Особенности газовой сварки чугуна
Обновлено: 19.05.2024
Вы здесь: ГлавнаяMain Menu
Газовая сварка - Особенности газовой сварки чугуна
Газовая сварка чугуна широко применяется как сравнительно простой способ. Сварку выполняют с предварительным местным или общим подогревом. Скос кромок делают односторонний V-образный с углом разделки 90°. Присадочный материал применяют в виде чугунных стержней диаметром 4, 6, 8, 10, 12 мм и длиной 250. 450 мм. При сварке массивных деталей с предварительным подогревом применяют прутки марки А, а в остальных случаях - прутки марки Б (ГОСТ 2671-70). Флюс ФСЧ-1 (23% плавленой буры, 27% безводного углекислого натрия и 50% азотнокислого натрия) в порошкообразном виде периодически подсыпают в расплавленный металл шва. В процессе сварки пруток погружают во флюс и переносят его в сварочную ванну. Допускается также применять в качестве флюса только прокаленную буру. Удельная мощность пламени должна составлять 100. 120 л/ч. Пламя должно быть нейтральным или с небольшим избытком ацетилена. Можно производить сварку двумя горелками: одной подогревают сварочную ванну, второй производят сварку и расплавление присадочного прутка. После сварки необходимо обеспечить медленное охлаждение изделия. Для этого его покрывают асбестом или слоем песка. Рекомендуется произвести отжиг заваренных деталей и охлаждение вместе с печью. На практике применяют разработанную в НИИ автогенмашем сварку чугуна, сущность которой заключается в том, что свариваемые кромки изделия подогревают не до расплавления, а до 800. 850° С. В разделку кромок вводят флюс, а затем наплавляют металл. Присадочными стержнями служат прутки марки НЧ-1 или НЧ-2 (ГОСТ 2671-70), покрытые флюсом. Флюсы-пасты содержат 5% двуокиси титана, 10% азотнокислого калия, 12% фтористого натрия, 40% плавленой буры, 11% ферротитана, 15% углекислого лития, 7% железного порошка и 7 массовых частей керосина на 50 частей сухой смеси. Допускается применение флюса ФСЧ-1 при использовании прутков НЧ-1 и флюса ФСЧ-2 (18% буры, 25% кальцинированной соды, 56,5% натриевой селитры, 0,5% углекислого лития) при сварке прутками НЧ-2. Место сварки тщательно очищают, после чего изделия подвергают местному или общему подогреву до 300. 400°С восстановительным пламенем горелки. Свариваемые кромки покрывают слоем пасты и нагревают нормальным пламенем горелки до температуры 750. . 790° С. Паста плавится и покрывает тонким слоем поверхность кромок. Сварку ведут справа налево. После заварки сварное соединение подвергают медленному охлаждению. Шов получается плотным и хорошо поддается механической обработке. Применяют также низкотемпературную пайко-сварку латунными припоями. Кромки подготовляют механической обработкой и очищают от жировых пятен протиркой растворителем (бензин, ацетон и др.). После предварительного нагрева до 300. 400° С на кромки наносят флюс марки ФПСН-1, содержащий (по массе) 25% углекислого лития, 25% кальцинированной соды, 50% борной кислоты. Процесс пайкосварки ведут нормальным пламенем. Используют припои марки ЛОК-59-1-0,3 (ГОСТ 16130-72). Пламенем горелки расплавляют конец прутка припоя и заполняют разделку шва металлом припоя. После затвердевания металла производят проковку металла шва медным молотком.
Газовую сварку меди и ее сплавов рекомендуется производить одновременно двумя горелками: одна - для подогрева свариваемых кромок с удельной мощностью 150. 200 л/ч и вторая - для сварки с удельной мощностью 100 л/ч. Это вызвано тем, что медь обладает большой теплопроводностью и поэтому для сварки требуется пламя повышенной мощности. Для листов толщиной до 10 мм удельная мощность пламени должна быть равна 150 л/ч, а для листов толщиной свыше 10 мм - 200 л/ч. Для уменьшения отвода теплоты изделия закрывают листовым асбестом. Пламя должно быть нормальным. Избыток ацетилена вызывает появление пор и трещим, а окислительное пламя приводит к окислению металла шва. Мундштук горелки устанавливают под углом 80. 90°. Нагрев и плавку меди производят восстановительной зоной в месте максимальной температуры. Сварку производят быстро без перерывов, в один проход. Медь толщиной до 5 мм сваривают левым способом, а при больших толщинах - правым способом. В процессе сварки подогретый конец присадочного прутка периодически обмакивают во флюс и таким образом переносят налипший флюс в сварочную ванну. Для получения мелкозернистой структуры и уплотнения металла производят проковку шва. Металл толщиной до 5 мм проковывают в холодном состоянии, а при большей толщине - в горячем состоянии при температуре 200. 300° С. После проковки следует произвести отжиг с нагревом до 500. 550° С и охлаждением в воде. При этом шов получается более пластичным. Латунь при газовой сварке нормальным пламенем выделяет пары цинка, в результате чего шов получается пористым. Поэтому применяют пламя с избытком кислорода (до 30. 40%). Избыток кислорода окисляет часть цинка. Образующаяся на поверхности сварочной ванны окисная пленка защищает расплавленный металл от дальнейшего окисления. Свариваемые кромки зачищают до металлического блеска. Окислы удаляют травлением 10%-ным водным раствором азотной кислоты с последующей промывкой горячей водой и протиркой насухо. Удельная мощность пламени 100. 150 л/ч. Мундштук горелки устанавливают под углом 80. 90°, а присадочный пруток - под утлом 80° к мундштуку горелки. Чтобы не допустить интенсивного окисления, сварку производят быстро, без перерывов, в один проход. Расстояние ядра пламени от ванны должно быть 7. 10 мм. Латунь толщиной более 15 мм рекомендуется предварительно подогревать до 500. 550е С. После сварки шов проковывают. Если латунь содержит меди более 60%, проковку шва производят в холодном состоянии. Если же в латуни меди менее 60%, то швы проковывают при температуре 700° С. После проковки швы подвергают отжигу при температуре 600. 650° С с последующим медленным охлаждением. Получаются пластичные швы с мелкозернистой структурой. Бронза имеет различные примеси, которые при сварке легко выгорают, вследствие чего образуется пористый шов. Поэтому газовую сварку бронзы производят нормальным пламенем. Удельная мощность горелки 100. 150 л/ч. Свариваемые кромки подготавливают так же, как и при сварке меди. Сварку ведут возможно быстро, без перерывов, в один проход. Конец ядра пламени должен быть на расстоянии 7. 10 мм от поверхности сварочной ванны. Как и при сварке меди, допускается применение второй подогревающей горелки удельной мощностью 100 л/ч. После сварки сварное соединение нагревают до температуры 400. 450е С и затем охлаждают в воде. Газовая сварка алюминия и его сплавов дает хорошие результаты при правильном выборе режима сварки и применении флюсов. Листы толщиной до 3 мм сваривают с отбортовкой кромок на высоту примерно утроенной толщины листа. При толщине листов до 5 мм сварку прей изводят без скоса кромок с зазором 0,5 мм. Листы толщиной 5. 15 мм свариваются с односторонним, а при большей Толщине с двусторонним с косом кромок. Угол разделки составляет 60. 70°. Газовую сварку для нахлесточных соединений применять не следует, так как флюс, затекающий в зазор между листами, вызывает коррозию и разрушение шва. Кромки соединения и присадочную проволоку хорошо очищают от пленки окиси алюминия механическим или химическим способом Механическую очистку производят путем обезжиривания в щелочном растворе с последующей очисткой металлической щеткой. Сварку следует выполнять не позднее чем через 2 ч после очистки. Химическую очистку производят в следующей последовательности: кромки обезжиривают и протравливают в 5%-ном растворе каустической соды; затем соединяемые части промывают водой, насухо протирают тряпкой и просушивают. Сварку следует выполнять не позднее чем через 8 ч после очистки. Флюс наносят на свариваемые кромки и присадочную проволоку в виде пасты или насыпают в разделку шва в виде порошка. Флюсы хранят в герметически закрытых сосудах, так как они очень интенсивно поглощают влагу из воздуха. Сварку выполняют левым способом нормальным пламенем или с небольшим избытком ацетилена. Следует учесть, что большой избыток ацетилена способствует образованию пор в сварном шве. Большую опасность представляет избыток кислорода, который значительно затрудняет сварку, интенсивно окисляя алюминий; Угол наклона мундштука горелки в начале сварки устанавливают повышенный (70. 80°), а затем уменьшают до нормальной величины (30. 45°). Мощность сварочного пламени зависит от толщины металла: Толщина металла, мм . . 1 1,5. 2 3. 4 6. 8 Мощность горелки, л/ч, ацетилена ; . 75 150. ..300 300. 500 750. 1000 При сварке силуминов рекомендуется предварительно подогреть изделие до 200. 250° С, а после сварки произвести отжиг при температуре 300. 350° С с последующим медленным охлаждением. Швы на сварных соединениях из проката проковывают легкими ударами в холодном состоянии. Остатки флюса и шлака тщательно удаляют с помощью металлической щетки и промывкой горячей водой. Технология газовой резки Процесс газокислородной резки основан на свойстве металлов и их сплавов сгорать в струе технически чистого кислорода. Схема газокислородной резки представлена на рис. 106. Сущность процесса заключается в том, что металл вдоль линии разреза нагревается до температуры воспламенения его в кислороде, сжигается в струе кислорода, а образующиеся окислы выдуваются этой струей из месте разреза.
Особенности и проблемы сварки чугуна: как избежать трещин при остывании шва и добиться прочности соединения
Сварка чугунных сплавов делается несколькими методами. Каждый из них выбирается как баланс между стоимостью и сложностью работ и прочностью, которая требуется от шва. Это вызвано физическими особенностями чугунных материалов, которые резко отличаются от подавляющей части остальных сплавов и металлов.
Особенности сварки чугуна
Чугун – это железный сплав с большим содержанием углерода. Углерод придает стальным сплавам твердость, при содержании его свыше 2,14% получаемый сплав уже является чугуном. Поскольку углерод не является металлом, он не может образовать с железом кристаллических решеток и присутствует в виде вкраплений графита различных форм или входит с железом в химическую связь. Из-за графита чугун имеет пористую структуру, насыщается газами и впитывает масло.
При сварке чугуна проблемы начинаются сразу после образования шва. При остывании, особенно быстром, легко возникают трещины, вызванные закалкой и сильными напряжениями в металле. Образуется карбид железа (цементит), чугун “отбеливается”, получает высокую твердость и хрупкость. Поэтому после сварки необходимо поддерживать температуру 200-300°C, постепенно снижая ее, чтобы избежать образования цементита.
Помогает также введение никеля в материал шва. Он смешивается с железом в любых соотношениях. При этом не образуется карбидов и повышения твердости, что позволяет избежать трещин. Можно использовать для этих целей медь, но она не обеспечивает такой однородности шва, как никель.
Сравнительно невысокая температура плавления чугуна (от 1200 до 1250 градусов) приводит к его высокой текучести и ограничивает положения сварки – особенно сложно варить потолочные швы. Кроме того, повышено газообразование, которое продолжается даже при остывании шва.
Так называемый “горелый” чугун (бывший длительное время под действием высоких температур) сваривать невозможно из-за появления окислов кремния и углерода. Вообще чугунные детали предпочтительно менять и при использовании не допускать их разрушения.
Основные трудности при сварке чугуна:
- образование трещин при остывании шва;
- сильное повышение твердости в области шва;
- выделение газов создает пористость шва;
- текучесть ванны усложняет технологию.
Подготовка чугуна к сварке
Перед сваркой, особенно ответственных деталей, необходимо произвести подготовку металла. Для этого выполняется перечень работ:
- очистка от грязи и масла для всех видов сварки;
- разделка кромок для всех видов сварки;
- установка шпилек для холодной сварки (при повышенных требованиях к прочности);
- прогрев деталей для горячей сварки;
- формовка ванны для горячей сварки.
Особенно тщательно следует удалять масло, применяя растворители или отжиг горелкой.
При разделке кромок необходимо выпилить все трещины. Если будут устанавливаться шпильки, то разделку кромок следует выполнить под углом. В кромках засверливают отверстия, нарезают резьбу и завинчивают стальные шпильки, по крайней мере, на два-три “калибра” (отношение длины к диаметру). Внешние концы шпилек должны допускать их проварку между собой.
Подготовительный нагрев деталей при горячей сварке производят постепенно, на 100-150 градусов в час. Так же медленно выполняют и охлаждение, подогревая детали с уменьшением температуры.
Варианты сварки чугуна и их краткие характеристики
В зависимости от требований к прочности и характера повреждений чугунных деталей применяют один из нескольких способов сварки.
Горячая сварка
Горячую сварку применяют в тех случаях, когда необходимо получить высокую обрабатываемость шва и близость его состава и структуры к остальной массе чугуна. Свариваемые части подготавливают, как описано выше, и прогревают до температуры 700°C. При необходимости перед нагревом устраивают форму из материалов, применяемых в литейном деле. Это требуется для сквозных и краевых (отколотых) повреждений. Шлифованные поверхности и резьбы следует защитить глиной.
Горячую сварку применяют для изделий большой массы в тех случаях, когда требуется повышенная прочность. Тепло для ванны получают либо от электрической дуги, либо от газовой горелки. Горячая сварка отличается от других видов самым большим объемом ванны (до 0.5-1 дм. куб.). Это требует устанавливать заготовки только в нижнее положение.
Присадочный материал для горячей сварки – чугунные электроды увеличенного диаметра (от 8 мм и более) или порошковая проволока.
Полугорячая сварка
Полугорячая сварка чугуна производится аналогично описанной выше горячей, но температура предварительного подогрева здесь ниже, около 300-350°C. Это способствует понижению скорости остывания металла после сварки.
При полугорячей сварке меньше степень “отбеливания” чугуна по сравнению с горячим способом, что способствует и меньшей опасности возникновения трещин. Кроме того, требуется меньше энергии на подогрев деталей.
Полугорячую сварку делают малоуглеродистыми стальными электродами с легирующими добавками или автогеном, добавляя для присадки чугунный пруток.
Холодная сварка
Наиболее часто для небольших повреждений применяется холодная сварка. Слово “холодная” здесь означает то, что предварительный подогрев свариваемых частей не производится. Это значительно упрощает процесс, хотя и не позволяет получить качества шва, достижимого при горячем способе. Но для мелких дефектов на ненагруженных деталях – корпусах механизмов, крышках и т. д. – данный способ вполне оправдан.
Для деталей, несущих нагрузку, можно применить усиление шпильками из стали, которые завариваются с внешней стороны и затем закрываются верхним швом. При холодной сварке стремятся как можно меньше нагревать металл и применяют стальные электроды небольшой толщины (3-5 мм). Для снижения нагрева применяют постоянный ток, а электрод подключают к плюсу аппарата (обратная полярность). Материал электродов должен содержать как можно меньше углерода. Но и без этого в шве образуется тонкий слой белого чугуна. Избавиться от него не помогает даже продолжительный отжиг.
Хорошие результаты дает применение никеля или монель-металла (никель 70%, медь 20%) в сварочных электродах, но этот способ дорог. Его следует применять в тех случаях, когда требуется последующее точение, шлифование или фрезерование детали. Но необходимо учесть, что механическая прочность “никелированного” чугуна снижается.
Основные способы сварки чугуна
Серый чугун можно варить несколькими способами. Чаще всего это дуговая сварка стальными или специальными электродами. Эти способы относятся к холодному методу сварки.
Ручная дуговая сварка плавящимися электродами
Самые мелкие повреждения чугунных деталей можно заварить обычными стальными электродами 3 мм с тонкой обмазкой. Перед сваркой очищают швы и выпиливают или вырубают трещины. Сварка ведется небольшим током 80-120 ампер.
| Повреждения | Электроды | Дополнительно |
| Мелкие | Стальные | Поковка шва молотком |
| Средние | Медные | |
| Крупные | Медные и никелевые | Усиление шпильками |
Если требуется повысить качество шва при дуговом способе, то вместо трансформатора берется инвертор, так как он позволяет работать на постоянном токе. Это дает кое-какие дополнительные возможности, указанные в таблице ниже.
| Полярность | Деталь | Электрод | Особенности |
| Прямая | Плюс | Минус | Увеличение нагрева детали. Небольшой расход электродов |
| Обратная | Минус | Плюс | Умеренный нагрев детали. Большой расход электродов |
Причина такой разницы в физике процесса: положительный электрод сильно бомбардируется тяжелыми отрицательными ионами, что дает дополнительную энергию в общем балансе выделения тепла. Разница в температуре может достигать 700°C. В общем, за возможность избегать перегрева чугуна при электродуговой сварке приходится платить некоторую цену: тратить лишние электроды.
Применение трансформатора лишает сварщика возможности прогревать электроды разными способами, так как при переменном токе этой разницы нет – тепла выделяется поровну на каждом конце дуги. Кроме того, снижается стабильность дуги – на переменном токе она горит не все время.
Для уменьшения перегрева шва применяют движение электрода зигзагом или по кругу, как удобнее сварщику. Тепло при этом распределяется равномернее. Также полезно делить большие швы на меньшие участки, а в промежутках между выполнением участков давать остыть металлу до 80-50°C.
Чтобы повысить качество шва на чугуне, применяют электроды с добавлением меди, никеля или монель-металла (сплав меди с никелем). Наиболее простой и дешевый вариант: стальную проволоку Св-08 (Св-08А) обматывают медной проволокой и окунают в раствор силиката натрия (жидкое стекло). После высыхания обмазки можно варить.
Газовая сварка
Газ или электричество для сварки – это лишь способ нагрева, подвода энергии к сварочной ванне. Но из-за разницы в физике и химии этих процессов могут появиться технологические отличия. При сварке чугуна газом можно использовать ацетилен или пропан-бутановую смесь, но оба варианта с кислородом. Вместо электрода используется присадочная проволока из никеля или чугунный пруток. Чтобы избежать окисления, можно использовать обмазку присадочного материала флюсами (на основе буры), но часто бывает достаточно использовать прогрев металла восстановительной частью факела горелки.
Горелкой следует постепенно прогревать место вокруг сварки. Определить подходящую температуру в области шва (200-350°C) поможет только опыт сварщика. Добившись ее, производят сварку участка. Затем постепенно отводят горелку, избегая резкого остывания. Разумеется, газа тут расходуется заметно больше, чем при сварке стали, но это при газосварке чугуна неизбежно, иначе пойдут трещины.
Аргонодуговая
Аргонодуговая сварка чугуна возможна, но это слишком дорогой вариант, не дающий никаких особенных преимуществ перед другими видами сварки. Чугун не нуждается в такой тщательной защите от окисления, как, например, алюминий. Если все же приходится варить чугун аргоном, то здесь следует соблюдать те же правила:
- избегать перегрева металла;
- постепенно прогревать место шва;
- постепенно охлаждать после сварки.
Все это приводит к большому расходу аргона. Поэтому для подогрева лучше использовать другие методы. Обычно это та же ацетиленовая горелка, что лишает смысла вообще варить аргоном. При сварке аргоном обычно используют неплавящиеся электроды или полуавтомат. В последнем случае его потребуется зарядить нужным типом проволоки, например, никелевой.
Иные варианты
Из прочих вариантов можно дополнить раздел о горячей сварке. Этот способ требует самого большого расхода энергии и подготовки форм для сварочной ванны большого объема. После очистки места для шва вокруг этого места (и при необходимости) снизу делают перегородки из огнеупорной глины. Для форм также используют графитовые пластины. Снаружи форма защищается коробкой из листового железа: это гарантирует, что ванна не разольется. Для предварительного нагрева и медленного охлаждения деталей используют печи (в старые времена для больших деталей использовали костер).
При холодной сварке больших деталей металл разделывается под углом 90 градусов, а в разделочные фаски вворачивают шпильки небольшой длины из малоуглеродистой стали. Верхние концы шпилек обеих половин шва обваривают между собой также сталью с малым содержанием углерода. Они придают шву значительную прочность. Сверху шов заваривают медным или медно-никелевым сплавом.
Соединение чугунных заготовок полуавтоматическим сварочным аппаратом: горячий и холодный способы
Чугун, несмотря на его условную хрупкость, остается одним из самых востребованных конструкционных металлов. Этому способствует твердость материала, стойкость к знакопеременным и усталостным нагрузкам, высокая теплоемкость.
Особенности технической оснастки процесса полуавтоматической сварки чугуна
Сварка чугуна затруднена ввиду склонности металла к появлению дефектов и снижению эксплуатационных характеристик под воздействием высоких температур.
Для соединения чугунных заготовок и устранения неисправностей в готовых изделиях (трещины, сколы и т. п.) чаще всего используется простой и быстрый способ полуавтоматической сварки, требующий, однако, наличия особого оборудования. Допустимы MIG- и MAG-технологии, которые предполагают подачу инертного и активного газов соответственно.
Основное оборудование
Для полуавтоматической сварки используются специализированные электромеханические аппараты, которые обеспечивают непрерывную подачу плавящегося электрода к сварочной ванне, а также защиту шва от вредоносного воздействия атмосферного воздуха с помощью флюса или газа. Простые «полуавтоматы» имеют однокорпусную конструкцию, когда в едином модуле объединяются:
- источник сварочного тока;
- двигатель, редуктор и пассивные узлы подачи проволоки;
- система нагнетания защитного газа;
- система управления работой прибора.
Внешние элементы такого аппарата включают первичные и вторичные кабели, газовый баллон с понижающим давление узлом и нагнетательным рукавом, горелку.
При больших объемах производства, а также выполнении сложных сварочных работ целесообразно использование модульных полуавтоматических аппаратов. Их подающий механизм и газовая система расположены в обособленном корпусе, а источник сварочного тока с управляющим блоком – в основном модуле. Если устройство рассчитано на интенсивное использование, горелка может дополняться системой принудительного жидкостного охлаждения.
В зависимости от устройства цепей первичного питания различают однофазные и трехфазные «полуавтоматы». Первые привлекают компактностью и удобством подключения к сети, так как работают от переменного тока напряжением 220 В. Вторые используются в промышленных циклах, для их питания используется 380-вольтная сеть. Не менее важным фактором является тип механизма, подающего проволоку. Он может быть:
- толкающим – расположен внутри корпуса аппарата, проталкивает сварочную проволоку в рукав, что в ряде случаев (например, при использовании тонкого или чрезмерно мягкого материала) может привести к ее замятию;
- тянущим – расположен внутри рукояти горелки, затягивает проволоку, обеспечивая ее равномерную подачу, иногда может привести к нежелательному истончению материала;
- комбинированным – имеет как толкающий, так и тянущий узлы, действующие синхронно, отличается стабильной и бесперебойной работой.
При длине рукава менее 4 метров обычно используются подающие механизмы с одной парой поддерживающих роликов, более 4 метров – с двумя парами. Если длина рукава превышает 8 метров, единственным возможным механизмом подачи становится комбинированный с двумя парами роликов.
Дополнительное оборудование
Помимо полуавтоматического аппарата, для сварки чугуна понадобятся стандартные инструменты и материалы для подготовки поверхностей и индивидуальной защиты. К ним относятся:
При сварке с газовой защитой шва понадобится баллон с углекислотой, аргоном, гелием или смесью газов. В ряде случаев (например, при заваривании трещин в чугунных картерах) для предварительной обработки заготовок может использоваться ручная дрель со сверлами по металлу и другие электроинструменты.
Присадочная проволока
Полуавтоматическую сварку чугуна осуществляют с помощью плавящегося электрода проволочного типа. Применение электродов по стали недопустимо, так как в любом случае это приведет к растрескиванию шва при застывании. Выбор марки присадочной проволоки по чугуну зависит от режима сварки:
- сварка без прогрева (холодная) – ПП АНЧ-1;
- сварка с прогревом до 350℃ (полугорячая) – ПП АНЧ-2;
- сварка с прогревом до 600℃ (горячая) – ПП АНЧ-3.
Аббревиатура «ПП» в маркировке проволоки указывает на ее порошковый тип. Это значит, что в материале содержатся необходимые присадочные элементы (Fe, Ni, Cu, Si и др.), обеспечивающие необходимую прочность и стабильность шва.

Примерная стоимость порошковой проволоки на Яндекс.маркет
Технология сварки чугуна полуавтоматом
При выборе режима сварки чугуна важно учитывать ряд его физико-химических особенностей, затрудняющих работу с материалом классическими методами. В первую очередь, к ним относятся:
- низкая температура плавления металла;
- изменение структуры вещества под действием высоких температур («отбеливание»);
- высокая жидкотекучесть чугуна, увеличивающая риски прожогов и деформаций заготовок;
- появление пор в материале под воздействием атмосферного кислорода.
Это обусловило необходимость применения щадящих режимов сварки с постоянной защитой шва активными или инертными газовыми средами. Широкое распространение получили холодная и горячая технологии полуавтоматической сварки чугуна.
Холодный способ
Холодная технология используется преимущественно в бытовых условиях для создания швов, не воспринимающих прямые механические нагрузки. Она проще и дешевле, однако, не обеспечивает достаточно качественного соединения заготовок. Алгоритм действий включает следующее:
- , кромкование в случае необходимости.
- Закрепление заготовок на опорной поверхности с зазором в 1,5-2 мм.
- Установка полуавтоматического СА в режим низкого постоянного тока с обратной полярностью.
- Обеспечение подачи защитного газа в зону сварки и поджигание дуги.
- Проварка шва углом вперед (уклон составляет 50-60°, чего достаточно для визуального контроля).
- Обрыв дуги и прекращение подачи защитного газа (через 15-30 секунд).
- Очистка шва от шлаков и механическая обработка.
В отличие от MIG- и MAG-сварки стали, работа с чугуном не требует колебательных и поперечных движений электрода.
Кроме того, холодная технология допускает наложение однослойного шва на стыки деталей толщиной до 4 мм.
Горячий способ
Наилучшее качество шва по чугуну обеспечивает горячий способ полуавтоматической сварки, который массово применяется в условиях ремонтных мастерских, а иногда и промышленных комплексов. Он требует выполнения такой последовательности действий:
- Обработка стыка, кромкование в случае необходимости.
- Подготовка опорной поверхности, установка на нее графитовой подкладки.
- Прогрев заготовок в печи до температуры около 600℃.
- Быстрое закрепление заготовок на подкладке и скорейшее начало сварки низким постоянным током с обратной полярностью в защитной газовой среде.
- Проварка шва углом вперед (уклон составляет 50-60°, чего достаточно для визуального контроля).
- Повторная проварка шва (в зависимости от толщины металла наносится от 2 до 5 слоев), во время которой допустим метод поперечного ведения электрода.
- Обрыв дуги и прекращение подачи защитного газа (через 15-30 секунд).
- Очистка шва от шлаков, обеспечение медленного снижения температуры детали под слоем асбеста, древесного угля или другого негорючего материала.
- Окончательная очистка и механическая обработка шва.
Важно помнить, что скорость полуавтоматической сварки значительно выше, чем ручной. Если вы раньше не работали с «полуавтоматом», потренируйтесь на чугунном ломе, прежде чем приступать к сварке ответственных соединений.
Как правильно варить чугун разными видами сварки
Чугун представляет собой сплав железа с углеродом, с содержанием последнего больше 2%. Из-за низкой по сравнению со сталью температуры плавления (1200 – 1250 оС) он быстро переходит из расплавленного состояния в твёрдое. При этом в шве образуются поры по причине интенсивного выделения газов из сварочной ванны, продолжающегося и на стадии кристаллизации. Чтобы правильно определить, как варить чугун, необходимо учитывать следующие особенности:
- ускоренное охлаждение ведет к образованию отбеленной прослойки (цементита) в зоне около шва и создает трудности его дальнейшей механической обработки;
- его высокая при неравномерном нагреве или охлаждении вызывает появление трещин в процессе сварочных работ;
- высокая текучесть чугуна в жидком состоянии вызывает необходимость использования подформовки;
- сильное образование газов в жидкой ванне вызывает пористость сварных швов.
Как заварить чугун
Соединение чугунных деталей выполняют газовой, термитной, литейной, электрошлаковой, дуговой сваркой, а также пайкой. Сварочные работы выполняют без подогрева (холодная сварка металла), с местным или с общим подогревом изделия.

Заформовка детали
Технология процесса включает в себя механическую обработку под сварку, формовку свариваемых деталей, предварительный подогрев, собственно сварочные работы и последующее медленное охлаждение.
Подготовка дефектного места под сварку заключается в его тщательной очистке и в разделке свариваемых кромок.
Устранение сквозных трещин или заварка дефектов на краю деталей выполнятся с применением графитовые форм, предотвращающих вытекание расплавленного металла из сварочной ванны. Формы делают из графитовых пластинок, соединяемых формовочной массой, в состав которой входит кварцевый песок, замешанный на жидком стекле.
Дуговая сварка чугунным электродом выполняется с применением литых стержней диаметром 8 — 12 мм, на которые наносятся специальные графитизирующие покрытия. В состав покрытия входит ферросилиций, термит, графит, мрамор, алюминий (порошок), жидкое стекло и титановая руда. Чугунные отливки и детали нагревают до 300 — 700 оС. Сварочные работы выполняется чугунными электродами либо порошковой проволокой с присадкой керамического стержня. Подогрев выполняется в специальных печах требуется для того, чтобы по окончании сварки охлаждение всего изделия происходило равномерно и не образовывались трещины.
Горячая сварка чугуна выполняется при большой силе сварочного тока без перерывов до конца заварки дефекта. Например, для сварки электродом диаметра 8 мм требуется ток в 600 А, при диаметре 12 мм — ток в 1000 А. Работы производят при постоянном токе обратной полярности.
Дуговая сварка чугуна угольным электродом выполняется угольным или графитовым стержнями. В качестве присадочного материала используются прутки чугуна, а для раскисления и защиты ванны применяют флюс, состоящий из растертой в порошок и прокаленной при 400 оС технической безводной буры. Возможно применение смеси, состоящей из 23% технической буры, 50% азотнокислого натрия и 27% соды. Сварка угольными электродами диаметром 8 — 20 мм проводится при постоянном токе прямой полярности величиной 280 — 600 А с применением преобразователей ПСМ — 1000, выпрямителей ВАМ — 1601, трансформаторов ТДФ — 1601.
В процессе сварочных работ требуется непрерывное поддерживание значительного объёма жидкого металла в сварочной ванне и его тщательное перемешивание. Чтобы заваренные детали медленно охлаждались, их следует засыпать мелким древесным углём либо сухим песком.
Холодный метод проведения сварочных работ
Этот вид сварки чугуна применяется чаще. Подготовка дефектных мест заключается в зачистке, фрезеровании, сверлении и других слесарных работах до получения чистой поверхности металла. Дефекты, расположенные друг от друга дальше 20 мм, высверливают ли вырубают порознь, при более близком расположении — вырубают дефектный участок полностью.

Постановка шпилек для упрочнения шва
На практике применяют несколько вариантов холодной сварки: медно-железными, медно-никелевыми, никелевыми, железо-никелевыми, стальными и другими электродами.
Применяя медно-никелевые и медно-стальные электроды, можно получить наплавленный металл, хорошо поддающийся обработке. Наплавку образуют однослойной или многослойной укладкой валиков.
Сварка стальными электродами выполняется следующим образом. С целью образования прочного слоя наплавленного металла в чугунное изделие вставляют шпильки, которые затем обваривают. Таким способом пользуются при ремонте громоздких и тяжелых чугунных деталей. При таком методе металл шва содержит повышенное количество углерода, что повышает его твердость и способствует образованию холодных и кристаллизационных трещин. Для снижения этой твердости применяют два способа:
1. Содержание углерода снижают за счет уменьшения глубины проплавления основного металла либо процесс соединения металла выполняют по слою окислительного флюса, с содержанием до 30% окалины, выполняющего функцию окислителя углерода.
2. Получают структуру металла шва и его химический состав, близкие к структуре серого чугуна, что достигается путем нанесения на стальной стержень толстого слоя графитизирующего покрытия, в состав которого входит 30% графита и 30% ферросилиция. Стальные электроды широко применяют при ремонте небольших неответственных чугунных изделий, не требующих после сварки никакой обработки.

Зона холодной сварки
Медно-железные электроды применяются при заварке отдельных дефектов либо небольших несплошностей, из-за которых возникают течи на отливках ответственного назначения, работающих под давлением. Наплавленный металл от этих электродов отлично обрабатывается. Сварное соединение представляет из себя механическую смесь железоуглеродистого сплава и меди, соединенных с основным металлом общими стальными кристаллами, а также путем частичного внедрения меди в микропоры чугуна.
Медно-никелевые электроды применяют в основном при заварке литейных дефектов на рабочих поверхностях, на которых недопустимо местное повышение твёрдости.
Железно-никелевые электроды используются при заварке отдельных небольших дефектов на ответственных поверхностях отливок из серого или высокопрочного чугуна.
Никелевые электроды марки применяются при исправлении небольших дефектов в ответственных изделиях.

Многослойное строение пи проведении сварочных работ
Дуговая сварка с применением электродов из аустенитного чугуна, покрытых токоподводящим слоем и предназначенных для заварки литьевых дефектов и ремонтной сварки. Сварочные работы ведут постоянным током прямой полярности. Токопроводящий слой электродов обладает хорошей электропроводностью, поэтому дуга горит между металлическим стержнем и изделием, а также между изделием и покрытием попеременно.
Газовая сварка чугуна применяется редко и ограничивается ремонтными работами (заварка литейных раковин, наплавка изношенных поверхностей, устранение внешних дефектов). Лучший результат дает сварка с использованием ацетилено-кислородной смеси, поэтому другие горючие смеси для сварки чугуна практически не применяются. Сварку выполняют с предварительным подогревом, общим и местным.
Для общего нагрева пользуются муфельными печами, индукционными нагревателям, горнами, способными выполнить нагрев небольших деталей до 300 — 400°С, и крупных до 600 — 700°С. Для местного подогрева применяют газовые горелки или паяльные ламп. Из-за большой текучести чугуна сварку выполняют исключительно для нижних положений шва. Сварочная ванна защищается флюсами, подаваемыми вручную.

Выбор оборудования для аргонно дуговой сварки зависит от того, как тип сваривания был выбран.
Качественно нарезать металл вам поможет газовая сварка. Подробнее о процессе читайте в этой статье.
Механизированные способы сварки и чем можно заварить чугун
Электросварка чугуна (электрошлаковая сварка) обеспечивает удовлетворительные свойства шва сварного соединения. При этом способе в качестве электродов применяют литые чугунные пластины. При правильном подборе электродов и применении фторидных неокислительных и обессеривающих флюсов, а также замедленном остывании шва и околошовной зоны, характерном только для электрошлаковой сварки, возможно получить сварные швы без трещин, отбеленных участков, пор и других дефектов, определяющих качество сварного соединения.
Можно ли заварить чугун в среде защитных газов?
Очень широко применяется метод дуговой сварки в углекислом газе, так как позволяет получить небольшой провар основного металла. Показатели сварных соединений и состав металла шва зависят от техники и режима сварки, размеров изделий, состава электродной проволоки. Пользуясь различными режимами и приемами сварки, можно получить наплавленный металл с необходимой структурой. Наилучшие результаты получаются при использовании проволоки 09Г2СА диаметром 1 мм со значением силы тока не больше 100 — 120 А, напряжения дуги 18 — 21 В, скорости сварки до 12 м/ч. Этим способом можно соединить сантехнические трубы из серого чугуна, отремонтировать автомобильные и тракторные детали, не требующие дальнейшей механической обработки, сварить высокопрочный и чугун со сталью.
Можно ли варить чугун полуавтоматом?
В авто мастерских клиенту без проблем могут заварить чугунный блок полуавтоматом. Сварка чугуна полуавтоматом в домашних условиях, выполняется с использованием порошковой проволоки и дает довольно хорошие результаты.
Технологические особенности сварки сталей, чугунов и цветных металлов
1. Сварка углеродистых и легированных сталей
Низкоуглеродистые и низколегированные стали обладают хорошей свариваемостью и соединяются большинством способов сварки без особых трудностей.
Углеродистые и легированные стали, с содержанием углерода более 0,3% при типовых режимах сварки, претерпевают закалку в з. т. в. (вероятность образования трещин).
Для обеспечения хорошей свариваемости при дуговой сварке этих сталей рекомендуются следующие технологические мероприятия:
- предварительный и последующий подогрев заготовок до температуры 100 – 300 о С в целях замедленного охлаждения и исключения закалки з. т. в.
- прокалка электродов, флюсов при температуре 400 – 450 о С в течение 3 часов и осушение защитных для предупреждения попадания водорода в металл сварного соединения;
- низкий или высокий отпуск сварных соединений сразу после окончания сварки в целях повышения пластичности закалочных структур и выделения водорода.
2. Сварка высоколегированных коррозионностойких сталей
Коррозионная стойкость стали обеспечивается содержанием более 12% Сr, а содержание 8% Ni стабилизирует аустенитную структуру и сохраняет её при нормальных температурах (сталь 10Х18Н9Т и др.). при сварке этих сталей на режимах, обуславливающих продолжительное пребывание металла в области температур 500 – 800 о С, возможна потеря коррозионной стойкости металлом и з. т. в. Причиной этого является образования карбидов хрома на границах зёрен и обеднение приграничных участков зёрен хромом. В результате металл сварного соединения становится склонным к так называемой межкристаллитной коррозии рис. 1.

Рис. 1. Межкристаллитная коррозия стали
При дуговой сварке для предупреждения межкристаллитной коррозии сварных соединений рекомендуется:
- сварка на малых погонных энергиях (q/v, Дж/см) с применением теплоотводящих медных подкладок;
- термическая обработка после сварки – нагрев до Т = 1100 о С и закалка в воде.
При нагреве происходит растворение карбидов, а закалка фиксирует чисто аустенитную структуру.
При дуговой сварке аустенитных сталей возможно образование в сварных швах горячих трещин. Для предупреждения их рекомендуется вводить в сварочные материалы (электроды, проволоку) легирующие элементы Si, Al, Mo, Mn и другие способствующие измельчению зерна, и снижать содержание вредных примесей. Аустенитные стали, хорошо, свариваются контактной сваркой.
Для обеспечения герметичности тройников, которые ранее производились из двух труб с фасонными вырезами и сваркой встык, была внедрена в производство новая технология – холодная вытяжка кромки фасонного отверстия основной трубы тройника. К образующейся после вытяжки цилиндрической отбортовки приваривается боковая труба на станке контактной сварки. Таким образом, было получено изделие по принципиально новой технологии с герметичным сварным швом (рис. 2).


Рис. 2. Контактная сварка нержавеющей стали
3. Сварка чугуна
Чугун относится к категории плохо сваривающихся сплавов. Его сваривают при исправлении дефектов в отливках и ремонте деталей. Дуговая сварка чугуна чугунными электродами и с покрытиями не обеспечивает хорошего качества сварных соединений. Металл шва получает структуру белого чугуна, а зона термического влияния закаливается.
Горячую сварку чугуна выполняют с предварительным подогревом свариваемых деталей до температуры 400 – 700 о С. Сваривают чугунными электродами (диаметром 8 – 25 мм) со стабилизирующей или специальной обмазкой. Сваренные детали охлаждают вместе с печью. Однако горячая сварка – дорогой и трудоёмкий процесс. Её применяют для ремонта уникальных деталей. Горячую сварку также выполняют науглероживающим газовым пламенем с флюсом на основе буры (Na2B4О7).
При холодной сварке чугун сваривают без подогрева стальными, медножелезными, медноникелевыми электродами и электродами из аустенитного чугуна. Стальные электроды применяют со стабилизирующей или качественной обмазкой. Стальные электроды не исключают отбел и закалочных структур, но они просты и обеспечивают мягкий хорошо обрабатываемый шов. Наибольшее применение имеют медно-железные электроды, как более дешёвые и обеспечивающие достаточную прочность металла шва. На рис. 3.изображён рабочий момент сварки чугуна.

Рис. 3. Холодная сварка чугуна медно-железным электродом
Сварка медно-железными электродами обеспечивает достаточные пластичность и плотность шва; ее широко применяют для заварки трещин в блоках цилиндров. Наиболее широко используемые электроды — ОЗЧ-1 и МНЧ-1. Электрод состоит из медного стержня и основного покрытия, в состав которого входит 50 % железного порошка. При сварке используют постоянный ток обратной полярности. Сварку ведут участками длиной 30…50 мм с тщательной проковкой каждого слоя.
4. Сварка меди и её сплавов
На свариваемость меди большое влияние оказывает содержащиеся в ней вредные примеси (О2, Н2, Вi, Рb и др.). Кислород, находящийся в меди в виде оксида Сu2О, является одной из причин образования горячих трещин в сварных швах. Выделение водорода при затвердевании сварочной ванны
может привести к образованию газовой пористости (водородная хрупкость). Она может привести к образованию трещин в твёрдом металле в процессе охлаждения.
Для предотвращения указанных дефектов при дуговой сварке меди рекомендуются:
- сварка в атмосфере защитных газов;
- применение сварочной и присадочной проволок, содержащих сильные раскислители (титан, цирконий, бор, фосфор, кремний и др.).
Поскольку медь обладает, высокой теплопроводностью сварку её, выполняют на повышенной погонной энергии, с предварительным подогревом до 300 о С. Сварку выполняют с флюсом на основе буры.
Основная трудность при сварке латуней – испарения цинка. В результате снижается прочность и коррозионная стойкость латунных швов. Пары цинка ядовиты. При сварке в защитных газах преимущественно применяют сварку неплавящимся вольфрамовым электродом (рис. 4, рис. 5, рис. 6), так как при этом меньше испаряется цинк. Латунь обладает меньшей теплопроводностью, чем медь, поэтому для металла толщиной свыше 12 мм необходим подогрев до Т = 150 о С.
Для сварки бронзы применяют те же способы и технологию, что и для сварки меди, за исключением оловянных бронз. Их сваривают с большой скоростью и без подогрева, так как в противном случае возможно вплавление легкоплавкой составляющей – олова.
Латуни и бронзы имеют высокое удельное электросопротивление, чем медь, и они достаточно хорошо свариваются контактной сваркой.
Медь контактной сваркой не сваривается.

Рис. 4. Сварка медных труб

Рис. 5. Сварка вольфрамовым электродом
Сварку меди неплавящимся вольфрамовым электродом осуществляют на постоянном токе прямой полярности; используют электрод из лантанированного вольфрама, который обладает удовлетворительной устойчивостью в защитных газах, в том числе, и в азоте особой чистоты. При сварке электрод располагают строго в плоскости стыка, наклон электрода 60—80 о «углом назад». При сварке меди толщиной более 4—5 мм рекомендуется, подогрев до 300—400 0 С.

Рис. 6. Сварка в защитном газе (аргон)
5. Сварка алюминия и его сплавов
(рис. 7, рис. 8). Трудности при сварке алюминия и его сплавов обусловлены образованием тонкой прочной и тугоплавкой поверхностной плёнки оксида Al2O3, плавящегося при температуре 2050 о С; склонностью к образованию газовой пористости; склонностью к образованию горячих трещин.
Плёнка оксида. Для разрушения и удаления плёнки и защиты металла от повторного окисления при сварке используют специальные флюсы или ведут сварку в атмосфере инертных газов. Сварку ведут плавящимся электродом на постоянном токе обратной полярности или сваривают неплавящимся электродом на переменном токе с использованием специальных источников тока.
Причиной газовой пористости в сварных швах алюминия является водород. Для предупреждения пористости необходима тщательная механическая очистка свариваемой поверхности заготовок и сварочной проволоки или химическая очистка (например, раствором NaОН).
Образования горячих трещин в алюминии и некоторых его сплавов связано с крупнокристаллитной макроструктурой в сварных швах. Склонность к трещинам увеличивается при наличии небольшого количества Si (до 0,5%). Борьба с горячими трещинами ведётся металлургическим путём. В шов через проволоку вводят железо, нейтрализующий вредное влияние кремния, и модификаторы Zr, Ti, и В, способствующие измельчению кристаллов в шве.
Наиболее трудно свариваются термически упрочняемые сплавы системы – дуралюмины. Относительно хорошо свариваются термически не упрочняемые сплавы системы АМц, АМг.
Алюминий и его сплавы также сваривают плазменной и электрошлаковой сваркой; они достаточно хорошо свариваются контактной сваркой. Учитывая высокую теплопроводность и электропроводность алюминия, для его сварки необходимо применять большие силы тока.


Рис. 7. Аргонная сварка алюминиевых сплавов

Рис. 8. Установка для автоматической аргонодуговой сварки продольных и кольцевых швов обечаек из алюминиевых сплавов
Материалы и сварочная проволока. Спектр алюминиевых сплавов сегодня весьма широк. Что касается алюминиевой проволоки, общим требованием является ее своевременное использование. Хранение при вскрытой упаковке должно быть сведено к минимуму: быстрое окисление поверхности ведет к ухудшению качества проволоки. Особенно сильно вредит проволоке высокая влажность воздуха. Место будущего сварного шва должно быть тщательно очищено от жирных, масляных и других загрязнений. Это должно быть сделано непосредственно перед сваркой. За очень короткое время алюминий покрывается слоем оксида алюминия (Al2O3). Этот оксидный слой удаляется посредством очищающего эффекта сварки (при положительной поляризации).
Защитные газы для сварки. Алюминиевые материалы должны свариваться в среде защитных инертных газов. В основном для этого применяется аргон. Но предпочтительнее использовать газовую смесь аргона и гелия. Более высокий показатель теплопроводности гелия определяет соответственно и более высокую температуру сварочной ванны, что оказывается преимуществом при сварке толстых металлических листов. Применение смеси защитных газов способствует более полному газовыделению – образование пор уменьшается.
6. Сварка тугоплавких металлов и сплавов
Трудности при сварке тугоплавких металлов Ti, Zr, Mo, Ni других связаны с тем, что они при нагреве интенсивно поглощают газы – кислород, водород и азот. При этом даже незначительное содержание газов приводит к резкому снижению пластических свойств этих металлов.
Титан и его сплавы сваривают в защитной атмосфере аргона высшего сорта. При этом дополнительно защищают струями 1 и 2 аргона корень шва и ещё не остывший до температуры 350 о С участок 3 (рис. 9, рис. 10). Перед сваркой проволоку, и основной металл дегазируют путём отжига в вакууме. Ответственные узлы сваривают в камерах с контролируемой аргонной атмосферой, в том числе и обитаемых, в которых сварщики работают в скафандрах (рис. 11).
Для сварки титана и его сплавов также применяют плазменную и электронно-лучевую сварку.
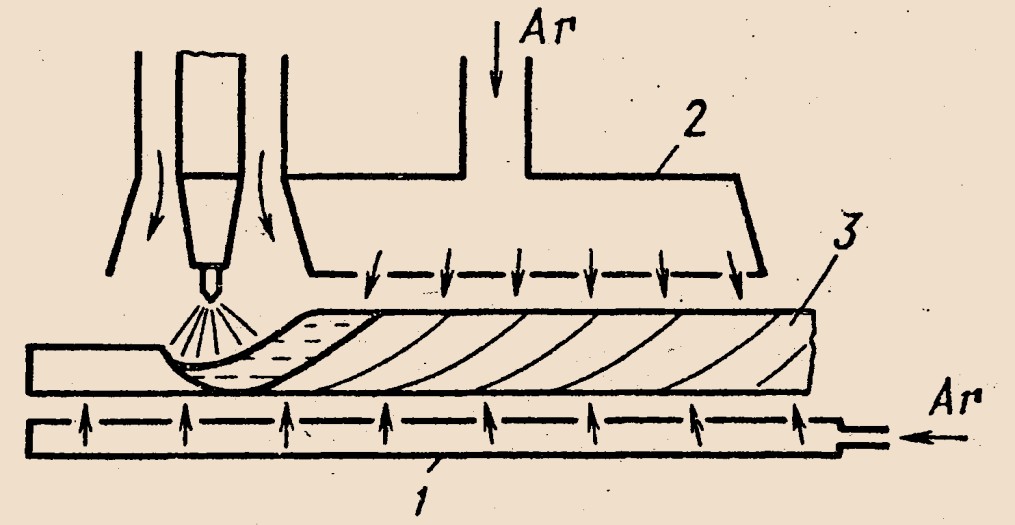
Рис. 9. Горелка с удлинённой насадкой для аргонодуговой сварки
Читайте также:
- Как увеличить мощность сварочного аппарата
- Козырек над гаражными воротами своими руками без сварки
- Методика расчета выделений загрязняющих веществ при сварочных работах 2015
- При контактной электрической сварке обязательно ли пластическое деформирование свариваемых деталей
- Sturm 160 сварочный аппарат