Оснастка для сварочных роботов
Обновлено: 17.05.2024
Наиболее эффективным способом соединения металлов является сварка. Технологии позволяет сделать этот процесс эффективным и быстрым. Компания «ДС-Роботикс» предлагает роботизированные сварочные комплексы. Выполнение сварочных операций осуществляется робототехническим оборудованием. Мы поможем подобрать вам технику, оптимально подходящую для выполнения конкретных производственных задач.
Что собой представляет роботизированный сварочный комплекс?
К этой категории промышленного оборудования относят многофункциональные системы. Они гибки в применении, обеспечивают высокую производительность и помогают существенно сократить издержки. Роботизированные сварочные комплексы могут быть реализованы в виде одного или нескольких роботов и двух-трёх рабочих станций. Благодаря такой организации удаётся избежать простоя. Именно это делает оборудование максимально эффективным.
К преимуществам роботизированных комплексов можно отнести
- полную автономность всего цикла;
- простоту постановки задач для роботов;
- надежную и понятную систему программирования.
На каждом из этапов процесса можно проводить контроль. Таким образом, роботизированные сварочные комплексы позволяют добиться высокой степени автоматизации и сохранить высокое качество всех проводимых работ.
Приглашаем к сотрудничеству
Внедрение роботизированных комплексов можно назвать настоящим прорывом в технологии осуществления сварки. Такое инновационное оборудование может использоваться для решения длинного списка задач. Предлагаемые вам автоматизированные системы могут быть реализованы на основе одного из типовых вариантов. Возможна и разработка с учётом конкретных требований и производственных стандартов.
Компания «ДС-Роботикс» имеет большой опыт в поставке промышленных роботов. Вы можете доверить нам решение стоящих перед вами задач в роботизации сварки.С учётом требований и пожеланий устанавливается цена роботизированного сварочного комплекса. Но без сомнений, мы предложим выгодные условия взаимодействия.
Автоматизация сварочных процессов на производстве имеет давнюю историю. Сначала инженеры искали способы задействовать роботов в процессе контактной сварки, в частности, в автомобилестроении.
В течение долгого времени не удавалось изобрести технологию, которая смогла бы обеспечить стабильность сварочного шва. Распространение роботов для дуговой сварки началось позднее.Популярно более сложное оборудование – роботизированные сварочные комплексы.
ни могут включать как один, так и несколько промышленных роботов, а также системы управления и обслуживания роботов. Комплекс может производить сразу несколько операций в рамках единого производственного процесса. Например, пока в одной рабочей зоне идет сварка деталей, на другой выгружаются запчасти. В результате существенно сокращается период рабочего цикла – предприятие производит больше, быстрее и лучше. Содержать робота по цене в производстве намного выгоднее.
Современные сварочные роботы оснащаются оборудованием, которое управляет положением заготовок в пространстве и надежно фиксирует их на весь период проведения сварки. Расширяют возможности сенсорные датчики, которые помогают роботу ориентироваться в пространстве. Для точности операций также важно, чтобы машина осуществляла самостоятельную калибровку осей и координат сварочного инструмента.
Комплектация роботизированного сварочного комплекса реализуется в зависимости от задач, которые стоят на производстве. Возможны разные варианты сварки. Мировые лидеры робототехники предлагают большой выбор устройств.
В основном промышленные роботы используют следующие способы сварки:
- контактный;
- гибридный;
- лазерную сварку;
- электродуговую;
- плазменную.
Именно с простой контактной сварки началось развитие сварочной робототехники почти полвека назад. Многие автоконцерны по-прежнему пользуются этой технологией.
Гибридный способ сочетает два метода: лазерное излучение и электродуговую сварку. Это относительно новая технология, которая завоевывает внимание промышленных компаний. Способ востребован при сварке роботом металлоконструкций, железнодорожного транспорта, резервуаров.
Лазерная сварка роботом позволяет соединять материалы термическим методом благодаря фокусировке лазера. Робот способен выдерживать фокус на расстоянии до 2 метров, производя сварочные операции дистанционно. Технология значительно расширила границы применения роботов, в частности актуальна лазерная сварка для авиастроения.
Электродуговая сварка – это один из часто используемых способов. В данном случае робот-манипулятор управляет плавящимся электродом по запрограммированной траектории. Метод позволяет оператору создать прочный шов на любых поверхностях, адаптировав настройки к конкретным условиям.
Создание рабочего пространства
При проектировании и размещении роботизированного сварочного комплекса важно продумать планировочные решения. В числе стандартных требований: качественный бетонный пол толщиной не менее 300 мм, также необходимы подводка осушенного воздуха, надежные стабилизаторы для электропитания.
У ДС-РОБОТИКС большой опыт проектирования, установки и наладки роботизированных сварочных комплексов даже в нестандартных условиях, в частности, в ограниченных пространствах. Наша экспертиза подкрепляется опытом качественной работы как с крупными производствами, так и с небольшими стартапами. Компетенции сотрудников подтверждают международные сертификаты. Доверьте нам автоматизированные решения для вашего производства!
Производство технологической оснастки
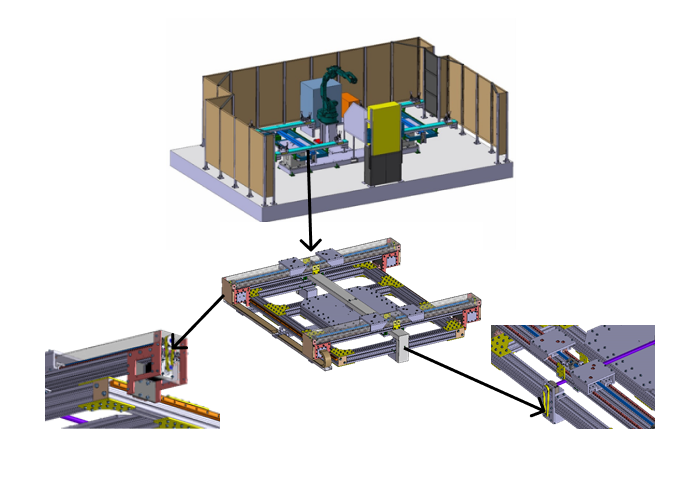
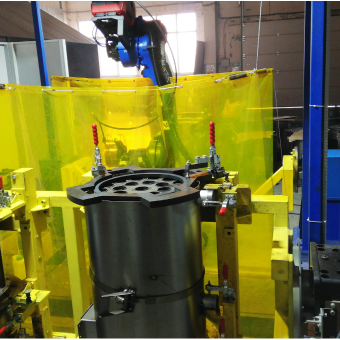
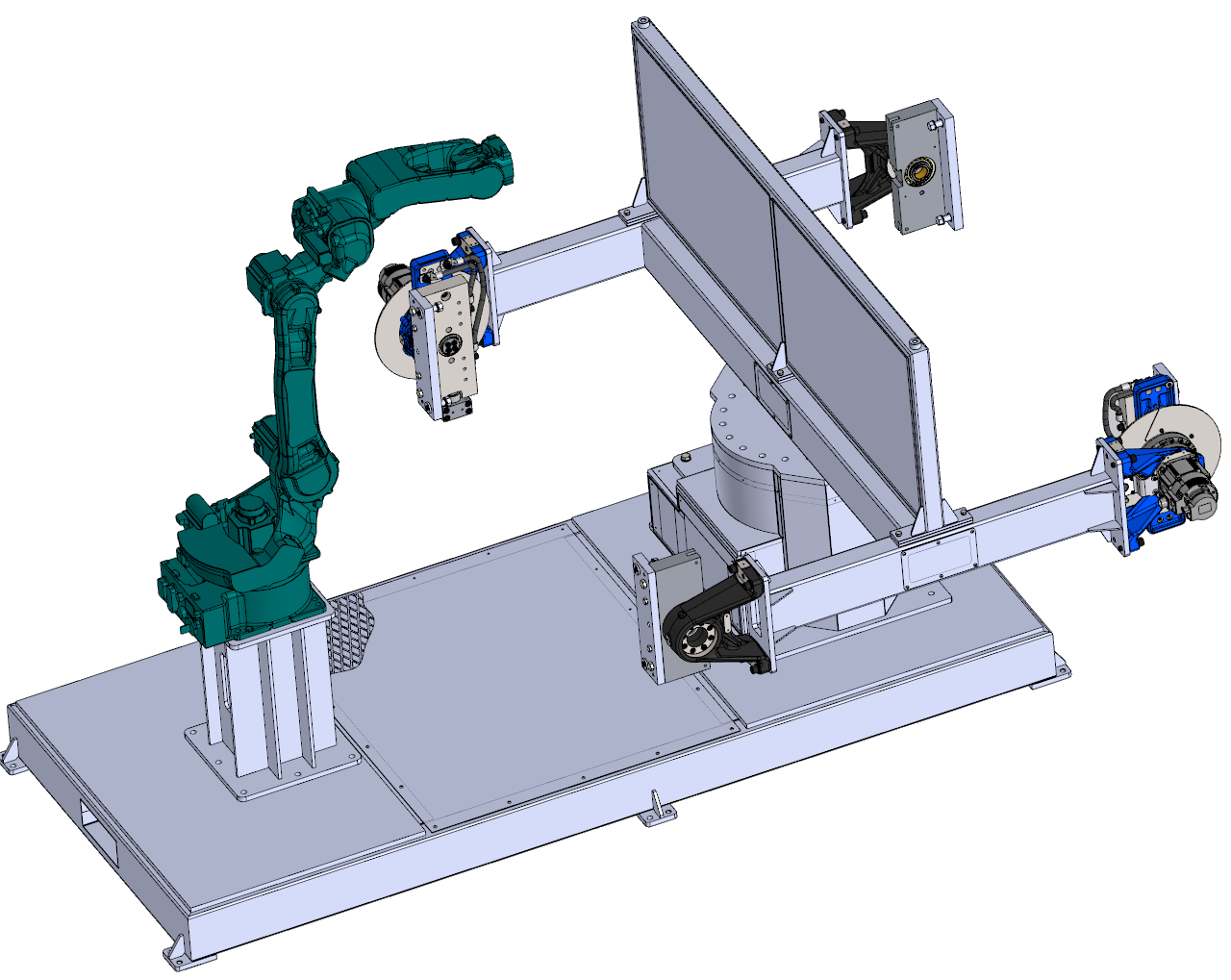
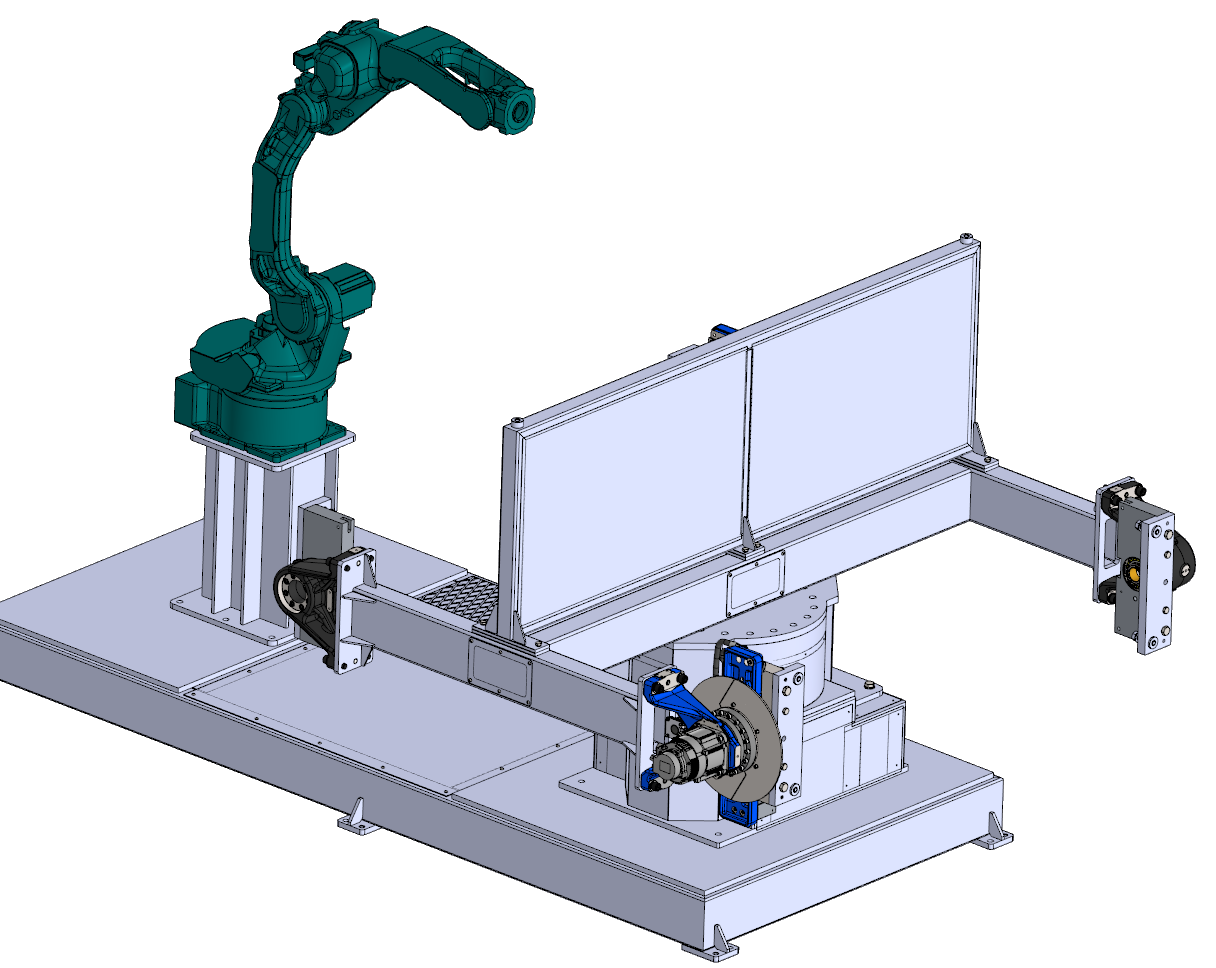
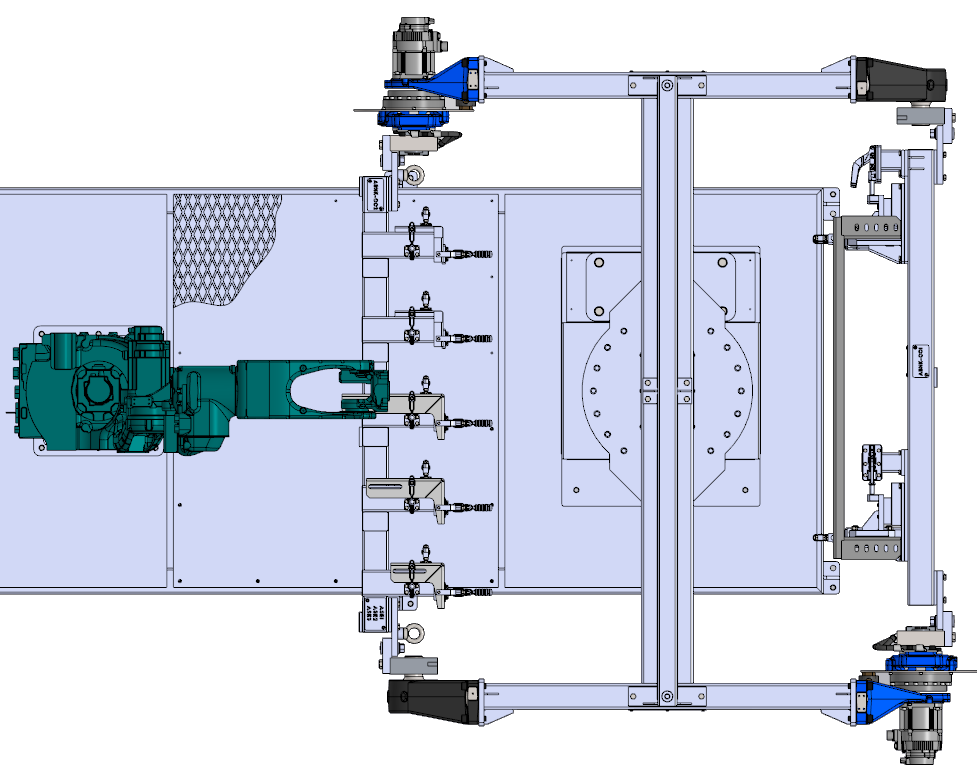
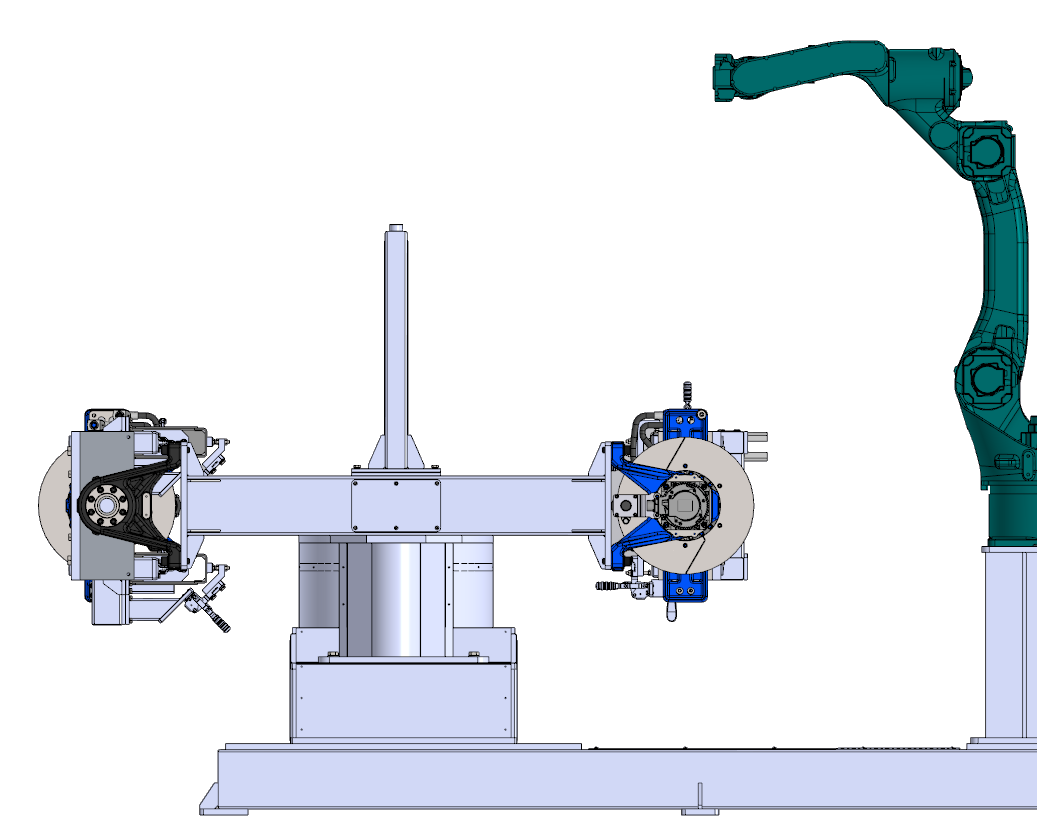
Высокотехнологичная сварочная оснастка , предназначена для обеспечение однозначной сборки изделий при их сварке в роботизированном сварочном комплексе. Детали устанавливаются в ложементы, по упорам, а фиксация осуществляется посредствам механических прижимов эксцентрикового типа, вручную или автоматически - прижимами с пневматическим или гидравлическим приводом.
Каждая оснастка для сборки и сварки изделий, проектируется и изготавливается индивидуально в соответствии с техническим заданием по заказу от наших клиентов.
Наше, собственное конструкторское бюро и производственная база, работает обеспечивая качественное проектирование и изготовление технологической оснастки, учитывая все технические пожелания наших клиентов. При производстве технологической оснастки, применяться только качественные материалы и комплектующие.
При проектировании оснастки, учитываются множество технических моментов влияющие на уровень технологичности и автоматизации производства.
Мы реализуем самые смелые и сложные технические задачи, тем самым обеспечиваем высокий уровень технологичности и автоматизации производства наших Клиентов.
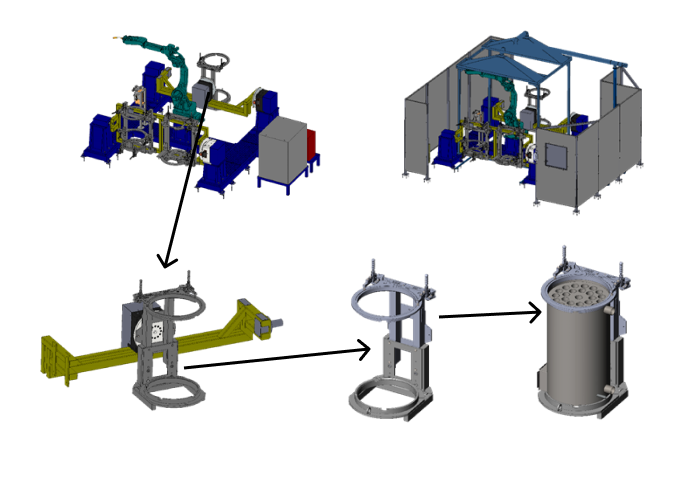
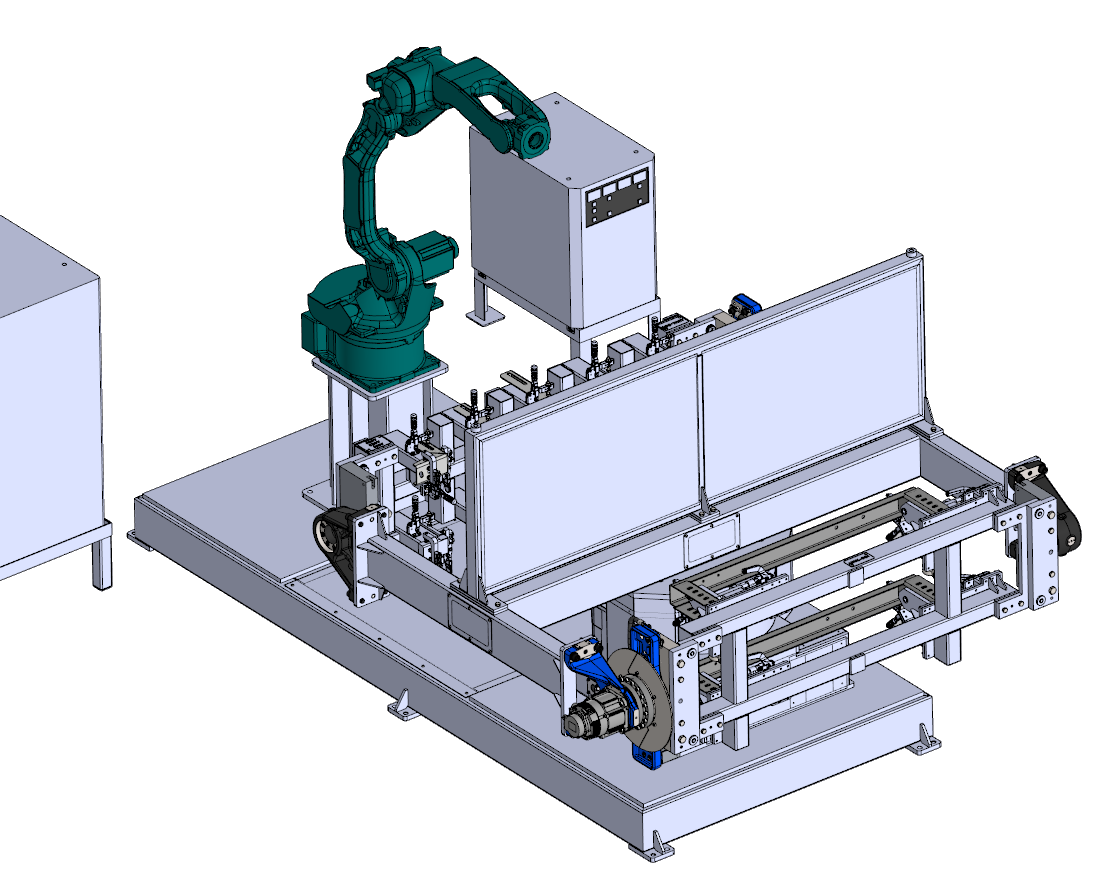
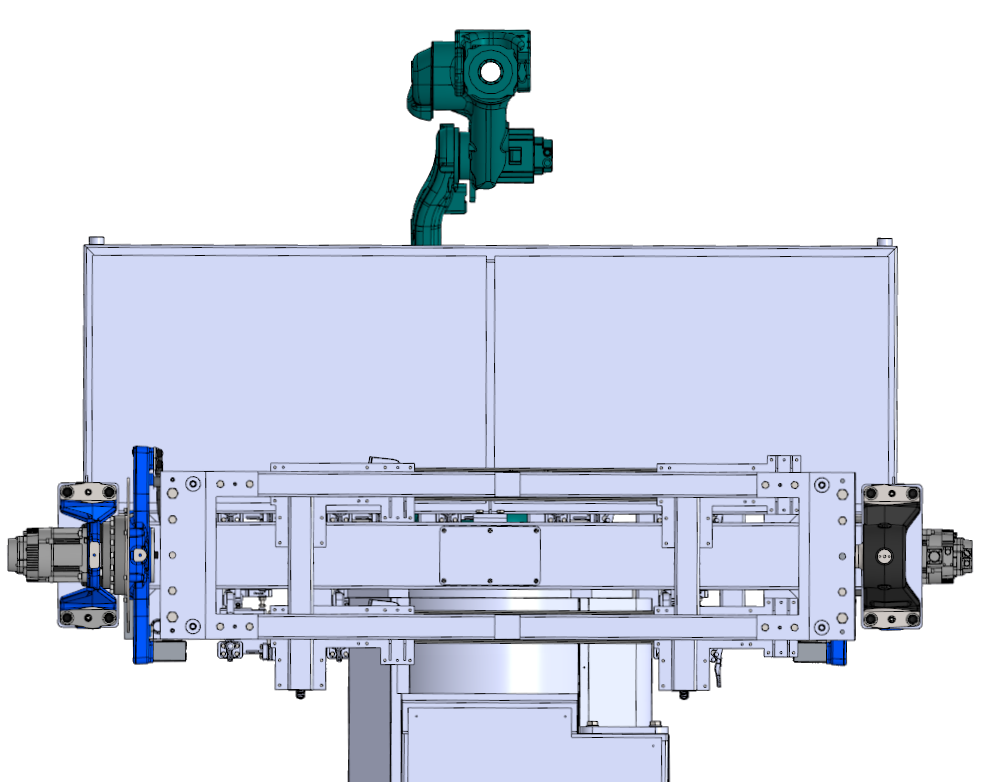
Унифицированная оснастка для сборки и сварки типовых изделий различных по габаритам. Оснастка переналаживается автоматически, параметры задаёт оператор с пульта управления.


Унифицированная технологической оснастки для сборки и сварки типовых изделий различных по габаритам. Оснастка переналаживается вручную.

Значительно повышает производительность и результативность обработки заготовки в результате сокращения времени на вспомогательные действия;
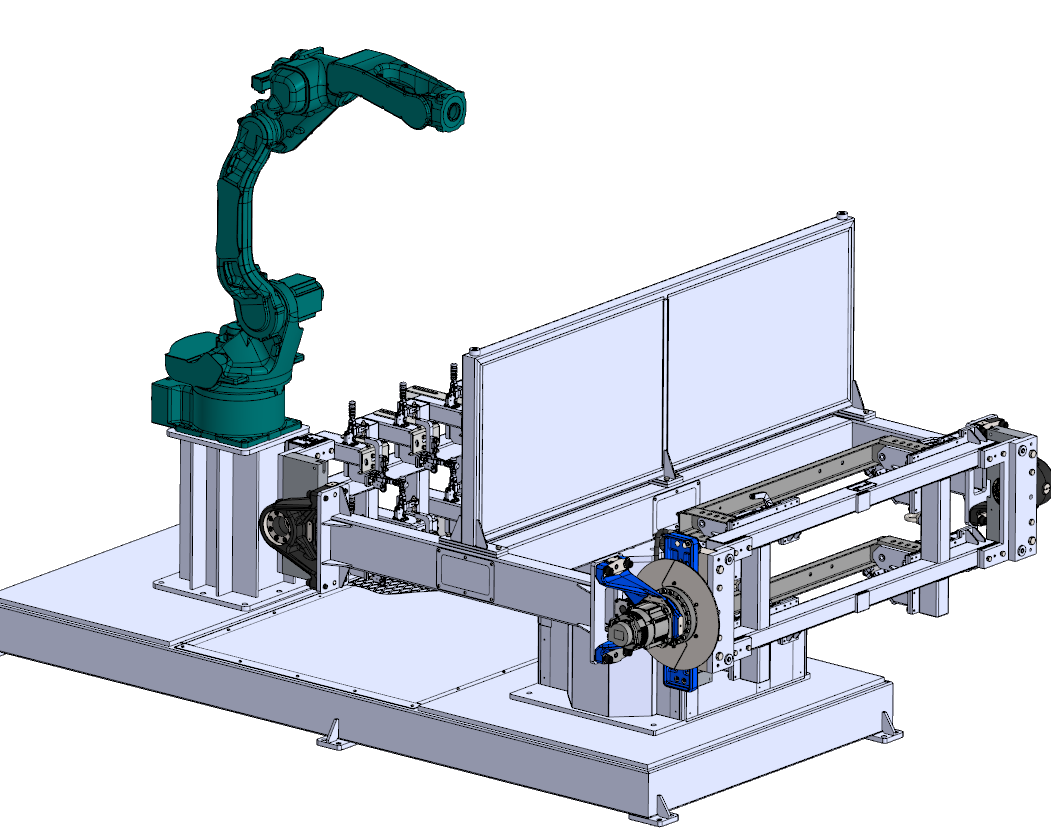
Проектирование, моделирование и производство оснастки в нашей компании является одним из самых важных направлений. Наши инженеры обладают практическим десятилетним опытом благодаря успешно реализованным проектам по всей стране. Каждая изготовленная нами оснастка на собственном производстве, представляет из себя высокотехнологичный продукт и результат кропотливого труда.
Наши клиенты могут быть уверенны в качестве и безотказности приобретенных агрегатов, ведь 99% изготовленных оснасток не имеют аналогов в мире. Мы разрабатываем индивидуальный проект по техническому заданию заказчика для обеспечения максимальной производительности роботизированного комплекса , а так же предусматриваем возможность унифицирования работ в рамках одного комплекса. Таким образом, мы повышаем эффективность и производительность всего предприятия.
Роботы-сварщики на смену человеку
Там, где нужна точность и качество сварки, работают профессиональные мастера. Но этот вариант подходит только для штучного производства деталей. На конвейере или в условиях агрессивной среды требуются другие методы и способы сварки. Например, роботизированные манипуляторы. Или сварочные роботы .
Роботизированная сварка: что это такое
Какого-либо общего определения данного термина не существует. Обычно под роботизированной сваркой подразумевают такой тип сварки, при котором работа проходит в автоматическом режиме. Металлические детали подаются на участок конвейера или зону сборки, где происходит их соединение между собой. Элементы скрепляют методом сплавления металла в точке варки посредством высоких температур. При этом сварочный аппарат работает самостоятельно по заданной программе. Либо частично или полностью управляется оператором.

Справка! Сварочные роботы появились в середине прошлого столетия. Одним из первых аппаратов принято считать устройство Unimate. Его использовала компания General Motors в 1969 году на автоматизированной линии точечной сварки кузовов. Тогда на конвейер установили сразу 26 роботизированных сварочных аппаратов.
Работа с помощью роботизированного сварочного аппарата имеет ряд преимуществ:
- скорость и производительность;
- безостановочный процесс, исключение «человеческого фактора»;
- высокая точность сварки, отличное качество варочных швов;
- работа в агрессивных средах.
Несмотря на список достоинств, повсеместная роботизация пока недоступна массовому потребителю. Чаще всего автоматические устройства заказывают крупные предприятия автомобилестроения, машиностроения, авиационные заводы. Но эта тенденция понемногу меняется.
Статистика! Ежегодно доля сварочных роботов, ввозимых на территорию РФ, составляет порядка 30 % от общего количества всех программируемых автоматических устройств.
Устройство сварочного робота
Конструкция сварочного роботизированного устройства практически идентична манипуляционному роботу. В его основе лежат несколько базовых элементов:
- Рука-манипулятор. Подвижная часть робота, которая может состоять из нескольких сочленений. Манипулятор имеет разные степени свободы в зависимости от конкретной модели.
- Сварочная головка. Находится на конце кисти манипулятора.
- Стационарная колонна или подвижная платформа, на которую крепится робот.
- Подающий механизм.
- Блок управления, отвечающий за организацию работы.
Также на роботе стоят датчики обратной связи, оптические сенсоры и другие измерительные устройства, которые помогают машине ориентироваться в пространстве и выполнять свою работу. Для дуговой сварки нужен баллон с инертным газом.
Схематичное изображение робота-манипулятора
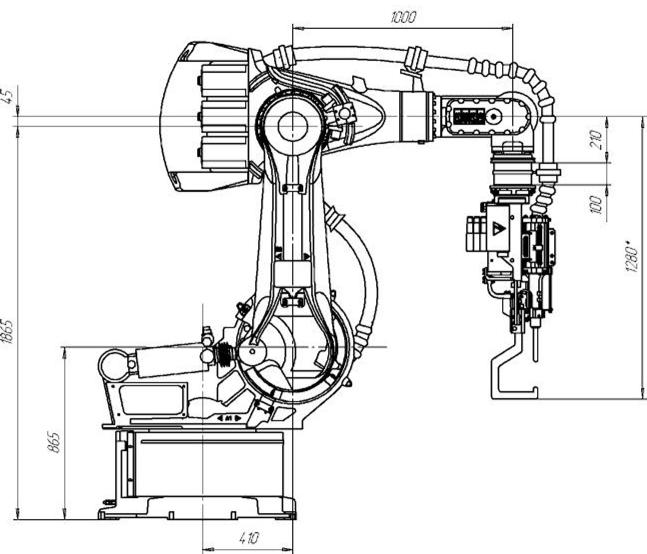
Конструкция автоматического сварочного аппарата отличается в зависимости от решаемых задач.
Важно! Устройства могут работать по одиночке, но чаще всего выполняют задачу в связке с одним или несколькими роботизированными устройствами. Такие рабочие группы объединяют в роботизированные комплексы. Размер комплекса зависит от разных факторов: масштабов производства, сложности конечной детали, сроков на изготовление и проч.
Виды сварочных роботов
На производстве принято различать роботизированные устройства по типу конструкции:
- Последовательной структуры. Это относительно простые роботы. Исполнительный механизм выполнен в виде одной открытой кинематической цепи. Сюда относятся большинство современных коботов и программируемых роботов.
- Параллельной структуры. Более сложные аппараты с несколькими кинематическими цепями. Конструкция намного жестче, рабочий объем меньше. При этом стоят они больше, чем аппараты из первой группы.
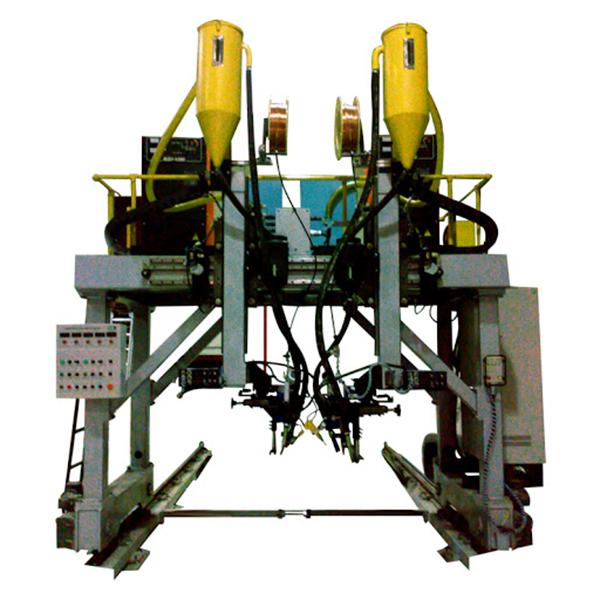
- Мобильные сварочные роботы. Используются при изготовлении крупных изделий. Например, в судостроении. К ним можно отнести сварочные колонны и сварочные порталы.
- Роботизированные комплексы. Масштабные производственные линии, в которые входят большое количество сварочных роботов.
Три вида сварочных роботов: последовательной структуры (кобот), сварочная колонна и портал.


Каждое устройство имеет свои плюсы и минусы. Но главное условие для всех – точность варки.
Как добиться точности роботизации сварки?
Существует четыре способа по увеличению точности работы:
- Исключение неточностей сборки сочленений робота, коррекция ошибок нулевых датчиков, которые отвечают за углы поворота суставов робота. Чтобы свести действие данных факторов к минимуму, нужно использовать специальное ПО, учитывающее подобные ошибки.
- Внесение G-кодов. Использование специальных программ, которые корректно преобразуют трехмерные файлы CAD/CAM в G-коды.
- Сокращение микровибраций. Они происходят из-за использования в роботах редукторов с низким мертвым ходом. Иногда возникают микроимпульсы, которые могут отразиться на точности сварки. Ведущие производители учитывают данный фактор. Они закладывают в программный код «метод дополнительных сигналов в команде момента инерции двигателя». Это сводит количество вибрации и резонансов к нулю.
- Контроль системы координат робота. Специальный программный код, который учитывает смещение кончика сварочного аппарата после окончания работы. Также известен как «метод измерения инструмента».
И самое главное – своевременное ТО и регулярное обслуживание автоматического сварного устройства.
Какие бывают методы сварки?
Принято различать несколько видов сварки:
- Точечная-контактная. Одна из наиболее распространенных. При таком типе сварки устройство оснащают специальными клещами. Наиболее распространенный вид.
- Дуговая. Также получила большое распространение. Однако для такого типа нужно большее количество степеней свободы, чтобы сварочная головка была расположена строго перпендикулярно шву.
- Методом трения и перемещения. Сварочный робот раскручивает инструмент – стержень. В него устанавливают специальный наконечник. Сварка происходит за счет нагревания до высоких температур данного элемента. Робот плавно перемещается по всей линии сварки.
- Лазерная. Используется при высокоскоростной сварке. Практически не выделяет едких веществ в атмосферу.
- Ультразвуковая. Чаще всего используется при сварке интегральных микросхем. Сварочная головка состоит из волновода, генератора ультразвука, а также сварочной иглы.
Чтобы процесс шел быстрее, а точность сварки не ухудшалось, нужно правильно организовать рабочее пространство.
Организация роботизации сварочного производства
Для начала нужно понять, что роботизированные устройства подходят далеко не для всех сфер. Это же правило касается сварочных цехов. Есть такие участки на производстве, где человек будет превосходить роботов по скорости и качеству работы. Кроме этого, его труд будет обходиться дешевле. Поэтому нужно заранее просчитать экономические показатели каждого процесса (операции) и только потом замещать часть персонала роботами.
Сегодня чаще распространены коллаборативные модели роботов, когда человек трудится в паре с роботом. Получается, нужно создать условия как для человека, так и для электромеханического устройства. А именно:
- Обезопасить персонал от травм при работе рядом с роботизированным устройством (обустроить зоны безопасности, частично отгородить манипуляторы кожухами).
- Создать правила и нормы по ТБ. Обучить персонал работе с автоматическими устройствами.
- Провести качественную электросеть, рассчитанную на пиковую мощность всех устройств. Установить защитные блоки от непредвиденных сетевых скачков.
- Сделать резервную линию питания, чтобы работа не встала при отключении электроэнергии (генераторная станция или батарейные блоки).
- Иметь подменный фонд роботизированных устройств. Если один робот выйдет из строя, его всегда можно заменить другим. Актуально на крупных предприятиях с замкнутым циклом производства.
- Обучить квалифицированные кадры для работы и обслуживания автоматической техники.
Эти правила справедливы для всех роботизированных устройств. Но есть и отдельные моменты, которые нужно учесть перед инсталляцией автоматических линий сварки.
Ограждения зоны сварки специальными клетями

Нюансы работы
Выше перечислены основные требования. Их стоит соблюдать на любом производстве с использованием роботизированных устройств. Но также есть отдельные нюансы, которые встречаются в сварочных цехах при варке автомобильных или иных кузовов, а также при работе в среде защитных газов.
Особенности роботизированной сварки в среде защитных газов
Такой тип сварочных устройств пользуется спросом на крупных производствах. Их нецелесообразно брать для мелкосерийной сборки. Также нужно учесть, что большинство моделей выделяют вредные вещества. Сварка проходит в агрессивной среде (аргон и углекислота). Основные требования по ТБ:
- Оператор робота не должен долго находиться в непосредственной близости возле работающего устройства. Сварочная линия должна располагаться в отдельном цеху или изолированном помещении.
- На производстве нужно сделать качественную вентиляцию, чтобы отводить едкий газ из рабочих помещений.
Эти требования нужно соблюдать, чтобы человек не получил отравление или химический ожог на производстве.
Сварка кузова роботами
Наибольшую распространенность получили роботы-сварщики в автомобильной промышленности. Автоматическое соединение деталей в один кузов – то, что ждали все владельцы заводов еще с середины прошлого века. Сварка автомобилей роботами применяется повсеместно. Но еще до начала внедрения автоматических устройств в линию нужно учесть несколько особенностей:
- Составить полноценный проект и просчитать смету. Заранее рассчитать полное количество сварочных устройств, позиционеров, зажимов, которые будут работать на линии.
- Заложить потенциальный рост. Оборудовать конвейер таким образом, чтобы позже на нем можно было производить большее количество кузовов.
- Позаботиться о правилах и требованиях по ТБ. Они могут отличаться в зависимости от типа используемых станков.
Лучше всего выбирать роботизированные устройства, которые уже зарекомендовали себя на рынке.
Автоматизированная линия по сварке кузовов автомобилей

Интересно! Компания VOLGABUS сократила время производства кузовов автобусов в 30 раз после внедрения полностью автоматической линии сборки и сварки. В качестве сварочных роботов было закуплено 29 устройств от компании KUKA.
Рекомендуемое сварочное оборудование
Рассмотрим самое продвинутые и интересные модели, которые выбирают большое количество предприятий для собственных нужд. Все устройства оптимальны в плане производительности, а также соотношения цены и качества.
Робот FANUC LR Mate 200iD/7LC
Малогабаритный робот-манипулятор, который можно удобно разместить в небольшом цеху, лаборатории или на производственной линии. При этом устройство обладает хорошими характеристиками. Его используют в качестве сварщика, а также как подающее устройство. Робота можно установить в стерильном цеху, например на военном предприятии или в условиях НИИ. Основное предназначение аппарата – работа в чистом помещении по 10 классу.
- Низкий уровень энергопотребления и шума.
- Степень защиты по классу IP67.
- Специально разработанное ПО, опция интеллектуального зрения.
Робот относится к серии LR Mate. Его можно дооснастить различными модулями и аксессуарами.
Информация! Коллаборативный робот – это устройство, которое буквально учится на действиях человека или трудится в паре с ним. Сокращенное название «кобот» (коллаборативный робот).

Коллаборативный робот Hanwha HCR-5A
Робот, который работает в паре с человеком. Для сварки используют дополнительный модуль, который крепят на кисть манипулятора. Кобот не занимает много места, в нем мало веса. Устройство можно быстро смонтировать или снять. Манипулятор ставят на стационарную основу, закрепляют на стене. Его можно использовать для сварки небольших деталей на автомобильном конвейере.
- Можно использовать один управляющий блок на два кобота.
- LED-дисплей для отслеживания текущих процессов. Не нужно каждый раз обращаться к ПК.
- Высокий уровень надежности и безопасности. Есть подтверждающие документы международного уровня.
Кобот может работать в агрессивных или сложных средах (высокие температуры, влажность, пыль, грязь).

Fanuc CR-14iAL
Кобот от известного производителя. Его используют в линии конвейера или как отдельную единицу на производстве. Устройство подойдет для таких сфер, как автомобилестроение, металлообработка, оборонные предприятия. Применяется не только для сварочных работ, но и для любого другого монотонного труда. Робота можно обучить практически любому алгоритму благодаря умным технологиям: системе технического зрения и «умной» панели для обучения iHMI.
Кобот очень безопасен. С ним можно трудиться буквально бок о бок, не боясь получить травму.

Коллаборативный робот Fanuc CR-15iA
Еще одна модель от FANUC с более продвинутыми характеристиками. Кобота можно использовать на предприятии для сборки деталей или элементов кузова автомобилей. В отличие от 14-й версии, данная модель имеет большую грузоподъемность и радиус действия. Устройство также может быть оснащено несколькими системами активной и пассивной безопасности, что сводит риск получения травмы к нулю.
- Возможность монтажа на полу, стене или потолке.
- На кобота можно поставить дополнительные системы технического зрения (3D FANUC либо Vision FANUC).
- Пылевлагозащищенность. Длительный цикл работы без остановки.
Кобота можно дооснастить разными опциями и модулями. На него легко найти запасные части.

Коллаборативный робот Hanwha HCR-3A
Один из самых интересных коботов на сегодняшний день. Модель HCR-3A очень подвижна. Манипулятор робота может вращаться вокруг своей оси. Это дает возможность использовать его на две производственные линии. Устройство состоит из модулей. Блоки можно заменить самостоятельно, без помощи сервисного инженера. За счет многочисленных датчиков и сенсоров кобота можно использовать без риска получения травмы.
- Монтаж на стене, полу или потолке.
- Кобот может работать в агрессивной или сложной среде (высокие температуры, грязь, пыль, влажность).
- Есть LED-дисплей для отображения текущего состояния устройства. Не нужно ходить к ПК.
В модели HCR-3A предусмотрено множество известных протоколов и портов (USB 2.0, 3.0; Ethernet RJ-45). Он легко и быстро подключается к сети. Настройка не займет много времени.

Современные роботы для сварки – это, в основном, роботы-манипуляторы с подключёнными модулями. На небольших производствах лучше всего использовать коботов. Их проще перенастроить под новые задачи. Для конвейера с крупносерийным производством подойдут программируемые автоматические устройства. Хотя многие цеха также ставят и коботов. Они стоят дешевле и справляются с поставленной задачей не хуже своих старших собратьев.
Технологии, стандарты, преимущества и особенности применения роботизированной сварки
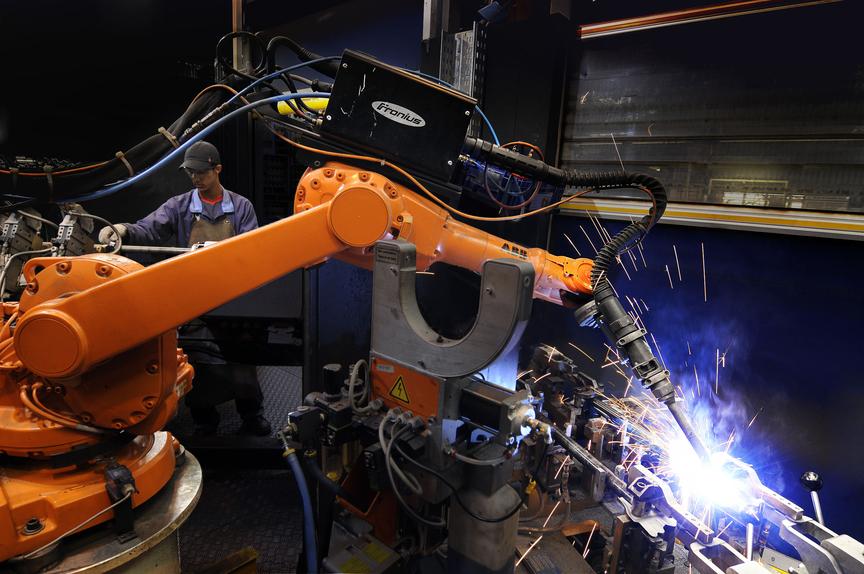
Роботизированная сварка представляет собой полностью автоматизированный процесс, который реализуется за счёт использования специальных роботов-манипуляторов, сварочного оборудования, оснастки и его рабочего пространства. Основные преимущества сварки роботом заключаются в первоклассном качестве готовых изделий и высокой производительности сварочного производства. Как и у любого современного и высокотехнологичного производства, в области сварки роботом существует масса важных особенностей, знание которых позволит достичь наилучшего результата и запустить действительно безопасный, высокоэффективный сварочный процесс [1]. Об основных особенностях технологии сварки роботом и пойдёт речь в данной статье.
Как уже отмечалось, главным достоинством роботизированной сварки является её высокая точность: так, современные роботы для сварки имеют технические характеристики, предоставляющие возможность добиться точности позиционирования сварочной горелки с минимальными допусками порядка 0.03–0.05 мм, что является достаточным для подавляющего большинства сварочных задач.
Однако необходимо отметить некоторый недостаток робота, который заключается в том, что, в отличие от человека, при недостаточно точном позиционировании детали он не может самостоятельно изменить траекторию и найти правильную точку для сварки, и в этом случае погрешность позиционирования и сборки заготовок не должна превышать ±0.5 мм [2].
Чтобы достичь данной точности позиционирования используются методы коррекции сварочной траектории, например, использовать лазерную систему слежения за швом. Коррекция траекторий дает возможность при сохранении качества обеспечить высокую точность сварного изделия, но, с другой стороны, при её использовании ожидается падение производительности процесса вплоть до 30 % времени изготовления.
Благодаря использованию технологической оснастки, технологический процесс сварки с применением роботов позволяет сократить потери времени на коррекцию сварочной горелки.
Наряду с этим, сварочная оснастка должна фиксировать свариваемую заготовку на устройстве позиционирования и предоставлять роботам свободный доступ к местам сварки. Нет необходимости использования сварочной оснастки в качестве инструмента правки геометрии свариваемой заготовки до её попадания на линию последующей автоматизированной сварки. Исключением может служить использование гидравлических зажимов. Суть применения гидравлических зажимов заключается не только в фиксации, но и в обеспечении определённой геометрии заготовки при сварке.
Поскольку сварочные роботы — это современное, высокоточное и высокотехнологичное оборудование, то и заготовка, поступающая на операцию роботизированной сварки, должна удовлетворять высоким требованиям точности и качества, что выражается в необходимости использования соответствующего оборудования на всех этапах, предшествующих сварке [2]. Использование современных станков плазменной и лазерной резки с ЧПУ является отличным решением для раскроя листов металла под последующую обработку автоматизированной сваркой.
Кроме достойного качества сборки заготовки и правильного её позиционирования, обязательным условием точной сборки, сварки роботом является калибровка узлов самого робота. В общем случае, калибровка роботизированного комплекса включает в себя три этапа: калибровку осей, включая внешние, настройку координат инструмента, настройку координат окружения [3].
Калибровка осей и настройка координат окружения являются обязательными. Калибровку осей, как правило, производят единожды перед первым запуском системы и регулярно проверяют во время планового техобслуживания. Калибровка инструмента необходима для установки связи между инструментальной и базовой системами координат робота-манипулятора, что, в свою очередь, требуется для корректного движения горелки по заданной траектории, а также для точной работы системы коррекции этих траекторий. Координаты окружения необходимы для создания виртуальной модели комплекса в CAM-системе, позволяющей создавать сварочные программы для робота [3].
Выбор метода сварки
Метод роботизированной сварки и, соответственно, сварочное оборудование, выбирается исходя из условий производственной задачи. Поскольку контактная и электродуговая сварка считаются наиболее универсальными и доступными, именно им и будет посвящён наш обзор.
Дуговая сварка представляет собой процесс получения необходимой для нагрева и расплавки металла теплоты за счёт дугового разряда, который возникает между электродом и свариваемым металлом.
Роботизированный комплекс для сварки электродуговым методом использует непокрытую электродную проволоку, а также флюс для защиты дуги и сварочной ванны от воздуха. Благодаря тому, что часть слоя флюса, общая толщина которого составляет 30–35 мм, расплавляется, вокруг дуги образуется газовая полость и происходит глубокое проплавление металла заготовки. При сварке под флюсом на поверхности расплавленного металла, помимо сварочной ванны, образуется и ванна жидкого шлака, поэтому при их застывании сварной шов оказывается покрыт твёрдой шлаковой коркой.
Ещё одна разновидность электродуговой сварки — сварка в среде защитных газов, при которой расплавленный металл электрической дуги и сварочной ванны защищается от воздействия атмосферного воздуха одноатомными аргоном или гелием, нейтральными двухатомными азотом или водородом, или же углекислым газом.
Преимущества сварки в среде защитных газов перед сваркой под флюсом заключается в получении более чистого и визуально более красивого сварного шва без шлаковых включений. Кроме того, дуговая сварка в среде защитных газов считается более производительной и эффективной, по сравнению с обычной дуговой.
При контактной точечной сварке детали соединяются друг с другом не по прямой, а точечно — в одном или нескольких местах одновременно. Прочность сварного соединения при этом обуславливается размером и структурой сварной точки, которые, в свою очередь, зависят от характеристик контактной поверхности электрода, силы и времени протекания тока через заготовку, усилия сжатия и качества поверхностей деталей.
Организация рабочего пространства
Требует к себе повышенного внимания размещение и планировка комплекса для сварки роботом. Необходимо предусмотреть специальные буферные зоны для изделий после сварки. Выбирая место для расположения сварочного комплекса, важно помнить, что стандартные требования к территории включают в себя качественный бетонный пол, толщина которого не должна быть менее 300 мм, с перепадами, не превышающими 5 мм на 1000 мм. На территории расположения роботизированного сварочного комплекса желательно спроектировать подводку осушенного воздуха, а при проектировании электропитания необходимо предусмотреть использование стабилизаторов.
Контроль сварочного цикла
Для того чтобы иметь возможность осуществлять контроль над сварочным циклом, важно представлять себе весь набор операций сварочного комплекса и знать, сколько по времени длятся эти операции. Этот набор данных удобно организовать в виде циклограммы, которая позволит выявить узкие места в работе сварочного комплекса и понять, насколько удачно та или иная операция вписывается в производственный процесс.
Ещё на этапе проектирования роботизированного комплекса необходимо рассчитать оптимальную схему его работы, которая сводила бы к минимуму простой роботов и согласовывалась с реальной загрузкой комплекса, то есть с тем количеством заготовок, которые приходят с предыдущих производственных узлов.
Таким образом, несмотря на трудоемкость организации рабочего места сварочного робота, его настройки, значительной потребности в обучении персонала, программирующего и обслуживающего робота, необходимо отметить следующие основные преимущества современных сварочных роботов перед человеком:
– увеличенная производительность и скорость сварки (фактор времени дуги достигает 60–80 %);
– уменьшение числа рабочих мест (один оператор сварочного робота заменяет 2–4 сварщиков);
– высокое качество сварных швов;
– улучшение условий труда (оператору нет необходимости стоять в непосредственной близости от дуги);
– полная безопасность операторов сварки благодаря минимизации вредного воздействия ядовитых испарений расплавленного металла, радиации и удара электрическим током;
– сокращение ошибок производства, а значит, минимизация брака и переработки.
Основные термины (генерируются автоматически): роботизированная сварка, калибровка осей, расплавленный металл, робот, роботизированный комплекс, сварка, сварочный комплекс, высокая точность, дуговая сварка, сварочная горелка.
Похожие статьи
Основные термины (генерируются автоматически): сварочная.
На следующих проходах робот может вести сварку, уже
5. Довбня Н. М. Роботизированные технологические комплексы в ГПС / Н. М. Довбня, А.Н Кондратьев, Е. И. Юревич.
Технологии, стандарты, преимущества и особенности применения роботизированной сварки.
Экспертная система дуговой сварки с базой знаний
Роботизированная сварка по сравнению с ручной позволяет повысить скорость процесса и выполнять швы отличного качества. Работая в адаптивном режиме, робот может собирать данные о стыке соединения и выполнять сварочный шов без помощи человека.
Ручная дуговая сварка металлов малых толщин | Статья.
Рассмотрены вопросы, возникающие при эксплуатации сварочных инверторов на примере сварки малых толщин. Проведен анализ методов повышения качества сварного соединения плавящимся электродом.
Калибровка роботов | Статья в журнале «Молодой ученый»
Калибровка роботов. Автор: Санников Семен Романович.
В случае необходимости достижения очень высокой точности может потребоваться применение более сложной модели.
Технологическая оснастка при сварке корпуса реакторной.
Основные термины (генерируются автоматически): автоматическая сварка, сварочная головка, ручная дуговая сварка, сварочный центр СаВ, маршевая скорость, консольная конструкция, обычный сварочный центр, дуговая электросварка, Базовый центр.
Применение системы сбора данных для контроля качества.
Изложенное в полной мере относится к сварочному производству. Для того чтобы обеспечить высокое качество сварных конструкций, необходимо
Применение системы сбора данных (ССД) позволяет оперативно контролировать режимы сварки в соответствии с технологией.
Влияние покрытий, содержащих функциональные компоненты, на.
Дуговая сварка плавящимся электродом в среде защитных газов занимает одно из ведущих мест во всех отраслях промышленности.
Модифицирование металла осуществляется вводом в жидкий металл, как правило, комплекса химических элементов и знание их.
Особенности профессиональных заболеваний электросварщиков.
В плакате «Электробезопасность при ручной дуговой сварке» рассматривается правильное подключение к сети сварочного оборудования, а также рекомендации по правильной эксплуатации оборудования.
Охрана труда при использовании промышленных роботов
5. нарушение условий эксплуатации промышленного робота, роботизированного технологического комплекса
Характерными примерами являются отыскание начала шва при сварке и навеска колес.
Роботы-сварщики: виды, особенности, лучшие модели
Работу крупного производства невозможно представить без роботизированной техники. В частности, осуществление сварки лучше доверить специальным роботам-сварщикам. Работа такого оборудования более продуктивна и отличается стабильным качеством, а также риски получить травму во время сварочных работ полностью исключаются.
Что такое робот-сварщик: назначение
Робот-сварщик – специализированного оборудование, которое используется при сварке транспорта и для изготовления различной металлической продукции в больших количествах. Такие аппараты выполняют однотипные операции с высокой скоростью. Они также способны выполнять различные виды задач как по отдельности, так и одновременно.
Особенности сварочных роботов и принцип работы
Сварочные роботы состоят из нескольких частей:
- Блок управления. Он может быть как выносным (пульт управления), так и встроенным. При помощи электронного блока управления задаются различные параметры: координаты перемещения робота-сварщика, движение горелки по определённой траектории, определяются необходимые подготовительные действия (например, зачистка металла, обезжиривание), выставляются настройки процесса сварки (температура, вид обрабатываемого металла и т. д.).
- Источник питания. В качестве элементов питания для электрических роботов-сварщиков могут выступать аккумуляторы (передвижные сварщики) или непосредственный источник электричества (стационарные модели). В газовых сварщиках используются баллоны с газом.
- Преобразователь вольт-амперных характеристик.
- Подающее устройство. Чаще всего в качестве такого устройства выступает управляемая рука-манипулятор. Она состоит из нескольких отрезков (от 3 до 6), соединённых поворотными узлами, и газовой горелки или сварочного электрода, при помощи которых производится сварка. Простые по конструкции манипуляторы способны поднимать до 25 кг веса.
- Табло. Оно отражает выставленные характеристики, время, оставшееся до конца сварки, количество израсходованного газа или электричества и другие параметры.
Принцип работы робота-сварщика зависит от его типа и конструкции. В основном все подобные устройства имеют подвижную руку со сварочным устройством на конце. Чем больше на руке у робота узлов, тем больше операций он сможет выполнять. При наличии в конструкции оптического наводчика роботизированный аппарат может сам точно выбирать место для наложения шва.
Обычно после установки необходимых параметров и запуска машины оператор не принимает никакого участия в процессе сварки. При необходимости он может отключить машину или некоторые модели сделают это самостоятельно.
Лазерные
Роботы для лазерной сварки способны создавать глубокие сварочные швы с небольшой шириной благодаря большой скорости соединения и высокому КПД. Во время сварки материал нагревается лазером до температуры плавления, луч во время движения фокусируется при помощи оптики, и создаётся сварной шов. Для защиты от окисления металла дополнительно используется инертный газ.
Чаще всего лазерная сварка применяется в автомобиле- и кораблестроении. Также она нужна для создания крупных и средних по размеру деталей.
Точечные
Точечная сварка считается наиболее распространённой для использования в роботах-сварщиках. Она применяется в производстве большинства видов металлических изделий.
Точечная контактная сварка востребована в различных видах промышленности, так как в исполнении роботами она быстрая, недорогая и просто выполняется.
Дуговые
Методы сварки, такие как MIG, TIG, MMA, объединяют в себе обобщённое понятие дуговая сварка. Дуговые сварочные роботы образуют электрическую дугу между электродом и металлом. Она расплавляет материал заготовки на свариваемых краях. Сварной шов образуется благодаря плавлению материала вместе с расходуемым электродом. Также в дуговой сварке может применяться нерасходуемый электрод (вольфрам). В этом случае используется инертный газ для защиты металла от окисления.
Плазменные
Роботизированная плазменная сварка (PAW) похожа на технологию дуговой сварки TIG. Для неё также используется нерасходуемый вольфрам. Дополнительно в процессе сварки применяется сжатый ионизированный газ. Он проходит через медное сопло, вследствие чего достигается максимальная температура, при помощи которой можно добиться минимального поперечного сечения сварного шва. Также благодаря высоким температурам процесс сварки занимает всего несколько секунд.
Технологии плазменной сварки применяются только для сложных соединений.
Газовые
Газовая сварка легко интегрируется в роботизированные системы. Она быстро соединяет металлические материалы при помощи сварочного наконечника, который раскаляет металл до температуры 2 500–3 000 ºC.
Современные газовые роботы-сварщики имеют высокий КПД, защиту от вредных паров и высокую продуктивность работы. Это позволяет получать большие партии заготовок в короткие сроки с гарантированно высоким качеством сварного шва.
Лучшие промышленные роботы в сварочном производстве
Коллаборативный робот Fanuc CR-14iA/L способен поднимать грузы весом до 14 кг и перемещать их на расстояние не более 82 см. Робот-сварщик способен работать среди людей без дополнительных ограждений или звуковых датчиков. Так как при контакте с человеком он останавливается. Это стало возможным благодаря встраиванию в конструкцию сенсорного стоп-датчика контактной безопасности.
Гибкость и небольшие габариты (296,5 ⨯ 235 мм) удлинённого корпуса позволяют роботу выполнять работы рядом со своим основанием, что особо актуально в небольших помещениях.
Программировать модель легко вручную при помощи панели управления iHMI.

Работа робота Fanuc CR-15iA осуществляется при помощи сенсорного датчика FANUC Force, который встроен в основание оборудования. За распознание предметов ответственны датчики: пространственный 3D FANUC и зрения Vision FANUC.
Запрограммировать роботизированное устройство можно различными способами:
- используя FANUC Teach Pendant или автономное устройство;
- применив руководство FANUC Hand Guidance, при помощи которого можно провести робота через точки движения или по определённой траектории, необходимой для выполнения задачи и записи пути.
Модель CR-15iA очень компактна, поэтому идеально подходит для погрузочно-разгрузочных работ. Максимальная грузоподъемность аппарата составляет 15 кг. По вертикали аппарат может поднять детали и ящики на высоту 2,41 м, горизонтально – вытянуться на расстояние 1,44 м.

Робот Hanwha HCR-3A подходит для выполнения задач с малым весом (не более 3 кг). При помощи данного роботизированного оборудования легко автоматизируются различные виды повторяющихся действий, таких как: проверка, сборка, полировка, складирование и паллетирование (укладка) объектов; завинчивание деталей; обслуживание станков.
В связи с большим количеством выполняемых операций робот может использоваться в различных отраслях промышленности:
- сварочное производство;
- металлургия;
- производство микросхем;
- сборка и комплектовка на складах;
- литье;
- лакокрасочное производство.
Модель изготовлена согласно стандартам безопасности, которые позволяют использовать роботизированный аппарат для совместной с человеком работы. Наличие большого количества сенсоров позволяет создать удобную рабочую среду для сотрудников, так как при обнаружении малейшего столкновения с любым объектом робот мгновенно останавливается.

Робот-рука для сварки Kuka WTG 1200
Автоматический сварочный аппарат Kuka WTG 1200 оснащён технологией дуговой сварки. Общие габариты у робота компактные – 1,2 ⨯ 0,8 м. Максимальная грузоподъёмность оборудования равна 6 кг.
Высокая скорость работы системы позволила внедрить устройство на различные производства. Управление роботом очень простое, оно осуществляется при помощи пульта. Работа аппарата возможна в ручном или автоматическом режиме.
Для работников обеспечена защита от травм. Машина остаётся автоматически заблокированной и не может запуститься до тех пор, пока двери в камеру хранения материалов открыты.

Перспектива использования роботов-сварщиков
Максимально автоматизированный процесс сварки позволит получать заготовки идеального качества в короткие сроки. При этом исключаются риски травматизма и непосредственного участия человека в процессе.
Учёные и инженеры считают оптимальным вариантом внедрение в робота-сварщика нейроинтерфейса, задействуя который, можно управлять процессом при помощи силы мысли вдали от опасного производства. Нейроинтерфейс работает по принципу электроэнцефалограммы: к человеку присоединяются датчики ЭЭГ, и в тот момент, когда он просматривает изображения сварных соединений, ПО робота распознаёт и запоминает необходимый результат.
Важно! Использование нейроинтерфейса позволит совсем не программировать робота-сварщика. Достаточно будет только силой мысли передать ему изображение. Благодаря такой технологии экономятся время и средства, затрачиваемые на программирование и написание программы для конкретного вида сварки. Вследствие этого стоимость готовой детали значительно уменьшается.
В перспективе использование сварочных роботов будет широко распространено в отраслях, в которых требуется исключение участия человека из процесса производства. Роботизированные механизмы способны проводить сварку любой сложности, а также работать при неблагоприятных для человека условиях.
Читайте также: