Ограничитель холостого хода сварочного трансформатора
Обновлено: 04.10.2024
В статье приведены результаты разработки, производства и использования комбинированных защитных устройств сварочного трансформатора типа КЗУСТ. Устройство обеспечивает безопасное выполнение сварочных работ на переменном токе и экономию электроэнергии. За счет высокой чувствительности исключает помеху сварщику при зажигании дуги. КЗУСТ снабжено защитой, а также системой диагностики и измерения сварочного тока.
Введение
Дуговая сварка на переменном токе штучными электродами получила широкое применение на предприятиях промышленности, энергетики, транспорта, жилищно-коммунального хозяйства. При этом многие сварочные работы производятся в условиях повышенной опасности. Для обеспечения безопасного выполнения сварочных работ согласно ГОСТ [1, 2] требуется обязательное использование ограничителя напряжения холостого хода сварочного трансформатора (ОНХХСТ). Его отсутствие приводит к поражению электрическим током сварщика и окружающего персонала, а в ряде случаев и к смертельным исходам.
Ограничители напряжения холостого хода производятся рядом предприятий, но большинство из них имеет серьезный недостаток. Он обусловлен низкой чувствительностью при диагностировании сварочной цепи, когда производится сварка загрязненных или покрытых ржавчиной поверхностей. Этот недостаток проявляется в том, что в начале сварки дуга трудно зажигается, а во время сварочных работ не обеспечивается ее устойчивое горение, что приводит к прерыванию дуги. В связи с этим, как показало обследование многих предприятий и организаций, устройства ОНХХСТ не используются сварщиками.
Таким образом, перед авторами доклада встала задача создания ограничителя напряжения холостого хода, лишенного указанного выше недостатка. В рамках реализации целевой комплексной программы энергосбережения филиала УАЗ ОАО «СУАЛ» специалистами НПП «Энергия и экология» был разработан опытный образец ограничителя напряжения холостого хода сварочного трансформатора типа КЗУСТ (комбинированное защитное устройство сварочного трансформатора), который затем успешно прошел испытания 5. Устройств типа КЗУСТ-1 первого поколения было внедрено более 25 штук в трех цехах: электролизном, глиноземном и кальцинации. При этом устройства типа КЗУСТ-1 позволяли экономить электроэнергию. В результате накопленного опыта эксплуатации устройство было усовершенствовано во второй модели КЗУСТ-2 9, которая была использована не только на УАЗ-СУАЛ, но и на других предприятиях и в организациях, в том числе в ООО «СУАЛ-Кремний-Урал» и ОАО «Каменск-Уральский металлургический завод».
В настоящее время НПП «Энергия и экология» передало разработку КЗУСТ в ЗАО «Автоматизированные системы и комплексы». Здесь при научно-техническом руководстве НПП «Энергия и экология» освоен выпуск третьего поколения КЗУСТ-3 12. Внешний вид КЗУСТ-3 представлен на рис. 1. Первая партия из 25 устройств внедрена на ООО «СУАЛ-Кремний-Урал», ООО «Галлий» и на других предприятиях. Учитывая значительную потребляемую полную мощность сварочного трансформатора (до 50 кВА) и их широкое применение в КЗУСТ-3 сохранена функция энергосбережения. Анализ показал, что большую часть времени сварочный трансформатор находится в режиме холостого хода. Большинство сварочных трансформаторов имеют специальную магнитную систему, для намагничивания которой требуется сравнительно большой реактивный ток. Поэтому потребление реактивной мощности сварочным трансформатором из сети в режиме холостого хода значительно. Для максимального энергосбережения при выполнении сварочных работ целесообразно исключать режим холостого хода. В НПП «Энергия и экология» были проведены исследования экономии активной и реактивной электроэнергии при использовании КЗУСТ на сварочном трансформаторе типа ТДМ-501. Трансформаторы такого типа наиболее широко распространены в промышленности. Результаты измерений приведены в таблице 1.

Рис. 1. Внешний вид КЗУСТ-3
Описание устройства
Способ ограничения напряжения холостого хода сварочного трансформатора (СТ) заключается в следующем 9. При подключении первичной цепи сварочного трансформатора к питающей сети измеряются: напряжение сети, напряжение и ток сварочной цепи и температура тирис-торного ключа, установленного в цепи первичной обмотки сварочного трансформатора. На основании информации о напряжении и токе сварочной цепи (СЦ) контролируется сопротивление последней, которое изменяется от бесконечности (когда сварочная цепь разомкнута) до сопротивления, соответствующего режиму сварки. При изменении сопротивления СЦ от бесконечности до 200 Ом в последней формируются с частотой сети специальные импульсы определенной формы, обеспечивающей высокую чувствительность диагностирования режима. Причем контроль этого диапазона разделяется на две зоны: от ∞ до 500 Ом и от 500 до 200 Ом. Вторая зона соответствует прикосновению человека к сварочной цепи, например, при замене электрода.
При снижении сопротивления сварочной цепи меньше 200 Ом, что соответствует касанию электрода свариваемой детали, формируется сигнал на срабатывание тиристорного ключа и в сварочную цепь подается полное напряжение. И, наоборот, при прекращении сварки, через время, не превышающее 1 с, происходит ограничение напряжения холостого хода сварочного трансформатора и формирование специальных импульсов, действующее значение которых меньше 12 В.
Схема устройства типа КЗУСТ приведена на рис. 2.
Рис. 2. Схема устройства защиты типа КЗУСТ
(СТ—сварочный трансформатор;
СЭ—сварочный электрод;
Д -деталь;
ТК—тиристорный ключ;
ДНС—датчик напряжения сети;
ДНСЦ—датчик напряжения сварочной цепи;
ДТП—датчик температуры тиристора;
ИП — источник питания;
БУТК—блок управления тиристорным ключом;
БДСЦ—блок диагностики сварочной цепи;
БЗД — блок защиты и диагностики;
БИ — блок индикации)
Одной из особенностей ограничителей напряжения холостого хода типа КЗУСТ является его универсальность. Она проявляется в первую очередь в возможности его использования для различных типов сварочных трансформаторов с номинальным сварочным током от 50 до 630 А и номинальным напряжением питания от 220 до 380 В. Следует отметить, что КЗУСТ обладает свойством самонастройки, то есть при переходе с одного типа трансформатора на другой не требуется выполнять каких-либо переключений и установок параметров. Поэтому КЗУСТ обеспечивает нормальный режим сварки при сварочном токе до 630 А и изменении напряжения сети от 200 до 400 В. Для сети 500 В применяется специальная серия КЗУСТ.
Схема работает следующим образом. После подключения силовых клемм сварочного трансформатора и КЗУСТ к сети на них подается напряжение 220, 380 или 500 В в зависимости от номинального напряжения первичной обмотки сварочного трансформатора. Одновременно сетевое напряжение подается на ДНС (рис. 2), использование которого позволяет судить о наличии питания КЗУСТ и трансформатора.
В первом режиме, когда Rсц в диапазоне ∞–500 Ом, тиристорный ключ заперт, а БФИ генерирует через сварочный трансформатор в сварочную цепь двухполярные импульсы специальной формы, действующее значение которых не превышает 1 В. Тем самым достигается ограничение напряжения холостого хода до безопасного уровня и диагностирование сварочной цепи. При этом сварщик может менять электрод, прикасаясь к токоведущим частям сварочной цепи. На основе информации о токе и напряжении сварочной цепи БДСЦ анализирует сопротивление СЦ и при значении его ∞–500 Ом БДСЦ не изменяет своего состояния. В этом режиме потребление сварочным трансформатором мощности из сети полностью исключено благодаря выключению тиристорного ключа. Для работы схемы диагностики КЗУСТ требуется незначительная мощность (не более 1 Вт).
Второй режим, при Rсц в диапазоне 500-200 Ом, может иметь место при прикосновении сварщика к СЦ в особо неблагоприятных условиях окружающей среды. При этом на пульте загорается индикатор «500-200 Ом», а БФИ начинает генерировать в сварочную цепь импульсы, действующее значение которых не превышает 12 В. В этом режиме импульсы ощутимы, но также безопасны для человека.
Сканирование сварочной цепи импульсами в первом и втором режимах необходимо для обеспечения высокой чувствительности устройства из-за наличия на поверхности сварочного электрода и детали пленок окислов и масла. Специальные импульсы разрушают пленки, и в результате значительно возрастает надежность и облегчается зажигание сварочной дуги.
В третьем режиме сопротивление Rсц < 200 Ом, что соответствует контакту сварочного электрода с деталью. При этом БДСЦ выдаст команду БУТК на открывание ТК и шунтирование БФИ. Во вторичной цепи СТ наводится полное напряжение, которое вызывает возникновение сварочной дуги. Происходит устойчивое зажигание дуги и начинается процесс сварки, который индицируется свечением излучателей сигналов «Сварка» и «>12 В». Как только ток в сварочной цепи прервется или уменьшится до 10 А на время более 1 с, тиристорный ключ закроется и напряжение на вторичной обмотке трансформатора ограничится до безопасного уровня (12В». После чего КЗУСТ переводится во второй режим на 3 с, при котором обеспечивается диагностирование сварочной цепи с целью облегчения повторного зажигания дуги при сварке методом прихвата. Если сеанс сварки не повторяется за это время, то КЗУСТ переходит в первый режим диагностики.
Блок защиты и диагностики реализует следующие функциональные режимы сварочного трансформатора и КЗУСТ: перегрев тирис-торного ключа, обрыв или короткое замыкание в тиристорном ключе или в сварочном трансформаторе; сбои в системе питания схемы управления устройства; неправильное подключение соединительных проводников. Наличие напряжения в сети и питания КЗУСТ, аварийные и рабочие режимы сварочного трансформатора сигнализируются блоком индикации. Величина сварочного тока отображается на цифровом дисплее и запоминается до следующего сеанса сварки. В БДСЦ предусмотрена возможность искусственного введения сопротивлений в сварочную цепь с целью имитации прикосновения человека или наличия контакта сварочного электрода с деталью. Это позволяет проверять работоспособность КЗУСТ перед выполнением сварочных работ.
Система управления устройством реализована на однокристальном микроконтроллере типа ATmega16L фирмы ATMEL. Блоки диагностики сварочной цепи, защиты и индикации реализованы на программном уровне. В программу включен алгоритм самонастройки на сварочный трансформатор, который выполняется перед каждым включением КЗУСТ. Это значительно повышает готовность функционирования устройства практически к любому СТ.
Технические характеристики
Устройство типа КЗУСТ переносное и соответствует современным требованиям эргономичности, дизайна и удобства пользования. Оно устанавливается на боковой стенке корпуса сварочного трансформатора или вблизи его с помощью специального легкосъемного узла крепления. Электрические разъемы выполнены таким образом, что допускают безопасное и быстрое отсоединение КЗУСТ от трансформатора без помощи инструментов. Металлическое исполнение оболочки устройства с IP53 позволяет эксплуатировать его в сильно запыленных и влажных средах при температуре окружающего воздуха от -40 до +45 °С. Технические характеристики ограничителя напряжения холостого хода типа КЗУСТ приведены в таблице 2.
Промышленная эксплуатация около 60 устройств типа КЗУСТ на различных предприятиях на сварочных трансформаторах с напряжением сети 220, 380 и 500 В и током в СЦ от 50 до 630 А подтвердили полное удовлетворение комбинированных защитных устройств сварочного трансформатора всем требованиям безопасности на переменном токе, включая требования ограничения напряжения холостого хода, а также техническим требованиям, включая энергосберегающие, сформулированным в техническом задании. Профессиональные сварщики отметили высокую чувствительность, быстродействие КЗУСТ, легкое возбуждение дуги и комфортность при выполнении сварочных работ на любом токе и проявили заинтересованность в приобретении устройств для каждого сварочного трансформатора. Для обучения персонала работе с устройством типа КЗУСТ разработан и выпускается стенд-тренажер с методическим обеспечением. Одним из таких стендов оснащен класс по энергосбережению.
Устройство ограничения напряжения холостого хода сварочного трансформатора
Опасным в электросети считается напряжении свыше 36 вольт. Вторичное напряжение холостого хода сварочных трансформаторов достигает 80 вольт и при проведении электросварочных работ сварщик может получить электротравму а в сырых помещениях и с летальным исходом.
Вторичное напряжение холостого хода в процессе сварки снижается по крутопадающей нагрузочной характеристике.
Использование средств первичной защиты при производстве сварочных работ, в виде резиновых перчаток и бот создают дополнительные неудобства и не всегда защищают от поражения электротоком.
Применение сварочных аппаратов с низким напряжением вторичной цепи приведёт к неустойчивому зажиганию сварочной дуги, длительность времени зажигания не менее 20 мсек - не ниже времени соприкосновения сварочного электрода с изделием. Практически все заводские сварочные трансформаторы имеют напряжение холостого хода в пределах 80 вольт и рабочее напряжение в 36-46 вольт переменного тока при максимальном токе сварочной дуги.
Использование стационарных устройств по снижению напряжения холостого хода сварочных аппаратов в переносном варианте невозможно по ряду причин : большие габариты и вес, обязательное вторичное заземление, сбои в работе от нечёткого включения при применении релейной коммутации.
Цели устройства:
Снизить вторичное напряжение сварочного аппарата возможно простыми методами:
1. Установить в первичную цепь резистор – реостат с плавной регулировкой сопротивления. Недостаток такого устройства – большие габариты и потери электроэнергии на нагрев сопротивления, невозможность автоматически поддерживать напряжение вторичной цепи в заданных приделах.
2. Избавиться от тепловых потерь можно вторым методом - питанием первичной обмотки через разделительный конденсатор, недостаток такого включения состоит в том, что при определённых условиях создаётся резонанс напряжений и их почти двукратный рост на конденсаторе и обмотках трансформатора.
Это может привести к выходу из строя этих элементов и даже возгоранию.
3.Третий способ снижения напряжения холостого хода прост по реализации, но требует дополнительных затрат на выполнение схемы ограничения холостого хода сварочного аппарата, позволяет поддерживать вторичное напряжение на безопасном уровне сколько угодно длительное время, автоматически, почти мгновенно, зажигает дугу при любом состоянии поверхности свариваемого металла.
Цели использования устройства:
1) защита персонала при производстве сварочных работах в опасных промышленных и бытовых условиях
2) снижение напряжения сварочной цепи до допустимых пределов
3) ограничение загрузки электросети токами холостого хода
4) понижение температуры сварочного трансформатора при работе
5) улучшение качества сварки за счёт возможного регулирования сварочного тока и устойчивого зажигания дуги
6) экономия электроэнергии расходуемой агрегатом на холостой ход.
Принцип работы устройства заключается в предварительном ограничении напряжения холостого хода сварочной цепи, автоматического, устойчивого, зажигания сварочной дуги, путём кратковременной подачи повышенного напряжения в сварочную цепь и поддержание сварочного тока в установленных приделах.
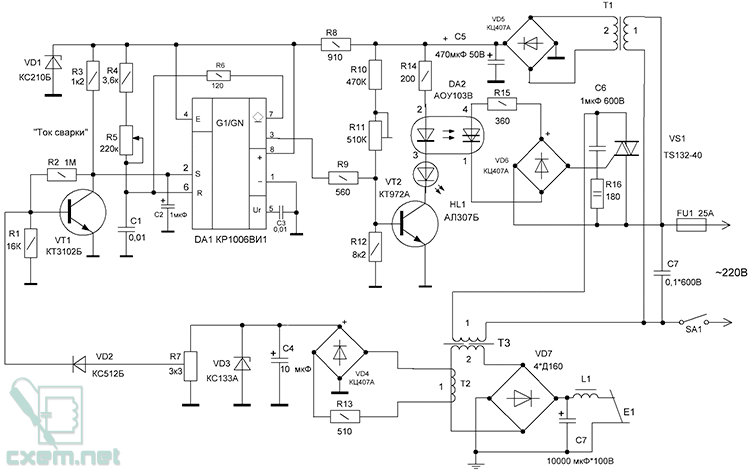
Схема устройства ограничения холостого хода сварочного аппарата состоит из бюджетного силового сварочного трансформатора Т 3 (Рис.1) с цепями защиты FU1 и коммутации SA1 первичной цепи и элементов вторичной цепи – диодного моста VD 7, дросселя L 1 и конденсатора фильтра C7.
В разрыв первичной цепи сварочного трансформатора включен мощный симистор VS1 с цепями защиты от помех С6, R15.
Во вторичной цепи сварочного трансформатора Т3 установлен трансформатор тока Т2 для снятия сигнала обратной связи, необходимого для запуска схемы и регулировки сварочного тока.
Для гальванического развязки схемы блока управления от опасного воздействия электросети, питание электронной схемы выполнено через силовой трансформатор Т1, а управление симистором VS1 происходит через динисторную оптопару DA2 включенную в коллекторную цепь усилителя на транзисторе VT2. Светодиодный индикатор HL1 указывает на рабочее состояние устройства.
При прохождении сварочного тока на обмотке (1) трансформатора тока Т2 возникает небольшое напряжение, которое после выпрямления диодным мостом VD4 сглаживается конденсатором С4 и стабилизируется на уровне трёх вольт стабилизатором VD3. C установочного резистора R7 через обратный диод VD2 напряжение обратной связи поступает на вход предварительного усилителя на транзисторе VT1. Коэффициент усиления зависит от свойств транзистора и номиналов резисторов R1,R2,R3. Начальное напряжение на коллекторе величиной в 2/3 Uп запрещает запуск таймера DA1, а при наличии входного сигнала обратной связи транзистор VT1 мгновенно переключается и напряжение на коллекторе снижается до 1/3 Uп, что создаёт условия для запуска таймера. Конденсатор С2 улучшает условия переключения и задерживает отключение на доли секунды при разрыве сварочного электрода, защищая от потери дуги.
Низкий уровень на входе 2DA1 нижнего компаратора таймера находящегося в состоянии ждущего мультивибратора разрешает его работу и на выходе (3) появляется высокий уровень.
Ждущий мультивибратор на таймере начинает генерировать на выходе импульс прямоугольного напряжения длительностью Т1=1,1 (R4+R5) C1, по окончанию этого процесса и по достижению напряжения на конденсаторе величины 2/3U срабатывает верхний компаратор по входу (6) DA1, выход микросхемы переключается в нулевое состояние, внутренний транзистор таймера откроется и разрядит конденсатор С1 со временем Т2= С1R6. При наличии сигнала обратной связи процесс генерирования прямоугольных импульсов продолжится.
Питание микросхемы и предварительного усилителя выполнено от параметрического стабилизатора на стабилитроне VD1 и ограничительном резисторе R8.
Импульсы положительной полярности через резистор R9 с выхода 3 DA1 таймера поступают на базу VT2 усилителя на транзисторе, а резисторами R7 устанавливается напряжение холостого хода вторичной обмотки сварочного трансформатора.
Транзистор VT2 с частотой определённой параметрами внешних элементов таймера DA1 через оптопару DA2 открывает симистор VS1 в обеих полярностях переменного тока сети.
Радиодетали в схеме установлены заводского исполнения: резисторы МЛТ -0,125 или С-29 -0,12, резистор R16 мощностью не менее двух ватт. Конденсаторы типа КМ и К50. Транзисторы обратной проводимости с коэффициентом усиления не менее В -100 типа КТ315 и КТ815Б соответственно со схемой. Вместо таймера DA1 можно установить аналог серии 555 или 7555.
Наладку устройства начинают с контроля напряжения на резисторе R8. Верхний вывод резистора R7 предварительно от схемы отключить. Резистором R5 при временно замкнутых выводах 2,6 DA1 установить вторичное напряжение сварочного трансформатора не ниже 16 вольт и не выше 36 вольт в зависимости от условий эксплуатации. Далее замкнув сварочную цепь электродом диаметром 3 мм установить резистором R7 момент переключения таймера DA1 по повышению яркости контрольного светодиода HL1 и по появлению полного напряжения на вторичной обмотке трансформатора Т3. Резистором R4 выполняется регулирование сварочного тока в небольших пределах. Схема устройства выполнена на плате размерами 140 * 35 мм из одностороннего фольгированного стеклотекстолита.
Литература:
1.С.Замковой. Ограничитель напряжения сварочного трансформатора. "Радио" №8,1984 г. стр.55-56.
Ограничитель ХХ сварочного аппарата из деталей старого телевизора
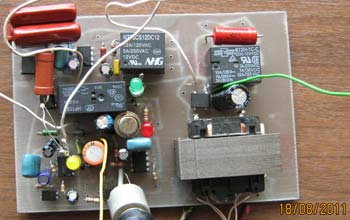
Однажды мне на глаза попалась брошюра А.Обухова "Сварочный конвертер – малогабаритная импульсная сварка", прежде всего купила простота схемы и я решил повторить конструкцию не в авторском исполнении, а в произвольном. После нескольких месяцев упорного труда аппарат заработал, удивил сварочник довольно приличными характеристиками. Появилось желание довести данный аппарат до уровня промышленных и максимально приблизить к требованиям ТЕХНИКИ БЕЗОПАСНОСТИ, при этом максимально сохранив простоту конструкции.
Поиски в интернете и перелистывание значительного количества подобной литературы особых результатов не дали. За основу было взято устройство из журнала Радио за 1984 год №8 стр 55 «Ограничитель холостого хода трансформатора», а именно принцип его работы и технические характеристики. После нескольких месяцев проб и ошибок получилось вот такое устройство.
Схема предназначена для ограничения холостого хода данного аппарата (холостой ход есть самый тяжелый режим) при отсутствии высокого напряжения на выходе аппарата. Время выключения устройства после поднятия электрода 1-5сек.
Срабатывание устройства происходит только при металлическом контакте сопротивлением ниже 220 ом, это сделано с целью уменьшить случаи типа: «Мы с товарищем варили и его немного потрясло».
С соображений техники безопасности на выходе присутствует постоянное сигнальное напряжение 4.5 в, что очень подходит под все нормы.
Включается устройство сразу, при контакте ниже 220 ом.
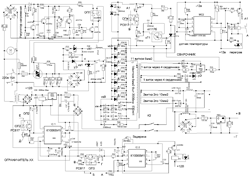
Схематично устройство состоит из двух таймеров, при замыкании выходных клем сварки происходит замыкание резистора R57 на минус источника питания 4.5 в ,что и производит включение оптрона ОР2; он в свою очередь запускает таймер на МС1, который, включаясь на 2сек, подает положительный импульс на таймер на МС2, который через оптрон ОР4 и включает сварочник на 1-5 сек для зажигания дуги. Если дуга зажглась, то на трасформаторе тока появляется напряжение, которое выпрямляется и через оптрон ОР3, блокирует таймер на МС2; при отрыве электрода напряжение на трансформаторе пропадает и таймер МС2, отработав свой временной интервал, выключает аппарат. Реле к2 и диодный мост VD18 повышают помехоустойчивость устройства.
В устройстве применены самые распостраненные и недорогие детали: NE555 заменяются на к1006ви1, транзистор кт608Б в зависимости от типа применяемого реле. Надо помнить, что транзистор и реле основную часть времени находятся во включенном состоянии, поэтому должны быть выбраны с запасом по току. У кого стоит выходной дроссель можно схемку с трансформатором тока исключить, применив геркон. Геркон вставить в выходной дроссель, а выводы подключить вместо транзистора оптрона ОР3.
Особенность устройства по применению в данном сварочнике в следующем:
1) Обязательное применение схем разрядки С5.
2) Нестандартное включение оптрона ОР4 для правильной работы сварочного аппарата. При использовании стандартного включения оптрона в схеме задающего генератора и изменении питания оптрона ОР4 на нижнее плечо МС2 сварочник будет выдавать короткий импульс на выход при включении в сеть, что есть нехорошо.
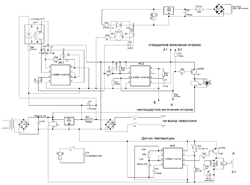
3) С увеличением времени задержки задающего генератора, дополнительно введена схема температурного датчика, совмещенная с реле времени (на печатной плате ее нет).

Особых настроек схема не требует, единственное что нужно правильно подобрать элементы выпрямителя трансформатора тока, чтобы работало на минимальном и максимальном режимах без перегрева.
Данную схему можно применить практически в любом сварочном аппарате постоянного тока, нужно только знать, как он включается (управляется). По данному принципу схему можно сделать на транзисторах, логике, контроллере, кому как проще.
Гаврилюк Олег (Сидор)
Я участвую в форуме "Сварочный аппарат из деталей старого телевизора", это люди которые хотят собрать сварочник своими руками. Эта схемка будет им в помощь. Там же, можно обсудить данную конструкцию.
Ограничитель ОНТ-3

Ограничитель напряжения холостого хода ОНТ-3 предназначен для автоматического ограничения напряжения во время холостого хода на вторичного характера обмотке в любой сварочной промышленной аппаратуре до безопасных показателей, которые имеют меньшие показатели, нежели 12 Вольт.
Ограничитель напряжения используется в совместной работе с:
- Однопостовыми аппаратами для сварки;
- Однопостовыми выпрямителями, предназначенными для проведения ручного вида работы в виде дуговой сварки;
Принцип работы и эксплуатация ОНТ-3
Эксплуатацию ограничителя можно разделить на такие режимы работы:
- сварка;
- холостой ход;
- контроль исправности ограничителя.
В режиме сварки узел управления напряжением обеспечивает подачу полного напряжения сети на первичную обмотку сварочного трансформатора во время замыкания сварочной дуги.
В режим холостого хода узел управления обеспечивает удержание полного напряжения сети на первичной обмотке сварочного трансформатора на протяжении ~ 0.8 с после разрыва сварочной дуги, а после снижения этого напряжения до величины, которая обеспечивает напряжение холостого хода на вторичной обмотке сварочного трансформатора не более 12 В.
Режим контроля В случае нажатия и удержания кнопки КОНТРОЛЬ иммитируется неисправность узла управления ограничителя, когда в режиме холостого хода на выходе сварочного трансформатора появляется полное напряжение холостого хода, вместо пониженного, не более 12 В. При этом узел контроля обеспечивает световую сигнализацию о работоспособности, то есть высвечивается индикатор РАБОТА.Узел защиты во всех указанных выше режимах обеспечивает контроль целосности предохранителя, в случае выхода со строя которого, загорается индикатор ЗАЩИТА. Наявность напряжения питания в ограничителе контролируется индикатором СЕТЬ.
Особенности устройства
Отличительная особенность данного устройства (от более ранней модели ОНТ-1) – возможность подключения к трех стадийному сварному аппарату.
Ограничитель напряжения ОНТ-3 изготовленный в виде навесной приставки к сварочным аппаратам, который возможно закрепить на вертикальной стене с помощью скоб. Устройство состоит из основания, изготовленного в виде короба, разделённого на два отсека:
- отсек электроники;
- отсек подключения.
Отсек электроники содержит электронные компоненты и печатные платы, объединённые жгутом и закрывается крышкой, на котором размещены индикаторы и кнопка КОНТРОЛЬ. Отсек подключения содержит клемную колодку для подключения ограничителя к сварочному трансформатору и предохранитель. Закрывается откидной крышкой, с внутренней стороны которой размещена схема подключения ограничителя к сварочному трансформатору. С правой стороны корпуса ограничителя находится клема заземления. На передней панели ограничителя размещены пояснительные и предупредительные надписи.
Ограничитель ОНТ-1

Ограничитель ОНТ-1 предназначен для автоматического ограничения напряжения холостого хода вторичной обмотки сварочного трансформатора до безопасного, не больше 12 В, в случае разрыва сварочной цепи.
Ограничитель напряжения холостого хода сварочных трансформаторов работает совместно с однофазным однопостовым сварочным трансформатором с напряжением питания ~380В или ~220В и напряжением холостого хода ~45/80 В.
Применение
Применение сварочных трансформаторов совместно с ограничителями напряжения холостого хода ОНТ-1 существенно улучшает условия труда персонала, защищает электросварщиков от поражения электрическим током во время режима холостого хода сварочных трансформаторов, а также обеспечивает экономию энергопотребления в десятки раз, за счет уменьшения тока холостого хода СТ.
Ограничитель напряжения ОНТ-1 был разработан в 2001-2002 годах. А с 2003 года ОНТ-1 запущенный в серийное производство. Данный прибор зарекомендовал себя как надежный, качественный, удобный в эксплуатации и не нуждающийся в высокопрофессиональном обслуживании. При этом обеспечивается экономия электроэнергии во время режима холостого хода, что вносит ограничитель ОНТ-1 в категорию приборов для энергосберегающих технологий. Как свидетельствует статистика, режим холостого хода на предприятиях со средней загрузкой сварочных работ, составляет 80–90 %. Это, конечно, не свидетельствует о бездеятельности работника, а говорит лишь о том, еще значительно больше времени уделяется вспомогательным работам: измерению, удержанию и закреплению детали, замене электрода и тому подобное. И только на режим сварки приходится около 10–20 % рабочего времени. Это свидетельствует о чрезвычайной выгодности использования ограничителей в экономических целях.
Отличие ОНТ-1 от аналогов других производителей, заключается в кардинально иной схемной реализации. Это отображается на подключении устройства к сварочному аппарату. Подключение первичной обмотки сварочного трансформатора, как видно из схемы подключения, происходит через прибор ОНТ-1. Принцип работы ограничителя заключается в том, что напряжение первичной обмотки сварочного трансформатора снижается к такого, чтобы на вторичной обмотке было не более чем 12 В. При этом уменьшается ток холостого хода сварочного трансформатора. Это дает возможность не использовать мощных механических коммутаторов, которые периодически подгорают и имеют необходимость регулярной прочистки, а внедрять надежные полупроводниковые модули.
Конструкционные особенности
Ограничитель напряжения сварочного трансформатора выполнен в виде навесной приставки к трансформатору, может также крепиться и стационарно на вертикальную стену при помощи монтажных скоб. Конструкционно ограничитель реализован на платформе, выполненной в виде двухотсечного короба: отсек электроники и коммутации. В первом отсеке расположены все электронные компоненты и печатные платы устройства, а второй содержит клеммную колодку с предохранителем. Отсек электроники закрывается крышкой с индикатором "Контроль" и пломбировочными шайбами. Коммутационный отсек закрывается защитной крышкой, на внутренней стороне которой расположена схема подключения устройства к сварочному аппарату.
Читайте также: