Основы сварочного производства кратко
Обновлено: 20.05.2024
Сварочное производство включает большую группу технологических процессов соединения, разъединения (резки), наплавки, пайки, напыления, спекания, локальной обработки материалов и т. д. Эти процессы идут с применением на месте обработки термической, термомеханической или электрической энергии. Наиболее широко применяются термические процессы с использованием энергии химических реакций (сгорания горючих газов в кислороде), электрической энергии (электродуговые, электрошлаковые, плазменные, электронно-лучевые процессы и др.), а также энергия звука и света (процессы ультразвуковой, лазерной сварки, резки, прошивки отверстий, термообработки и пр.). При термомеханической сварке используется теплота и работа механического сжатия (газопрессовая, индукционная, контактная, диффузионная сварка и др.).
Санитарно-гигиенические условия труда при сварке определяются главным образом особенностью технологических процессов, выполняемых с использованием различных источников энергии, поэтому кратко рассмотрим наиболее распространенные из них.
Термический класс сварочных процессов. Электродуговая сварка. Самым универсальным и распространенным источником теплоты, используемым для сварки плавлением, является электрическая дуга. Сварка ведется плавящимися или неплавящимися электродами. Для изоляции дуги и расплавленного металла от воздуха применяют газовую, газошлаковую или шлаковую защиту. В качестве газовой защиты используют инертные газы (аргон, гелий) или углекислый газ.
Широко применяется сварка металлическим электродом с нанесенным на него покрытием. Покрытие содержит вещества, необходимые для устойчивого горения дуги, создания газовой и шлаковой защиты металла от воздуха и для физико-металлургической обработки жидкого металла с целью улучшения его качества (ферросплавы). В состав покрытлй входят ферросплавы (ферромарганец, ферросицилий, ферротитан) и некоторые другие компоненты.
Сварку под флюсом ведут с помощью автоматов и полуавтоматов. Эта разновидность дуговой сварки характерна тем, что дуга горит в газовом пузыре, надежно защищаемом от воздуха слоем расплавленного флюса-шлака и твердого флюса. Слой флюса также защищает окружающее пространство от вредного излучения дуги.
Электронно-лучевая сварка. Сущность электроннолучевой сварки заключается в использовании для нагрева и плавления металла кинетической энергии электронов, ускоренных электрическим полем с высокой разностью потенциалов. Устройство, с помощью которого получают узкий сфокусированный электронный луч с большой плотностью энергии, называют электронной пушкой. Электронно-лучевая сварка обычно ведется в вакууме 10 -2 – 10 -3 Па.
Сварка световым лучом. В последнее время в промышленности все более широко применяется энергия светового луча, получаемого с помощью оптических квантовых генераторов (ОКГ) или лазеров. Излучение ОКГ характеризуется рядом уникальных свойств: высокой монохроматичностью, значительной степенью когерентности, большой мощностью и высокой направленностью. В сварочном производстве наиболее перспективны газовые лазеры, имеющие достаточно высокие мощности и КПД. Они успешно применяются для сварки и резки металлов. Высокая плотность тепловой мощности (выше 108 – 109 Вт/м 2 ) при современной лазерной технике позволяет не только плавить, но и испарять все известные материалы.
Плазменная обработка материалов. При плазменной сварке, резке или напылении материалов источником теплоты служит плазменная струя, которая представляет собой поток ионизированных частиц, обладающих большой энергией. Для получения плазменной струи применяют специальные устройства, называемые плазменными горелками или плазмотронами. В плазмотронах используют дуговой разряд значительной протяженности, горящий в сравнительно узком водоохлаждаемом канале. В зависимости от состава среды температура плазмы газового разряда в дуге, стабилизированной водяным вихрем, составляет 20000 – 30000 °С.
2. Термомеханический класс сварочных процессов. Соединение металлов с помощью высокотемпературного нагрева и пластической деформации металла было первым видом сварки, который создал человек. Таким видом была кузнечная или горновая сварка. В дальнейшем развитие сварки давлением шло по пути совершенствования источников нагрева, методов пластической деформации, способов очистки и защиты соединяемых поверхностей.
Электрическая контактная сварка. Ее разновидностью является точечная сварка. При точечной сварке соединяемые детали зажимают между электродами машины и через них пропускают ток большой силы, обеспечивая разогрев и плавление металла. После затвердевания металла под давлением образуется сварная точка, прочно связывающая обе детали.
Сварка токами высокой частоты. Способ сварки основан на высокочастотном нагреве до сварочных температур поверхностей, подлежащих соединению, и сжатии этих поверхностей. Для сварки токами высокой частоты применяют 2 способа передачи энергии: контактный и индукционный. При контактном способе к нагреваемым элементам подводится ток высокой частоты (обычно радиочастоты более 60 кГц). Индукционный нагрев осуществляют с помощью специального устройства, называемого индуктором.
Диффузионная сварка в вакууме. Этот способ сварки осуществляется за счет взаимной диффузии атомов контактирующих частей при относительно длительном действии повышенной температуры и незначительной пластической деформации. Для защиты металла, как правило, сварку ведут в вакууме. Для нагрева соединяемых деталей используют различные источники энергии, но наиболее широко применяют индукционный нагрев токами высокой частоты.
3. Механический класс сварочный процессов. Сварочные процессы, относящиеся к этому классу, выполняют без предварительного подогрева соединяемых деталей. Наиболее распространенным видом этого класса является холодная сварка. Она ведется при значительной пластической деформации за счет высокого давления соединяемых металлов, в результате чего между ними устанавливается межатомная связь.
Без предварительного подогрева ведется также ультразвуковая сварка. Соединение при ультразвуковой сварке происходит в результате совместного воздействия на детали сдвигающих высокочастотных механических колебаний, сопровождающихся нагревом металла, и сжимающего давления.
Санитарно-гигиеническая характеристика условий труда. Рассмотренные способы сварки резко отличаются по своим санитарно-гигиеническим характеристикам. Наиболее неблагоприятные санитарно-гигиенические условия характерны для термического класса технологических процессов, выполняемых на воздухе непосредственно в зоне дыхания рабочего, т. е. прежде всего для ручной электродуговой сварки.
Основными вредностями процесса электродуговой сварки являются сварочный аэрозоль, содержащий пыль, пары и газы, например, фтористые соединения, оксид углерода, оксиды азота, озон и т.д. УФ излучение, брызги расплавленного металла и шлака. Состав пыли и газов, образующихся при сварке, зависит главным образом от состава электродных покрытий. Основу пыли составляют оксиды железа, а примесями являются соединения марганца, хрома, никеля, ванадия, молибдена и других металлов, входящих в сварочную проволоку, покрытие или в расплавленный металл.
Наиболее вредное влияние оказывают оксиды марганца и фтористые соедиенния. Содержание их по сравнению с оксидами железа обычно невелико, однако вследствие своей токсичности они имеют решающее значение при выборе типа электродов и покрытий. Необходимо применять электроды с наименьшим содержанием марганцевых и фтористых соединений.
При всех видах сварки образуются озон и оксиды азота (главным образом оксид азота, а в отдельных случаях и диоксид азота). При неполном сгорании углерода, содержащегося в металле, образуется оксид углерода. В зоне дуги оксид углерода образуется за счет диссоциации углекислого газа, использующегося в качестве защитного газа. Озон, оксид азота и оксид углерода обладают высокой токсичностью.
Образующаяся при сварке пыль является высокодисперсной, количество частиц диаметром менее 1 мкм составляет 98 – 99 %. Длительное воздействие сварочного аэрозоля может стать причиной заболевания электросварщиков пневмокониозом.
Электрическая дуга относится к высокотемпературным источникам энергии с температурой порядка 6000 ºC, поэтому она является источником лучистой энергии широкого диапазона (инфракрасного, видимого, ультрафиолетового).
Большая яркость сварочной дуги (до 15000 стильб) может вызывать эффект ослепления и повреждения сетчатки глаза; интенсивное УФ-излучение приводит к острому профессиональному поражению глаз – фото- или электроофтальмии, а также может вызвать ультрафиолетовые ожоги незащищенной кожи.
Длительное воздействие лучистой энергии сварочных дуг при недостаточной защите глаз может приводить к развитию хронического заболевания органа зрения – катаракте.
Значительно улучшают условия труда сварщика автоматическая и полуавтоматическая сварка под флюсом. При этом дуга горит под слоем флюса и устраняется ее вредное влияние на органы зрения. Кроме того, ликвидируется опасность ожогов брызгами металла. Однако воздушная среда загрязняется газами и частицами пыли, состав и количество которых зависят в основном от состава применяемых флюсов. Валовое выделение пыли при этом способе сварки во много раз меньше, чем при ручной.
Концентрация аэрозоля в зоне дыхания сварщика составляет 5,1 – 12,2 мг/м 3 . Концентрация оксидов марганца в зоне дыхания рабочих, обслуживающих автоматы, колеблется от 0,11 до 0,7 мг/м 3 .
При сварке неплавящимся вольфрамовым электродом в среде аргона основной вредностью является озон, а также тепловое воздействие открытой дуги. Выделение при этом электросварочного аэрозоля и оксидов марганца невелико.
Наиболее неблагоприятные санитарно-гигиенические условия имеют место при напылении и резке металлов электродуговым способом и с использованием плазменной струи. Эти процессы сопровождаются сильной загазованностью и запылением воздушной среды, во много раз превышающих предельно допустимые величины. Токсичность вредностей зависит от обрабатываемых материалов. При плазменном напылении и резке металлов вредными факторами являются шум, пыль, газы, тепловое и ультрафиолетовое излучение. Шум при плазменной обработке возникает вследствие прохождения плазмы со сверхзвуковой скоростью через узкое отверстие сопла горелки и превышает допустимые нормы. Суммарный уровень звукового и ультразвукового давления в рабочей зоне доходит до 120 – 130 дБ. Повышенное ультрафиолетовое и инфракрасное излучение, высокочастотный шум и ультразвук, загрязнение воздуха аэрозолями требуют проведения при плазменной обработке комплекса защитных мероприятий, включающих укрытие установок в вытяжные шкафы, применение шумозаглушающих насадок на плазменные горелки, использование средств индивидуальной защиты органов зрения, слуха и лица сварщика.
При работе с лазерами наибольшей опасности подвергаются глаза и кожные покровы. Лазерный луч оказывает на биологические объекты тепловое, фотохимическое и механическое воздействие. Опасность представляет не только прямой, но и отраженный луч лазера. Опасность повышается в связи с тем, что излучение лазера может находиться в невидимой области. Во всех случаях траектория лазерного луча должна быть недоступна для работающих. Гигиеническим достоинством лазерной сварки является то, что благодаря высокой концентрации энергии и локальности нагрева количество выделяющихся вредностей при лазерной сварке мало. Еще более благоприятные санитарно-гигиенические условия характерны для электронно-лучевой сварки. Сварка ведется в вакууме в специальных камерах. Откачка воздуха из рабочей камеры ведется вакуумными насосами с выбросом его вне рабочего помещения, поэтому никакие загрязнения в помещение не поступают. Опасность для работающих представляет, как и при лазерной сварке, интенсивное излучение расплавленного металла, а также возникающее в результате электронной бомбардировки рентгеновское излучение. Последнее обстоятельство требует создания в электронно-лучевых установках защиты от рентгеновского излучения.
Термомеханический и механический классы технологических процессов по санитарно-гигиеническим условиям обычно значительно лучше термического. При контактной сварке величина сварочного тока достигает десятков тысяч ампер, что создает мощные электромагнитные поля. Высокочастотные электрические поля большой интенсивности являются неблагоприятным фактором при сварке токами высокой частоты. Эффективное снижение напряженности высокочастотного поля достигается экранированием высокочастотных установок.
Наиболее благоприятные санитарно-гигиенические условия в этом классе имеет диффузионная сварка в вакууме, не оставляющая в рабочих помещениях никаких загрязнений воздуха.
Ультразвуковая сварка характеризуется воздействием ультразвуковых колебаний на организм человека.
Из профессиональных заболеваний у сварщиков возможен пневмокониоз по типу сидероза. Он протекает в относительно благоприятной форме диффузно-склеротических изменений. Вдыхание сварочного аэрозоля и раздражающих газов служит причиной хронических профессиональных бронхитов. Соединения хрома могут быть причиной астмоидных бронхитов поражения слизистой оболочки носа и дыхательных путей.
Явления марганцевых интоксикаций среди сварщиков регистрируются редко и обычно в виде легких форм.
У операторов, обслуживающих плазменные установки (генерирующие чрезвычайно интенсивный шум), возможно развитие профессиональных кохлеарных невритов.
Профилактические мероприятия. Радикальным способом оптимизации условий труда сварщиков является интенсивно внедряемая в настоящее время автоматизация сварочных операций и применение робототехники. Создание и поддержание нормальных санитарно-гигиенических условий труда в сварочном производстве достигается применением системы профилактических мероприятий.
Удаление сварочной пыли и газов из рабочего помещения производят прежде всего с помощью местной вентиляции для стационарных и нестационарных сварочных постов. В связи с тем, что эффективность действия местной вентиляции менее 100 %, сборочно-сварочные цехи необходимо оборудовать также общеобменной приточно-вытяжной вентиляцией. Механическая вытяжная вентиляция из верхней зоны обеспечивается осевыми вытяжными вентиляторами. Для компенсации воздуха, удаляемого вытяжной вентиляцией, должен быть обеспечен его организованный приток.
Борьба с шумом ведется как при создании оборудования, так и при его размещении в производственных помещениях. Там, где невозможно снизить уровень звуковой мощности, например при плазменных процессах, применяют индивидуальные средства защиты – противошумные наушники или вкладыши. Необходимо добиваться полной автоматизации таких процессов с выведением операторов из зоны действия шума.
Индивидуальные средства применяются также для защиты органов дыхания. При небольшой концентрации газов в воздухе можно пользоваться респираторами. При высоких концентрациях вредностей (при сварке в колодцах, цистернах, отсеках сосудов и др. замкнутых объемах) необходимо применять шланговые противогазы с принудительной подачей воздуха.
В последние годы разработаны и получили высокую гигиеническую оценку способы подачи приточного воздуха в зону дыхания сварщика – непосредственно под щиток.
Для защиты окружающих от лучистой энергии сварочных дуг оборудуются постоянные сварочные посты – кабины или устанавливаются ширмы.
Для защиты глаз и лица сварщиков используют специальные щитки и маски с защитными светофильтрами от ослепляющей видимой части спектра излучения, ультрафиолетовых и инфракрасных лучей.
К индивидуальным средствам защиты относятся спецодежда и спецобувь сварщиков.
Особое внимание уделяется средствам защиты от радиации, вредное воздействие которой зависит от мощности, дозы, вида излучения, расстояния от источников и т. д., поэтому важным является также строгий контроль излучения.
Важное место в обеспечении здоровья трудящихся в сварочном производстве занимают также медико-профилактические мероприятия. К ним относятся обязательные предварительные и периодические медицинские осмотры, сроки и объем которых регламентированы приказом МЗ РФ № 90. Целесообразно периодическое пребывание сварщиков в санаториях-профилакториях с прохождением курсов специальных физиотерапевтических процедур.
Сварочное производство
Производство сварочных работ необходимо практически на любом предприятии. Человек, выбравший такую нелегкую специальность, должен быть готов к тому, что ему придется овладевать необходимыми для этого знаниями и подкреплять их практическими навыками. Это вознаградит его хорошим заработком и постоянной востребованностью.
Организация и планирование сварочного производства являются целой наукой, которую надо изучать внимательно и с уважением.

Обучение профессии сварщика
Сварщик - это профессия, предполагающая усиленное мышление при исполнении работ, умение принимать нестандартные решения. Тем не менее, главную роль играют именно рабочие специальности. Необходимым является обучение основам сварочного производства на этом уровне.
Специальность знатока сварочного производства можно получить, окончив предназначенные для этого курсы. На них преподаются основы сварочного производства, включая теорию и практические занятия. Такую профессию можно также приобрести в колледже или техникуме, где имеются соответствующие факультеты.
Программы на курсах включают в себя:
- Обучение оборудованию и технологии сварочного производства.
- Принципы электродуговой сварки.
- Сварку полуавтоматом.
- Газовую сварку и резку металлов.
- TIG сварку.
- Сварку аргоном.
- Виды дефектов, их контроль и методы исправления.
- Правила безопасности и оказание первой медицинской помощи.
После прослушивания лекций происходит практическое обучение под руководством опытных мастеров-преподавателей. Занятия являются групповыми. Для поступления на курсы необходимо иметь минимальное образование в объеме 9 классов. На курсах также можно повысить уже имеющийся разряд. Возможна переподготовка. Например, мастер по газовой сварке может приобрести более престижную профессию сварщика-аргонщика.
После окончания занятий наступает время экзамена, где комиссия оценивает полученные знания. При положительном решении ученику выдается удостоверение, в котором указывается присвоенный разряд. Техник сварочного производства может иметь разряд от 1 до 6.
Для получения высшего образования по сварке придется закончить высшее учебное заведение соответствующего профиля. Инженер-сварщик должен обладать более глубокими познаниями в этой области. Кроме этого в его обязанности входит общее руководство процесса на всех этапах, поэтому он должен обладать организаторскими способностями. В программу его обучения входят различные дисциплины, дающие знания и расширяющие его кругозор.
Высшее образование по сварочному производству дает право выполнять следующие работы:
- Осуществлять собственные разработки и внедрять их в производство.
- Активно участвовать в подготовительных работах. Производить закупку необходимых расходных материалов и оборудования.
- Осуществлять контроль над ходом технологического процесса и выполнением существующих правил.
- Контролировать экономичность расходного материала.
- Следить за выполнением правил безопасности.
- Правильно выбирать оборудование и обеспечивать правильность его эксплуации.
- Выбирать необходимые режимы для конкретного вида сварочной работы.
- Участвовать в контроле качества получившегося сварного шва.
После получения профессии, связанной с оборудованием и технологией сварочного производства кем работать - имеется широкий выбор. В высшем учебном заведении можно получить профессии инженера и технолога-сварщика. Инженеры и технологи обязаны выполнять обязанности, указанные в их должностных инструкциях.
Если сварщику предстоит выполнение новых для себя работ, то необходима его дополнительная подготовка в плане обучения. Поскольку конкуренция в этой области не является слишком большой со временем можно сделать карьеру и вырасти до более высокой и хорошо оплачиваемой должности.
Список учебных заведений, обучающих этой профессии достаточно велик. Они находятся во многих крупных городах России.
Организация сварочного производства
Грамотная организация сварочного производства является залогом успеха. При ее неправильном проведении могут пропасть все усилия и материальные затраты.
Имеются разные виды объектов, на которых осуществляются сварочные работы. Это может быть специальный цех на предприятии, который обслуживает все другие отделы, или обособленно стоящий завод, куда привозят детали для их сварки. Если необходимо произвести сварку на открытом воздухе, например, трубопроводов, то осуществляется выезд на место со всем необходимым оборудованием. Такой вариант является более сложным и зависит от погодных условий.
Сварка в цеховых условиях является более универсальной. Имеется возможность выполнения работ любой сложности. Более того, тем же оборудованием можно выполнять не только сварке, но резку металла. Правильная организация сварочного участка является необходимой ступенькой, позволяющей получить необходимый результат при сварочных работах.
Существуют требования, которые предъявляются ко всем перечисленным вариантам, включая безопасность и экологичность.
При организации необходимо выполнение всех правил производства сварочных работ. В первую очередь это касается оборудования и технологии сварочного производства. Современное техническое оснащение, механизация и автоматизация, правильное составление технической документации являются неотъемлемой частью современного производства.
Грамотная организация и привлечение квалифицированных специалистов всех уровней являются основой, на которой будут успешно осуществлены эти востребованные во всех областях работы.
Функции сварочного производства
Основные функции сварочного производства состоят в следующем:
- Технологическая подготовка производства. Организация сварочного производства и управление процессом.
- Приобретение необходимого оборудования для сварки и его ремонт при выходе из строя.
- Проведение заготовительных операций сварочного производства.
- Приобретение необходимых расходных материалов в нужном количестве.
- Контроль за соблюдением установленных сроков обеспечения всем необходимым для производства.
- Учет материальных ресурсов.
К основным задачам сварочной службы относятся:
- Участие в проектировании узлов и деталей конструкций с точки зрения технологичности их выполнения. Если чертежи выполняются сторонней организацией, то необходимо их согласование.
- Разработка технологических процессов.
- Выпуск технических заданий на проектирование и изготовление технологической оснастки.
- Составление графиков проводимых работ.
- Контрольные испытания.
- Осуществление входного контроля приобретенных материалов и оборудования.
- Обучение сварщиков и их периодическая аттестация.
- Освоение прогрессивных методов и их внедрение в производство.
- Поэтапный контроль за выполнением сварочных процессов.
- Обеспечение качества получаемых результатов.
- Снижение себестоимости производимых работ и повышения производительности труда.
К основным задачам можно отнести также общее повышение культуры сварочного производства и улучшение условий труда сварщиков.
Разработка технологического процесса
Разрабатывать технологический процесс имеют право работники, обладающие специальностью по оборудованию и технологии сварочного производства. Оно должно соответствовать правилам нормативного документа ЕСТД. При этом необходим учет типовой документации.
Техпроцесс является отдельным документом. Также он может входить как составная часть в общий техпроцесс всей конструкции, включающий также сборочные и монтажные работы.
Содержание документа, представляющего собой технологический процесс:
- требования к сборке перед сваркой;
- требования к материалам, подлежащим сварке;
- наличие соответствующей квалификации сварщиков, инженеров и технологов;
- режимы сварки;
- обеспечение безопасности;
- вид оборудования для осуществления сварки;
- необходимая технологическая оснастка;
- необходимость термообработки, ее режимы и необходимое для этого оборудование;
- количество исполнителей;
- массу металла для наплавки;
- методы контроля качества сварных швов.
При разработке технологического процесса необходимо учитывать материальные возможности предприятия, осуществляющего такие работы.
Правильно оформленный технологический процесс, имеющий все необходимые подписи, является официальным документом, требования которого подлежат обязательному выполнению. Место хранения этого документа на предприятии - отдел главного технолога.
Проект производства сварочных работ
К числу необходимых для сварки документов относится проект производства сварочных работ (ППСР). Он разрабатывается на основе имеющихся нормативных документов.

Документу присваивается идентификационный номер.
Такое задание могут выполнить за определенную плату сторонние организации при условии предоставления им всех необходимых для этого сведений. В этом случае привлекаются специалисты этого дела, имеющие 3-й или 4-й уровень квалификации, а также аттестацию НАКС.
Назначением ППСР является описание следующих моментов:
- порядок, в котором происходит организация сварочного участка;
- количество необходимых постов и их комплектация;
- предполагаемые сроки, в которые должны уложиться сварочные работы;
- графики дат поставки необходимых материалов;
- требования к экологической безопасности проводимых работ;
- требования охраны труда и безопасности.
В документе указываются выбранные технологии. Также указываются методы контроля качества сварных соединений.
Составление ППСР на конкретную работу необходимо, поскольку существующие нормативные материалы не могут охватить все многообразие существующих вариантов сварочных работ. Создание индивидуального плана облегчит осуществление этого рода деятельности. Тем не менее, необходимо придерживаться основных требований официальных нормативных документов.
Образец проекта производства сварочных работ поможет правильному его оформлению. В состав ППСР должны входить обязательные разделы, начинающиеся с введения и заканчивающиеся требованиями к безопасности, как пожарной, так и экологической. Помимо этого в документе в различных разделах должно иметься описание конструкции, методы входного контроля, необходимая квалификация сварщиков, методы контроля результатов, применяемое оборудование, выбор расходных материалов, последовательность проведения операций, методы исправления обнаруженных дефектов.
Пример проекта производства сварочных работ:

Оформление происходит на чертежных листах установленного размера. Необходимо правильное заполнение имеющегося внизу штампа. В текстовой части перечисляются требования, предъявляемые к сварным работам.
Сварочная разводка
Как правило, сварочное производство развивается постепенно. Начинается с одного или нескольких сварочных постов, состоящих из сварочного аппарата и одного баллона с газом под давлением. Через некоторое время количество таких сварочных постов может увеличиться, что начинает вызывать определенные проблемы.

Решением этих проблем является сварочная разводка на предприятии. Она представляет собой централизованную подачу газа для сварочных работ. Баллоны отменяются, их заменяет трубопровод, по которому течет газ для сварки. Он имеет ответвления на каждый сварочный пост. Это дает большие преимущества:
- отпадает необходимость в постоянной проверке наполненности каждого баллона в отдельности благодаря автоматическому переключению;
- наличие ротаметров на каждом посту дает возможность регулировать поток газа;
- благодаря выносу тары с газом за пределы зоны, где происходят сварочные работы, увеличивается их безопасность;
- при установке газового смесителя появляется возможность регулировать состав в смеси газов;
- отпадает необходимость возвращать не до конца израсходованные баллоны, когда в них отпадает необходимость;
- решается вопрос о заказе новых баллонов, их подсоединении и хранении.
Имеется ограничение - давление сжиженного газа не должно превышать 150 кПа. Иначе появляется необходимость в установке сетевого редуктора, который снижает давление газа при подаче его на сварочный пост.
Механизация производства
Механизация сварочного производства является современным методом улучшения сварочного процесса. Это позволяет высвобождать лишних исполнителей и обходиться их минимальным количеством. Механизация сварочных работ уменьшает ошибки, которые могут допускать даже весьма квалифицированные сварщики. Немаловажным фактором является значительное повышение производительности труда.
Один из основных способов механизации - использование в качестве сварочного оборудования инверторов. Это не требует неоправданно высоких затрат, зато значительно повышает качество результатов сварки. Обучение, как правильно пользоваться этим аппаратом, много времени не занимает.
При механизации дуговой сварки новшество может заключаться в механической подаче в рабочую зону присадочных материалов, защитных газов. К преимуществам относится своевременная подача, повышается возможность непрерывной сварки. Для обеспечения непрерывности горения дуги можно использовать механизмы для перемещения сварочного оборудования. Это особенно важно при большой длине наложения шва.
Механизации подлежат и вспомогательные работы. К ним относятся подвоз деталей, обладающих большой массой, и вынесение сварного изделия из зоны работ. Механизации полежит и перемещение оборудования вдоль сварного в необходимое место. К механизации можно отнести организацию надежных креплений для фиксации свариваемых деталей.
Механизировать можно, как все производство в целом, так и его отдельные участки. Частичная механизация затрагивает отдельные моменты производственного процесса. При комплексном подходе механизмы устанавливают последовательно согласно технологическому маршруту.
Механизация сборочных работ заключается в установке специальных стендов для сварки крупногабаритных деталей, а также решения вопроса об их перемещении. К оборудованию для помещения деталей в удобное для сварки положение служат манипуляторы, позиционеры, кантователи, вращатели, роликовые стенды.
Сварочный вращатель

Сварочный позиционер

Сварочный робот

Механизация делает труд сварщика более легким и привлекательным.
Автоматизация производства
Для повышения производительности труда применяется автоматизация сварочного производства. Затраты на ее внедрение тем быстрее окупятся, чем более многосерийным является производство.
Главным преимуществом автоматизации процесса сварки является повышение качества получаемых результатов. Это происходит за счет того, что при автоматизации руководство на себя принимают алгоритмы вычислительных комплексов. Соответственно, брак уменьшается, а качество повышается. Швы получаются одинаковыми, приближенные к существующим стандартам. Появляется возможность сваривать конструкции, имеющие повышенную ответственность.
Помимо этого к достоинствам относится снижение материальных затрат и уменьшение количества исполнителей. Они могут иметь более низкую квалификацию и, соответственно, происходит экономия на выплате им заработной платы. Механизация и автоматизация сварочного производства позволяют оптимизировать все этапы сварочного процесса.
Интересное видео
19. Основы сварочного производства
Сваркой называют технологический процесс образования неразъемных соединений за счет образования атомно-молекулярных связей между частицами сопрягаемых деталей после расплавления, местной пластической деформации и диффузии атомов.
Наибольшее промышленное значение имеет сварка металлов и их сплавов, но возможна сварка и неметаллических материалов - стекла, пластмассы, керамики и пр.
Начало развития сварочной техники совпадает с рубежом XIX и XX столетий. Вначале преимущественное значение имела газов сварка на основе кислорода и ацетилена. Были разработаны способы их хранения и траспортировки. Сварку плавлением электрической дугой предложил в 1882г. русский изобретатель Н.Н.Бенардос, использовав электрическую дугу с угольным электродом (запантетовал и получил гран-при на выставке в Брюсселе). Использование для сварки плавящегося электрода, служившего одновременно присадочным материалом, предложил в 1888 г. русский инженер Н.Г.Славянов. В то время неразъемные соединения были в виде заклепок, которые быстро разрушались, а рабочие становились глухарями.
В 1935-36гг. Патон Е.О. (отец) разработал способ полуавтоматической сварки под флюсом. Сейчас на Украине вопросами сварки занимается институт электросварки под руководством академика Б.Е.Патона, созданный Патоном Е.О. Здесь разработана автоматическая под флюсом, электрошлаковая сварка для сварки вертикальных швов неограниченной толщины металла и т.д. Развитие сварочного производства шло в двух направлениях :
– разработка новых способов сварки;
– разработка сварочного материаловедения, обеспечивающего высокое качество металла шва.
Применение новых методов сварки обеспечивает получение сварных конструкций с заданными размерами, не требующих механической обработки.
Сварные конструкции обладают многими преимуществами по сравнению с клепаными. Сварка уменьшает на 10-20% массу конструкций, сокращает трудоемкость и сроки изготовления. При сварке образуются плотные швы, обеспечивающие герметичность резервуаров, котлов, цистерн, вагонов, трубопроводов, корпусов автомобилей, тракторов, судов и пр. Сварка позволяет соединять элементы, имеющие различную толщину и упростить технологию изготовления сложных узлов и конструкций. Возможность механизации и автоматизации производственных процессов, высокое качество сварных соединений и рациональное использование металла сделали сварку прогрессивным высокопроизводительным и экономически выгодным технологическим процессом.
б) Сущность сварки и классификация ее способов.
Образование неразъемного соединения при сварке происходит за счет атомно-молекулярных связей между контактирующими поверхностями, для чего необходимо сблизить эти расплавленные поверхности на атомное расстояние и сообщить им энергию.
В зависимости от метода активации образование связей может происходить в твердой или в жидкой фазах. В соответствии с этим все способы сварки делят на две основные группы:
- сварка пластическим деформированием (давлением);
При сварке давлением, сближение атомов и молекул и активация поверхности соединяемых материалов достигаются в результате совместной упруго-пластической деформации. Сварку давлением проводят либо без нагрева, либо нагревом до температуры текучести, либо взрывом, ультразвуком, трением и пр.
При сварке плавлением детали соединяют за счет местного расплавления металла по кромкам основного металла и электрода (либо присадочного металла).
Расплавленный при сварке металл образует общую сварочную ванну, при этом достигается разрушение окисных пленок, покрывающих поверхность соединяемых элементов, и сближение атомов до расстояния, при котором возникают связи между ними. После кристаллизации металла образуется сварной шов, имеющий литую структуру. Для расплавления основного и присадочного металла применяют источники теплоты с температурой не ниже 3000 °С. В зависимости от характера источника теплоты различают электрическую и химическую сварку плавлением.
При электрической сварке плавлением источником теплоты служит электрический ток. При химической сварке плавлением в качестве источника теплоты используют экзотермическую реакцию горения газов (газовая сварка) или порошкообразной горючей смеси (термитная сварка). К сварке плавлением относятся: - дуговая, - плазменно-дуговая; - электроннолучевая; - электрошлаковая; - лазерная, - газовая; - термитная. К сварке давлением: - контактная; - индукционная; - диффузионная; - термокомпрессорная; -холодная, -трением, -взрывом, -ультразвуковая.
4 Основы сварочного производства
Сваркой называют технологический процесс получения неразъемных соединений из различных материалов. Сварку широко применяют во всех отраслях машиностроения и строительной промышленности. Широкое применение сварки объясняется большими технико-экономическими преимуществами по сравнению с другими методами соединений (резьбовыми, клепаными).
4.1 Физическая сущность сварки
Физическая сущность сварки состоит в установлении межатомных связей между свариваемыми частями при их нагреве или пластической деформации, или совместном действии того и другого. Для того чтобы возникли межатомные силы связи, необходимо свариваемые поверхности сблизить на расстояние соизмеримые с межатомными. В реальных условиях сближению поверхностей препятствуют микронеровности, оксидные и органические пленки, адсорбированные газы. Для получения качественного соединения необходимо устранить эти препятствия и сообщить атомам некоторую энергию, необходимую для повышения активации поверхностных атомов. Такая энергия может сообщаться в виде теплоты (термическая активация) и в виде упруго-пластической деформации (механическая активация).
В зависимости от метода активации связи между атомами соединяемых поверхностей устанавливаются в жидком или твердом состояниях. В соответствии с этим все способы сварки делят на две группы: сварка плавления и сварка давлением. Существуют десятки способов сварки, которые позволяют сваривать практически все металлы и сплавы, а также некоторые металлы с неметаллами.
Классификация видов сварки по физическим признакам согласно ГОСТ 1971-74 приведена в таблице 4.1.
Классификация видов сварки
Дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, ионно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная, литейная.
Контактная, диффузионная, индукционно-прессовая, термокомпрессионная, дугопрессовая, шлакопрессовая, термитнопрессовая, печная.
Холодная, взрывом, ультразвуковая, трением, магнитноимпульсная.
4.1.1 При сварке плавлением расплавляются кромки свариваемых заготовок и присадочный материал с образованием общей сварочной ванны жидкого материала, дающей при затвердевании неразъемное соединение. Процесс сварки плавлением является металлургическим процессом, особенностями которого являются: незначительный объем расплавленного металла, высокая концентрация тепла и температура, больная скорость расплавления и затвердевания металлов.
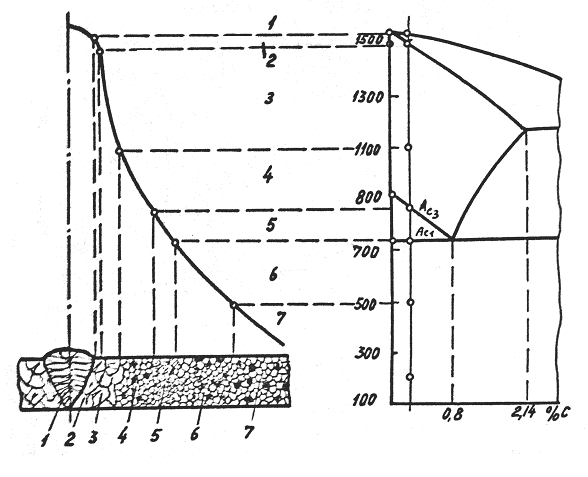
Рис 4.1. Схема распределения температурных и структурных зон в сварном шве согласно диаграммы состояния железо-цементит.
Сварное соединение, полученное сваркой плавлением состоит из зоны наплавленного металла, сплавления, термического влияния. Структурными участками сварного соединения из малоуглеродистой стали является (рис 4.1):
- участок полного расплавления (1), металл которого имеет столбчатое дендритное строение;
- участок неполного расплавления (2) является переходным от наплавленного до основного металла, имеет крупнокристаллическое строение;
- участок перегрева (3) образует грубую видманштеттовую структуру, является самым слабым местом шва;
- участок нормализации (4) имеет мелкозернистое строение и более высокие механические свойства;
- участок неполной перекристаллизации (5) наряду с крупными зернами феррита имеет мелкие зерна перлита;
- участок рекристаллизации (6) наблюдается при сварке стали подвергавшейся наклепу, имеет крупные равноосные зерна;
- участок синеломкости (7) характеризуется отсутствием видимых структурных изменений, однако для некоторых сортов стали ударная вязкость уменьшается, что объясняется процессами старения.
Отмеченные структурные изменения в зоне термического влияния не оказывают существенного влияния на свойства сварного соединения из малоуглеродистой стали. Однако при сварке углеродистых и легированных сталей могут образовываться структуры закалки (М,Т,Б), которые уменьшают пластичность швов.
4.1.2 При сварке давлением заготовки, подогретые в месте сварки совместно пластически деформируются, образуя неразъемное соединение. Возможны и холодная сварка для пластических металлов при больших удельных давлениях и степенях деформации.
Образование металлических связей достигается за счет упруго-пластической деформации. При этом в контактирующих слоях выравниваются неровности, разрушаются адсорбированный слой и увеличивается число активных центров взаимодействия.
Нагрев металла при сварке давлением производится (до пластического состояния или до оплавления) за счет электрического тока, электромагнитной или высокочастотной индукции, механической работы трения, теплоты сгорания газов и др. В зависимости от вида применяемой энергии различают виды сварки указанные в таблице 4.1.
Вопросы для самоконтроля
В чем состоит физическая сущность сварки?
По каким признаком производится классификации видов сварки на классы и группы?
Какие основные особенности процесса сварки плавлением?
Из каких основных зон и структурных участков состоит сварное соединение из малоуглеродистой стали, полученное сваркой плавлением?
За счет какого процесса достигается образование металлических связей между поверхностями при сварке давлением?
Основы сварочного производства Физические основы получения сварного соединения
Сварка - технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Физическая сущность процесса сварки заключается в образовании прочных связей между атомами или молекулами на соединяемых поверхностях заготовок. Для образования соединений необходимо выполнение следующих условий: освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; энергетическая активация поверхностных атомов: сближение свариваемых поверхностей на расстояния, сопоставимые с межатомным расстоянием в соединяемых заготовках.
Указанные условия реализуются различными способами сварки путем энергетического воздействия на материал в зоне сварки. Энергия вводится в виде теплоты, упругопластической деформации, электронного, ионного, электромагнитного и других видов воздействия. В результате поверхностные атомы металлов и кристаллических неметаллических материалов образуют общие для соединяемых заготовок кристаллические решетки, а на поверхности пластмасс происходит объединение частей молекулярных цепей.
В зависимости от вида энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса: термический, термомеханический и механический.
Ктермическому классуотносятся виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая и др.).
К термомеханическому классуотносятся виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная и др.).
К механическому классуотносят виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.).
Свариваемость- свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Свариваемость материалов оценивают степенью соответствия заданных свойств сварного соединения одноименным свойствам основного металла и их склонностью к образованию таких сварочных дефектов, как трещины, поры, шлаковые включения и др. По этим признакам материалы разделяют на хорошо, удовлетворительно и плохо сваривающиеся. Многие разнородные материал, особенно металлы с неметаллами, не вступают во взаимодействие друг с другом. Такие материалы относятся к числу практически несвариваемых.
Свариваемость материалов в основном определяется типом и свойствами структуры, возникающей в сварном соединении. При сварке однородных материалов, как правило образуется структура, идентичная или близкая структуре соединяемых заготовок. Этому случаю соответствует хорошая свариваемость материалов. При сварке разнородных материалов в зависимости от различия их физико-химических свойств в месте соединения образуется твердый раствор с решеткой одного из материалов либо химическое или интерметаллидное соединение с решеткой, резко отличающейся от решеток исходных материалов. Механические и физические свойства твердых растворов, особенно химических или интерметаллидных соединений, могут значительно отличаться от свойств соединяемых материалов. Такие материалы относятся к группе удовлетворительно сваривающимся. Если образуются твердые и хрупкие структурные составляющие, то в условиях действия сварочных напряжений возможно возникновение трещин в шве или околошовной зоне. В последнем случае материалы относятся к категории плохо сваривающихся.
Читайте также: