Осушитель газа для сварки
Обновлено: 20.09.2024
Советскими исследователями К.В.Любавским и Н.М.Новожиловым в начале 50-х годов был разработан способ сварки в защитной среде углекислого газа, который в настоящее время нашел широкое применение во всех странах мира.
Сущность процесса сварки в углекислом газе заключается в следующем. Поступающий в зону сварки углекислый газ защищает ее от вредного влияния атмосферы воздуха. Причем при высокой температуре сварочной дуги углекислый газ частично диссоциируется на окись углерода и кислород 2С02 ↔ 2СО + O2 . В результате в зоне дуги образуется смесь из трех различных газов: углекислого газа, окиси углерода и кислорода.
Вследствие того, что температура дуги не везде одинакова, неодинаков и состав газовой смеси в зоне дуги. В центральной части, где температура дуги высокая, углекислый газ диссоциирует почти полностью. В области, прилегающей к сварочной ванне, количество углекислого газа преобладает над суммарным количеством кислорода и окиси углерода. Все три компонента газовой смеси защищают металл от воздействия воздуха, в то же время окисляют его как при переходе капель электродной проволоки в сварочную ванну, так и на поверхности:
Порядок и интенсивность окисления элементов зависят от их химического сродства к кислороду. Вначале окисляется кремний, имеющий большее сродство к кислороду, чем другие элементы. Окисление марганца также происходит значительно интенсивнее, чем окисление железа и углерода. Следовательно, нейтрализовать окислительный потенциал углекислого газа можно введением в присадочную проволоку избыточного кремния и марганца, В этом случае погашаются реакции окисления железа и образования окиси углерода, но сохраняются защитные функции углекислого газа в отношении атмосферы воздуха.
Качество наплавленного металла зависит от процентного содержания кремния и марганца в сварочной проволоке (при условии наличия необходимого количества углекислого газа). Хорошее качество наплавленного металла при сварке углеродистых сталей гарантируется тогда, когда в составе проволоки соотношение Мn к Si составит
Мn/ Si = 1,5 / 2
Образовавшиеся окислы кремния и марганца не растворяются в жидком металле, а вступают во взаимодействие друг с другом, образуя легкоплавкое соединение, которое в виде шлака всплывает на поверхность сварочной ванны.
Техника и режимы сварки . Прихватку деталей из углеродистых сталей под сварку в углекислом газе осуществляют либо электродами типа Э42 или Э42А, либо полуавтоматической сваркой в углекислом газе. Прихватку деталей из легированных сталей выполняют электродами соответствующего назначения.
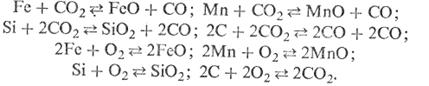
Поверхность свариваемых кромок перед прихваткой и сваркой тщательно зачищают от грязи, ржавчины, масла, окалины и шлака. При сборке выдерживают одинаковые зазоры, которые в стыковых соединениях не должны превышать 1,5 мм. Смещение свариваемых кромок относительно друг друга не должно превышать 1 мм для толщин 4—10 мм и 10 % толщины для толщин более 10 мм. Схема общего вида сварочного поста показана на рис. 1.
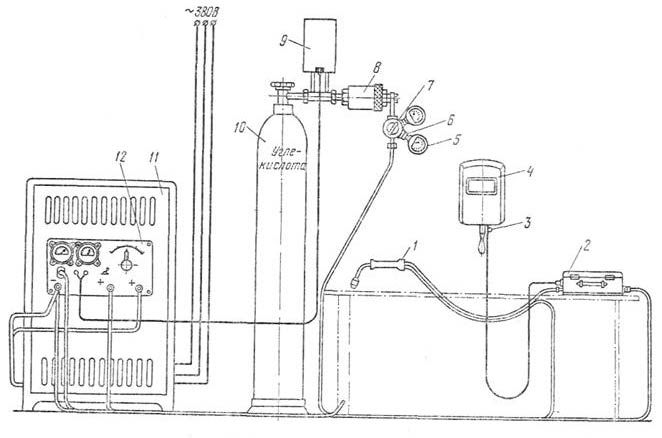
Рис. 1. Схема поста полуавтоматической сварки тонкой электродной проволокой в углекислом газе: 1 — держатель; 2 — подающий механизм; 3 — кнопка включения; 4 — защитный щиток; 5 — манометр на 0,6 МПа; 6 — переходной штуцер для установки манометра; 7 — кислородный редуктор с манометром высокого давления; 8 — осушитель газа; 9 — подогреватель газа; 10 — баллон с углекислым газом; 11 — сварочный выпрямитель (или генератор); 12 — пульт управления.
Сварку в углекислом газе выполняют во всех пространственных положениях, вертикальные и потолочные швы выполняют на малых токах и проволокой небольшого диаметра.
Параметрами режима сварки в углекислом газе являются род и полярность тока, диаметр электродной проволоки, величина сварочного тока, напряжение дуги, расход углекислого газа, вылет и наклон электродной проволоки по отношению к свариваемому изделию.
При сварке применяют постоянный ток обратной полярности. Величину сварочного тока и диаметр электродной проволоки выбирают в зависимости от толщины металла и положения шва в пространстве. В табл. 1 показаны приемы перемещения конца электродной проволоки при сварке стыкового соединения в нижнем положении.
Таблица 1. Приёмы перемещения электродной проволоки при сварке соединения в нижнем положении
Слой шва
Приёмы перемещения электродной проволоки
Ориентировочные размеры колебаний электродной проволоки, мм
Подогреватель, расходомер, осушитель газа для сварки
Подогреватель, расходомер и осушитель применяют при полуавтоматической сварке или как её еще называют MIG и MAG. Расходомер необходим для учета и установке оптимального расхода газа или сварочной смеси.
Поскольку углекислый газ в баллоне находится в жидком состоянии, при отборе из баллона происходит процесс испарения и превращение в газ, который уже поступает в сварочную горелку полуавтомата. В результате перехода из жидкого состояния в газообразное резко уменьшается температура газа и происходит процесс замерзания влаги в каналах редуктора и их заполнение льдом. Во избежание данного негативного эффекта применяют подогреватели газа, которые устанавливают между вентилем баллона и редуктором или расходомером. Но и этого иногда недостаточно так как из углекислоты необходимо удалить лишнюю влагу и для этого применяют осушители газа.
Содержание
Расходомер газа для сварки
Расходомеры газа используют поплавкового и дроссельного типа. Расходомеры поплавкового типа или ротаметры состоят из стеклянной трубки с внутренним коническим каналом. Трубка расположена вертикально широким концом кверху. Внутри трубки помещен поплавок, который свободно в ней перемещается. Газ подводят к нижнему концу трубки и отводят от верхнего. При прохождении по трубке газ поднимает поплавок до тех пор, пока зазор между поплавком и стенкой трубки не достигнет такой величины, при которой напор струи газа уравновесит вес поплавка. Чем больше расход газа, тем выше поднимается поплавок.


Каждый расходомер снабжен индивидуальным градировочным графиком, на котором отражена зависимость между делениями шкалы на трубке и расходом воздуха. Переделы расходов, измеряемых ротаметром, изменяют путем смены веса поплавка, изготовляя его из эбонита, дюралюминия, коррозионностойкой стали или других материалов.
Расходомер дроссельного типа устроен на принципе изменения перепада давления в камере до и после дросселирующей диафрагмы с отверстием малого размера. При прохождении газа через малое отверстие до и после диафрагмы устанавливается различное давление в зависимости от расхода газа. По этому перепаду давления судят о расходе. На каждый расходомер и газ строят индивидуальный график. Пределы измерения расходов изменяют, меняя диаметр отверстия в диафрагме. На этом принципе построены расходомеры редукторов У-30 и ДЗД-1-59М, которые позволяют измерять расход газа в пределах 2,5-55 л/мин.
Осушитель газа для сварки
Осушители газа для сварки применяют при использовании влажной углекислоты СО2. Осушители бывают:
Осушитель высокого давления устанавливают до понижающего редуктора. Осушитель газа имеет малые размеры и требует частой замены влагопоглотителя. Осушитель низкого давления имеет значительные размеры, его устанавливают после понижающего редуктора, он не требует частой замены влагопоглотителя. Такой осушитель одновременно является ресивером газа и повышает равномерность подачи газа. В качестве влагопоглотителя в осушителях газа используют силикагель и алюмогель, реже медный купорос и хлористый кальций. Силикагель и медный купорос, насыщенные влагой, поддаются восстановлению путем прокалки при температуре 250-300°С.
Подогреватель газа для полуавтоматической сварки

Подогреватель газа углекислого газа является электрическим устройством и предназначен для подогрева углекислоты в целях защиты газовых каналов от замерзания. Он устанавливается перед понижающим редуктором. В целях безопасности подогреватели газа обычно делают с питанием от сети низкого напряжения 20 - 36 В и, как правило, подключаются к соответствующему разъему источника питания сварочного полуавтомата. Во избежание перегрева газового редуктора его следует отделить от подогревателя переходной трубкой длинной не менее 100 мм. Газ проходя через подогреватель газа нагревается до температуры 10-15°С.
Газовый клапан
Газовый клапан используют для экономии защитного газа или газовой смеси. Клапан целесообразно устанавливать по возможности ближе к сварочной горелке. В настоящие время наибольшие распространение получили электромагнитные газовые клапаны. В полуавтоматах находят применение газовые клапаны, встроенные в ручку держателя. Газовый клапан необходимо включать так, чтобы были обеспеченны предварительная или одновременная с зажиганием дуги подача защитного газа, а также его подача после обрыва дуги до полного затвердевания кратера шва. Желательно иметь возможность также включать подачу газа без включения сварки, что необходимо при настройке сварочной установки.
Смесители газов
Смесители газов предназначены для получения смесей газов в случае, когда нет возможности использовать заранее подготовленную сварочную смесь нужного состава.
Аргонная сварка - много имен, но суть одна
Сварка аргоном осуществляется неплавящимся электродом в среде инертного газа – аргона (TIG, GTAW), от чего и происходит её название. Но для этого можно использовать также и плавящийся металл, т.е. полуавтоматическая сварка (MIG, GMAW). В качестве неплавящегося электрода обычно используют вольфрам.
Другие названия аргонной сварки – "сварка аргоном", "аргоновая сварка", "аргонодуговая сварка".

MIG и MAG сварка, что это и как расшифровать?
MIG сварка — это аббревиатура, состоящая из первых букв полного названия данного способа Metal Inert Gas (Метал Инертный Газ), а расшифровка MAG - Metal Active Gas (Метал Активный Газ). У нас же чаще всего используется название полуавтоматическая сварка или механизированная дуговая сварка плавящимся электродом в среде защитного газа, а в США - GMAW т.е. Gas Metal Arc Welding (Газ Метал Дуговая Сварка).
Но все эти различные названия и аббревиатуры — это по сути электрическая дуговая сварка, при которой сварочная проволока подается автоматически с постоянной скоростью, а сварочная горелка перемещается вдоль шва вручную. При этом дуга, вылет сварочной проволоки, ванна расплавленного металла и ее застывающая часть защищены от воздействия окружающего воздуха защитным газом.
Так как при данном способе сварочная проволока подается автоматически, а горелка перемещается вдоль шва вручную, этот способ сварки еще называется механизированным, а сварочная установка – механизированным аппаратом (сварочным полуавтоматом). Однако сварку в защитных газах можно выполнять также и в автоматическом режиме, когда используются передвижные тележки или передвижные сварочные головки.

Введение в дуговую сварку в защитных газах (TIG, MIG/MAG)
Иллюстрированное пособие сварщика

Пособие предназначено для теоретической подготовки, повышения квалификации и переаттестации рабочих следующих профессий:
- газосварщик;
- электрогазосварщик;
- электросварщик ручной сварки
Пособие может быть использовано при подготовке и обучении рабочих следующих профессий:
- газорезчик;
- контролер сварочных работ;
- наладчик сварочного и газоплазморезательного оборудования;
- оператор проекционной аппаратуры и газорезательных машин;
- электровибронаплавщик;
- электросварщик на автоматических и полуавтоматических машинах
Юхин Н.А. Механизированная дуговая сварка плавящимся электродом в защитных газах (MIG/MAG)

В иллюстрированном пособии изложены принципы и особенности механизированной дуговой сварки плавящимся электродом в среде защитных газов. Содержатся данные о сварочных материалах и оборудовании. Приведены рекомендации по технике и технологии сварки сталей, сплавов и цветных металлов. Использованы материалы Института сварки России.
Сварка порошковой проволокой (FCAW)
Сварка порошковой проволокой может выполняться на том же оборудовании, что и сварка полуавтоматом. Сокращенное наименование этого процесса, принятое за рубежом - FCAW (Flux Cored Arc Welding).
Полуавтоматическая сварка плавящимся электродом в среде защитных газов (MIG, MAG, GMAW) нержавейки (видео)
Для сварки нержавеющих сталей применяют полуавтоматическую сварку плавящимся электродом (MIG, MAG, GMAW) и в данном видео обговариваются следующие вопросы:
Порошковая проволока для полуавтоматической сварки в среде защитных газов (FCAW) нержавеющих сталей (видео)
Сварка порошковой проволокой (FCAW) применяется для сварки нержавейки и является разновидностью полуавтоматической сварки (MIG, MAG, GMAW). Какие преимущества и недостатки использования сварки порошковой проволокой FCAW для сварки нержавеющих сталей?
Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
К газовой аппаратуре, используемой при сварке в защитных газах, относят баллоны, газовые редукторы, подогреватели и осушители газа, расходомеры, смесители газов, электромагнитные газовые клапаны и газоэлектрические горелки.
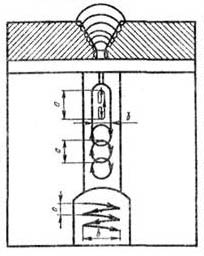
Баллоны (рис. 5) предназначены для хранения и транспортирования защитного газа под высоким давлением. Наибольшее применение имеют баллоны емкостью 40 дм3, размеры и масса которых приведены ниже (масса указана без вентилей, колпаков, колец и башмаков).
Все газы, кроме углекислого, находятся в баллонах в сжатом состоянии, а углекислый газ—в жидком состоянии.
Редуктор (рис. 89) предназначен для понижения давления газа, поступающего в него из баллона или распределительного трубопровода, и автоматического поддержания постоянным заданного рабочего давления.
Давление газа в баллоне показывает манометр высокого давления 2. Защитный газ из баллона поступает в камеру высокого давления 1 проходит через приоткрытый пружиной 8 клапан 11 и поступает в камеру низкого давления 10. При прохождении через клапан газ преодолевает значительное сопротивление, в результате чего давление за клапаном, т. е в камере низкого давления, снижается. Это давление показывает манометр низкого давления 3. Из камеры низкого давления защитный газ через
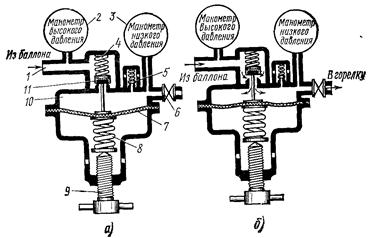
вентиль 6 направляется в сварочную головку (держатель). Автоматическое поддержание рабочего давления в редукторе постоянным происходит следующим образом. С уменьшением расхода газа давление его в камере низкого давления будет возрастать, и он с большей силой будет давить на мембрану 7, которая отойдет вниз и сожмет пружину 8. При этом пружина 4 прикроет клапан 11 и будет держать его в таком положении до тех пор, пока давление в камере 10 (низкого рабочего давления) не станет вновь равным первоначальному. Наоборот, с увеличением расхода газа давление его в камере низкого давления уменьшается, мембрана под действием пружины 8 перемещается вверх и открывает клапан.
Таким образом, автоматически регулируется подача защитного газа из камеры высокого в камеру низкого давления и тем самым поддерживается постоянным рабочее давление. При случайном повышении давления свыше допустимого в камере низкого давления откроется предохранительный клапан 5 и сжатый газ выйдет в атмосферу.
Регулирование рабочего давления защитного газа производится следующим образом. При ввертывании регулировочного винта 9 сжимаются пружины 8 и 4, открывается клапан 11 и давление в камере низкого давления повышается. Чем больше открыт клапан, тем большее количество газа будет приходить через него и тем выше будет рабочее давление газа. При вывертывании винта 9, наоборот, клапан 11 прикрывается и давление газа в камере 10 уменьшается.
Подогреватель (рис. 8) предназначен для подогрева углекислого газа, поступающего из баллона в редуктор, с целью предотвращения замерзания редуктора. При большом расходе углекислого газа (вследствие поглощения теплоты при испарении жидкого углекислого газа) температура газа понижается, что может привести к замерзанию имеющейся в нем влаги и закупорке каналов редуктора.
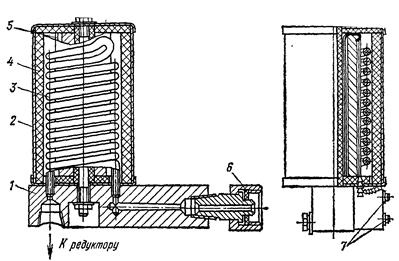
Подогреватель используют при сварке в углекислом газе. Он состоит из корпуса 1, трубки-змеевика 3, по которой проходит углекислый газ, кожуха 2, теплоизоляции 4 и нагревательного элемента 5 из хромоникелевой проволоки, расположенного внутри змеевика. Подогреватель крепят к баллону накидной гайкой 6. Питание его осуществляют постоянным током напряжением 20 В или переменным током напряжением 36 В. Провода от шкафа управления присоединяют к зажимам 7.
Осушитель, применяемый при использовании влажного углекислого газа для поглощения из него влаги, может быть высокого и низкого давления.
Осушитель высокого давления, устанавливаемый до понижающего редуктора, имеет малые размеры и требует частой замены влагопоглотителя, что неудобно в работе.
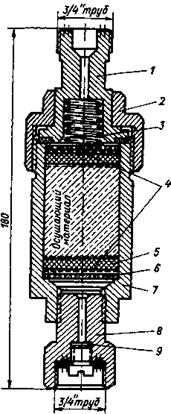
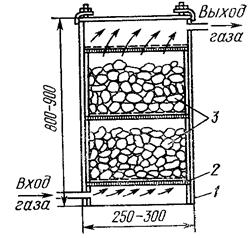
Предредукторный осушитель газа (рис. 9) служит для поглощения влаги, содержащейся в газе, и устанавливается после подогревателя газа. Он состоит из корпуса 7, в который сверху и снизу вставлены сетчатые шайбы 4. С внутренней стороны корпуса перед шайбами установлены фильтры 5 из стекловаты. Внутренняя часть корпуса заполнена осушителем. В качестве поглотителя влаги используется обезвоженный медный купорос CuSO4 · 5НдО или силикагель марки ШСМ. Перед заполнением осушителя купорос или силикагель необходимо прокалить в течение 2 часов при температуре 200° С. С помощью гайки 2 втулка 1 через пружину 3 сжимает массу осушителя до полного уплотнения.
Осушитель рассчитан на осушку 30-35 м3 (т. е 4-6 баллонов) углекислого газа при одной зарядке.
Осушитель низкого давления (рис. 10), имеющий значительные размеры, устанавливают после понижающего редуктора; он не требует частой замены влагопоглотителя. Осушители низкого давления целесообразно применять главным образом при централизованной газовой разводке.
В качестве поглотителя используют силикагель или алюмогликоль, реже - медный купорос и хлористый кальций. Силикагель и медный купорос, насыщенные влагой, поддаются восстановлению путем прокаливания при 250—300 °С.
Расходомеры предназначены для измерения расхода защитного газа. Они могут быть поплавкового и дроссельного типов. Расходомер поплавкового типа—ротаметр (рис. 11,а) — состоит из стеклянной трубки1 с коническим отверстием. Трубка располагается вертикально, широким концом отверстия вверх. Внутри трубки находится легкий поплавок 2, который может свободно в ней перемещаться. При прохождении снизу вверх газ будет поднимать поплавок до тех пор, пока зазор между ним и стенкой трубки не достигнет величины, при которой напор струи газа уравновешивает массу поплавка. Чем больше расход газа и его плотность, тем выше поднимается поплавок. Ротаметр снабжен шкалой 5, тарированной по расходу воздуха. Для пересчета на расход защитных газов пользуются графиками. Общий вид ротаметра РС-3 показан на рис. 11,б.
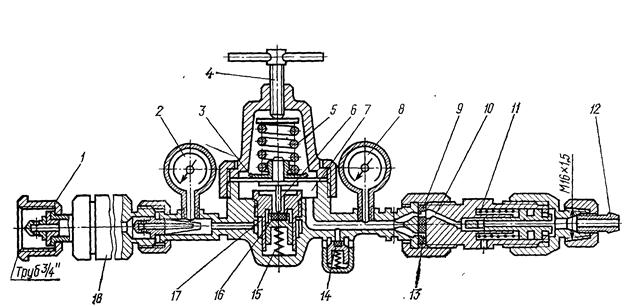
Расходомер дроссельного типа (рис. 11,б) построен на принципе измерения перепада давления на участках до и после дросселирующей диафрагмы 3 (P1 и P2), который зависит от расхода газа и замеряется манометрами 4. О примерном расходе защитного газа можно судить также по показанию манометра низкого давления газового редуктора. Для этого на выходе редуктора устанавливают дроссельную шайбу (дюзу) с небольшим калиброванным отверстием. Скорость истечения газа через его отверстие, а, следовательно, и расход газа будут пропорциональны давлению газа в рабочей камере. Этот принцип использован в редукторе У-30, где манометр 8 (см. рис. 7) показывает непосредственно расход газа, а не давление в рабочей камере. С этой целью редуктор снабжен двумя дюзами 9 и 13 с калиброванными отверстиями разных диаметров. Поворотом корпуса клапана 11 предельного давления против соответствующей дюзы устанавливают канал 10, каждому положению которого соответствует деление шкалы на манометре 8.
Смесители предназначены для получения смесей газов CO2+O2 и CO2+Ar+ O2. Постовой смеситель УКП-1-71 для получения смеси газов CO2+ O2, отбираемых из баллонов, и автоматического поддержания постоянным заданного состава и расхода газовой смеси состоит из регулятора давления с редуктором ДКП-1-65 и узла смешения газов. Изменяют, состав смеси, заменой дюз. Рамповый смеситель УКР-1-72 позволяет получить смесь CO2+ O2 при отборе кислорода от рампы баллонов, а углекислого газа — от изотермической емкости, предназначенной для сжиженного переохлажденного диоксида углерода. Смеситель обеспечивает питание газом 10—50 сварочных постов.
Газовый клапан, используемый для экономии защитного газа, следует устанавливать по возможности ближе к сварочной горелке; иногда его встраивают в ее ручку. Наибольшее распространение получили электромагнитные газовые клапаны. Газовый клапан следует включать так, чтобы была обеспечена предварительная (до зажигания дуги) подача защитного газа, и выключать — после обрыва дуги и полного затвердевания кратера шва.
Перепускную рампу применяют для подачи в сварочный цех защитного газа при значительном его расходе. Она состоит из двух групп поочередно подключаемых баллонов, коллектора с газовой аппаратурой и трубопровода, по которому защитный газ подается к сварочным постам. Трубопроводы для подачи углекислого газа и его смесей окрашивают в черный цвет.
Газовые баллоны и защитная газовая аппаратура
Защитная газовая аппаратура применяется для защиты зоны сварочной дуги инертным или другими газами, об особенностях которых мы уже говорили. Состоит такая аппаратура из баллонов, осушителей и подогревателей газа, газовых смесителей, электромагнитных клапанов, расходомеров, регуляторов давления.
Редуктор давления
Осушители, подогреватели газа и расходометры
Осушители газа устраняют наличие влаги, всегда имеющейся в баллоне с защитным газом. Подогреватели газа предназначены для подогрева поступающего из баллона защитного газа. Расходомеры применяют для измерения расхода газа при сварке.
Электромагнитные газовые клапаны
Электромагнитные газовые клапаны предназначены для автоматического управления подачей газа. Состоит такой клапан из корпуса 1, плунжера 2, электромагнита 3, входного 4 и выходного 5 штуцеров. При подаче напряжения питания на катушку электромагнита якорь электромагнитного клапана втягивается, поднимая плунжер 2. При этом газ поступает из входного штуцера в выходной и далее в рабочую горелку автомата. При отключении напряжения питания плунжер под действием пружины возвращается в первоначальное положение, перекрывая проход между входным и выходным штуцерами, в результате чего подача газа прекращается.
Клапан электромагнитный: 1 — корпус; 2 — плунжер; 3 — электромагнит; 4—5 — входной и выходной штуцеры
Включение электромагнитного клапана блокируется с пусковой кнопкой полуавтомата, обеспечивая продувку газовых каналов и подготовку защитной среды перед зажиганием сварочной дуги, а также сохранение ее после гашения дуги до полного остывания металла.
Баллоны для сжатых и сжиженных газов
Баллоны для хранения и транспортировки сжатых, сжиженных и растворенных газов регламентируются требованиями ГОСТ 949-73. Вместимость баллонов может быть различной и колеблется от 0,4 до 55 дм³. Их изготавливают из бесшовных углеродистых или легированных труб под условное давление до 20 МПа (200 кг с/м²). Для передвижных сварочных установок наибольшее распространение получили баллоны емкостью 40 дм³, размеры которых отражены в таблице 1.
На сферической части баллона ставится клеймо, на котором паспортные данные: товарный знак изготовителя, номер баллона, дата изготовления и год следующего испытания, масса порожнего баллона и его емкость. Периодические испытания баллонов производятся не реже, чем каждые пять лет. В зависимости от газа, для которого предназначен баллон, его окраска и надписи отличаются. Кроме того, на баллоне должна стоять надпись, указывающая, под какой газ он предназначен. Отличительная окраска баллонов приведена в таблице 2.
Таблица 1. Баллоны для передвижных сварочных установок
| Показатель | Данные показателя, мм |
| Наружный диаметр, мм | 219 |
| Толщина стенки, мм | |
| Тип 100 и 150Л | 5,2 |
| Тип 150 и 200Л | 7 |
| Тип 200 | 9,3 |
| Длина корпуса | |
| Тип 100 и 150Л | 1340 |
| Тип150и200Л | 1390 |
| Масса, кг | |
| Тип100и150Л | 43,5 |
| Тип 150 и 200Л | 60 |
Примечание : Масса баллонов указана без вентилей, колпаков, колец и башмаков.
Таблица 2. Отличительная окраска баллонов
| Газ | Окраска баллонов | Текст надписи | Цвет надписи | Цвет полосы |
| Азот | Черный | Азот | Желый | Коричневый |
| Аргон | Серый | Аргон | Зеленый | - |
| Ацетилен | Белый | Ацетилен | Красный | - |
| Бутилен | Красный | Бутилен | Желтый | Черный |
| Кислород | Голубой | Кислород | Черный | - |
| Метан | Красный | Метан | Белый | - |
| Природный газ | Красный | Природный газ | Белый | - |
| Пропан (бутан) | Красный | Пропан (бутан) | Белый | - |
| Углекислота | Черный | Углекислота | Желтый | - |
Кислородные баллоны рассчитаны на хранение кислорода до 6000 дм³. Для того чтобы определить количество кислорода в баллоне, пользуются формулой:
Vk = VsPk .
Где: Vk — количество кислорода в баллоне; Vs — емкость баллона; Рк — давление кислорода. Нижняя часть баллона выполнена в виде башмаков, которые имеют двойную функцию: опирание баллона в вертикальном положении и защита нижней части от случайных ударов при транспортировке. Защитой верхней части баллона служит толстостенный стальной колпак. Хранят кислородные баллоны в вертикальном положении в специальных решетчатых навесах вдали от нефтепродуктов и других жировых элементов. Во время сварки баллон устанавливают вертикально и крепят к неподвижным опорам тросовыми хомутами или цепями. Транспортируют баллоны в горизонтальном положении в специальных деревянных контейнерах с резиновыми прокладками. Кислородные баллоны должны содержаться в чистоте, поэтому к ним нельзя касаться жирными руками или грязными рукавицами. Если при осмотре баллона обнаружены жирные пятна (особенно на его вентиле), то пользоваться им нельзя.
Перед сборкой сварочной схемы запорное устройство продувают, для чего производят кратковременный поворот маховика на небольшой угол. Во время продувки нужно стоять так, чтобы кислород не попал на человека или источник открытого огня.
Ацетиленовые баллоны изготавливают из цельнотянутых труб, но допускается их изготовление из сварных труб, из углеродистой или низколегированной стали. Баллоны заполняют специальной пористой массой (древесный уголь, пемза, инфузорная земля и т.д.), образующей микрополости, необходимые для безопасного хранения ацетилена. Массу в баллонах пропитывают ацетоном, в котором ацетилен растворяется и его хранение становится безопасным. При нормальных условиях в одном объеме ацетона растворяется 23 объема ацетилена, но в любом случае давление в ацетиленовом баллоне не должно превышать 1,9 МПа при 20°С. При расходовании ацетилена ацетон остается в баллоне и может использоваться для повторного растворения. Количество ацетилена при заправке определяют взвешиванием до и после заполнения. Чтобы снизить потери ацетона из баллона, ацетилен следует отбирать со скоростью не более 1700 дм³/ час.
Преимущество баллонов, заполненных ацетиленом, перед генераторами заключается в их большей безопасности и удобствах в эксплуатации. Ацетилен, потребляемый из баллона более чистый чем ацетилен, полученный в генераторе; он содержит меньше влаги, а давление перед горелкой или резаком большее.
Баллоны для пропан-бутана рассчитаны на максимальное давление 1,6 МПа, поэтому их изготавливают сварными из листовой углеродистой стали толщиной 3 мм и более. Наибольшее применение имеют баллоны емкостью 50 л (на 23 кг газа) с наружным диаметром 309 мм с толщиной стенки 4,5 мм и высотой 950 мм. Масса такого баллона составляет 35 кг, рабочее давление — 16 кгс/ см2.
Читайте также: