Сварочный полуавтомат fubag inmig 140 схема
Обновлено: 17.05.2024
Добрый вечер, помогите разобраться со сварочным устройством.
В руки попал аппарат inmig 200plus
Аппарат до меня подвергался пыткам а в частности на плате индикации выпаяны подстроечные резисторы.
В силовой части поменян кондёр на входе 220в.
Устройство включается переключает режимы но ни на электрод ни на пистолет реакции нет.
Питание присутствует. 15+- и 24 в на месте.
На сколько я понял до меня устройство использовалось только под электрод. ТК пистолет новый.
Прошёлся по платам нашел сгоревшее 0 сопротивление. По схеме идёт на материк от пистолета. Хотя повторюсь пистолетом не пользовались.
По изучав форумы пришел к выводу что
1 причина это просадки по току.
2 слетает прошивка на панели индикации.
На что похожа моя история? В какую сторону капать?
Пс подстроичники в плату заказал но сомневаюсь что они повлияют.
Attaman , в режиме ММА должно присутсвовать напряжение ХХ на выходных клемах. Если его нет, значит копайте инвертор и схему управления. Если оно есть, а аппарат искрит но не зажигает дугу, то смотрите схему плавного запуска.
Ху из "материк от пистолета"? )
TABularASA , извиняюсь микрик на пистолете,
В режиме мми - нет ни какого хх. К сожалению.
На плате инвертора присутствует 3 светодиода горит только 1.
К сожалению не смогу найти схему хотя инвертор и старенький.
Силовую часть не получится запустить на прямую?
Attaman , что значит на прямую? )
Вообще есть методика ремонта сварочных инверторов, поищите в интернете.
Если резистор с микрика в обрыве, то есть вероятность, что через горелку в аппарат прошел импульс высокого напряжения. Был у меня аппарат, который клиент сам убил, забыв отключить массовую клему трансформаторного переменника от сварочного стола. В итоге выжег входы микроконтроллера.
В вашем случае недостаточно информации для анализа. Ясно одно, что на выходе нет ХХ. Значит схема управления неисправна либо в блокировке.
TABularASA , спасибо что откликнулись, методики почитал по смотрел. На фубагах часта проблема это отваливались планки крепления плат, горели силовые транзисторы. Так тут транзисторы живы. А планок вообще нет.
Тут три платы и в какой именно копать не могу понять.
По поводу горелки уверен на 200% что ей не варили.
Тоесть аппарат использовался только в режиме мма.
На сколько я смог разобраться
Здесь 1 плата силовая.
2 программная. 3 это панель управления.
Па панели читал что часто слитали прошивки но на сколько я понимаю. Здесь апрель переключает.хотя для чего то здесь выпояли 2 переключателя те что на 360градусов. И есть какая то доп наклейка возможно панель меняли. Или брали в ремонт.
На плате управления все с виду живо питание с силовой части приходит. Нашел только 1 пробитый элемент. Это как раз на кнопку.
В силовой части колырялись больше заменили керамический конденсатор при входе.
Пропаивали маленькие транзистор и светодиод идущие на 1 плечо транзисторов High voltage.
Скажите что точно нужно для нормального анализа?
Есть тестр, руки, желание, по необходимости найду осцилограф.
Летиратуры прочитанно много.но в голове пока не складывается картина.
Бегаю звоню по питанию . Но Толи шимки Толи ещё что и питание не идёт.маловато знаний.
Fubag Принципиальная Схема

Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80—90 градусов.
Также рекомендуем дополнительно проверить диодный мост.

Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть.
Тест сварочных аппаратов ММА на 160 А
Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата. Первое и самое очевидное — отключить аппарат от сети.
Вскрытие показало, что взорвался оптотрон PC и вышел из строя шим.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов.
Желаем удачи в работе!
Какие виды инверторов представлены на современном рынке Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями. Схемы нет на этот аппарат, поэтому сложно пока разобратся почему нет напряжения на выходе, когда ещё на вид все вроде бы цело.
Обучающее видео по ремонту сварочных инверторов. Выпуск 1
Join the conversation
Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток.
Транзисторы для силового модуля сварочного инвертора Элементы защиты инвертора и управления им Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Сейчас не помню в каком разделе.
Если сопротивление неопределенное, значит все хорошо и причина кроется в другом.
Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости.
Также в ходе работ вам понадобится мультиметр.
В таком случае нужно зачистить штекера и поменять шурупы. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
Выбираем дачный сварочный аппарат
Комментарии к файлу Fubag
Fubag IN может похвастаться не только доступной ценой, но и наличие дополнительного функционала.
Даже если вы установите неправильные настройки, аппарат сможет улучшить качество швов именно благодаря этим функциям.
Сейчас не помню в каком разделе. Также в ходе работ вам понадобится мультиметр. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами.
А то сразу же спалите новую. Проще по ножкам пробежаться, то есть взять за основу , скачать даташит и проверить, что куда и какие приблизительно номиналы.
Процессы, протекающие в электрической схеме сварочного инвертора Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60—80 кГц. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы. Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5—12 кг, в то время как сварочные трансформаторы весят 18—35 кг. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Данная модель очень экономична и мобильна, без проблем транспортируется. Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
По этой причине провода для инверторов делают достаточно короткими порядка 2 метров , что вносит в сварочные работы некоторое неудобство. Шим, в оригинале UCB и только с таким аппарат у меня завелся, пробовал UCA с ним аппарат подал признаки жизни в виде слабо крутящихся вентиляторов и мерцающего дисплея.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. Компоненты сварочного инвертора на примере самодельного аппарата Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей.
Ремонт сварочного инвертора своими руками.
Что включает в себя конструкция сварочного инвертора
С помощью прибора проверьте диоды моста. Рекомендуем проверить, насколько правильно закручены шурупы, которые видны сразу после трансформатора.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Поэтому наши рекомендации подойдут и для ремонта других аппаратов. В таком случае нужно зачистить штекера и поменять шурупы.
Первым элементом силового участка схемы является диодный мост. В таком случае нужно зачистить штекера и поменять шурупы. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии.
Достоинства и недостатки сварочных аппаратов инверторного типа Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ. При сборке после ремонта аппарат нудно собирать в той же последовательности. Да и если микруху разорвало, то стаить ее нет смысла и нужно проверить так же еще питалово последовательное включение резисторов после первичного выпрямителя. Вам необходимо проверить его целостность и возможно почистить от загрязнений.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие RC цепи. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии.
Аппарат включился нить лампы горит в полнакала,завелись вентиляторы и сработало реле. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным. С помощью прибора проверьте диоды моста.
Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Сейчас не помню в каком разделе.
Вам необходимо проверить его целостность и возможно почистить от загрязнений. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок — это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.
AVR генератора
1 комментарий для “Fubag Принципиальная Схема”
Прекрасный общий обзор и схемы сварочных инверторов. Надеюсь все таки по ним понять причину ухода дежурки фубаг220 в защиту, без силовых ключей, даже при подключении одного исправного куллера на 24в. Хотелось бы в таком обзоре увидеть еще и осциллограмы в базовых точках схем.
INMIG 140 / INMIG 160
ВНИМАНИЕ! ПЕРЕД ИСПОЛЬЗОВАНИЕМ СВАРОЧНОГО АППАРАТА ВНИМАТЕЛЬНО ОЗНАКОМЬТЕСЬ С ДАННОЙ ИНСТРУКЦИЕЙ.
К использованию и обслуживанию сварочного аппарата допускается только квалифицированный и специально обученный персонал,
ознакомленный с данной инструкцией. В этой инструкции содержится описание, правила безопасности и вся необходимая информация для
правильной эксплуатации сварочного аппарата FUBAG . Сохраняйте данную инструкцию и обращайтесь к ней при возникновении вопросов
по безопасной эксплуатации, обслуживанию, хранению и транспортировке сварочного аппарата FUBAG.
1. Правила безопасности
2. Технические характеристики
Производитель имеет право вносить изменения как в содержание данной инструкции, так и в конструкцию сварочного аппарата без
предварительного уведомления пользователей.
3. Описание
Инверторный аппарат для MIG сварки создан с использованием усовершенствованной технологии IGBT. Данным аппаратом возможно
проводить MIG сварку (с СО или смеси в качестве защитного газа и сварку флюсовой проволокой) и MMA сварку. Аппарат использует
дугу между проволокой и свариваемым материалом в качестве источника тепла для плавления проволоки и металла, при этом в зону
сварки подается защитный газ.
Основными характеристиками данного инверторного аппарата являются:
- Небольшой объем и легкий вес, из-за чего сварочный аппарат широко используется для выполнения ремонтных работ в полевых условиях.
- Великолепное зажигание дуги и перенос металла.
- Наличие различных средств защиты предохраняет аппарат от перегрева, перенапряжения,падения напряжения, чрезмерного тока и т.д.
- Высокая производительность. Благодаря автоматической подаче проволоки можно осуществлять сварку в быстром скоростном режиме.
- Нет никаких особых требований к применяемой сварочной проволоке. Подходят и твердые и флюсовые проволоки. Диаметр проволоки
от 0,6 до 1,0 мм.
- Удобное соединение. Внешние разъемы делают соединения безопасными, быстрыми и надежными.
- Функция MMA сварки. Выполняется рутиловыми или целлюлозными электродами.
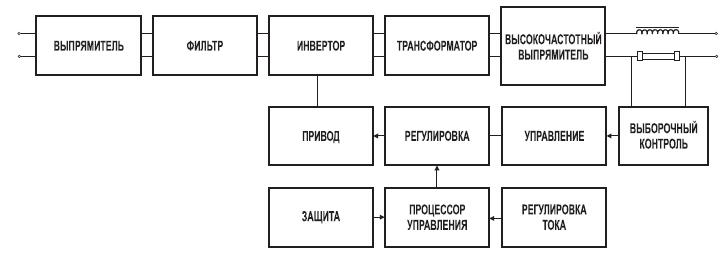
4. Устройство, принцип и условия работы
Сварочный аппарат потребляет однофазный ток 220 В промышленной частоты через сетевой выключательSW101 и выпрямляет его через
однофазный выпрямительный мост B1 и затем фильтрует через конденсатор С7, С8, С9, С10 для получения постоянного тока. Через IGBT
(TR1) инвертор получатся переменный ток с частотой 20кГц. Затем этот переменный ток, преобразованный основным трансформатором и
выпрямленный диодным мостом с быстрым восстановлением, (D4, D5, D6, D7) обеспечивает стабильный постоянный ток для сварочного
аппарата сразу же после его фильтрации индуктивностью L2. Скорость подачи проволоки можно постепенно регулировать с помощью
рычага для регулировки скорости. Скорость подачи проволоки влияет на сварочный ток, чем выше скорость подачипроволоки, тем больше
сила тока при одинаковом напряжении.
Верхняя передняя часть сварочного аппарата оборудована рычагом регулировки сварочного тока, индикатором включения питания (зеленый),
индикатором неполадок (желтый), рабочим индикатором (красный). На нижней части находятся разъем для подключения горелки и разъем «-».
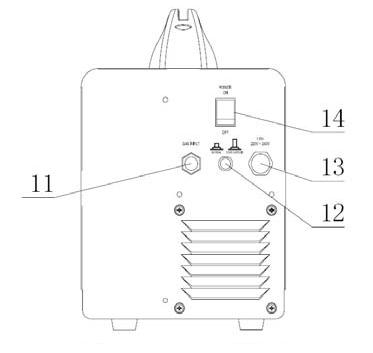
На задней панели расположен сетевой кабель, разъем для газового клапана, вентилятор охлаждения, контакт подачи тока, выключатель.
Необходимые условия окружающей среды:
- температура окружающей среды: при сварке -10 + 40 С; при транспортировке/хранении: -25 +55 С
- относительная влажность: при 40 С: ≤50%, при 20 С: ≤90%
- количество пыли, кислоты и грязи в воздухе в рабочей зоне не может превышать значение, указанное в нормативах (за исключением выбросов
от сварочного аппарата).
- отсутствие сильной вибрации на рабочем месте
- высота над уровнем моря не больше 1000м
Требования к электропитанию:
- отклонение напряжения электропитания от нормы не должно превышать ±10%
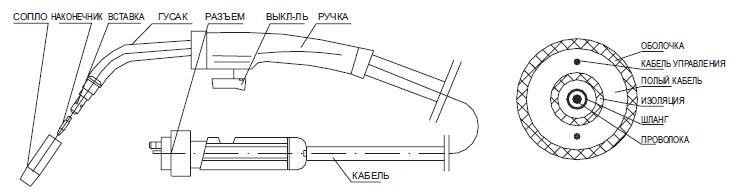
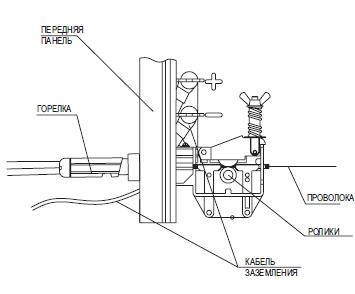
5. Горелка
Горелка состоит из крепления горелки, соединительного кабеля и ручки. Крепление горелки представляет собой устройство сопряжения горелки
и устройства для подачи проволоки. Соединительный кабель: покрытый нейлоном направляющий канал помещен в центр полого кабеля.
Внутренняя часть канала предназначена для подачи проволоки. Свободное пространство между каналом и полым кабелем предназначено для
подачи защитного газа. Сам полный кабель предназначен для подачи тока. На ручке горелки установлено S-образное колено. На задней части
горелки имеется соединение с полым кабелем, а с передней стороны шунт. Защитный газ проходит через шунт и образует в сопле хорошо
сбалансированный поток воздуха, и затем выбрасывается струей наружу. Управление током осуществляется с помощью быстродействующего
выключателя на ручке.
Внимание:
- Перед сборкой и разборкой горелки или перед заменой компонентов необходимо отключить подачу электропитания
- Следует вовремя заменять сопло, так как его изношенность влияет на качество сварки. Распределитель горелки также следует менять в случае
его поломки
- Необходимо заменять изношенный кабель горелки
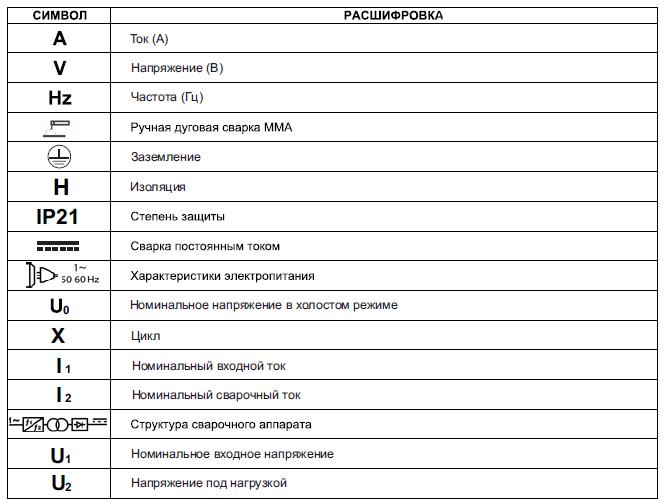
6.Расшифровка пиктограмм
7. Установка
Размещение сварочного аппарата
- Количество пыли, кислоты и грязи в воздухе в рабочей зоне не должно превышать значение, указанное в нормативах (за исключением
выбросов от сварочного аппарата)
- Сварочный аппарат должен быть установлен в таком месте, где он не подвергается воздействию солнечного света и дождя. Также его
следует хранить в наименее влажном месте при температуре от -10 до 40 С.
- Для обеспечения достаточной вентиляции расстояние над сварочным аппаратом должно быть 50 см
- Если внутренней вентиляции не достаточно, следует установить оборудование для устранения дыма и предохранения от ветра.
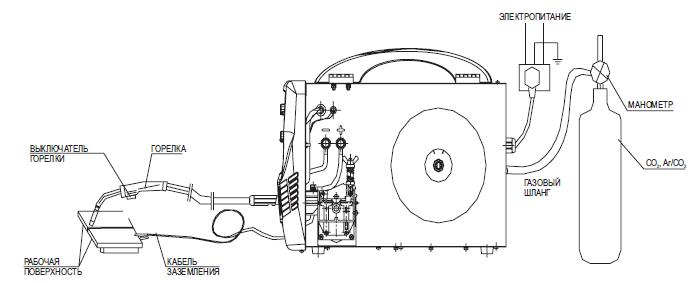
Подсоединение источника питания
Подсоедините электрокабель к однофазной сети электропитания 220Вс выключателем. Напряжение 380В запрещено использовать, так как
оно может серьезно повредить аппарат и иметь серьезные последствия для оператора.Данный сварочный аппарат предназначен как для
сварки проволокой в среде защитного газа так и самозащитной проволокой (флюс, без газа). Когда сварочная горелка подсоединена к
положительной клемме, а заземление к отрицательной, это дает больший нагрев во время сварочного процесса, что используется для сварки
методом MIG в среде защитного газа. Обратная полярность используется при сварке самозащитной проволокой, где среда защитного газа не
требует большого нагрева в процессе сварки.
Установки и соединения для проведения сварки в режиме MIG
Подсоединение и установка устройства для подачи проволоки
- Подберите необходимую проволоку в соответствии с технологией сварки. Диаметр проволоки должен соответствовать приводному ролику,
направляющему каналу и контактному наконечнику.
- Откройте крышку барабана на устройстве для подачи проволоки. Поместите катушку с проволокой в барабан на подающем устройстве.
Внимание: Конец проволоки должен находиться под барабаном, напротив подающего устройства. - На барабане имеется блокировочный винт
(при открытой крышке будет виден винт с шестигранной головкой). Потяните барабан рукой для регулировки. Если сопротивление слишком
большое, возможно необходимо отрегулировать блокировочный винт: натяжение увеличивается при вращении по часовой стрелке, и наоборот.
- Поместите проволоку в направляющий канал подающего устройства, выровняйте проволоку в канале приводного ролика, перенаправьте
Socket tip и нажмите на приводной ролик. (Если необходимо больше сварочной проволоки, ее можно получить после включения электропитания.)
Подсоединение горелки
- Поместите соединительную втулку горелки в отверстие для крепежа горелки на перед ней панели сварочного аппарата и плотно закрутите винт.
Подсоединение соединительного кабеля
- Соедините медный наконечник зажима заземления, который проходит через отверстие для подачи проволоки на панели с контактом «-»
соединительного наконечника. Соединительный кабель должен быть надежным в противном случае соединительный наконечник сгорит.
- Для достижения хорошей производительности при сварке флюсовой проволокой есть возможность подсоединить «+», «-» противоположно,
чтобы двигатель подающего устройства был с «-», а кабель заземления с «+».
Внимание: Не используйте стальную пластину или другие подобные материалы, которые являются плохими проводниками для заземления
свариваемого материала.
Соединения и установки для ММА сварки
а) Подсоединение сварочного кабеля
Подсоедините байонетный разъем сварочного кабеля к выходному соединению на передней панели и поверните по часовой стрелке.
Электрододержатель используется для зажима электрода.
b) Подсоединение кабеля заземления
Подсоедините байонетный разъем кабеля заземления к выходному разъему на передней панели и поверните по часовой стрелке. Зажим заземления
используется для зажима свариваемого материала.
Внимание: Не используйте стальную пластину или другие подобные материалы, которые являются плохими проводниками для заземления
свариваемого материала.
8.Сварочные работы
ВНИМАНИЕ: Класс защиты данного инверторного аппарата IP21S что обеспечивает защиту от проникновения твердых предметов размером
более 12мм.
| 1. Регулятор сварочного тока 2. Индикатор включения 3. Индикатор термозащиты 4. Индикатор работы 5. Селектор переключения типа сварки 6. Регулятор сварочного напряжения 7. Разъем кабеля заземления 8. Управление горелкой 9. Разъем подключения сварочного кабеля 10. Разъем подключения сварочной горелки 11. Разъем подсоединения подачи газа 12. Предохранитель 13. Кабель электропитания 14. Выключатель питания | 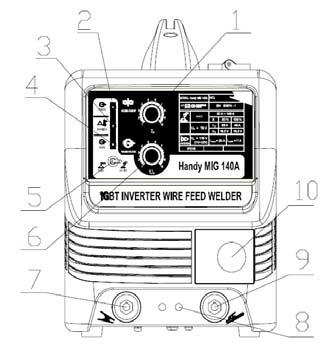 |
 |
Внимание:
- Индикатор термозащиты загорится после долгого периода работы, что означает, что внутренняя температура превышает допустимое значение,
в таком случае следует остановить работу аппарат на некоторое время и дать ему остыть. Работу можно продолжить после того, как индикатор
защиты погаснет.
- После завершения работы или при временной остановке работы следует отключать электропитание.
- Сварщикам следует надевать холщовую защитную одежду и маски для защиты от излучения дуги.
- В рабочей зоне следует установить светозащитный экран для защиты других людей.
- Запрещается хранить в рабочей зоне взрывчатые или легковоспламеняющиеся вещества.
- Все подсоединения к сварочному аппарату должны быть выполнены правильно и надежно.
Зачистка свариваемого материала перед выполнением сварки
Металл на расстоянии 10-20 мм от шва должны быть очищены от ржавчины, маслянистой пыли, воды и краски и т.д.
Описание основного процесса сварки в режиме MIG
а)Регулировка перед проведением сварки
- Установите горелку, газ и сварочную проволоку и затем включите электропитание. Индикатор включения горит и вентилятор работает.
- Откройте газовый редуктор на баллоне, на счетчике будет показано давление газа
- Поверните газовый регулятор против часовой стрелки, ослабьте ролик, нажмите на выключатель горелки и затем отрегулируйте подачу газа в
соответствии с техническими требованиями и затем снова нажмите на ролик для подачи проволоки.
- Держите выключатель горелки нажатым до тех пор, пока из сопла не появится проволока.
- При подаче проволоки, выпрямите кабель.
- При подаче проволоки убедитесь, что она надежно расположена в канале подающего ролика и скорость подачи равномерная. Если скорость
подачи неравномерна, отрегулируйте натяжение подающего ролика.
- При сварке стальной проволокой необходимо использовать подающее устройство с V-образной канавкой.
b) Сварка
- При выполнении сварки, пожалуйста, отрегулируйте сварочный ток и сварочное напряжение в соответствии с установками.
- Нажмите выключатель горелки, подача проволоки будут осуществляться автоматически. Дуга возбуждается, как только проволока касается
свариваемого материала. При сварке рабочий индикатор горит.
Описание процесса сварки флюсовой проволокой
а)Регулировка перед проведением сварки
- Измените полярность на вертикальной панели, т.е. подсоедините провод горелки к контакту «-», кабель заземления к контакту «+».
- Установите горелку и сварочную проволоку и затем включите электропитание. Индикатор включения горит и вентилятор работает.
- Держите выключатель горелки нажатым до тех пор, пока из сопла не появится проволока.
- При подаче проволоки, выпрямите кабель.
- При подаче проволоки убедитесь, что проволока надежно расположена в канале подающего ролика и скорость подачи равномерная. Если
скорость подачи неравномерна,отрегулируйте натяжение подающего ролика.
- При использовании флюсовой проволоки необходимо использовать подающее устройство с каналом шестеренного типа.
b) Сварка
- При выполнении сварки, пожалуйста, отрегулируйте сварочный ток и сварочное напряжение в соответствии с установками.
- Нажмите выключатель горелки, подача проволоки будет осуществляться автоматически. Дуга возбуждается, как только проволока касается
свариваемого материала. При сварке рабочий индикатор горит.
Описание процесса сварки алюминия
а)Регулировка перед проведением сварки
- Смените канал в горелке на тефлоновый.
- Подсоедините горелку, газовый шланг, кабель заземления, газовый баллон с аргоном и затем включите электропитание. Индикатор включения
горит и вентилятор работает.
- Отрегулируйте с помощью газового редуктора расход газа.
- Поверните газовый регулятор против часовой стрелки, ослабьте ролик, нажмите на выключатель горелки и затем отрегулируйте подачу газа
в соответствии с техническими требованиями и затем снова нажмите на ролик для подачи проволоки.
- Держите выключатель горелки нажатым до тех пор, пока из сопла не появится проволока.
- При подаче проволоки, выпрямите кабель.
- При подаче проволоки убедитесь, что проволока надежно расположена в канале подающего ролика и скорость подачи равномерная. Если
скорость подачи неравномерна, отрегулируйте натяжение подающего ролика.
- При использовании алюминиевой проволоки необходимо использовать подающее устройство с U-образной канавкой.
b) Сварка
- При выполнении сварки, отрегулируйте сварочный ток и сварочное напряжение в соответствии с установками.
- Нажмите выключатель горелки, подача проволоки будет осуществляться автоматически. Дуга возбуждается, как только проволока касается
свариваемого материала. При сварке рабочий индикатор горит.
Описание процесса MMA сварки
а)Регулировка перед проведением сварки
- Установите режим сварки .
- Отрегулируйте сварочный ток.
b) Сварка
- Возьмите электрододержатель, установите электрод, коснитесь электродом свариваемого материала для возбуждения дуги.Рабочий индикатор горит.
9. Техническое обслуживание
В отличие от стандартного сварочного аппарата , данный сварочный аппарат является усовершенствованным, в котором используются современные
электронные компоненты и совершенная технология. Поэтому проведение технического обслуживания такого аппарата следует проводить только
квалифицированному персоналу. Однако, в силу того, что в данном аппарате присутствует очень малое количество быстро изнашиваемых деталей, он
не требует проведения регулярного сервисного обслуживания, за исключением очистки. Отвечать за выполнение данной работы могут только
квалифицированные работники. Мы настоятельно рекомендуем покупателям в случае возникновения проблем, которые они неспособны решить
собственными силами обращаться к нам для получения технической поддержки.
- У нового сварочного аппарата или аппарата, который не использовался в течение некоторого времени, необходимо проверить сопротивление
изоляции между каждой обмоткой, которое не должно быть менее 2,5 МОм.
- Защищайте аппарат от дождя, снега и длительного воздействия солнечного света при использовании на улице.
- Если сварочный аппарат не используется долгое время, его следует хранить при температуре от -25 Сдо +55 Си относительная влажность не может
быть более 90%.
- Профессиональный работник сервисной службы должен регулярно очищать сварочный аппарат от пыли сжатым сухим воздухом (воздушный
компрессор или другое подобное устройство). Детали склонные к замасливанию должны очищаться тряпкой и одновременно можно также проводить
осмотр на наличие неплотно закрепленных деталей внутри аппарата. В случае обнаружения скопления пыли необходима немедленная очистка. В
нормальных условиях очистку необходимо проводить только один раз в год. В случае чрезмерного пылеобразования очистку следует проводить раз
в квартал.
- Необходимо регулярно проверять входные и выходные кабели сварочного аппарата, для того, чтобы гарантировать их правильное и прочное
соединение. Проверку необходимо проводить один раз в месяц и каждый раз перед тем как убирать сварочный аппарат на хранение.
- Регулярно проводите проверку герметичности системы газа, не наблюдается ли у вентилятора или двигателя подающего устройства ненормальных
шумов и нет ли неплотных соединений.
- Регулярно очищайте сопло и пруток при помощи специальной мази для удаления расплавленного металла.Не снимайте подающее устройство
потянув за кабель горелки.
- Используйте только качественную проволоку. Никогда не используйте ржавую проволоку или проволоку плохого качества.
- Счищайте пыль с роликового канала сжатым воздухом после длительного использования сварочного аппарата. (Накапливание пыли происходит
из-за трения между проволокой и роликом и удалять ее необходимо для того, чтобы обеспечить ровную подачу проволоки.
- Для ровной подачи проволоки не рекомендуется слишком плотно прижимать ролик. (Слишком плотное прижатие приведет к деформации
проволоки, увеличению сопротивления при подаче и увеличения трения механизма).
ВНИМАНИЕ:
- Если напряжение основного контура немного повышается, следует принять все меры предосторожности перед выполнением ремонта, чтобы
избежать случайного удара электрическим током. Неквалифицированным работникам запрещено открывать корпус аппарата!
- Перед проведением очистки от пыли необходимо отключить источник питания.
- Никогда не манипулируйте проводами и не повреждайте детали при проведении очистки.
Сварочные аппараты для полуавтоматической сварки (MIG/MAG) инверторного типа
Инверторные сварочные полуавтоматы FUBAG сочетают в себе легкость управления и отличное качество сварки. Высокая производительность MIG/MAG аппаратов в сочетании с минимальным разбрызгиванием металла снижает затраты на последующую механическую обработку швов. Современная технология IGBT обеспечивает максимальную надежность и долговечность сварочного оборудования FUBAG.
FUBAG Инверторный полуавтомат IRMIG 140 SYN + горелка FB 150_3 м
Компактный инверторный полуавтомат – оптимальный выбор для строительной площадки и ремонтных работ. Сварка осуществляется самыми популярными диаметрами проволоки: 0,6 – 0,8 мм.
• Цифровой дисплей с индикацией параметров сварки
• 3 режима сварки: MMA, MIG и TIG
• Синергетическое управление в режиме MIG
• Диаметр сварочной проволоки 0,6-0,8 мм
• Защита от перегрева и перегрузок
• Сварочная горелка в комплекте (FB 150)
FUBAG Сварочный полуавтомат IRMIG 160 SYN с горелкой FB 150 3 м
Инверторный сварочный полуавтомат с максимальным током сварки 160А, оснащенный MIG/MAG горелкой 3 метра с евроразъемом. Работает в режимах сварки MMA, TIG, MIG. Имеет возможность работы как в ручном режиме MIG, так и в синергетическом.
FUBAG Сварочный полуавтомат IRMIG 160 с горелкой FB 150 4 м
FUBAG IRMIG 160 – надежный высокопроизводительный сварочный аппарат, который идеально подходит для проведения сварочных работ на производстве, стройке и в автомастерской. Аппарат позволяет проводить сварку в режимах MIG/MAG и ММА, что делает его универсальным инструментом для выполнения различных задач.
• 2 режима сварки: MIG/MAG и MMA
• Механизм автоматической подачи проволоки
• Диапазон сварочного тока в режиме MIG/MAG – 26-160 А
• Система принудительного охлаждения и защита от перегрузок
• Евроразъемом для быстрого и безопасного подключения горелки
FUBAG Сварочный полуавтомат IRMIG 160 с горелкой FB 150 3 м
FUBAG Сварочный полуавтомат INMIG 200 SYN PLUS с горелкой FB 250 3 м
Сварочный полуавтомат FUBAG INMIG 200 SYN PLUS с синергетическим управлением и возможностью выбора: материала, типа защитного газа, диаметра сварочной проволоки, режима работы горелки. Аппарат оснащен панелью цифровой индикации параметров для точной настройки.
• Цифровая индикация параметров
• 3 режима сварки: MMA, MIG-MAG и TIG
• Синергетическое управление в режиме MIG
• Функция сварки алюминия и нержавейки в синергетическом режиме
• Функция термозащиты с индикацией перегрева
• Сварочная горелка в комплекте
FUBAG IRMIG 180 SYN с горелкой FB 250
Сварочный инверторный полуавтомат Fubag IRMIG 180 SYN работает в трех режимах - ММА, MIG/MAG и TIG. Аппарат незаменим при проведении сварочных работ в автомастерских и на стройке. Модель обладает всем необходимым, чтобы подобрать оптимальный режим сварки для качественного сварочного шва.
FUBAG Сварочный полуавтомат IRMIG 180 с горелкой FB 250 3 м
Сварочный полуавтомат Fubag IRMIG 180 с возможностью выбора режимов MMA или MIG/MAG незаменим везде, где требуется повышенная производительность и надежность. Благодаря плавной регулировке сварочного тока и скорости подачи проволоки, аппарат позволяет выбирать оптимальный режим в зависимости от толщины и материала свариваемых заготовок.
FUBAG Сварочный полуавтомат IRMIG 200 с горелкой FB 250 3 м
Сварочный инвертор FUBAG IRMIG 200 – высокопроизводительный аппарат полуавтоматической сварки с эффективной системой охлаждения. Полуавтомат работает в двух режимах - MIG/MAG (26-200 А) и ММА (40-170 А). Модель идеально подходит для проведения сварочных работ на производстве, строительном объекте или в автомастерской.
FUBAG Сварочный полуавтомат IRMIG 200 SYN с горелкой FB 250 3 м
Высокопроизводительный полуавтомат FUBAG IRMIG 200 SYN обеспечивает отличное соединение всех видов сталей с минимальным разбрызгиванием металла.
• Цифровой дисплей с индикацией параметров сварки
• 3 режима сварки: MMA, MIG/MAG и TIG
• Синергетическое управление в режиме MIG
• Функция VRD в режиме MMA
• Защита от перегрева и перегрузок
• Сварочная горелка в комплекте (FB 250)
FUBAG INMIG 200 SYN LCD с горелкой
Сварочный полуавтомат FUBAG INMIG 200 SYN LCD оснащен многофункциональным LCD дисплеем для контроля основных параметров. Модель работает в трех режимах (MMA, MIG/MAG и TIG) и идеально подходит для сварки тонколистовых металлов. Для работы со съемными горелками агрегат оборудован евроразъемом.
• LCD дисплей для визуализации основных параметров
• Микропроцессорное управление работой аппарата
• 3 режима сварки: MMA / MIG/MAG / TIG
• Синергетическое управление в режиме MIG/MAG
• Функция VRD для безопасной работы
FUBAG Сварочный полуавтомат INMIG 250 T с горелкой FB 250 3 м
FUBAG INMIG 250 T – инверторный сварочный полуавтомат востребован на строительной площадке, в автосервисе и в частных мастерских. Прочный корпус аппарата защищает внутренние элементы устройства от различных механических и влажностных воздействий. Многоуровневая система защиты предохраняет аппарат от перегрева, скачков напряжения и чрезмерного тока.
• Цифровой дисплей для тонкой настройки
• 2 вида сварки: MMA и MIG/MAG
• Диапазон сварочного тока MIG/MAG – 50-250 А
• Сварка сплошной проволокой O до 1,6 мм
• Использование с катушкой O 300 мм
• Евроразъем для горелки
• Защита от перегрева
FUBAG Сварочный полуавтомат инвертор XMIG 500T DW PULSE + Подающий механизм + Горелка + Блок жидкостного охлаждения + Шланг-пакет 5 метров + Тележка XMIG
Промышленный импульсный инверторный полуавтомат с максимальным значением тока 500 А. Подходит для сварки широкого спектра металлов любой толщины и в любом положении.
• LCD панели на источнике и механизме подачи
• Типы сварки: MIG/MAG, TIG DC (LIFT), MMA
• Технология Root Control для сварки корневых швов
• Технология Heat Control для сварки тонких материалов
• Синергетический режим с 20-ю программами
• Режим импульсной сварки Pulse и двойного импульса Dual Pulse
• Сохранение до 10 настроек для быстрого использования
• Выносной механизм для работы на удалении
• Жидкостное охлаждение модулем COOL XMIG
• Тележка для компактного размещения в комплекте
FUBAG Сварочный полуавтомат INMIG 250 T с горелкой FB 250 3 м - НАКС
FUBAG INMIG 250 T – инверторный сварочный полуавтомат востребован на строительной площадке, в автосервисе и в частных мастерских. Прочный корпус аппарата защищает внутренние элементы устройства от различных механических и влажностных воздействий. Многоуровневая система защиты предохраняет аппарат от перегрева, скачков напряжения и чрезмерного тока. Сварочный аппарат сертифицирован НАКС.
FUBAG Тележка XMIG
Металлическая тележка для компактного размещения сварочного полуавтомата XMIG 500T DW PULSE, подающего механизма DRIVE XMIG DW PULSE и блока жидкостного охлаждения COOL XMIG. Конструкция предусматривает специальные крепления для надежного размещения аппаратов. Колеса тележки XMIG помогают легко перемещать сварочное оборудование внутри рабочего помещения.
FUBAG Подающий механизм DRIVE XMIG DW PULSE
Выносной 4-х роликовый механизм подачи проволоки обеспечивает комфортную работу на удалении от источника.
• LCD дисплей для контроля и удобства настройки
• Плавная регулировка значений
• Режим Root Control для корневых швов
• Режим Heat Control для сварки тонких деталей
• USB разъем для обновления ПО и сохранения программ
• Колеса и ручка для удобного перемещения
Сварочный аппарат работает но не варит | Советы сварщика
Современные полуавтоматы и инверторы давно вышли за рамки стандартных условий эксплуатации. Ряд моделей способен работать при пониженном напряжении в 130 В. Усовершенствованное оборудование функционирует в режимах наиболее эффективного распределения продолжительности нагрузки, то есть можно варить в течение полной рабочей смены. Расширенный температурный диапазон позволяет создавать металлоконструкции даже при -20 0С.
Тем не менее, и новейшие агрегаты иногда сбоят, подводя в самый неподходящий момент. В этой статье расскажем, почему сварочный аппарат работает, но не варит.
Основные причины отказов
В сравнении с предыдущими поколениями техники современные сварочные аппараты характеризуются более сложным устройством, требующим от пользователей определённых навыков обращения. В случае появления неполадок можно провести первичную самостоятельную диагностику и ремонт.
- Некорректная работа сварочной «начинки» (внутренние проблемы).
- Ошибки с настройками режимов (внешние ошибки).
Понятно, что у новичков чаще случаются помехи из второй группы, поэтому до того как обращаться в мастерскую или вскрывать сварочный инвертор самому, желательно проверить выбранные установки. Основные ошибки с настройками и способы их устранения производители приводят в инструкции.
Как устранить внешние неисправности
- Аппарат включён, но сварочный процесс вести невозможно.
- Дуга горит крайне нестабильно. Наблюдается повышенное разбрызгивание металла.
- В ходе образование шва происходит постоянное залипание электрода.
- После включения аппарат не реагирует на действия пользователя.
Сварочный аппарат включён, варить невозможно
Необходимо проверить целостность кабеля. Не исключена вероятность, что он повреждён. Кроме того, инвертор может не работать по причине отсутствия массы на свариваемой детали.
Проблемы с дугой
Ошибка возникает, если сварочный ток настроен неправильно. Параметр напрямую зависит от диаметра и типа электрода, также значение должно соответствовать скорости, с которой работает сварщик. Снижая скорость сваривания деталей, необходимо отрегулировать и ток на аппарате.
Появление залипания
- В процессе сварки понизилось напряжение.
- Ухудшился контакт электрода с поверхностью свариваемой детали в результате сильного окисления (в сварочную зону поступает кислород). В этом случае процесс необходимо остановить, дождаться охлаждения металла и зачистить зону от оксидной плёнки.
- Сечение кабеля не соответствует мощности сварочника (меньше необходимого).
- Выбраны провода слишком большой длины (более 30 м).
- Восстановить повреждённую изоляцию кабеля.
- Подтянуть ослабевшие контакты.
Электрод может залипать в результате возникновения замыкания в обмотках трансформатора или сварочных проводах, перегрузки электронной схемы, пробоя конденсаторного фильтра, вышедших из строя диодов.
Отсутствие реакции аппарата
Возможные неполадки могут быть связаны с падением сетевого напряжения. Кроме того, подобную проблему часто вызывает слишком слабый автомат в щитке, отключающий линию во время подключения оборудования. К аналогичной реакции приводит активация внутренней защиты инвертора после слишком длительной работы без перерыва. В этом случае необходимо сделать остановку на 20–30 минут, чтобы система остыла, после чего продолжить работать.
Как проявляются проблемы с напряжением
Ситуация, когда сварочный аппарат включается, но не варит, знакома многим. В процессе работы дуга либо гаснет, либо совсем не поджигается. Ошибка может возникнуть в результате просадки напряжения. Если вы работаете электродом с диаметром прутка 3 мм, в сети должно быть не менее 200 В, для Ø 2мм необходимо минимум 180 В. Сетевое напряжение может падать существенно ниже этих отметок.
Если проблемы с качеством электроэнергии постоянные, а работать необходимо по месту, можно купить генератор с функцией подключения сварочного аппарата.
Также в этой ситуации поможет стабилизатор напряжения с функцией выравнивания параметра при слишком низких значениях (от 140 В). Если просадки ещё ниже, устанавливают стабилизатор через повышающий трансформатор. Последнее устройство выводит напряжение на заданный уровень, а стабилизатор поддерживает рабочий диапазон. Только трансформатор ставить нельзя. В случае выхода сетевого напряжения на нормальные значения, прибор продолжит поднимать его к установленному диапазону. В результате напряжение может выйти за предельные 280 В, которые способна выдерживать бытовая техника, и потребители просто сгорят.
Причины самопроизвольного отключения оборудования
Если оборудование начало самопроизвольно отключаться, можно самостоятельно диагностировать сварочный аппарат. У большинства моделей предусмотрена функция автоматической защиты от критических ситуаций. Как только параметры выходят за номинальные, система блокируется с одновременным отключением вентилятора.
В таком случае следует проверить сетевое напряжение и убедиться в работоспособности предохранителей на обмотках сварочного трансформатора. Если в этой части всё в порядке, проверяют токовые обмотки. При обнаружении дефекта их либо перематывают, либо меняют на новые. Следом тестируют состояние выпрямителей диодов, неисправные элементы подлежат замене. Случается, что ломается фильтрующий конденсатор (дефектный также необходимо заменить).
При любых неполадках необходимо убедиться, что блок охлаждения сварочного оборудования работает исправно и внутренние пространство не перегревается.
Если аппарат долгое время находится под пиковыми нагрузками, охлаждающий блок перестаёт справляться. Для того чтобы вернуть технику в работу, необходимо сделать перерыв на 30–40 минут. Конструкция, которой обладают сварочные инверторы , предусматривает необходимость в перерывах во время работы. Например, непрерывно варить можно в течение 7–8 минут, после чего сварочнику дают «отдохнуть» 3–4 минуты.
К ремонту сварочного аппарата инверторного типа желательно приступать после изучения схемы и принципа работы оборудования.
Читайте также: