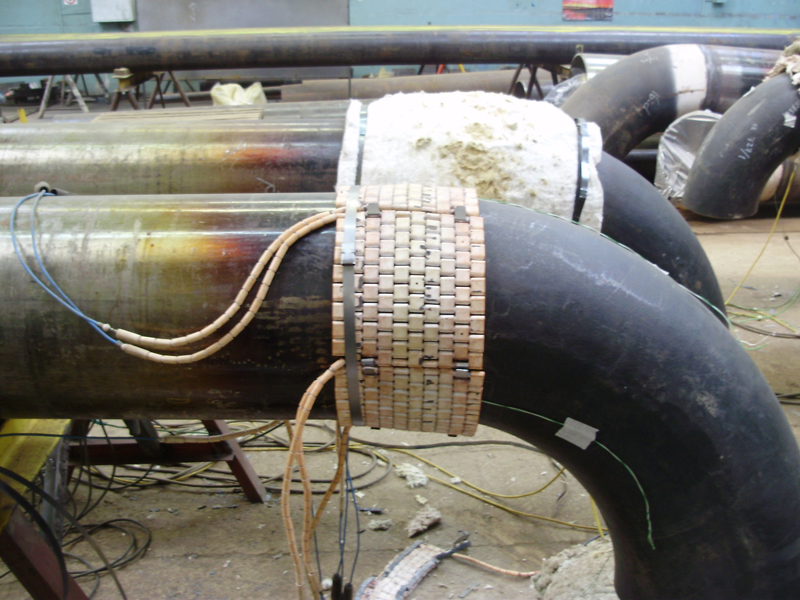
- Индукционное. Принцип работы основан на нагреве металла вихревыми токами, создаваемыми индукционной катушкой (индуктором), подключенной к высокочастотному генератору. Нагреваемый участок предварительно накрывают асбестом. Поверх него гибким проводом наматывают витки катушки с шагом 2,5 см на расстоянии 25 см по обе стороны от стыка. В качестве индуктора также используют накладки с расположенными внутри проводами. Технология обеспечивает быстрый, равномерный нагрев участка соединения независимо от положения деталей.
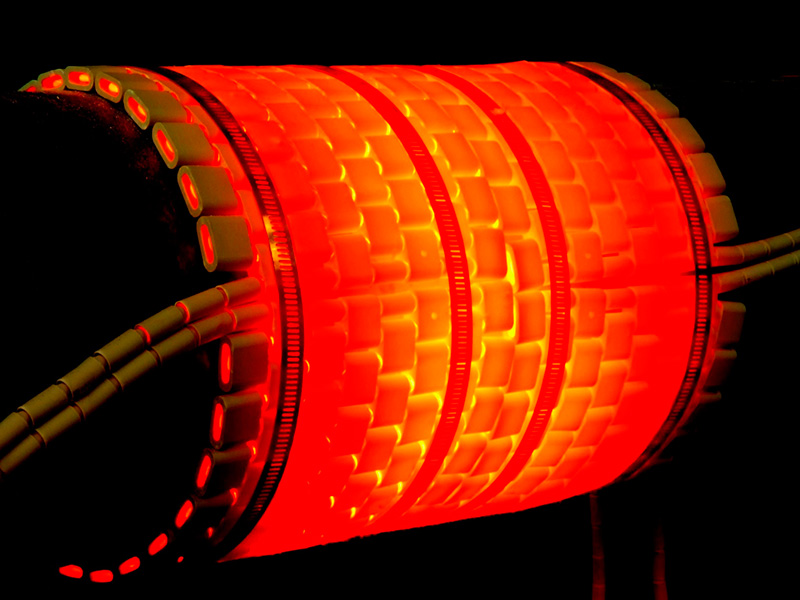
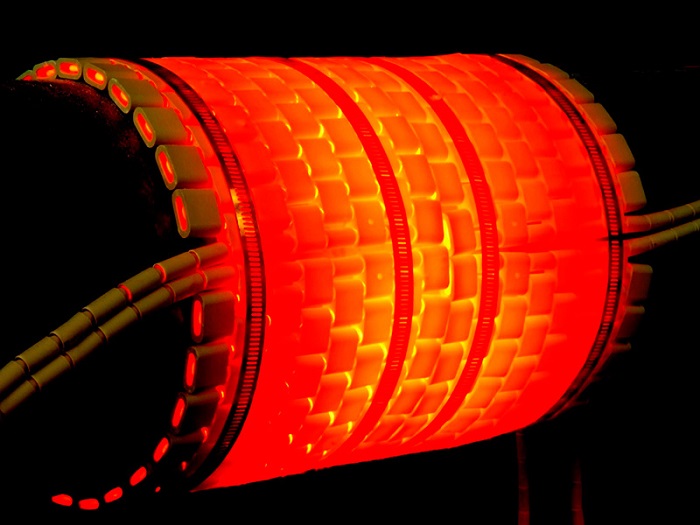
- Радиационное. Нагрев осуществляется теплом от проводов из нихрома, по которым проходит электроток. Гибкие нагревательные элементы удобны для обработки соединений сложной формы. Радиационное оборудование эффективней индукционного при работе с металлами с низкими электромагнитными характеристиками.
- Газовое выгодно для применения, так как не нуждается в электроэнергии. Однако на нагрев уходит много времени. Поэтому оборудование используют на небольших конструкциях. Для обеспечения равномерного прогрева соединения работу выполняют двумя многопламенными ацетиленовыми горелками одновременно с обеих сторон.
- Для работы с деталями небольшого размера применяют муфельные печи. Их также используют на трубопроводах малого диаметра.
Виды термической обработки
Способ термообработки сварного шва выбирают в зависимости от поставленной цели:
- После термического отдыха уменьшается остаточное напряжение и количество водорода внутри шва. Процесс проводят при температуре до 300⁰C с выдержкой в течение 1,5 — 2 часов. Этим способом обрабатывают сварные соединения на толстостенных конструкциях, когда нет возможности применить другие виды.
- Отпуском за счет разрушения закалочных структур добиваются уменьшения напряжения на 90%, увеличения пластичности и стойкости к ударным нагрузкам. Нагрев до 600 — 700⁰C, выдержка до 3 часов. Метод применяют на перлитных сталях.
- Нормализацию выполняют при 800⁰C с выдержкой 20 — 40 минут на тонкостенных деталях. После завершения процесса структура становится мелкозернистой и однородной.
- Аустенизацию проводят на высоколегированных видах стали для снятия напряжений и восстановления пластичности. Нагрев до 1100⁰C, двухчасовая выдержка с последующим естественным охлаждением.
- Для отжига после сварки термообработку выполнят при 970⁰C с выдержкой в течение 3 часов и остыванием в естественных условиях. Используют при работе с высоколегированными сталями для улучшения стойкости к коррозии.
Температуру контролируют по изменению цвета меток, нанесенных на поверхность деталей термокарандашом или термокраской. Однако точность измерения этим способом невысока, поэтому чаще пользуются пирометрами и тепловизорами. Они могут быть ручными или встроенными в системы автоматического поддержания температуры на заданном уровне.
Если к качеству сварных соединений предъявляются высокие требования, выполнение термообработки обязательно. После ее проведения на швах не появятся трещины, разломы, коррозия. При использовании современного оборудования термообработка не займет много времени.
Чем обработать сварные швы
Сварка — давно известный метод скрепления металлических конструкций. У него много преимуществ, но есть и недостатки, причем такие, что могут легко испортить всю проделанную ранее работу. Чтобы свести влияние этих недостатков к минимуму, используются разные методы защиты металлических конструкций. Среди них — обработка сварного шва. О ней и рассказывается далее.
В чем необходимость обработки?
Сварка влияет на скрепляемые металлические конструкции, больше, чем кажется. В этот момент у деталей появляется большое внутреннее напряжение. А из-за него те могут деформироваться и становиться более хрупкими, что приводит к быстрому разрушению.
Также сварка влияет на химические, физические и механические свойства металлов, так как неравномерный нагрев деталей в процессе скрепления приводит к нарушению кристаллической решетки материала.
Чтобы вернуть деталям потерянные свойства, делается обработка в местах скрепления. Зачистка помогает не только укрепить конструкцию, увеличить ее пластичность, но также защитить сварные швы от коррозии и ржавчины.
Способы обработки сварных швов
Зачистка сварных участков — процесс непростой, требующий от человека навыков, а иногда и сложного оборудования. Первое, что необходимо делать при каждой обработке сварных зон — выбрать способ. Основных всего три:
- Механический. Предполагает, что участки будут зачищаться инструментами вручную. Эффективно убирает окалину.
- Термический. Здесь нужно нагревание и охлаждение по схеме, подбираемой по материалу детали. Она нагревается либо полностью, либо только в области зачистки.
- Химический. На участок наносится состав, который укрепляет его, защищает от коррозии. Обычно этот способ применяется на тех деталях, которые используются в активных средах.
Нельзя сказать, какой метод зачистки сварных швов после сварки лучший, так как каждый будет чем-то полезен.
Нередки ситуации, когда последовательно применяют все три способа на один и тот же шов.
Термическая обработка
Чаще всего термическая зачистка подходит для конструкций с тонкими стенками, например, трубопроводов, корпусов реакторов, сосудов давления и т. д.
Сама технология термической зачистки швов предполагает, что сначала деталь будет нагреваться, а потом охлаждаться с соблюдением правильного температурного режима.
Процесс термообработки предполагает, что сначала область вокруг шва и он сам нагреваются. В этом состоянии деталь находится в течение времени (зависит от метода обработки), а потом охлаждается.
Так как температура нагрева будет зависеть от толщины сварного участка, а также вида самой конструкции, предполагаются разные способы термической зачистки.
Оборудование
Для металлических деталей небольших размеров обычно используются муфельные печи, но чаще все же пользуются индукционным, газовым или радиационным методом.
Так, для индукционной обработки нужен генератор переменного тока (высокочастотный). На деталь, которую нужно нагреть, наматывается нагревающаяся катушка индуктивности.

При радиационном методе нагревание будет производиться нихромовой проволокой инфракрасного излучения, через которую проходит ток.
Так как технология термической зачистки швов предполагает нагревание детали до определенной температуры, дополнительно потребуется оборудование, которое будет эту температуру контролировать. Надежнее всего использовать пирометры и тепловизоры, что могут работать на расстоянии. Также применяются термокарандаши и термокраски, след которых меняет цвет в зависимости от изменений температуры. За этим нужно будет непрерывно следить и ждать появления нужного оттенка.
Виды термообработки
Термообработка потребует выбора оборудования и определения подходящего вида нагрева. Сначала нужен предварительный нагрев. Такая обработка применяется перед сваркой конструкций и предполагает нагревание — до 150-200 °C. Далее применяется один из методов:
- Высокий отпуск — это нагревание от 650 до 750 °C в зависимости от стали, а потом поддержка этой температуры в течение 5 часов.
- При нормализации потребуется температура от 950 °C, в основном эта обработка применяется для углеродистой стали. После того как сварные участки будут выдержаны, они остужаются в естественных условиях.
- Аустенизация предполагает температуры от 1050 °C, под которыми шов держится час, а потом остужается охлаждающими средствами. Часто этот вид температурной обработки используется для конструкций из аустенитных сталей.
- Стабилизация похожа на аустенизацию, только применяются меньшие температуры.
Останется только термический отдых, когда металл прогревается до температуры в 250-300 °C, что снимает напряжение со сварного участка, снижая содержание диффузного водорода.
Механическая обработка — зачистка
Зачистка сварных швов после сварки механическим путем тоже предполагает несколько видов. Но они зависят не от типа металла, а от оборудования, используемого для зачистки сварных участков.
Если заняться механической зачисткой, придется шлифовать деталь болгаркой или шлифовальным устройством. При обработке болгаркой дополнительно потребуется выбрать насадку — лепестковую или абразивную.
Болгарка используется чаще, поэтому перед тем, как говорить о том, чем зачистить сварочный шов, стоит упомянуть о правилах выбора насадок:
- Важно определить нужный материал шлифовального круга. Для зачистки сварных деталей обычно берут круги из цирконата алюминия.
- Размеры зерен тоже важны, более того, лучше всего зачищать швы несколькими насадками. Крупные зерна уберут крупные окалины, а самые мелкие зерна подойдут для заключительной шлифовки.
- Лучше брать круги с тканевыми лепестками.
- Иногда для шлифовальной машины могут потребоваться борфрезы, чтобы зачищать труднодоступные участки.

Механическая обработка сварных швов наиболее часто встречается на автомобилях, когда нужно устранить окалины, оксидную пленку, заусенцы и другие дефекты, которые могут повлиять на прочность корпуса.
Также большинство деталей, которым потребуется дополнительная окраска, должны пройти обработку механическим путем.
Химическая обработка
Здесь зачистка сварных участков будет проводиться только путем травления или пассивацией.
Травление швов проводится перед механической шлифовкой. Для этого используют химические составы, которые создают на местах соединения антикоррозийное покрытие. С помощью травления можно устранить с металлических конструкций окисленные никель и хром, которые вызовут ржавчину, если их оставить.
То, как будут использоваться средства для травления, зависит от величины участков, которые нужно защитить, а также типа металла. Это повлияет на время обработки и то, будет ли деталь полностью помещаться в травильный раствор или им будет покрываться нужная небольшая часть.

Другим методом очистки сварных участков будет пассивация. Здесь используемые составы, оксиданты, будут мягко снимать свободный металл с поверхности, а после образуют устойчивую к коррозии пленку.
Однако, при обработке пассивацией используются сильные реагенты. Поэтому после их остатки нужно смыть с металлической детали, а воду, в которой проводилось промывание, правильно утилизировать.
Сам раствор, которым проводилась пассивация, будет содержать кислоты. Его нужно нейтрализовать щелочью, после профильтровать, а потом утилизировать по нормам.
Техника безопасности
Делать зачистку сварных швов можно только в спецформе, с соблюдением всех правил техники безопасности. Так, при работе с химией защищают руки, органы дыхания, глаза.
Обратите внимание!
Проводит такие работы специалист с образованием и навыками, старше 18 лет.
Сварные участки защищаются, так как это одни из самых хрупких мест любой металлической конструкции. И если их можно укрепить, стоит приложить максимум усилий для того, чтобы свариваемая конструкция прожила как можно дольше. Для этого и существуют способы зачистки сварных швов, описанные в этом материале.
Как обработать швы нержавейки после сварки

Зачем необходима обработка
Нержавейка не просто так получила свое название. В нем отражено основное свойство этой стали — она устойчива к ржавчине, то есть коррозии. Поэтому нержавейка часто применяется там, где предполагается регулярное соприкосновение с водой и другими агрессивными средами. Такая сталь с течением времени не только останется целой, но и сохранит внешний вид почти в неизменном состоянии.
Но место сварки, несмотря на крепость крепления — это всегда слабая зона, которая даже здесь подвержена не только коррозии (из-за оксидной пленки), но и риску механического разрушения. Именно поэтому нужно делать обработку сварных швов нержавейки. Ведь только благодаря этому самые слабые места конструкции, то есть места крепления деталей, станут настолько защищенными, насколько это возможно.
Шлифовка
Шлифовка — основной метод обработки сварного шва нержавейки. Для него из инструментов вам потребуются болгарка и шлифовальные круги для нее с разной степенью зернистости, так как вся обработка делается последовательно в несколько заходов.
Процесс будет таким:
- Сначала убираются все наплавы наиболее жестким материалом. Если сильных наплавов нет, можно сразу переходить к более мелкозернистым материалам.
- Часть, которая будет шлифоваться, ограничивается клейкой алюминиевой лентой. Она прикрепляется к поверхности в несколько слоев, чтобы граница была заметнее.
- Незаклеенная поверхность обрабатывается аккуратно, давить на инструмент не нужно.
- Лента снимается, ею заклеивается обработанная часть, чтобы ограничить уже другую, для зачистки следующей зоны.
После каждой шлифовки поверхность промывается водой и вытирается насухо. Так продолжается, пока все круги, вплоть до самого мелкозернистого, не будут использованы. Обычно хватает трех кругов, с зернистостью 180, потом 320 и 600. Все заканчивается войлочным кругом, потом начинается процедура полировки.
Будьте осторожны!
В процессе обработки швов после сварки нержавейки будет летать пыль, поэтому глаза и органы дыхания нужно защитить.
Иногда для шлифования используются шлифовальные листы. Но здесь тоже нужно подобрать зернистость на черновых деталях. Для обработки могут применяться и токарные станки с особыми кругами для шлифования. Такие можно установить даже на самых простых моделях, которые устанавливаются в домашних мастерских.
Полировка
Многие выбирают нержавейку не только из-за ее свойств, но и из-за внешнего вида. Ведь она имеет характерный металлический блеск, который с годами не исчезает даже без регулярного ухода.
Но после сварки в местах скрепления появляются мутные заметные швы, а блеск — исчезает. Чтобы вернуть его, и тем самым еще больше укрепить материал, выровняв его поверхность, используется полировка. Она может быть:
- ручной;
- машинной;
- ультразвуковой.
Чтобы отполировать шов на нержавейке после сварки в домашних условиях, потребуется провести несколько обработок. Сначала шов зачищают диском с вулканитом, его можно надеть прямо на дрель. Это мягкий материал, похожий на резину, поэтому он не оставит царапин, но сможет повлиять на соединение и запилить его до наиболее ровного состояния.
После на обработанную поверхность наносится паста для полировки. Чтобы она правильно распределилась, шов нужно обработать другим кругом, войлочным, который тоже надевается на дрель. Делайте продольные движения по всему шву, чтобы паста распределилась равномерно. Размер круга подбирается в зависимости от величины и вида изделия, так как без маленьких кругов углы не обработать.
Полировочная обработка швов ведется до того момента, пока нержавейке после сварки не вернется ее зеркальный вид, а матовые пятна не исчезнут.
Травление
Оксидный слой и цветовые пятна можно устранить, используя кислоту для нержавейки после сварки. Процесс, при котором применяются кислоты, называется травлением, и обычно для него приобретаются серная или соляная кислота. Но можно использовать и аналоги, к примеру, кислоту азотную.
Для травления можно применить и щелочь. Тогда для правильной обработки, после сварки деталь из нержавейки помещается в расплав каустической соды. Она хорошо убирает оксидную пленку, не разрушая саму структуру стали.
Для того, чтобы их было удобно применять, средства для травления швов нержавейки после сварки, выпускаются в виде специальных паст или гелей, а также аэрозолей (для больших деталей). Используются эти материалы по следующему алгоритму:
- Металлической щеткой удаляются все окалины после сварки.
- Шов должен остыть до 50 °C.
- Деталь покрывается пастой для обработки сварных швов нержавейки или помещается в емкость с кислотным составом, если он жидкий.
- После все промывается большим количеством воды. Если используется паста, то процедура длиться от 10 минут до часа.
В зависимости от производителя состава для травления к этому алгоритму могут добавляться еще шаги, поэтому изучите инструкцию по применению.
Иногда травление требует сначала обработки сернокислым раствором, а потом смесью с азотной кислотой.
Важно не забыть, что при соприкосновении металла с кислотами начнут выделяться опасные для органов дыхания и слизистых пары.
Поэтому нужно быть в респираторе и желательно надеть специальные очки. А чтобы защитить руки, рекомендуется надеть резиновые перчатки. Но если кислота или состав с ней все же попадет на кожу, нужно экстренно начать промывать место водой, чем больше, тем лучше. А потом обратиться к врачу.
Иногда очистку сварочных швов нержавейки делают электрохимическим травлением. Для этого от источника тока проводят два провода, что нужно поместить прямо в кислоту. К плюсу подсоединяется деталь из нержавеющей стали, минус просто помещается в емкость с кислотой. Из-за замыкания окислы быстро отделяются от поверхности, и перенасыщение водорода не происходит. На всю процедуру уходит не более 10 минут.
Термообработка
Термическая обработка шва нержавейки после сварки бывает разной, ведь у этого процесса есть несколько разновидностей:
- Отжиг — предполагает нагревание металла и медленное охлаждение.
- Закалка, при которой нержавеющая сталь нагревается до максимума, а потом резко охлаждается.
- Нормализация — напоминает отжиг, но охлаждение происходит не в печи, а на открытом воздухе.
Термообработку сложно провести в домашних условиях, так как нагреть сталь до необходимой температуры трудно без необходимого оборудования. Также дома не получится сделать хромирование, так как требуются инструменты, навыки и правильные расходные материалы.
Благодаря такому количеству методов обработки сварочных швов нержавеющей стали, с зачисткой проблем точно не должно возникнуть. И пусть это длительный процесс, требующий внимательности и аккуратности, результат легко превзойдет любые ожидания. А оценивать его качество можно будет годами.
Термообработка швов
Для создания крупных магистральных трубопроводов используют коллекторы с большим внутренним диаметром. Это применяется в теплосетях и системах водоснабжения. Из-за большого веса проходящей жидкости возрастает и давление на стенки коммуникации. Поэтому последние выполняются из материалов достаточной толщины, чтобы выдерживать большие нагрузки. Но это создает новую проблему — сложно качественно сварить стороны с такой толщиной, обеспечив длительную последующую эксплуатацию. При такой массе изделия прогрев достигает сравнительно небольшой зоны, что приводит к ряду физических процессов, неблагоприятно сказывающихся на дальнейшем использовании материала. Для решения этой проблемы разработана и применяется термообработка сварных соединений. Что это такое? В каких случаях необходима термообработка после сварки? Каким оборудованием и как выполняется процесс?

Суть и предназначение процесса
Сварочный шов создается электрической дугой и присадочным материалом с электрода при температуре от 1500 до 5000 градусов. Это приводит к нескольким негативным явлениям на толстом металле. А именно:
- Непосредственно в месте соединения основного и присадочного материалов происходит значительный перегрев. Это содействует кристаллизации металла с крупной зернистой структурой, что снижает его пластичность. Выгорание марганца и кремния тоже подвергает эту область преобразованию в жесткий участок, плохо взаимодействующий, при естественных расширениях, со всей конструкцией.
- Немного дальше от шва образуется зона закалки. Она испытывает значительный, но меньший перегрев, чем предыдущий участок, поэтому в ней происходит закаливание некоторых элементов. Этот участок характеризуется включениями с высокой твердостью и сниженной пластичностью. Ухудшаются показатели металла и по ударной вязкости.
- На удаленном расстоянии от шва появляется зона разупрочнения. Благодаря непродолжительному воздействию умеренной температуры от электрической дуги, данный участок сохраняет высокую пластичность, но снижаются характеристики по прочности.
Общим дефектом после сварки являются остаточные напряжения в металле, которые способны деформировать изделие. Из-за этого возникают трудности при монтаже объемных конструкций, где требуется точность при стыковке новых узлов. Остаточное напряжение вызывает и последующее образование трещин, что недопустимо для швов трубопроводов. В сочетании с высокой температурой, это способствует снижению коррозионной устойчивости, циклической прочности, и способности сопротивляться хрупким разрушениям в условиях холода.
Термообработка сварных швов выполняется при температуре от 700 до 1000 градусов. Это позволяет устранить последствия неравномерного прогрева при дуговой сварке на толстых металлах, чем повышает надежность будущих коллекторов и магистралей трубопроводов. Труба и наложенный шов приобретают более похожую структуру, и лучше взаимодействуют во время естественных физических процессов (расширения и сужения материалов, воздействия влаги и т.д.).
Термообработка сварных соединений трубопроводов происходит в три этапа:
- нагрев околошовной зоны или всего изделия одним из нескольких видов оборудование;
- выдержка материала на заданной температуре в течении определенного времени;
- последующее планомерное охлаждение до нормальных температур.
Это нейтрализует остаточные явления от сварки, выравнивая структуру металла, и снимая напряжение в металле, способствующее деформации. Процесс может выполняться несколькими способами, а технология разнится в зависимости от типа и толщины металла. Не все сварные соединения необходимо подвергать термообработке, но в некоторых случаях она является обязательной.
Что и когда подвергается термической обработке
Нейтрализации остаточных явлений от электродуговой сварки необходимо подвергать все трубопроводы диаметром от 108 мм, имеющими стенку 10 мм и более. Для этого используют индукционный нагрев изделия током с частотой 50 Гц. Термообработка способна воздействовать на металл трубы со стенкой 45-60 мм, для чего применяют гибкие электронагревательные проволоки или муфельные печи. Если толщина стенки конструкции не более 25 мм, то можно использовать газопламенный способ нагрева. Во всех случаях важен фактор равномерности распределения температуры во все стороны от сварочного соединения.
Стыки, выполненные с применением труб из стали 12 XIM Ф и ее разновидности 15 XIMI Ф, имеющие толщину стенки магистрали 45 мм должны подвергаться термической обработке сразу после окончания сварочных работ. Охлаждение материала не должно допускаться до температуры 300 градусов. Стыки из аналогичных сталей на трубах с диаметром 600 мм, при стенке 25 мм, обрабатываются в этот же временной период. В случае невозможности выполнить процесс, соединение необходимо укрыть слоем теплоизоляции 15 мм, а при первой же возможности произвести обработку. Максимальный срок на проведение этих работ составляет трое суток.
Термообработке необходимо подвергать не только кольцевые швы на трубопроводе, но и вваренные отводы, краны, заглушки. Крепление под участок трубы, которое присоединялось посредством сварки, тоже необходимо обработать нагревом.
Режимы процесса
Разные виды стали подвергаются термообработке в конкретный временной промежуток. Влияет на режим и толщина стенки изделия. На хромомолибденовых сталях и их сплавах с ванадием применяется нагрев индукционным способом, с частотой тока в 50 Гц и выше, или радиационным методом по следующим показателям:
| Толщина стенки, мм | Радиационный способ, минуты | Индукционный способ, минуты |
| До 20 | 40 | 25 |
| 21-25 | 70 | 40 |
| 26-30 | 100 | 40 |
| 31-35 | 120 | 60 |
| 36-45 | 140 | 70 |
| 46-60 | 160 | 90 |
| 61-80 | 160 | 110 |
| 81-100 | 160 | 140 |
Виды оборудования
Термообработка выполняется несколькими видами средств, выбор которых зависит от толщины свариваемых труб и местной доступности оборудования. Выделяются три основные способа нагрева околошовной зоны.
Индукционный
На рабочем месте устанавливается аппарат, вырабатывающий переменное высокочастотное напряжение. К нему подсоединяется нагревательный элемент, которым служит гибкий провод. Последний наматывают на сварочное соединение, предварительно укутанное асбестом для теплоизоляции. Эту технологию можно применять независимо от положения трубы в пространстве (вертикального или горизонтального).
Намотку провода производят вплотную к изолятору, а между витками оставляют зазор в 25 мм. Таким образом должно быть покрыто по 250 мм участка трубы с каждой стороны шва. После правильного наложения витков аппарат включается на время, предназначенное для конкретной толщины стенки трубопровода. Напряжение, проходя через витки провода, создает индукцию и разогревает изделие. Похожим способом выполняется и накладка цельных поясов, содержащих внутри себя ряд проводов, которые сразу покрывают нужную ширину трубы.
Радиационный
Вторым распространенным способом термической обработки сварных соединений является радиационный метод. Здесь тепловой эффект исходит от специальных нихромовых проводов, по которым идет напряжение, и околошовную зону греет непосредственно тепло от провода, а не индукция тока, как в первом способе. Тэн укладывают на основу из теплоизоляции.
Газопламенный
Самым дешевым способом выполнить термическую обработку сварного шва является пламя от горения смеси ацетилена и кислорода. Это подходит для труб с диаметром не более100 мм. На горелку устанавливается мундштук с крупным отверстием. Для равномерности подачи тепла от пламени на сопло одевается асбестовая воронка, распределяющая пламя по ширине в 250 мм. Правильный нагрев производится одновременно двумя горелками, работающими с каждой стороны.
Виды термообработки
Тепловое воздействие на сварочное соединение и прилегающую зону может выполняться по разной технологии для достижения определенных целей. Вот основные процессы и их влияние на изделие:
- Термический отдых. Трубопровод подвергают нагреву до 300 градусов с удержание этой температуры до 120 минут. Это действие способствует снижению содержания водорода в шве, и частичному снятию остаточного напряжения. Метод применяется на особо толстостенных изделиях, где невозможно выполнить другие техники термообработки.
- Высокий отпуск. Трубу и сварной шов нагревают до температуры 600-700 градусов. Выдержка происходит в течении 1-3 часов в зависимости от толщины стенки. Вследствие чего остаточное напряжение снижается до 90%. В низколегированных сталях разрушается закалочная структура, а карбиды становятся крупнее. Это приводит к повышению пластичности и ударной вязкости. Чаще всего этот вид термообработки применяют на сталях перлитного класса.
- Нормализация. Шов и трубу нагревают до 800 градусов, но на короткое время (выдержка от 20 до 40 минут). Это частично убирает напряжение в металле, но главным образом придает однородность и мелкозернистую структуру, что улучшает механические свойства. Такая технология используется на тонкостенных трубах небольшого диаметра.
- Аустенизация. Разогрев материала до 1100 градусов с длительным удержанием температуры (около двух часов) и последующим остыванием на воздухе. Реализуется на высоколегированных сталях для снижения остаточного напряжения и повышения пластичности.
- Стабилизирующий отжиг. Трубопровод с наложенным швом разогревают до 970 градусов с выдержкой до 180 минут. Охлаждение выполняется естественным образом на воздухе. Метод предупреждает возникновение межкристаллической коррозии на высоколегированных сталях.
Применение термообработки на трубопроводах из различных металлов значительно продлевает их срок эксплуатации. Для успешного использования метода важно правильно подбирать температуру, время выдержки и способ нагрева.
Читайте также: