Организации монтажно сварочных работ
Обновлено: 20.09.2024
СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
УТВЕРЖДЕН Минтопэнерго России 14 марта 1996 г., Минстроем России 20 мая 1996 г.
Разработчик ОАО "Оргэнергострой"
Составители: С.С.Якобсон, канд. техн. наук; Н.Д.Курносова, канд. техн. наук; Г.С.Зислин, канд. техн. наук; М.Л.Эльяш, канд. техн. наук
Утвержден заместителем министра топлива и энергетики Российской Федерации Ю.В.Корсуном 14.03.96 г. и заместителем министра строительства Российской Федерации С.И.Полтавцевым 20.05.96 г.
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34 15 132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34 15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772:
фасонный прокат (уголки, двутавры, швеллеры) - из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили - из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям "Правил аттестации сварщиков", утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) - с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в "Правилах аттестации сварщиков".
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с "Правилами аттестации сварщиков", к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30°С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10°С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с "Правилами аттестации специалистов неразрушающего контроля", утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дефектоскопия, радиографирование и др.), а при необходимости - по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
"Правил технической эксплуатации электроустановок потребителей";
"Правил техники безопасности при эксплуатации электроустановок потребителей";
"Санитарных правил при проведении рентгеновской дефектоскопии", N 2191-80;
"Санитарных правил при радиоизотопной дефектоскопии", N 1171-74*;
* На территории Российской Федерации документ не действует. Действуют СП 2.6.1.3241-14. - Примечание изготовителя базы данных.
* На территории Российской Федерации документ не действует. Следует руководствоваться Правилами противопожарного режима в Российской Федерации. - Примечание изготовителя базы данных.
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации - производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться технико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл.1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А - не менее 16 мм, при 250 А - 25 мм, при 300 А - 50 мм. Длина гибкого провода должна быть не менее 5 м.
Сечение провода для подсоединения к сети источников сварочного тока
Сварочно-монтажные работы
Сварочно-монтажные работы выполняют для соединения отдельных труб в непрерывную нитку магистрального трубопровода. При производстве сварочно-монтажных работ приняты две основные схемы их организации:
1) сварка отдельных труб длиной 6 и 12м на трубосварочной базе в трубные секции длиной 24 или 36 м с последующей их доставкой на трассу сооружаемого участка;
2) вывоз отдельных труб непосредственно на трассу, где их и сваривают.
При строительстве магистральных трубопроводов применяют, в основном, электродуговую сварку.В этом случае к трубе и к электроду подведены разноименные электрические заряды. При приближении электрода к трубе на определенное расстояние возникает непрерывный электрический разряд, называемый дугой.От тепла электрической дуги металл свариваемых деталей и электрода плавится. При этом металл электрода формирует сварочный шов, упрочняющий место сварки.
В полевых условиях сварку труб магистральных трубопроводов производят с использованием сварочных генераторов- источников постоянного тока. Сварочные генераторы работают от дизельных или карбюраторных двигателей внутреннего сгорания. Для удобства перемещения вдоль трассы строящегося трубопровода сварочный генератор устанавливают на тележку с автомобильными колесами. Широко используют также самоходные сварочные агрегаты, представляющие собой сварочный генератор, установленный на гусеничном тракторе; при этом приводом генератора является двигатель трактора.
Различают ручную и автоматическую электродуговую сварку.
Сварочный пост для ручной электродуговой сваркиоборудуют источником питания электрической дуги (сварочным генератором) и двумя электрическими кабелями с прочной изоляцией, на конце одного из которых находится электрододержатель клещевого типа. Электрододержатель предназначен для крепления и подвода тока к электроду. Второй кабель от источника сварочного тока присоединяют к свариваемой трубе с помощью специального зажима. Рабочий-сварщик перемещает электрододержатель с закрепленным в нем электродом вдоль линии соприкосновения труб и формирует сварочный шов. Каждый электрод состоит из стального стержня диаметром 3. 5 мм, изготовленного из малоуглеродистой проволоки, и специального покрытия на поверхности стержня. Покрытие электродов предназначено для достижения сразу нескольких целей: а) для защиты металла сварного шва от проникновения в него из воздуха азота и кислорода, что значительно повысило бы хрупкость шва; б) для обеспечения стабильного горения дуги; в) для легирования металла сварного шва и т.д. В связи с этим электродные покрытия имеют достаточно сложный состав.
Достоинствами ручной электродуговой сварки является возможность сварки неповоротных стыков трубопровода (т.е. отсутствует необходимость вращения труб) и менее жесткие требования к подготовке труб к сварке, чем при ее выполнении другими способами.
Автоматическая электродуговая сваркабыла разработана в нашей стране в 30-е годы и применяется при сооружении магистральных трубопроводов с 1948 г.
При автоматической сварке применяют не отдельные электроды, а сварочную проволоку диаметром 2. 4 мм, которая подается к месту сварки из бухты. Никакого покрытия проволока не имеет. Вместо этого к месту сварки из бункера сварочной головки непрерывно поступает и укладывается слоем толщиной 40. 50 мм специально приготовленный зернистый материал - флюс. Слой флюса играет ту же роль, что и покрытие электродов.
Сварка закрытой дугой под флюсом обеспечивает хорошее качество сварного шва, несмотря на высокую скорость ее выполнения - 60. 100 м/ч. Однако автоматическую сварку под флюсом можно выполнять только в нижнем положении, что достигается вращением труб - то есть на трубосварочных базах. Однако и здесь автоматическую сварку применяют только после того как трубы будут «прихвачены» друг к другу, т.е. когда ручной сваркой выполнен самый первый (корневой) шов.
До начала сварочных работ проводят подготовку кромок труб: их зачистку и разделку кромок. Зачистканеобходима во избежание образования большого числа пор в сварном шве. Заключается зачистка в том, что торцовую часть каждой трубы на длине около 1 м очищают от грязи, наледи и снега. Кроме того, на расстоянии 10. 20 мм от торца трубы наружную и внутреннюю поверхности труб, а также их кромки очищают от окалины, ржавчины и грязи до металлического блеска стальными щетками или портативными шлифовальными машинками с абразивными кругами. Разделка кромокзаключается в снятии фаски различной формы с торцов труб с целью обеспечения их полного провара. Разделка может быть односторонней, выполняемой с внешней поверхности трубы (ее делают на заводах по производству труб), и двусторонней, выполняемой снаружи и изнутри.
При сборке стыков труб необходимо обеспечить их соосность, совпадение внутренних кромок и сохранение необходимых зазоров. Для этого при проведении сборочно-центровочных операций применяют специальные устройства - внутренние или наружные центраторы. Наиболее качественную сборку стыков обеспечивает применение внутренних центраторов(рис. 19.10). Они снабжены специальным распорным механизмом, выравнивающим кромки труб. Достоинством внутренних центраторов является то, что стык открыт снаружи и поэтому можно вести сварку без предварительной прихватки. Если центратор достаточно мощный, то с его помощью можно даже устранить овальность концов труб. Внутри труб внутренний центратор перемещают вручную с помощью длинной штанги, либо с использованием электродвигателя.
Наружные центраторы(рис. 19.11) применяются в тех случаях, когда невозможно применение внутренних (например, при сварке захлестов). Они представляют собой многозвенную конструкцию, охватывающую торцы обеих труб снаружи. Стыки, собранные с помощью наружных звенных центраторов, фиксируют с помощью коротких швов длиной 60. 80 мм, называемых прихватками, после чего наружный центратор снимают со стыка и накладывают сплошной шов.
С 1952 г. на строительстве магистральных трубопроводов применяется электроконтактная стыковая сварка оплавлением.Она предусматривает нагрев торцов труб до высокой температуры и их последующее соединение под воздействием осевого сдавливания. Преимуществом электроконтактной сварки является ее высокая производительность, поскольку сварное соединение в данном случае образуется сразу по всему периметру стыка в течение 5. 10 мин. При электродуговой же сварке сварное соединение формируется последовательным наложением нескольких слоев шва по периметру трубы.
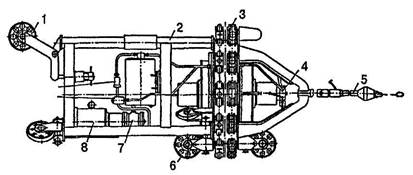
Рис. 1910. Общий вид внутреннего центратора ЦВ-102:
1 - рамки; 2 - рама; 3 - центрирующий механизм; 4 - гидрораспределитель; 5 - штанга; 6 - опорные колеса; 7 - поршневой насос; 8 - электродвигатель постоянного тока; 9 - обратный клапан; 10 - предохранительный клапан
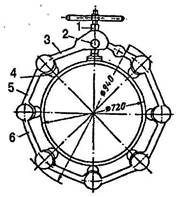
Рис. 9.11. Наружный многозвенный центратор:
1 - натяжной винт; 2 - крестовина; 3 - накидной замок; 4 - рамки; 5,6- звенья
Основой установки для электроконтактной сварки являются кольцевые трансформаторы, устанавливаемые на торцы свариваемых труб. Кроме того, в состав установки входят механизмы центровки труб, равномерного подвода тока, перемещения труб в процессе оплавления, а также снятия частиц затвердевшего металла (грата) с внутренней и наружной поверхности труб. Все перечисленные операции выполняют передвижные комплексы «Север».
Недостатком электроконтактной сварки являются более жесткие требования к торцам труб (меньшие допуски по овальности, разностенно-сти и др.), чем при электродуговой и автоматической сварке.
К перспективным методам сварки труб относятся сварка лазером, трением, взрывом и т.д.
Организации монтажно сварочных работ
Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА И ОРГАНИЗАЦИЯ СВАРОЧНОГО ПРОИЗВОДСТВА МОНТАЖНЫХ И СТРОИТЕЛЬНЫХ ПРЕДПРИЯТИЙ
Дата введения 1991-07-01
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом N 242 от 14.05.91
2. Срок первой проверки - 1995 г.
периодичность проверки - 1 раз в 5 лет.
3. ВЗАМЕН ОСТ 95 930-82 и ОСТ 95 944-82
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, подпункта, перечисления, приложения
СНиП IV-5-84 (сборник 9, 16, 22, 24, 25)
Нормативы трудоемкости и планово-расчетные цены сварочных работ на 10 кг наплавленного металла
Сборник нормативов трудоемкости, себестоимости и планово-расчетных цен на сварочные работы
Настоящий руководящий документ устанавливает требования по проведению технологической подготовки сварочного производства и организации выполнения сварочных работ строительно-монтажных предприятий.
Руководящий документ предназначается для монтажных (механо-монтажных, электромонтажных) и строительных предприятий (трестов, управлений), включая входящие в их состав промышленные предприятия, выполняющих сварочные работы.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Руководящий документ разработан с учетом Закона о предприятиях в СССР и предусматривает дальнейшее совершенствование единой системы технологической подготовки сварочного производства и организации выполнения сварочных работ, включающей взаиморасчеты между сварочными и строительно-монтажными подразделениями.
1.2. Технологическая подготовка сварочного производства должна обеспечить:
повышение эффективности сварочного производства;
сокращение сроков и затрат на подготовку сварочного производства;
повышение производительности труда при выполнении сварочных работ;
экономию материальных и трудовых ресурсов;
повышение качества сварочных работ.
1.3. Организация выполнения сварочных работ основывается на:
хозрасчетных методах организации труда;
технологической подготовке производства;
создании специализированных бригад;
оперативном изменении расстановки сварщиков в зависимости от изменяющегося фронта работ.
2. ФУНКЦИИ И ЗАДАЧИ СВАРОЧНОЙ СЛУЖБЫ ПРЕДПРИЯТИЯ
2.1. Сварочная служба является структурным подразделением предприятия и в своей деятельности руководствуется Законом о предприятиях в СССР*, приказами руководства, рекомендациями головного предприятия по сварке и нормативно-технической документацией (НТД).
* На территории Российской Федерации документ не действует. Утратил силу на основании Закона СССР от 7 марта 1991 года N 2015-1, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.2. Каждое предприятие на основании данного руководящего документа разрабатывает конкретное положение о сварочной службе с учетом специфики производства.
2.3. Типовые положения о сварочных службах предприятий (механо-монтажных, электромонтажных, строительных) приведены в приложении 1.
2.4. Количественный и качественный состав сварочной службы предприятия и распределение специалистов по подразделениям определяются на каждом предприятии Главным сварщиком в зависимости от объемов и характера выполняемых работ.
2.5. Типовые должностные инструкции на специалистов сварочной службы приведены в приложении 2.
В должностных инструкциях установлены основные права и обязанности специалистов сварочной службы.
2.6. Основные функции сварочной службы предприятия
2.6.1. Основными функциями сварочной службы предприятия по технологической подготовке производства являются:
организация и управление процессом технологической подготовки сварочного производства;
разработка технологических процессов на сварку;
организация приобретения сварочного оборудования и его ремонта;
организация приобретения сварочных материалов;
организация проектирования и изготовления средств технологического оснащения сварочного производства;
обеспечение технологичности сварных конструкций.
2.6.2. Основные функции сварочной службы предприятия по организации выполнения сварочных работ включают:
эффективное и качественное обеспечение производства сварочных работ в установленные сроки;
учет трудовых и материальных ресурсов.
2.7. Основные задачи сварочной службы предприятия
2.7.1. Основными задачами сварочной службы предприятия по проведению технологической подготовки сварочного производства являются:
участие в разработке конструкторской документации деталировочных чертежей конструкций металлических (КМД), деталировочных чертежей технологических трубопроводов (КТД) и чертежей других конструкций с целью обеспечения технологичности, которое заключается в выдаче рекомендаций по подготовке кромок под сварку и вариантов укрупнения конструкций, а при разработке указанной документации другими предприятиями - ее согласовании;
разработка технологических процессов и другой технической документации на производство сварочных работ;
разработка проектов производства работ (ППР) и составление сетевых графиков в составе общих ППР на монтаж;
разработка технических заданий на проектирование средств технологического оснащения, в случае невозможности применение стандартной переналаживаемой технологической оснастки, предусмотренной Р 50-54-11;
сварка образцов для проведения испытаний и входного контроля сварочных материалов;
подготовка сварочного оборудования;
обеспечение проведения обучения, аттестации и паспортизации сварщиков;
освоение и внедрение новой сварочной техники и технологии;
контроль за выполнением этапов технологической подготовки сварочного производства.
2.7.2. Основными задачами сварочной службы предприятия по организации выполнения сварочных работ являются:
обеспечение качества сварочных работ в соответствии с требованиями НТД на изделия (объекты);
оперативное выполнение сварочных работ;
повышение производительности труда в сварочном производстве и снижение себестоимости сварочных работ на основе их технического и организационного совершенствования, в том числе применения прогрессивной технологии и повышения уровня механизации работ;
повышение культуры производства и улучшение условий труда.
3. ПОРЯДОК ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ СВАРОЧНОГО ПРОИЗВОДСТВА
3.1. Порядок разработки технологических процессов на производство сварочных работ
3.1.1. Технологический процесс на производство сварочных работ при изготовлении сварных конструкций на промышленных предприятиях должен быть разработан и оформлен в соответствии с требованиями стандартов Единой системы технологической документации (ЕСТД).
3.1.2. Технологический процесс на производство сварочных работ при монтаже конструкций разрабатывается на формах технологической документации с учетом требований стандартов ЕСТД на основе типовых технологических процессов.
3.1.3. Технологический процесс на производство сварочных работ разрабатывается в виде самостоятельного документа или входит составной частью в общий технологический процесс сборки и монтажа конструкций.
3.1.4. Технологический процесс должен содержать:
требования к сборке под сварку;
требования к сварочным материалам;
требования к квалификации рабочих-сварщиков и инженерно-технических работников (ИТР);
требования к сварке и ориентировочные режимы сварки;
вид сварочного оборудования и технологическую оснастку;
режимы термообработки (при необходимости);
вид оборудования для термообработки;
трудовые и материальные нормативы;
массу наплавленного металла;
методы и объемы контроля качества сварных соединений.
3.1.5. При разработке технологических процессов должно учитываться обеспечение сварочного производства необходимыми материальными ресурсами на стадии подготовки и проведения сварочных работ.
Организация сварочных работ: место, оборудование, кадры

Организация сварочных работ – это не только сам процесс сварки, но и комплекс мероприятий, связанных с подготовкой рабочего места, контролем качества, обеспечением безопасности и решением кадровых вопросов, в том числе с повышением квалификации сотрудников. Также следует помнить о закупке расходных материалов, оборудования, соответствующей одежды.
Помимо текущих организационных моментов, грамотное руководство стремится к модернизации производства и повышению эффективности. Расходы окупаются за счет расширения видов производимых работ, увеличения их объемов и роста качества. Подробнее об организации сварочных работ на современном производстве читайте в нашем материале.
Основные принципы организации сварочных работ
Организация сварочных работ включает такие составляющие, как проверка технологического уровня предприятия; подготовка квалифицированных руководящих кадров; обучение и аттестация сварщиков; обеспечение материально-технической базы; грамотное распределение рабочей силы; проверка оборудования для сварки.

Все работы по сварке необходимо осуществлять строго по проектам производства работ (ППР), картам трудовых процессов или технологическим картам. Раздел сварки ППР включает:
- вычисление объемов работ в трудовом (нормативы) и натуральном исчислении;
- схемы энергоснабжения;
- ведомости ресурсов — как материальных, так и трудовых;
- принятие решения о форме организации трудовой деятельности;
- нормативные документы на сварочные работы, процесс термообработки и правила контроля качества сварных швов;
- правила соблюдения техники безопасности и нормативов по охране труда.
Если требуется, при организации выполнения сварочных работ можно составить производственный график. При этом важно предусмотреть максимальные возможности по изготовлению и укрупнению конструкций на заводе или ином предприятии, проводящем механизацию работ по сборке и сварке.
Исходя из объемов сварки, предусмотренных ППР, проводят тактическое и оперативное планирование работ по сварке, а также рассчитывают размеры заработной платы мастеров.
Кадровое обеспечение
Всей техникой сварочных работ на предприятии руководят главный сварщик (в крупных организациях, где в штате имеется 200 сварщиков и более или производится не менее 20 тыс. т сварных конструкций), инженер, мастер по сварке, прораб.

В организации-подрядчике каждый специалист по сварочным работам отвечает за свой комплекс операций, и под его началом работают от 10 до 20 сварщиков. Должность инженерно-технического работника (ИТР) занимает специалист из линейного персонала, при этом он должен:
- следить за тем, чтобы работы производились согласно ППР и иным нормативным документам и инструкциям;
- проверять выполнение работниками требований к организации сварочных и сборочных работ с целью соблюдения необходимого их качества, а также рекомендуемых режимов сварки и термической обработки;
- грамотно распределять имеющиеся ресурсы сварочной техники и внедрять новые, а также правильно хранить сварочные материалы и оптимально их расходовать;
- выписывать сварщикам наряды на работу, вести учетные записи сделанных работ;
- в соответствии с госстандартами и техническими условиями проводить контроль сварных швов на всех стадиях работы (начало, процесс работы и приемка готового изделия);
- участвовать в создании исполнительных документов на сварные швы, а также в процедуре сдачи сооружений или их комплексов заказчику либо контролирующим органам;
- время от времени принимать участие в аттестации сварщиков и мастеров по резке газом;
- принимать участие при написании заявок на оборудование и материалы для сварки, отчетов по сварочным работам.
Старший специалист по сварочным работам находится в непосредственном подчинении у главного инженера управления, а в техническом смысле — еще и у главного сварщика производственного объединения.
Количество сварщиков на предприятии зависит от принятых на нем форм организации труда:
Сварщики высокой квалификации, работающие в одиночку, числятся на определенном монтажном участке и начинают трудиться, как только монтажная бригада провела подготовительные работы. Сотрудник, отвечающий за организацию проведения сварочных работ (прораб, начальник участка), распределяет рабочие места, выписывает наряды и принимает готовую работу.
Наряды на работу у каждого сварщика индивидуальные. Такая форма организации трудовой деятельности наиболее эффективна там, где предполагаются малые объемы выпускаемой продукции либо небольшой фронт сварочных работ.
Если на предприятии планируется выпуск большого количества продукции и разворачивается широкий фронт работ (крупногабаритные изделия, тяжелые по массе установки, сложные сборные конструкции), то сварщиков высокой квалификации объединяют в бригады, которые подчиняются прорабу (начальнику участка), отвечающему за организацию работ на сварочном участке.
Он распределяет рабочие места и принимает готовую работу. Выплаты производятся по бригадному наряду.
Еще один вариант — формирование из высококвалифицированных сварщиков комплексных монтажных бригад, трудящихся по бригадным нарядам. Он актуален в основном при монтажных работах на трубопроводах и других подобных сооружениях. Здесь, рассчитывая состав бригад, ориентируются на время, за которое свариваются стыки.
Таким образом, сварщикам не приходится выполнять тяжелую физическую работу и гарантируется высокое качество сварных соединений.
Формируют бригады из сварщиков невысокой квалификации (четвертый разряд или ниже), которые выполняют относительно несложные работы по сварке и прихватке. Здесь также могут работать слесари-монтажники, получившие специальность сварщика.
Сварка осуществляется по бригадному наряду. Чаще всего такой вариант используется при монтаже и сварке неответственных конструкций.
Сварщиков, имеющих высокую квалификацию и работающих в монтажном управлении, собирают в группы, трудящиеся на каждом объекте данного управления (формируются специализированные участки сварочных работ).
Процессом руководят ИТР с соответствующим уровнем образования. Сварочные работы ведутся путем внутреннего субподряда у монтажных участков. Такой способ организации работ применяется при больших объемах сварки ответственных конструкций в монтажных управлениях и на отдельных участках.
Тогда рекомендуется такая форма организации труда при выполнении сварочных работ: ответственный исполнитель — это целый специализированный сварочный участок, в состав которого включены и монтажные бригады (либо монтажный участок как субподрядчик находится в подчинении у сварочного участка).
Оборудование и технология сварочного производства
Сварочные работы невозможны без специального оборудования. Минимальный комплект необходимых устройств включает инвертор, выпрямитель и трансформатор. Их необходимо иметь на каждом производстве, даже совсем небольшом.

Дело в том, что такой набор универсален, благодаря ему можно настроить любой необходимый режим сварки. Инвертор — простой в использовании прибор, доступный даже начинающим сварщикам и позволяющий проделывать нужные объемы работ. Роль трансформатора заключается в подаче на электрод электрического тока, причем диапазон его значений довольно широк. Наконец, выпрямитель помогает сваривать наиболее качественные швы.
Крупные производственные предприятия оснащаются соответствующим высококлассным оборудованием, сложным по устройству, но зато очень функциональным. Такие аппараты обладают большими производственными возможностями и могут настраиваться в зависимости от специфики работы. В том числе имеются модели-роботы, работающие самостоятельно и не требующие присутствия рядом оператора. Рассмотрим более подробно процесс автоматизации производственных линий.
Автоматизация производства требуется на тех предприятиях, которые работают масштабно и выпускают много продукции. Прогресс не стоит на месте, и сейчас созданы аппараты, работающие самостоятельно или, по крайней мере, делающие труд сварщика гораздо более легким. Самый элементарный пример такого устройства — полуавтоматы, в которых сварочная проволока подается не вручную, а с помощью механизмов.
Как правило, современнейшее оборудование для различных видов сварки изобретается для тех предприятий, которые идут в ногу со временем и разрабатывают новые технологии. Все работает в совокупности: спрос рождает предложение.
Благодаря техническим инновациям процесс электродуговой сварки осуществляется гораздо легче и быстрее. Стоит отметить, что в настоящее время сварочные участки в основном очень хорошо механизированы. На крупных заводах создаются роботизированные линии, которые могут работать по вложенной в них программе. Здесь не нужно задействовать дополнительных работников для организации контроля качества сварочных работ.
Организация рабочего места сварщика
Рабочее пространство сварщика необходимо содержать в полном порядке. Каждый прибор, каждый элемент оборудования должны находиться на своем месте. Нужно следить, чтобы инструмент для сварки и прочий инвентарь были исправны. Сварочные работы и сборку конструкций следует осуществлять в специальных козелках, имеющих ровную рабочую поверхность и высоту 60—65 см.

Трансформаторы для сварки размещают на площадках, изготовленных из металла, имеющих высоту 10 см и ширину 80 см. Впрочем, ширина площадки зависит от того, сколько агрегатов на ней установлено. Трансформаторы ставят, не ограждая их, чтобы к ним имелся открытый доступ в любое время для регулирования тока, проверки и починки. Рубильники для них располагают на трубчатых стойках. Сварочные преобразователи тока размещают у колонн цеха на полу, а их включающие устройства монтируют на колонне.
Рабочее место сварщика должно быть оснащено инвентарными алюминиевыми лестницами для работы с конструкциями, имеющими большую высоту. Все провода, электрододержатели обязательно нужно изолировать. Инструменты и рабочие приспособления следует хранить в специальных шкафах, устанавливаемых возле колонн.
Безопасная организация сварочных работ предполагает оборудование в цехе стабильной приточно-вытяжной вентиляции, чтобы уменьшить содержание вредных примесей в воздухе и обеспечить сварщикам нормальные условия труда.
Для небезопасных для здоровья веществ в воздухе рабочей зоны стандартами прописаны предельно допустимые концентрации (ПДК): для диоксида азота — 5 мг/м3, оксида углерода — 20 мг/м3, марганца — 0,3 мг/м3, кремниевой пыли (аэрозоль) — 1—4 мг/м3.
Граница рабочей зоны по высоте составляет 2 м (над уровнем пола). Очень важно каждый день мыть пол в цехе, поскольку влажная уборка снижает концентрацию вредных веществ в воздухе. Нельзя забывать и про шумовые загрязнения: например, чтобы уменьшить уровень шума, рекомендуется вместо рубки пневматическими молотками использовать воздушно-дуговую резку.
Если производится сварка металлических листов и таким образом создается замкнутое пространство, то сварщику необходимо обеспечить постоянный приток свежего воздуха. Для освещения рабочего участка пользуются переносными светильниками напряжением 12 В (не больше).
Проводить работы следует на резиновом коврике, мастер при этом должен быть обут в диэлектрические галоши. Очень важно обеспечить надежное заземление свариваемых изделий, инструмента и оборудования, а также стеллажей.
Контроль сварочных работ
В таблице приведена схема входного контроля организации сварочных работ, который осуществляет прораб или мастер по сварке.
Материалы для сварочных работ
Оборудование и приспособления для сварки и монтажных работ
Проверяют проект производства работ (раздел сварки), технологический проект, сертификаты на расходные материалы, технологичность узлов сварки. Рассчитывают количество необходимых оборудования и материалов, определяется, сколько нужно сварщиков и насколько трудоемки работы.
Проверяют, допущены ли рабочие к сварке ответственных конструкций по «Правилам аттестации сварщиков». Если требуется, дополнительно готовят кадры для выполнения этой работы. Организуют сварку, испытывают пробные образцы.
Проверяют наличие сертификатов, соответствие материалов техническим условиям, документы об испытаниях технологических свойств. Контролируют соблюдение сроков и условий хранения, а также наличие бракованных материалов.
Проводят проверку наличия контрольно-измерительной аппаратуры, а также того, исправно ли оборудование и все ли комплектующие на месте.
Проверяют удостоверения сварщиков, проводят дополнительные проверки квалификации.
Проводят осмотр и механические испытания.
Проверяют документацию, контролирует заполнение формуляров, журнала учета и состояния оборудования.
Перед пуском сборочно-сварочных работ.
Сотрудники, привлекаемые к контролю
Отдел главного механика (энергетика).
В следующей таблице дана схема операционного и приемочного контроля качества сварочно-сборочных работ, который также осуществляет прораб или мастер по сварке.
Подготовка конструкций под сварку
Сборка конструкций под сварку
Подготовка исполнительных документов
Проверяют, нет ли на поверхности грязи и сора, соответствуют ли размеры, форма и свойства подготовленных кромок нормативным требованиям. Контролируют, насколько хорошо зачищены кромки.
Проверяют: в каком состоянии находятся кромки и прилегающие к ней части поверхности; соблюдаются ли проектные требования по соответствию размеров и марки сварных материалов; как используются приспособления для сварки; соблюдается ли последовательность технологических операций.
Проверяют: режим сварочных работ; последовательность нанесения слоев (швов); соответствуют ли нормативным требованиям атмосферные и прочие условия в цехе; соблюдены ли требуемые характеристики материалов и хорошо ли они подготовлены к сварке. Организуют сварочные работы и испытывают контрольные образцы.
Уточняют количество сварных соединений и корректируют схему их расположения. Проверяют: насколько качественно оформлены швы; нет ли внутренних или наружных дефектов на изделии; не имеется ли трещин, шлака, металлических брызг в материале соединения и околошовной области; нет ли таких изъянов, как поры, непровары, кратеры, прожоги, подрезы и т. д.
Подвергают проверке все документы, касающиеся сварки: журнал сварочных работ, копии удостоверений сотрудников, сертификаты на сварочные материалы, протоколы испытаний готовых изделий, заключения по ультразвуковому и другим видам контроля, акты проверки сваривания контрольных стыков, документы, подтверждающие проведение металлографических исследований.
Проводят внешний осмотр и измеряют параметры.
Проводят внешний осмотр, измеряют параметры, а также осуществляют механические испытания.
Проводят внешний осмотр, контроль — физический и химический.
Проверяют техническую документацию.
В процессе сварочных работ.
До и после сварки.
Кто привлекается к контролю
Мастер или прораб монтажного участка.
Мастер или прораб сварочного участка.
Какую выбрать форму организации сварочных работ на предприятии? Это зависит от нескольких факторов: производственных условий, объема и характера сварочных работ. Так или иначе, нужно максимально загружать сварщиков в соответствии с их специализацией и создавать межоперационные заделы.
Если посмотреть на работу ведущих монтажных предприятий, то становится ясно: заметно повысить производительность труда сварщиков можно при разделении операций по сварке и сборке конструкций, наличии межоперационных заделов, а также организации работы сварщиков в особых мобильных подразделениях и расширении таким образом зоны обслуживания работ по монтажу.
Все это позволяет наладить стабильную, полную занятость сварщиков работой именно по их специальности. Вынужденные технологические перерывы становятся меньше, сокращаются потери ценного рабочего времени, которое можно будет потратить на осуществление сложных проектов.
Кроме того, слесари и сварщики становятся требовательнее друг к другу и к качеству подготовки изделий под сварку и сварных соединений. Повышается общее качество, изучаются новые технологии, внедряется передовое оборудование и, конечно, возрастает заработная плата.
Многолетний опыт и проведенные расчеты говорят о том, что при работе со сложными монтажными конструкциями занятыми по своей специальности оказываются в среднем 60—70 % квалифицированных сварщиков четвертого – шестого разрядов.
Конечно, начальству необходимо контролировать использование квалифицированного персонала в соответствии с их специальностью и разрядом. В этом залог успешного повышения производительности труда.
Контроль можно осуществлять по формулам, используя при расчетах коэффициент качества рабочего времени к3, представляющий собой отношение нормы времени, затраченного на соответствующую уровню квалификации сварщика работу, либо фактической выработки tu к рассчитанным нормированным затратам времени на эту работу (t).
Производство сварных конструкций — весьма сложный процесс, состоящий из множества уровней. Он выполняется поэтапно, и на каждой стадии задействованы квалифицированные работники. Для четкой, налаженной работы необходимо установить строгий порядок организации сварочных работ и проработать каждый ее этап.

ТРУБОПРОВОДЫ МАГИСТРАЛЬНЫЕ И ПРОМЫСЛОВЫЕ СТАЛЬНЫЕ ДЛЯ НЕФТИ И ГАЗА
Монтажные работы. Сварка и контроль ее выполнения
Main pipelines and field pipelines from steel for oil and gas. Assembling. Welding and testing
Дата введения 2019-03-20
Предисловие
Сведения о своде правил
1 ИСПОЛНИТЕЛЬ - Ассоциация "Национальное объединение строителей" (НОСТРОЙ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПОДГОТОВЛЕН к утверждению Департаментом градостроительной деятельности и архитектуры Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России)
6 ВВЕДЕН ВПЕРВЫЕ
В случае пересмотра (замены) или отмены настоящего свода правил соответствующее уведомление будет опубликовано в установленном порядке. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте разработчика (Минстрой России) в сети Интернет
Введение
Настоящий свод правил разработан Ассоциацией "Национальное объединение строителей" (НОСТРОЙ) при участии канд. техн. наук М.З.Шейнкина, Е.В.Лопатина, М.Н.Кагановича, Е.А.Фоминой.
1 Область применения
1.1 Настоящий свод правил распространяется на промысловые и магистральные стальные трубопроводы и устанавливает основные требования к выполнению сварочных работ, контролю качества сварных соединений при строительстве, реконструкции, капитальном ремонте и проведении строительного контроля за качеством строительно-монтажных работ на линейной части магистральных трубопроводов всех категорий согласно СП 86.13330 для нефти, нефтепродуктов и газа диаметрами до 1420 мм включительно с избыточным давлением среды до 10,0 МПа включительно, а также промысловых трубопроводов по ГОСТ Р 55990 и СП 284.1325800, транспортирующих не содержащие коррозионно-активные компоненты нефть и газ под избыточным давлением среды до 32 МПа.
1.2 Настоящий свод правил не распространяется на строительство, капитальный ремонт и реконструкцию магистральных и промысловых трубопроводов в морских акваториях.
2 Нормативные ссылки
В настоящем своде правил использованы нормативные ссылки на следующие документы:
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 10157-2016 Аргон газообразный и жидкий. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ ISO 17636-2-2017 Неразрушающий контроль сварных соединений. Радиографический контроль. Часть 2. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов
ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 55990-2014 Месторождения нефтяные и газонефтяные. Промысловые трубопроводы. Нормы проектирования
ГОСТ Р 56512-2015 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений
СП 36.13330.2012 "СНиП 2.05.06-85* Магистральные трубопроводы" (с изменением N 1)
СП 86.13330.2014 "СНиП III-42-80* Магистральные трубопроводы" (с изменениями N 1, 2)
СП 284.1325800.2016 Трубопроводы промысловые для нефти и газа. Правила проектирования и производства работ
СанПиН 2.6.1.1281-03 Санитарные правила по радиационной безопасности персонала и населения при транспортировании радиоактивных материалов (веществ)
СанПиН 2.6.1.2523-09 Нормы радиационной безопасности (НРБ-99/2009)
СанПиН 2.6.1.3164-14 Гигиенические требования по обеспечению радиационной безопасности при рентгеновской дефектоскопии
СП 2.6.1.2612-10 Основные санитарные правила обеспечения радиационной безопасности (ОСПОРБ-99/2010)
СП 2.6.1.3241-14 Гигиенические требования по обеспечению радиационной безопасности при радионуклидной дефектоскопии
Примечание - При пользовании настоящим сводом правил целесообразно проверить действие ссылочных документов в информационной системе общего пользования - на официальном сайте федерального органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего свода правил в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем своде правил применены термины по ГОСТ 16504, ГОСТ ISO 17636-2, ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 17659, ГОСТ Р 55990, СП 36.13330, СП 86.13330, а также следующие термины с соответствующими определениями:
3.1 высота дефекта: Линейный размер проекции дефекта по высоте шва на плоскость, перпендикулярную оси трубопровода, или на плоскость, проходящую через дефект и ось трубопровода.
3.2 глубина залегания дефекта: Минимальное расстояние от границы дефекта до поверхности сварного соединения (трубы), с которой осуществляется контроль.
3.3 длина дефекта: Линейный размер проекции дефекта вдоль шва на плоскость, перпендикулярную оси трубопровода.
3.4 катушка: Отрезок трубы, с подготовленными торцами, предназначенный для соединения двух участков трубопровода либо для приварки к торцам трубопроводной арматуры, соединительным деталям трубопровода, либо для сварки контрольных сварных соединений при производственной аттестации технологий сварки, допускных испытаний и аттестации сварщиков, операторов.
3.5 комплекс цифровой радиографии: Устройства, обеспечивающие перенос радиационного изображения, возникающего под действием ионизирующего излучения, в память компьютера с последующими его визуализацией, обработкой и хранением.
3.6 механизированный ультразвуковой контроль; МУЗК: Ультразвуковой контроль при котором часть операций выполняется вручную, а часть операций механизирована.
3.7 операционная технологическая карта: Документ, утвержденный организацией, выполняющей сборку, сварку и контроль качества сварных соединений, в котором изложены содержание и правила выполнения конкретных работ, описаны все технологические операции, их параметры и данные о средствах технического оснащения.
3.8 прямая врезка: Специальное сварное соединение основной трубы и трубы-ответвления/патрубка, конструкция и условия выполнения которого установлены нормативными документами и технической документацией.
3.9 ремонт сварного стыка: Процесс устранения недопустимых дефектов сварного соединения, обнаруженных неразрушающими методами контроля, путем механической обработки, удаления/шлифовки с последующей заваркой.
Примечание - Механическая обработка (шлифовка, зачистка) и (или) заварка сварного соединения, проводимая до приемки руководителем работ для последующего неразрушающего контроля, в понятие "ремонт сварного шва" не входит.
3.10 ручной ультразвуковой контроль; РУЗК: Совокупность операций контроля, выполняемых в соответствии с требованиями нормативных документов (методикой контроля) с использованием универсального ультразвукового прибора (дефектоскопа), при непосредственном участии человека в процессе сканирования объекта контроля, сбора, обработки, регистрации, интерпретации результатов контроля и принятии решения о качестве контролируемого объекта.
3.11 скопление дефектов: Совокупность внутренних дефектов, состоящих из трех или более дефектов, не лежащих на одной прямой, при условии, что расстояние между соседними дефектами не превышает трехкратного размера наибольшего из дефектов.
3.12 термическая обработка (термообработка): Нагрев, выдержка и охлаждение сварных соединений по определенным режимам в целях получения заданных свойств.
3.13 чувствительность контроля: Минимальные размеры дефектов, выявляемых данным видом (методом) контроля при определенных условиях проведения контроля.
4 Сокращения
В настоящем своде правил применены следующие сокращения:
АВИК - автоматизированный визуальный и измерительный контроль;
АУЗК - автоматизированный ультразвуковой контроль;
ВИК - визуальный и измерительный контроль;
Е.О.П. - единица оптической плотности;
КР - компьютерная радиография;
КСС - контрольное сварное соединение;
ЛС - линия сплавления;
МК - магнитопорошковый контроль;
НД - нормативный документ;
НК - неразрушающий контроль;
НО - настроечный образец;
ПВК - контроль проникающими веществами;
РК - радиографический контроль;
СДТ - соединительная деталь трубопровода;
ТПА - трубопроводная и регулирующая арматура;
ТУ - технические условия;
УЗК - ультразвуковой контроль;
ЦP - цифровая радиография;
DN - номинальный диаметр.
5 Требования к сварщикам, сварочным материалам и сварочному оборудованию
5.1 Требования к персоналу сварочного производства
5.1.1 Для выполнения сварочных работ допускаются сварщики (операторы сварочных установок) ручной, механизированной сварки, операторы автоматической сварки, прошедшие обучение и аттестованные. Требования к аттестации и обучению приведены в [1]. К самостоятельным сварочным работам допускаются лица не моложе 18 лет, имеющие начальное профессиональное образование по указанной профессии, квалификационную группу по электробезопасности не ниже II [12].
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
Читайте также: