Основы работы сварочного оборудования
Обновлено: 20.09.2024
Устройство и принцип работы сварочного аппарата хотя бы в общих чертах необходимо представлять абсолютно любому современному человеку. Тем более значимы эти знания для тех, кто собирается заниматься сваркой хотя бы просто на любительском уровне. В этой статье даны общие сведения о том, как конкретно устроен и работает сварочный инструмент.
Устройство
Когда говорят про сварочные машины и аппараты, все чаще подразумевают инверторные системы. В недавнем прошлом они считались образцами простоты. Но за последние годы резко выросла насыщенность электроникой. Существенно выросли их характеристики, работать инвертором стало эффективнее.
Расширилась и функциональность такой техники, несмотря на относительно стабильную и даже снизившуюся отчасти цену.
Сварочный инвертор по электрической схеме достаточно близок к блокам питания, используемым в компьютерах и ноутбуках. Причина проста: они решают сходные задачи. Прежде ключевой частью выступал трансформатор высокой мощности. Он отвечал за понижение напряжения на входе и за снятие со вторичных обмоток сильных (порядка сотен ампер) токов. Этих характеристик хватает для решения типовых сварочных задач. Однако масса традиционных инверторов очень велика, и сварщики с радостью восприняли появление облегченных их вариантов.
Ключевой составной частью оказываются транзисторы, подсоединенные к понижающим трансформаторам. Сокращение размеров трансформирующего узла достигнуто очень простым способом, а именно – введено переключение с высокой частотой, доходящей до 80000 Гц. На мощности такое нововведение не отражается.
Важно: напряжение все равно должно поддерживаться с использованием выпрямителя; в его состав входят диодный мост и блок конденсаторов.
Но бывает и другое устройство — сварочный полуавтоматический агрегат. В работе с ним не нужно применять электроды. Зато нужна проволока, расплавляемая в газовой среде. В состав самого полуавтомата включают:
- устройство, снабжающее током (уже упомянутый инвертор либо выпрямитель);
- блок, подтягивающий проволоку;
- горелочный модуль;
- управляющая система;
- электрические кабели;
- специальные шланги;
- резервуары со сварочным газом;
- катушки с проволокой.
Как работает?
Общее описание принципа действия инверторного аппарата крайне просто. Внутри него ток, имеющий высокую частоту, преобразуется до определенной величины.
Общий процесс вкратце выглядит так:
- перевод переменного тока в постоянный;
- снижение напряжения;
- придание току высокой частоты (да, тут он снова становится переменным);
- сокращение частоты, позволяющее существенно нарастить силу;
- новое преобразование в постоянную разновидность электричества;
- тонкая регулировка силы тока до определенной особенностями задачи величины.
Можно подключать инвертор даже к обычной домашней электросети — он обеспечит необходимые параметры.
Что касается действия сварочного полуавтомата, то оно организуется так:
- к участку работы подводится проволока;
- поверхности нагреваются;
- этот нагрев обуславливает их деформацию;
- газовая среда поддерживает достаточную степень защиты поверхностей от вредных факторов;
- на аноде и на металле наблюдается различная поляризация — что, согласно законам физики, приводит к появлению электрического разряда;
- сварщики самостоятельно следят, чтобы поступало необходимое количество проволоки и достигался оптимальный результат.
Режимы работы
Сварочные аппараты профессионального и полупрофессионального классов часто работают в продолжительном режиме. Так называют их эксплуатацию при стабильной нагрузке в течение времени, которое позволяет достичь установившейся температуры. Важно: при этом температура окружающего воздуха не должна меняться. На продолжительный запуск рассчитывают преимущественно автоматизированную технику.
Существует также и повторяющийся кратковременный режим. Тут тоже предусматривается загрузка на неизменном уровне, но уже на время меньшее, чем нужно для выхода на установившуюся температуру. Это достигается за счет периодических отключений. Важно: в процессе таких отключений аппарат не должен остывать до той же температуры, что и внешняя среда. На время остановок устройство обычно обесточивают.
Повторно-кратковременные программы типичны для сварочных полуавтоматов. Так же могут работать и отдельные автоматы. Чаще всего исходят из того, что сварщик «варит» 60% времени, а остальной промежуток отводится на вспомогательные манипуляции. Именно тогда техника и «отдыхает». Но есть и другие тонкости, определяющие вид сварочного режима.
На него влияют также:
- количество делаемых проходов (это очень важно!);
- темп исполнения сварочных работ;
- напряжение в дуге;
- сила электричества;
- поляризация (в варианте с постоянным током);
- толщина используемой проволоки (или наружное сечение электродов);
- химический состав этой проволоки либо электродов;
- геометрическое строение кромок;
- вид обмазки электродного инструмента;
- исполнение сварочного шва.
Длину дуги надо удерживать на одном уровне вдоль всей поверхности стыка. Укорачивание этой дуги провоцирует прожиг металла. В тяжелых случаях может прилипать электрод. Если дуга чрезмерно растянута, то она может гаснуть, а при сохранении видимой стабильности — плохо проваривает металл. Для контроля этого показателя опытные сварщики прислушиваются к раздающимся звукам.
Как пользоваться сварочным аппаратом: секреты соединения металла
Спорить с тем, что сварка является самым надежным видом соединения металлических деталей, не станет никто. Этот метод используют в промышленности, в строительной сфере, во время ремонта или возведения жилья собственными силами. Необходимость в сварке может возникнуть не только в частном доме, но и в квартире. Сварочный аппарат нельзя назвать простейшим инструментом, поэтому многим хозяевам для таких работ приходится нанимать специалистов. Однако если есть желание «расширить горизонты», и время для этого, то можно самим научиться управляться с оборудованием. Только прежде надо понять, как работает устройство, узнать, как пользоваться сварочным аппаратом, какие модели приборов предлагает рынок, а также об особенностях обращения с ними.
Основы основ: что надо твердо знать?
Как пользоваться сварочным аппаратом — далеко не первый пункт, который следует рассмотреть при знакомстве с новой и пока не совсем понятной работой. Сначала рекомендуют изучить технику безопасности, затем узнать, какие условия нужно обеспечить для беспроблемной работы с оборудованием. Эти знания не менее важны: именно от того, насколько хорошо они усвоены, будет зависеть безопасность мастера-сварщика.
- Предварительное ознакомление с инструкцией к сварочному аппарату — этап обязательный.
- Рабочее место должно быть правильно подготовлено: с него убирают все легковоспламеняемые материалы.
- Постоянный доступ свежего воздуха — условие обязательное. Все средства для тушения пожара обязаны располагаться в непосредственной близости от сварщика в том случае, если у агрегата отсутствует защита от тока.
Правила эти понятны, а требования логичны, поэтому запомнить их труда не составляет. Создание таких условий даст уверенность в том, что работа сможет стать безопасной и где-то даже приятной. Впрочем, как и любое новое начинание.
Что такое электросварка?

Сварка не зря относится к самым надежным соединениям материалов: детали или куски материала не просто соединяются, они становятся одним целым, так как сплавляются воедино. Такое превращение обеспечивает высокая температура.
Большая часть сварочных аппаратов в своей работе использует электрическую дугу. Благодаря ей металл в зоне воздействия разогревается, причем участок этот имеет небольшую площадь. Поскольку в процессе участвует электрическая дуга, такую сварку называют электродуговой.
Разновидности электросварки
Метод сварки зависит от того, с помощью какого тока образовывается электрическая дуга — переменного или постоянного. В первом случае речь идет о сварочных трансформаторах, во втором — об одной их разновидности и об относительной новинке, об инверторе. Работа в том и другом случае имеет свои особенности, с которыми будущим мастерам необходимо познакомиться, чтобы точно представлять, как пользоваться сварочным аппаратом.
Сварочные трансформаторы
Работа с ними — наиболее сложный вариант из-за переменного тока, которому свойственны «неприличные» скачки напряжения. Они приводят к тому, что шов получается далеким от идеала. Неудобен и сам аппарат, из-за трансформатора он большой, довольно тяжелый. Шумность его считается большим минусом. Громкие звуки издает не только трансформатор, к нему присоединяется дуга.
Есть у этого сварочного оборудования и еще один недостаток — негативное влияние на электросеть. Значительные скачки напряжения при работе с ним обычное дело, однако соседи в многоквартирном доме вряд ли обрадуются появлению такого опасного «жильца». Да и хозяевам будет постоянно грозить выход из строя бытовой техники. Защиты от поражения током агрегаты не имеют.
Существует еще один вид аппаратов на основе трансформаторов. Они работают с постоянным током, их называют сварочными выпрямителями. Преимущества таких приборов — более высокое качество сварных швов, надежность, долговечность и ремонтопригодность. Однако минусы трансформаторных переменных «коллег» им тоже свойственны: это немалый вес, габариты, отсутствие защиты (чаще всего).
Инверторное оборудование
Оно — фаворит. Эти аппараты, как правило, работают от электросети в 220 вольт, но есть модели, предназначенные для трехфазной сети. Громоздкий трансформатор в них заменяет небольшая плата с полупроводниками. Переменный ток инверторы сначала преобразуют в высокочастотные колебания, потом — в постоянный. Данные агрегаты не оказывают «дурного» влияния на напряжение, они имеют большое количество настроек, а также защиту от поражения током.
В отличие от трансформаторных агрегатов, работа этого оборудования, наоборот, практически бесшумна, поэтому соседей инверторная сварка не побеспокоит. К тому же инверторы имеют небольшой вес (3-8 кг) и такие же скромные габариты. Поскольку дуга здесь образуется за счет постоянного тока, она «ведет себя» спокойно, гораздо легче перемещается и контролируется.
КПД инверторных аппаратов — 85-90%. Так как электричество не используется для нагрева трансформаторной обмотки, потребление энергии этими приборами ниже. Однако надо знать, что чем больше диаметр электрода, тем выше ее расход.
Оптимальный выбор
Поскольку недостатков у аппаратов на основе трансформаторов немало, их используют все реже, особенно модели, работающие с переменным током. Бесшумность, практичность, удобство, возможность проводить сварку в квартире и относительная простота работы — те причины, по которым инверторные аппараты довольно быстро завоевали популярность.
Поэтому данное оборудование — идеальное решение для новичков, которые пока не в курсе, но хотят узнать, как пользоваться сварочным аппаратом. Минусы инверторов тоже надо знать. Это относительная ненадежность и довольно сложный ремонт, требующий помощи профессионала в области радиоэлектроники.
Технология сварки

Чтобы обеспечить образование электрической дуги, надо иметь два токопроводящих элемента, у которых противоположный заряд. Первый — деталь из металла, второй — электрод. Последние — металлические сердечники, имеющие защитное покрытие. Помимо изделий из металла используются угольные и графитовые сварочные электроды. Но их «сфера деятельности» другая, поэтому о них знать новичкам необязательно, по крайней мере, пока — на этапе знакомства с понятием «сварка».
При контакте металла и электрода возникает электрическая дуга, после ее направления на участок работы в том месте начинает расплавляться металл. Одновременно с ним плавится стержень электрода, частички «его металла» переносятся дугой в зону плавления. Она называется сварной или сварочной «ванной».
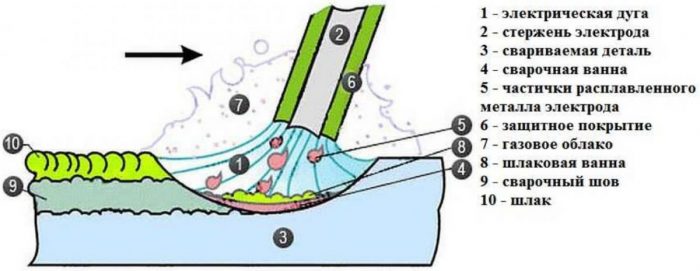
Во время этого процесса свою роль играет защитное покрытие электрода. Он плавится, часть испаряется, образуя некоторое количество газов. Они тоже выполняют важную функцию, являясь защитой металла сварной ванны от контакта с кислородом. Состав газов зависит от вида покрытия. Расплавленный шлак (или шлаковая ванна) также является дополнительной защитой металла, он помогает сохранить необходимую температуру. Чтобы работа была эффективной, нужно следить за количеством шлака: его должно быть достаточно для защиты сварной ванны.
Главное условие для получения сварного шва — движение ванны, которое обеспечивают постоянным перемещением электрода с определенной скоростью. Это и есть главная особенность сварки, но она не единственная. Мастеру придется опытным путем подбирать параметры тока и угол наклона электрода. Эти характеристики зависят только от типа соединения, который он хочет получить в результате операции.

Когда металл остывает, шлак на его поверхности превращается в корку, также защищающую участок работ от взаимодействия с кислородом. После полного остывания соединения ее оббивают небольшим молотком. Этот этап требует защитной экипировки — специальных очков, так как осколки шлака будут разлетаться во все стороны.
Как пользоваться сварочным аппаратом?
Потенциально опасное оборудование требует предварительной подготовки рабочего места и самого мастера-сварщика, потому что очень велика вероятность получить электрическую травму или ожоги. Для первого знакомства с работой оборудования рекомендуют брать толстые куски металла: для практики это наилучшее решение.
Помимо сварочного аппарата необходимо приобрести маску сварщика и толстые перчатки-краги. Чтобы уберечься от ожогов, нужна плотная одежда и обувь, изготовленная из толстой кожи, с такой же подошвой. Еще потребуется молоток и щетка из металла. Она понадобится для удаления шлаковой корки. Для этого этапа необходимы защитные очки.
Защитный комплект сварщика не единственное требование. В будущем мастеру понадобится рабочий стол, имеющий большую площадь для свободного расположения всех заготовок. Не менее важно обеспечить идеальное освещение. Деревянный настил нужен в том случае, если оборудование не имеет защиты от поражения током.
Подключение электрода
Чтобы первый опыт стал удачным, советуют приобрести универсальный электрод, имеющий диаметр 3,2 мм. Они дороже, но главная причина такого выбора — более простая работа. После ознакомления с особенностями операции, получения первых навыков можно перейти на более дешевые изделия.
Электрод вставляют в держатель, который зафиксирован на сварочном кабеле. Есть два вида креплений — винтовые и пружинные. В первом случае ручку раскручивают, устанавливают электрод, а затем его зажимают таким образом, чтобы полностью исключить даже малейшее движение. Если держатель пружинный, то достаточно нажать на клавишу, располагающуюся на ручке, а потом вставить элемент в появившееся гнездо. После установки электрода кабели можно подключать к оборудованию.

На инверторном аппарате есть два выхода — отрицательный и положительный. Кабелей тоже два. На конце одного из них находится зажим-фиксатор, его присоединяют к металлической детали. Второй оборудован держателем для электрода. Влияние на подключение оказывает тип сварочных работ.
Для инверторов чаще используют прямую полярность: минус подключают на электрод, плюс — на деталь. Однако есть исключения, первый пример — сварка нержавеющей стали. В этом случаи используется обратная полярность: плюс идет на электрод, минус — на металлический элемент.
Преимущество прямой полярности — максимальное нагревание металла, а именно лучший нагрев соединений требуется в большинстве случаев. Электроны при таком методе движутся от отрицательного полюса к положительному (от электрода к детали), дополнительно передавая металлу тепловую энергию, повышая температуру.
Как зажигают дугу?
Это следующая операция, которая является частью ответа на вопрос, как пользоваться сварочным аппаратом. Появляется электрическая дуга при соприкосновении электрода и металла. Осуществить этот контакт можно двумя способами.
- Чирканье — проведение электродом вдоль шва. В этом случае важно не прикладывать чрезмерные усилия, чтобы не оставить след от прибора.
- Постукивание. В этом случае достаточно несколько раз стукнуть по металлу свободным кончиком электрода.
Работа с новым электродом максимально проста. Поскольку его кончик оголен, контакту ничего не мешает, он происходит очень легко. На стержне «бывалого» элемента уже есть помеха — слой из защитного покрытия, толщина его — несколько миллиметров. Его отбивают, аккуратно постукивая по детали.
Какой из способов выбрать мастеру? Тот, который покажется наиболее удобным. Чтобы узнать предпочтительный вариант (для себя), надо взять толстый кусок металла и потренироваться в зажигании дуги, используя оба метода.
Немного о дуге и наклоне электрода
На качество шва неизменно влияет расстояние от электрода до поверхности металла. Существует три вида электрической дуги.
- Короткая. Ее примерная длина — 1 мм. В этом случае участок разогрева получается небольшим, в шов выпуклым. Однако есть вероятность образования дефекта, который называют «подрезом». Это канавки, образующиеся на металле по краям сварного шва. Они делают соединение ненадежным.
- Нормальная — от 2 до 3 мм. Это идеальное расстояние для первых опытов. Данная длина дуги гарантирует высокое качество шва и его хорошие «внешние данные».
- Длинная — более 3 мм. Это худший вариант, поскольку возникают проблемы с поддержкой стабильности, качеством прогрева, а значит, и работы в целом.
Основное рабочее положение прибора — небольшой наклон в сторону сварщика. Угол составляет 30-60°, только этот диапазон считается корректным, но в труднодоступных местах мастера используют прямой угол. Точный показатель выбирают в зависимости от параметров тока, от типа сварного шва. Как правило, главным ориентиром является состояние сварной ванны.
Техника ручной сварки предполагает два положения электрода — углом назад и углом вперед. Основное — первое положение: в этом случае сварная ванна и шлак следуют за кончиком электрода. Оптимальный угол наклона подбирают таким образом, чтобы шлак успевал закрывать расплавленный металл. Отличие «угла назад» — качественный, глубокий прогрев. Угол вперед, наоборот, используют в том случае, если сильно металл разогревать не требуется. При изменении угла на противоположный сварная ванна и шов «послушно» следуют за электродом, глубина прогрева минимальна.
Как нужно двигать электрод?
Ответ на вопрос, как пользоваться сварочным аппаратом, рано или чуть позднее, узнает тот, кто будет часто практиковаться. Если говорить о движениях электрода, то для постоянного контроля сварной ванны его необходимо держать на определенном расстоянии от металла: оно составляет всего 2-3 мм (нормальная длина дуги). Помимо контроля состояния сварной «емкости» следят за ее размером. Данные задачи нельзя назвать легкими, так как сварщику приходиться одновременно делать сразу несколько операций:
- передвигать электрод по требуемой траектории;
- опускать его ниже, но соблюдать расстояние 2-3 мм;
- держать под контролем состояние, размер сварной ванны;
- непрерывно контролировать точность направления сварного шва.
Что касается движения кончика электрода, то вариантов перемещения существует достаточно много. В этом можно убедиться, взглянув на рисунок. Все из них запоминать и использовать не придется. Обычно ограничиваются двумя-тремя способами, которые подходят для любых соединений, металлов и швов.
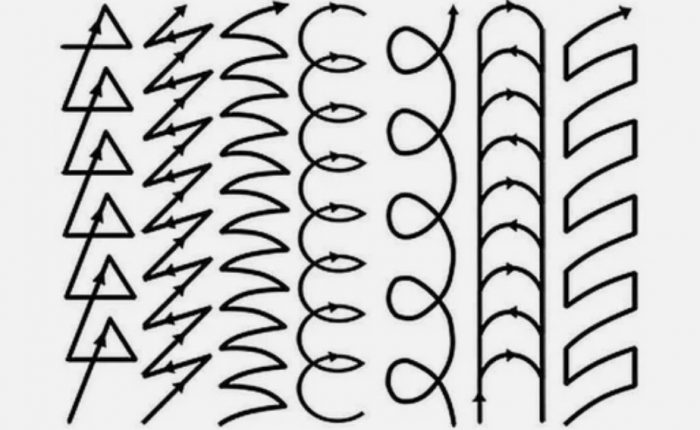
Именно для практики начинающему сварщику будет нужен толстый кусок металла. В этом случае речь идет не о швах, а о валиках. На вопрос о том, почему надо тренироваться на «подушках», можно ответить так: это самый лучший способ познакомиться с движениями электрода, отработать их, а также научиться держать под контролем расстояние между элементами. Но нельзя забывать, что придется постоянно следить за ванной — как за ее размерами, так и за состоянием.
Как происходит такая тренировка? Берут кусок толстого металла, на нем мелом чертят ровную линию, на которой будут создавать валик. Затем разжигают дугу, начинают практиковать движения, одновременно следя за состоянием ванны. Естественно, никто не овладеет техникой филигранно ни с первого, ни с десятого раза. Однако постепенно навыки выработаются. Со временем валик будет становиться все аккуратнее. Когда размеры всех изделий станут получаться практически одинаковыми, можно переходить к соединению металлических деталей.
Как сваривают металлические заготовки?

Это еще не все, так как пользоваться сварочным аппаратом еще не означает умения соединять части металла друг с другом. Такая работа имеет свои особенности, самой неприятной из них является «непредсказуемое поведение» металлических деталей. Дело в том, что сварной шов всегда тянет соединяемые элементы, поэтому результатом может стать брак — перекосившееся изделие либо конструкция.
Вообще, первой операцией является подготовка деталей перед сваркой. Основные этапы: очистка от любых загрязнений и покрытий, подготовка кромок и обезжиривание. С целью не допустить возможной (и вполне реальной) деформации используют предварительную операцию — соединение металлических заготовок прихватками. Это короткие швы, которые, в зависимости от размеров рабочего участка, могут иметь различную длину и шаг. Если приводить средние значения, то расстояние между «точками» находится в пределах 80-250 мм.
Перед такой подготовкой соединяемые детали жестко фиксируют специальными приспособлениями. Самый простой, знакомый пример — струбцины. Эти мини-швы «накладывают» со стороны, противоположной основному соединению. При сварке стыков — сразу с двух сторон, для компенсации напряжений. После такой подготовки приступают к основной работе.
Выбор правильного тока
Это еще один вопрос, но ответ на него достаточно прост. На этот параметр влияет диаметр электрода, а также толщина соединяемых заготовок. Эту зависимость величины силы тока от размеров прибора и заготовок можно рассмотреть в таблице.
О некоторых вещах достаточно легко рассказать, другие ответы на вопросы требуют наглядных примеров. Говорят, что для знакомства со сваркой один час практики лучше, чем день теории. Чтобы узнать, как пользоваться сварочным аппаратом, лучше всего в дополнение посмотреть видео, посвященное этой теме:
Основы сварки для начинающих
Ремонтные и обслуживающие работы в частном доме нужны довольно часто. Да и в квартире такой запрос – не редкость. Владельцы автомобилей тоже знают, что ремонт своими руками обходится гораздо дешевле, чем регулярное привлечение помощи специалистов. И сварка является тем ремонтным процессом, овладение которым выручает в самых разных ситуациях. И учиться сварке, конечно, никогда не поздно. В данной статье рассмотрим основы сварки для начинающих.


Основные правила
Лучший способ освоить сварку для начинающих – записаться на профессиональные курсы либо просто пойти в подмастерья: попросить мастера взять себя в помощники. Активное наблюдение за процессом с комментариями специалиста быстрее поможет научиться основам сварки. Но если обе вышеописанные возможности не являются доступными, есть другой вариант – даже теоретические азы полезны для новичков. Сначала теория, общее понимание процесса, а потом можно и практиковаться.


Электросварка – метод, при котором для нагрева и дальнейшего расплавления металлов применяют электродугу.
Термические показатели электродуги способны достичь 7000 градусов, что превысит температуру плавления большей части металлов. Процесс сварки происходит следующим образом:
- чтобы электродуга поддерживалась и работала, ток подают от агрегата к электроду;
- электродный стержень, касающийся основания варки, вызывает прохождение сварочного тока;
- под действием такого тока и формируемой дуги электрод и в дополнении к нему металлокромки элементов действия будут плавиться;
- из данного расплава выходит сварочная ванна, в ней расплавленный электрод смешивается с базовым металлом;
- на ванне появляется плавленый шлак, образующий пленку защиты;
- когда дуга отключается, металл постепенно остывает, так получается шов с окалиной, когда материал остынет полностью, окалину счищают.
Для этого процесса используют плавящиеся и неплавящиеся электроды. Если это плавящийся электрод, то сварочный шов образуется за счет введения в расплав присадочной проволоки. Если электрод неплавящийся, ничего такого не потребуется. Чтобы образовать и поддержать в рабочем состоянии электродугу, пользуются спецоборудованием. Это сварочный агрегат.


Выбираем сварочный аппарат
На сегодняшний день выбор такого оборудования велик, есть несколько его основных разновидностей.
- Сварочный генератор. Он может продуцировать электрическую энергию, которая будет использоваться на создание дуги. Он полезен в тех местах, где еще не удалось провести электричество. Но он слишком большой по весу, такие габариты не дают право сказать, что аппарат действительно удобен в использовании.
- Сварочный трансформатор. Данный агрегат может преобразовывать переменное напряжение, которое подается от сети, в переменное напряжение той частоты, что и требуется для сварки. Такое оборудование легче в использовании, но также не самое компактное. Еще один потенциальный «минус» – скачки напряжения в сети.
- Сварочный выпрямитель. Данная техника трансформирует напряжение, подаваемое от сети, в постоянный ток, без которого не образуется дуга. И уже выпрямители считаются компактной техникой с высоким КПД.
Для домашних нужд эксперты советуют приобретать выпрямители инверторного типа. Их чаще зовут просто инверторами. Это компактное оборудование, которое в ходе манипуляций вешается на плечо.
А принцип его устройств прост и понятен даже новичку. Инверторы хороши и тем, что экономичны. Работать могут от бытовой сети. Главное, что они обеспечивают стабильную дугу.
Правда, у такого оборудования есть и недостаток – стоимость. На него придется раскошелиться. А еще удобный и маловесный инвертор чувствителен к увлажнению, запылению, к перепадам напряжения. Когда приходится выбирать такое оборудование, непременно нужно смотреть на возможные значения сварочного тока. Минимум – 160–200 А.


Если в таком сложном виде деятельности человек еще совсем неопытен, а консультант в магазине техники начинает сыпать словами «автомат и полуавтомат», «электрод двойка», «переноска», следует попросить его вначале просто показать инверторы. И именно те, которые будут полезны для опыта в сварке и безопасны, а уже потом – все остальное.


Подбор экипировки
К остальному относится и экипировка. Это защитный костюм сварщика. Он защитит человека от металлических брызг, вспышек ультрафиолета и его потоков. Обычный комплект, как правило, включает маску, подшлемник, рабочий костюм/робу и плотные спецперчатки. Эксперты советуют приобретать маску «хамелеон», оснащенную автоматическим затемнением. Если такого костюма нет, теоретически можно использовать и другую одежду, скроенную из очень плотной ткани.


В домашних условиях этого может быть достаточно. Но маска и перчатки все равно обязательны.
В этом пункте стоит сказать о правилах безопасности.
- Категорически запрещено проводить сварочные работы в помещении, где нет огнетушителя. Его наличие обязательно.
- Всю экипировку надевать нужно строго до начала работ. Если дугу зажечь без защитной маски, получится ожог сетчатки глаз. И, что особенно тревожно, симптомы этого недуга проявляются не сразу, то есть человек продолжает работать со сваркой, ухудшая положение.
- Капли для глаз – такая же необходимая вещь, как и огнетушитель. Они могут не пригодиться, но быть рядом должны. Даже опытные сварщики страдают от ожогов сетчатки (они это называют – «нахвататься зайчиков»), вот только в их случаи зрение страдает из-за высокого объема работ. Новички же рискуют в силу своей неопытности.
- При сварке металла человек находится в окружении деталей, которые нагреты до высоких термических показателей. И к ним нельзя прикасаться до полного остывания, иначе ожоги неизбежны.


Если с правилами знакомы, экипировка в полном порядке, работать будет безопасно. Осталось только теоретически разобраться, что же представляет собой технология сварки.
Технология
Сначала следует найти верстак либо иное подходящее основание. Оно должно быть сделано из негорючего материала. То есть деревянный стол как основание под сварку никак не подойдет. Рядом со сварочным оборудованием не должно находиться ничего, что может легко воспламениться.
Подготовка
Рядом с собой сварщик должен поставить ведро с водой – на случай спасения от угрозы возгорания. Надо найти безопасную зону, где будут складироваться остатки уже использованных электродов. Все же даже маленький электрод способен стать причиной пожара.
Необходимо настроить сварочный ток и взять электрод. Электроды берутся 2–5 мм. Ток выставляется зависимо от того, какой толщины будут детали, и как именно будет свариваться материал. На корпусе агрегата обычно указана сила тока.
Если электроды только приобретены в магазине, их качество обычно не вызывает сомнений. Но если электроды не новые, и хранились они в помещении без отопления, достаточно влажном, их обязательно нужно высушить.
И не просто высушить, а сделать это при температурном показателе +200 градусов. Старый духовой шкаф (электрический) подойдет для этого.
При выборе электродов необходимо придерживаться следующих советов:
- тройкой обычно варят металл толщиной до 5 мм;
- для металла толщиной 1,5–3 мм берут электрод диаметром 2–2,5 мм;
- электроды в 4 мм в домашних условиях практически не используют, домовая сеть с ними не справится.
Об ориентировании деталей: для новичка проще работать на горизонтали. Контроль сварочной ванны выполнять в таком виде проще. Сила тяжести будет давить на расплав в направлении сверху вниз, не сдвигая его. Присадочный металл электрода перенесется в образуемый шов. Поэтому начинающие сваркой занимаются на столе, а сбор укрупненных деталей ведут «по месту». Но и вертикальной сварке несложно научиться, вопрос времени.


А вот потолочной методикой занимаются исключительно профессионалы, новичкам лучше на нее не замахиваться.
И еще о выставлении тока: сварочный ток коррелирует с толщиной электрода. Техника ограничивает лишь нижние границы тока. Для электрода-двойки переключатель ставится на 70–80 А, для тройки – 100–140 А. Сначала нужно выставлять ток немного выше минимума, а потом поднимать его показатель.
Важно! Силовой режим выбран грамотно, если звук сварки похож на растрескивание, неправильно – если та гудит либо булькает.
Сварочные работы
Следует рассказать о вариантах сварки, прежде чем перейти к пошаговой инструкции. Сварка бывает стыковой, внахлест, угловой и тавровой. В первом виде работает практически прямой электрод, в других случаях электрод придется наклонять. Провариваться будут две детали, которые расположены в перпендикулярных областях.
Чтобы научиться правильно варить, нужно придерживаться нескольких шагов.
- Поджиг. Чтобы зажечь дугу, нужно осуществить чирканье электродом по детали, как сделали бы это спичкой. Чиркать надо по траектории шва, иначе есть риск испортить базу. Электрод немного наклоняется к вертикали, выдерживая угол примерно в 30 градусов.
- Контроль электродуги и образование сварочной ванны. Когда дуга разогрелась, ее надо подвести к началу шва и ждать, пока металл расплавится. Так, под электродом через пару секунд образуется красный фрагмент, так горит флюс. Потом пятно появится оранжевое, с рябью – это плавится металл.
- Как держать электрод. Практически вертикально, с уходом в сторону шва не далее чем на 40 градусов. Между элементом и электродом выдерживается дистанция в 3 мм.
- О положении и типе движения. Обязательно следует выдерживать корректный наклон, не играть с отрывом от рекомендованного угла. Если электрод наклонить сильнее, дуга потолком просто оттолкнет назад сварочную ванну. И шов выйдет высоким, отчего прогрев металла усложнится. Получается, что электродный наклон руководит высотой будущего шва. Правильным можно назвать шов, по параметрам высоты выходящий «заподлицо» к свариваемым основаниям. Важно держать дуговой интервал. Если слишком откровенно касаться электродом элемента, возникнет замыкание. На агрегате система защиты даст об этом знать. Поэтому ориентироваться надо на высоту, при которой при наклоне электрода деталей выйдет касаться лишь его обмазкой.
- Контролировать качество сварочной ванны надо зрительно. Оценивать важно и ее саму, и задний шов. На саму дугу смотреть не надо. Шов должен быть равномерным. Поначалу не все будет идеально, и не нужно стремиться сварить шов только одной электродугой. Надо замедлиться, разглядеть шовное сечение. Если на шве кратеры и прожиг до получения тонкого металла и явных «дырок», значит, сила чрезмерна. Если на ножке шва шарик – значит, силы тока недостаточно. А вот если на шве чешуйка/бугорок – это правильно.
- Завершение сварки. В завершении работы не нужно убирать электрод одномоментно. Имеет смысл в зоне действия сделать маленький круг, с внесением металла. В противном случае в месте отрыва дуги появится совсем нежелательный кратер. Отрывать электрод стоит легким чирканьем. Остывший и почерневший в результате шлак удается со шва молотком и жесткой щеткой. Если процесс выполнен корректно, он отскочит большими хлопьями, в металлическом шве включений шлака не будет.
Такие уроки – только теоретическая подготовка, без претензии на детальное руководство. Но сварка и не требует быстрого научения, придется вспомнить и курс школьной физики с его переменным и постоянным током, процессами в среде углекислого газа. А главное – требуется вспомнить все правила безопасности. Не стоит жалеть время на подготовку: информирован – значит, вооружен и риски неудачной работы низки.
Об основах сварки для начинающих смотрите далее.
Как научиться варить инвертором с нуля?

Виды сварки
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.

Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.

Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.

Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.

Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока

Таблица выбора сварочного тока.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков

Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Лекции по разделу "Сварочное оборудование"
- по способу выполнения - однокорпусные, в которых генератор и двигатель вмонтированы в единый корпус, и раздельные, в которых генератор и двигатель установлены в единой рамке, а привод осуществляется через специальную соединительную муфту.
Однопостовые сварочные преобразователи состоят из генератора и электродвигателя или двигателя внутреннего сгорания. Сварочные генераторы изготавливают по электромагнитным схемам, которые обеспечивают падающую внешнюю характеристику и ограничение тока короткого замыкания.
Если мощность одного генератора недостаточна для работы сварочного поста, то включают параллельно два сварочных агрегата.
Сварочные аппараты переменного тока.

Сварочные аппараты переменного тока состоят из понижающего трансформатора и специального устройства, создающего падающую внешнюю характеристику и регулирующего сварочный ток. Они подразделяются на две группы: аппараты, состоящие из трансформатора с жесткой внешней характеристикой и дросселя, и аппараты, имеющие трансформатор с падающей внешней характеристикой, создаваемой усиленными полями рассеяния в самом трансформаторе. Сварочные аппараты первой группы могут быть с отдельным дросселем и со встроенным дросселем.
Сварочные аппараты с отдельным дросселем состоят из понижающего трансформатора и дросселя регулятора тока. Трансформатор имеет сердечник (магнитопровод) из отштампованных пластин, изготовленных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная и вторичная обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60—70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения, и высокий КПД трансформатора. В сварочную цепь включают обмотку (из голой медной шины) дросселя (регулятора тока). Сердечник дросселя набран из пластин тонкой трансформаторной стали, и состоит из двух частей: неподвижной, на которой расположена обмотка дросселя, и подвижной, перемещаемой с помощью винтовой пары. При вращении рукоятки по часовой стрелке воздушный зазор увеличивается, а против часовой стрелки - уменьшается.
Сварочные аппараты со встроенным дросселем устроены следующим образом. Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой дросселя (регулятор тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми при помощи винтового механизма устанавливается необходимый воздушный зазор.
Регулирование сварочного тока производится изменением воздушного зазора — чем больше зазор, тем больше сварочный ток.
Сварочные выпрямители.

Сварочные выпрямители — это статические преобразователи энергии трехфазной сети переменного тока в энергию выпрямленного (пульсирующего) тока.
Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий КПД и относительно небольшие потери холостого хода, высокие динамические свойства при меньшей электромагнитной индукции, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми. Но следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее в защитное устройства, обеспечивающие нормальную
Обслуживание сварочного оборудования.
В процессе эксплуатации источники сварочного тока требуют ухода и обслуживания. Перед включением источника тока необходимо выполнить следующие работы: чистить его от пыли и грязи, осмотреть и при наличии мелких дефектов устранить их. У сварочных преобразователей особое внимание следует обратить на подшипники, коллектор и щеточный механизм генератора. Щетки должны плотно прилегать к чистой поверхности коллектора. У аппаратов переменного тока следует проверить состояние контактов, изоляции и крепежных деталей сердечника и кожуха. Необходимо чаще смазывать регулировочный механизм. У сварочных выпрямителей особого внимания требует система охлаждения (вентилятор, жалюзи, реле). Следует проверить подтяжку крепежных деталей, наличие и надежность крепления заземляющего провода.
Сварочные провода выбирают в зависимости от наибольшего допустимого значения сварочного тока.
Аппараты переменного тока требуют регулярной проверки состояния контактов сварочной и заземляющей цепи, изоляции, подтяжки крепежных деталей сердечника и кожуха. Особенно опасны нарушения изоляции проводов и неаккуратное подключение сварочного кабеля. Необходимо чаще смазывать регулировочный механизм. При перемещении аппарата необходимо пользоваться ручками или подъемными кольцами кожуха трансформатора.
Сварочные выпрямители требуют особого внимания к системе охлаждения, состоящей из вентилятора, жалюзи и реле.
На каждом предприятии (заводе, монтажном участке или площадке, ремонтной организации) должны быть составлены графики осмотров, проверок, профилактических (текущих) и капитальных ремонтов оборудования, утвержденных главным инженером. В графиках, помимо сроков (дат) контроля, указываются фамилии лиц, ответственных за проведение этих операций.
Для сварочного оборудования может быть принята периодичность осмотра и ремонта.
Читайте также: