Ошибки при сварке полипропиленовых труб
Обновлено: 20.05.2024
С первого взгляда может показаться, что в сварке труб из полипропилена нет ничего особо сложного: нагреть, соединить, охладить и готово. Однако по опыту можно с уверенностью сказать, что в этом процессе существует множество нюансов, влияющих на качество скрепления фитингов и труб. Игнорирование этих фактов приводит к массе недоработок, вызывающих протекание труб, закупорку и другие проблемы. Некоторые ошибки можно обнаружить только через некоторое время после начала функционирования трубопровода, когда найти установщиков-дилетантов уже почти невозможно.
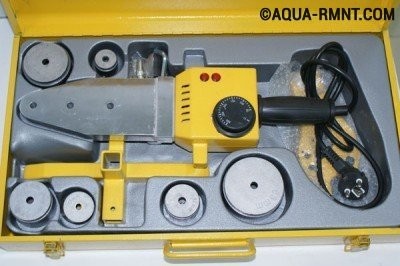
Для сваривания полипропиленовых фитингов и труб чаще всего используют технологию термической полифузии. Её смысл заключается в том, что свариваемые части нагреваются до необходимой температуры и максимально быстро соединяются. Для нагревания конструкции применяют специальный прибор, называемый в народе «паяльником». Процесс пайки труб из пластика затрачивает достаточно много времени и сил.

Некоторые изготовители нагревателей для сваривания труб из пластика устанавливают на одно оборудование сразу несколько нагревательных элементов, особенно это характерно для бюджетных моделей турецкого и китайского производства. Для каждого из них установлен отдельный тумблер, а мощности подобного оборудования хватает для фитингов и труб определенного размера. Не стоит включать сразу два нагревательных элемента вместе, чтобы не перегреть пластик, не расходовать лишнее электричество и не перегружать сеть. Второй нагреватель лучше использовать в качестве запасного, включаемого в случае поломки первого.
Если оборудование для пайки труб оснащено двумя нагревательными приборами, их можно использовать одновременно в самом начале работы, чтобы быстрее разогреть систему. Затем один из них необходимо выключить.
Разогретый материал полимерных труб сохраняет пластичность очень короткий промежуток времени. В эти мгновения необходимо соединить части и зафиксировать соединения, вместе с этим устраняя перекосы. Только по окончании момента фиксации, когда материал потерял эластичность, соединенные трубы можно положить на поверхность.
Наилучшей температурой для нагревания труб из полипропилена считается показатель, равный 260 градусам Цельсия. Во время нагрева необходимо достаточно сильно нагреть конструкцию, чтобы полученное соединение было надежным. При этом трубу противопоказано перегревать, так как она может потерять форму. Для этого нужно контролировать время нагрева. В зависимости от размера труб оно должно составлять:
Если изделие не будет разогрето до необходимой температуры, соединение получится слишком слабым и со временем начнет протекать. Перегрев трубы может привести к снижению её проходимости и появлению оплывов.

Существуют модели нагревательного оборудования для сваривания полимерных труб с рукояткой для регулировки температуры или без нее. Возможность изменять степень нагрева прибора была встроена скорее из соображений маркетинга, нежели продиктована необходимостью на практике. Профессионалы рекомендуют устанавливать температуру на уровне 260 градусов Цельсия и не менять её в дальнейшем, ориентируясь по времени нагрева. Поэтому старые виды «паяльников», не имеющие регулятора температуры нагрева, также вполне подойдут для качественной сварки труб из полипропилена.
После того, как трубы нагреты и соединены, их нужно правильно остудить. Для завершения фазы скрепления потребуется столько же времени, сколько и для прогревания. Неопытные монтажеры зачастую слишком спешат, заканчивают процесс раньше необходимого на несколько секунд, что приводит к деформации соединения. Не стоит думать о том, что для работы с полипропиленовыми трубами потребуется секундомер. На начальной стадии можно считать вслух, а опытные специалисты рассчитывают время разогрева и остывания «на глаз», без дополнительных приборов.
Количество возможных ошибок, которые можно допустить при сварке труб из полипропилена, довольно большое. Однако, зачастую это:
- Наличие грязи в местах скрепления частей конструкции.
- Небольшое количество воды, попавшее в систему вовремя сварки.
- Длительное позиционирование элементов трубы.
- Использование некачественного или неподходящего материала.
- Несоблюдение инструкций по монтажу и т.д.
Избежать подобных ошибок довольно просто, если при пайке придерживаться осторожности, аккуратности и иметь достаточный опыт в данных работах.
Ошибка, связанная с водой и грязью на соединяемых изделиях
Профессиональный установщик обязательно протирает все скрепляемые детали перед началом работ, чтобы удалить загрязнения на поверхности. Следует также тщательно вымыть пол в помещении, где производится сварка, ведь трубы кладутся на пол, а на них снова может попасть грязь. При демонтаже сломанной трубы зачастую можно найти четкий след от грязи по всей длине соединения.
Остаток жидкости в трубе может стать роковым для соединения. Несколько капель во время нагревания превращаются в пар, материал деформируется и теряет надежность. Чтобы удалить жидкость из трубы, необходимо набить в неё измятый хлебный мякиш или затолкать обычную соль. После окончания работ трубу нужно тщательно промыть. Соединение, выполненное с такими недоработками, может оставаться надежным даже во время опрессовки, но спустя некоторый период времени (нередко даже целый год) течь в любом случае появится. Данная ошибка встречается при пайке стабилизированных труб, если фольга была удалена небрежно с промежуточного слоя. Даже крошечный кусочек фольги в месте скрепления отдельных частей значительно ухудшит качество монтажа.
Чистыми должны быть не только изделия, но и паяльник. Мастеру нужно своевременно удалять частички расплавленного полипропилена с нагревательных элементов оборудования, иначе они могут попасть на следующий участок конструкции.
Ошибка, связанная с неправильным позиционированием
После того, как две нагретые части конструкции были соединены, у мастера есть всего несколько мгновений, чтобы правильно расположить их относительно друг друга. Чем меньше будет затрачено времени на этот процесс, тем лучше. Если запас времени был исчерпан, деформацию нельзя будет изменить и прочность системы значительно снизится.
Неопытные монтажеры зачастую пытаются сразу удалить оплывы, которые появились во время пайки. Это нельзя делать, потому что не остывшее до конца соединение в этот период можно легко деформировать. Удалять оплывы нужно только после полного остывания соединения. А лучше всего не перегревать трубу, чтобы оплывы не появлялись.

Ошибка, связанная с неправильным выбором материала
Если для обустройства системы были выбраны бюджетные трубы из полипропилена низкого качества, даже самый качественный монтаж не сможет защитить владельцев здания от поломок. Фитинги и трубы лучше всего покупать у одной и той же известной компании, выбирать надежного поставщика и тому подобных. Помните – скупой платит дважды.
Еще одна проблема из этой категории – попытка скрепить две качественные трубы от разных производителей. Химический состав двух изделий может быть разным, поэтому такие трубы будут вести себя по-разному при нагреве. Добиться надежного соединения практически невозможно при таких условиях.
Ошибка, связанная с несоблюдением правил установки
Низкое качество пайки труб из полипропилена зачастую вызвано различными ошибками во время соединения труб и фитингов. К примеру, если трубы была введена в фитинг не полностью, между внутренним упором фитинга и ее краем может образоваться зазор. В результате появится место, где толщина стенки меньше, а внутренний диаметр больше, чем это планировалось. Расчетное давление функционирования для такого участка будет слишком низким, рабочие нагрузки могут стать здесь чрезмерными, что приведет к образованию протечки.
Недопустимо применение слишком больших усилий при введении разогретой поверхности трубы в фитинг. В таком случае внутри может образоваться оплыв больших размеров. Это приведет к снижению проходимости трубопровода, чем это было раньше, что негативно скажется на эффективности системы.

Нередко причиной нарушений может стать человеческая халатность или лень. К примеру, поврежденный в процессе сварки труб фитинг необходимо сразу заменить на новый. Если нужной детали не оказалось под рукой, монтажеры-дилетанты могут просто впаять фитинг встык с трубой. Некоторое время такое соединение продержится, но затем проблему протечки придется решать.
Полезные советы
Чтобы работы была произведена качественно и вовремя, есть смысл придерживаться следующих инструкций, которые помогут при работе:
- Трубы и соединительные детали должны быть произведены одной из той же компаний. В этом случае нельзя экономить и приобретать бюджетные фитинги и дорогие трубы или наоборот. Это очень важно, так как температура плавления у изделий может оказаться разной, что чревато для надежности готовой системы;
- Паяльник должен нагреваться до температуры 260 градусов Цельсия, при этом нельзя повышать температуру элемента для экономии времени. Пара минут времени «не сделают погоды», а вот вероятность повреждения материала увеличится;
- Соединительные элементы нужно обезжирить и тщательно отчистить от загрязнений. Даже малейшие части грязи могут нарушить качество крепления;
- Перед началом пайки и монтажа при отсутствии опыта в подобных работах лучше сперва попрактиковаться на отрезках трубы, чтобы «набить руку» и понять, сколько усилий нужно прилагать. Недостаточное или слишком большое усилие является одной из самых распространенных ошибок;
- Если вы хотите соорудить качественную систему, нельзя экономить. Не стоит приобретать дешевые материалы, инструменты и оборудование. Качественная продукция прослужит намного дольше.
- Работу по пайке нельзя осуществлять при температуре воздуха ниже +5 градусов Цельсия. В таком случае эффективность процесса ощутимо снижается, соединения становятся хрупкими и требуют большего нагрева соединительных элементов. Это опасно излишним плавлением и деформированием изделий.
Кроме организационных проблем и ошибок при проектировке конструкции трубопровода, монтаж труб из полипропилена зависит исключительно от человеческого фактора при пайке. В наших силах повлиять и на время соединения и на температуру нагрева изделий, поэтому остается быть аккуратным и внимательным.
Разбор самых популярных ошибок при сварке полипропиленовых труб

Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить — готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
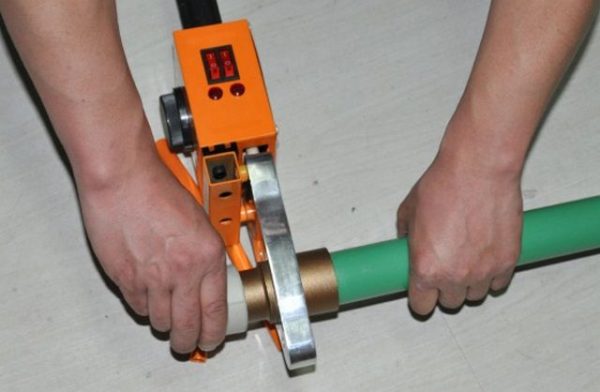
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.

В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
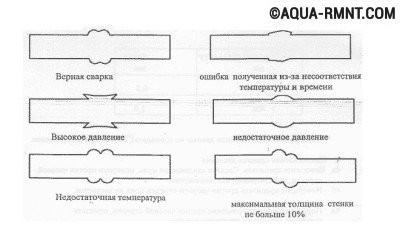
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.

Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.
Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
Благодаря разносторонним увлечениям пишу на разные темы, но самые любимые - техника, технологии и строительство.
Очень часто качество паяного соединения напрямую зависит от пригодности и состояния рабочего инструмента. Так, резать полипропиленовые трубы лучше всего специально предназначенными для этого ножницами. Они должны быть хорошо заточены, иначе материал во время резки будет сминаться и деформироваться. Впоследствии это проявит себя в невозможности быстро совместить детали после нагревания. Срез должен быть ровным, под углом 90 градусов, иначе при стыковке торцы труб будут сориентированы в разных плоскостях. Впоследствии такая оплошность проявится в виде некрасивого криволинейного участка. И если с отсутствием эстетики ещё можно как-то смириться, то невозможность уложить ветку в штробу можно устранить лишь полной переделкой узла.
После раскроя заготовок внутренние и внешние края среза необходимо тщательно зачистить шабером. Конечно же, при отсутствии должного инструмента можно воспользоваться и подручными средствами, например, ножовкой по металлу, однако при её использовании полипропилен будет неминуемо плавиться. На заготовках надо будет снимать фаски, а это потребует дополнительной траты времени и сил.
Напоследок хочу напомнить о том, что львиная доля дефектов появляется после сварки, проведённой на весу. Исключение составляют разве что случаи, возникающие на особо трудных, криволинейных участках магистрали, или при завершении монтажа отдельной ветки. Паяльный (сварочный) аппарат должен иметь подставку, достаточно устойчивую для того, чтобы агрегат не опрокидывался во время работы.
Основные ошибки при сварке полипропиленовых труб и как их не допустить
На самом деле, на сайте уже есть подробная пошаговая инструкция по пайке полипропиленовых труб своими руками, где описана технология и основные моменты процесса. В этой статье мы поговорим о другом – о главных ошибках, которые совершают неопытные мастера.
Покупка паяльника для сварки полипропиленовых труб – еще не самое главное, так как нужно уметь правильно пользоваться данным инструментом. В Интернете, конечно, есть множество видеороликов, в которых рассказывают, как правильно паять полипропиленовые трубы, но обычно в этих видеоуроках упускается очень важный момент – основные ошибки при сварке, а ведь именно с этого должен начинаться путь монтажника.
Важно! Так что это за ошибки? О чем следует узнать до того, как брать в руки паяльник? Какая правильная температура пайки труб? Об этом и многом другом мы поговорим в нашем обзоре.
Распространенные ошибки при сварке ПП труб
Самые часто встречающиеся ошибки связаны со следующими моментами.

Устройство паяльника для пластиковых труб
Неправильная температура
Сварка пластиковых труб
Другой важный момент – это диаметр труб. Чем меньше диаметр, тем ниже должна быть температура прибора. Это, конечно, можно контролировать временем нагрева, но порой, если уменьшить температуру паяльника, можно избежать плавления (и последующей деформации) концов труб.
Цены на паяльник для пластиковых труб
Время пайки
Не придерживаясь определенного времени во время сварки, можно расплавить концы труб настолько, что деформация будет неизбежной.

Как паять полипропиленовые трубы
Для стандартных ситуаций существуют определенные сроки (при температуре 250-270°С), ознакомимся с ними.
Таблица. Рекомендуемое время нагрева при пайке ПП труб.
Но помните, что на это время оказывает влияние не только диаметр, но и температура, которую вы выставили на паяльнике. И, конечно, температура в доме или на улице.

Пластиковые трубы для водопровода
Некачественно очищенные трубы
Если они будут мокрыми или грязными, то протечка неизбежна в любом случае. А потому перед пайкой трубы следует очистить от грязи, пыли, и просушить. Если вы, к примеру, меняете водопроводный стоят и из трубы течет вода, но следует хотя бы на время прекратить водоснабжение. Как вариант – можно запихнуть внутрь салфетку либо кусок туалетной бумаги. Когда вы закончите паять, салфетка размоется вновь пошедшей водой и окажется в фильтре грубой очистки, не причинив вреда трубопроводу.
Цены на полипропиленовые трубы для водопровода
Паяем полипропиленовые трубы правильно
Разобравшись с основными ошибками, приведем небольшую инструкцию по сварке пластиковых труб.
Шаг 1. Вначале подготавливается все, что потребуется для работы:
- сам паяльник;
- пила по металлу (лучше труборез, если есть возможность);
- трубы с фитингами;
- маркер.
Шаг 2. Паяльник собирается, на него ставятся нужные насадки, затем прибор подключается к сети и прогревается. Когда он хорошо прогреется, его желательно выключить (хотя бы один раз). На трубе делается пометка – обозначается глубина ее вхождения в фитинг. Затем можно приступать непосредственно к пайке.

Разметка трубы перед пайкой
Шаг 3. Труба размечается, указывается, куда и как будет направлен фитинг (либо тройник, отвод, проч.), для чего лучше воспользоваться черным строительным маркером. Также отмечается глубина вхождения в фитинг. В будущем это поможет избежать разного рода ошибок, касающихся разметки.
Шаг 4. Труба загоняется с одной стороны хорошо разогретого паяльника, а фитинг – с другой. Начинается отсчет времени (следуйте таблице), по прошествии которого стыкуемые элементы быстро извлекаются и соединяются вместе.
Шаг 5. Фитинг во время соединения сразу выравнивается, чтобы ровно сидел на трубе. Саму трубу не стоит сильно вдавливать – достаточно насадить на глубину, отмеченную ранее. Если вдавить слишком сильно, внутренний диаметр трубы может уменьшиться, а это уже очень грубая ошибка!
Кроме того, фитинг во время соединения нельзя прокручивать. Если говорить простым языком, нужно: нагреть, соединить, выровнять и удерживать примерно полминуты.
За 30 (а лучше 40) секунд пластик должен застыть. На этом все, желаем удачи во всех начинаниях! Обязательно делитесь мнением в комментариях. Спасибо!
Видео – Пайка пластиковых труб
Ошибки соединения полипропиленовых труб

Трубы
На сегодняшний день именно полипропиленовые трубы стали наиболее распространенным материалом, используемым при разводке трубопроводных коммуникаций. Они с успехом применяются для организации бытового водоснабжения и систем отопления, Ранее, для работы с металлическими трубами требовалась сварка, приглашались профильные специалисты, процесс мог затянуться на несколько дней. Появление пластиковых аналогов позволило сократить временные и финансовые затраты, однако, без «подводных камней» обойтись не удалось. Поэтому в этом материале поговорим об ошибках соединения полипропиленовых труб.
Процесс пайки полипропиленовых труб пайкой не требует больших трудозатрат, дорогостоящего оборудования и специальных знаний. В результате на рынке сантехнических услуг появилось множество сомнительных предложений, предлагающих быстро и дешево провести разводку трубопровода. Однако, как показала практика, далеко не каждый мастер обладает в реальности достаточным опытом в монтаже труб и за низкокачественную работу приходиться расплачиваться заказчику.
Пренебрежение предварительной подготовкой материала
Как правило, соединение полипропиленовых труб сваркой осуществляется во время ремонта, которому неизменно сопутствуют пыль и грязь. Желая закончить работу быстрее, работники зачастую пренебрегают предварительной подготовкой материала, в частности, поверхностной очисткой. Трубы, фитинги и прочие компоненты располагаются на пыльном полу или полках. Если до непосредственной пайки не очистить детали в местах соединений, в будущем, скорее всего, появятся протечки, поскольку лишние частицы будут способствовать образованию зазоров и щелей. Проблема может проявиться не сразу, а через несколько месяцев или даже лет.

Тщательная очистка деталей перед началом сборки – залог долговечности трубопровода. Все области соединений необходимо:
- протереть влажной материей для устранения твердых частиц пыли;
- досуха просушить;
- поверхность обезжирить спиртовым раствором или спиртосодержащими салфетками.
В целях защиты от пыли, пайку лучше осуществлять в проветриваемом помещении. Если работа вынуждено проводится на открытом воздухе – следует позаботиться о защите от осадков. Во время резки неизбежным становится образование стружки и заусенцев. Внимательно осматривайте места соединений и устраняйте все лишнее.
Недостаточный или избыточный нагрев трубы
Для соединения полипропиленовых труб пайкой используется специальный сварочный аппарат, термически воздействующий на контактные поверхности. С помощью дорна и гильзы аппарат расплавляет внутреннюю и наружную части раструба, после чего детали надежно крепятся друг к другу.

Важнейшим параметром в данном случае, влияющим на качество соединения, является время нагрева. Деталь должна разогреваться на протяжении определенного количества секунд, зависящего от температуры паяльника и рекомендаций производителя полипропиленовых труб. Опытному мастеру проще определить достаточность степени нагрева «на глаз», однако новичку не стоит доверяться наитию, а строго следовать инструкциям к аппарату и приобретенной модификации трубы. В ином случае вы рискуете получить ненадежные стыки:
- недостаточный нагрев гарантированно повлечет за собой протечки;
- перегрев деталей грозит образованием наплывов внутри полости трубы, что снизит пропускную способность водопроводной системы.
Мгновенная пайка
Для надежного соединения полипропиленовых труб пайкой важен не только достаточный нагрев, но и полное остывание после стыковки. Стыкуемые элементы необходимо прочно удерживать на протяжении 3-7 секунд (точное значение можно найти в инструкции к конкретной модели трубы).

Данный совет кажется очевидным, однако малоопытные мастера для ускорения процесса после соединения стыка сразу отпускают его. При этом детали попросту не успевают спаяться, стык не укрепляется, в месте соединения образуется сдвиг, который неизбежно повлечет за собой протечки. Не стоит спешить и гнаться за «мгновенной пайкой» – лишние несколько секунд удерживания гарантируют плотное прилегание деталей.
Слишком высокий нагрев трубы
Если подвергнуть полипропилен чрезмерному нагреву, соединение окажется низкокачественным. Если в сварочном аппарате имеется регулятор температуры (на большинстве современных моделях они присутствуют), не стоит выставлять максимальное значение. Рекомендуемый уровень температуры для полипропиленовых труб варьируется в пределах 250-260 0 С, а время нагрева зависит от диаметра трубы:
- для 20-25 миллиметровых труб требуется от 4 до 6 секунды;
- 32-мм – не более 8 секунд;
- для 40-мм – время пайки увеличивается до 12 секунд.

Примите во внимание, что перегрев трубы хуже недостаточного нагрева, поскольку изделие в подобном случае становится непригодным для дальнейшего использования из-за утраты полипропиленом своих свойств. Выставление максимальной температуры не ускоряет процесс, а лишь способствует образованию брака и лишним расходам.
Проворот при сварке
Достаточно часто можно увидеть, как мастер проворачивает трубу во время нагрева, либо непосредственно во время соединения полипропиленовых труб. Бытует ошибочное мнение, что подобная манипуляция способствует более плотному контакту, однако подобные действия являются грубой ошибкой.
При нагреве или в процессе пайки допускается незначительная корректировка положения деталей относительно друг к другу. Однако если провернуть нагретую полипропиленовую деталь ее внутренняя поверхность неизбежно деформируется, что приведет к нарушению внутренней структуры и ухудшит качество стыка.
Применение разных моделей полипропиленовых труб
Довольно часто комплект деталей будущего трубопровода приобретаются не одновременно, они отличаются цветом, фитинги и трубы произведены разными компаниями. Подобные ситуации случаются, когда поставщик предлагает сэкономить (на самом деле он хочет сбыть лишнюю залежавшуюся на складе продукцию).

Как правило, в итоге не стоит ожидать серьезных проблем. Опытный мастер разберется, как скомпоновать разнородные элементы. Однако соединение полипропиленовых труб от разных производителей имеет ряд недостатков, о которых следует помнить:
- Отличающиеся цветом элементы не гармонируют друг с другом эстетически, они попросту не сочетаются визуально.
- Химический состав может отличаться, при пайке или во время эксплуатации внутри соединения возможны нежелательные химические реакции.
- Трубы и фитинги могут отличаться толщиной стенок. Даже десятой доли миллиметра достаточно, чтобы испортить стык.
- Производители труб отдельно оговаривают в гарантийных условиях, что пайка должна проводиться исключительно из их деталей, сторонние компоненты не допустимы.
Несоблюдение температурных условий
Качественное соединение полипропиленовых труб сваркой возможно при условии соблюдения следующих правил:
- Если температура внешней среды ниже +5 0 С, проводить любые работы по пайке труб не рекомендуется.
- При температурах, не превышающих +15 0 С, трубу нельзя деформировать. Данное условие также следует соблюдать во время хранения и перевозки изделий из полипропилена.
- Минимально допустимая температура, подходящая для пайки, составляет +10 0 С. Если работа проводится зимой, помещение следует предварительно прогреть.
- Рекомендуемая температура рабочей среды у большинства производителей варьируется в пределах +5..+45 0 С. Если используется подогреватель, необходимо следить за равномерностью распределения тепла в помещении.
Более подробную информацию о нормативах можно узнать в документации, предлагаемой производителями труб. Среди прочего там указывается оптимальное время нагрева при пайке, в зависимости от окружающей температуры, и другие показатели.
Заключение
Несмотря на кажущуюся простоту, соединение полипропиленовых труб сваркой требует определенных знаний о свойствах материала, влиянии внешних условий, характеристиках оборудования. К сожалению, многие наемные мастера, получив минимальные навыки работы с ПП-трубами, в своем стремлении заработать пренебрегают советами профессионалов, не читают инструкции производителей, что нередко приводит к плачевным результатам. Надеемся, что наши рекомендации помогли вам лучше разобраться в данном вопросе.
Подписывайтесь так же на наш Youtube, группу Вконтакте, Яндекс Дзен. Там много полезного и интересного контента!
7 ошибок пайки полипропиленовых труб с плачевными последствиями

Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.
Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.
Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).
Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).
Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.
Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Читайте также: