Пайка или сварка медных проводов что лучше
Обновлено: 20.09.2024
Соединение проводов сваркой
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 - 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 - 90А. Для двух - трех проводов сечением 2,5 мм2 ток достигает уже 80 - 100А, а для трех-четырех 100 - 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 - 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1 .

Рисунок 1 . Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 - 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш - образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 - 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 - 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 - 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2 .
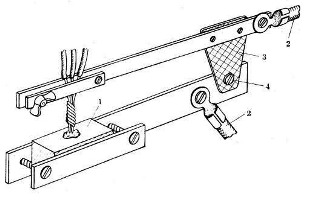
Рисунок 2 . Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3 .
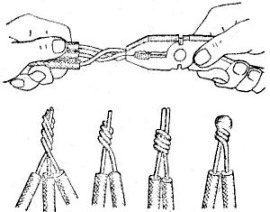
Рисунок 3 . Скрутки для сварки проводов
Про аппараты точечной сварки читайте здесь . В статье описаны несколько самодельных конструкций таких аппаратов для домашнй мастерской.
Соединение сваркой алюминиевых проводов

"Правила устройства электроустановок" допускают только 3 способа соединения проводников: пайка, сварка и зажим в клеммах. Это касается и предварительно скрученных проводов в разветвительных коробках. Наилучшими электрическими характеристиками, надёжностью и долговечностью обладает однозначно сварка. Кроме того, при большом количестве соединений этот способ оказывается еще и самым быстрым и дешевым. С медными проводами вопрос решен и закрыт.
Однако, несмотря на требования 7-го издания ПУЭ о прекращении использования для электропроводки алюминиевых проводов (при сечении менее 16 кв.мм.), они все еще применяются и достаточно широко. Например, при ремонте (без полной замены) старой алюминиевой проводки. Комбинировать медь с алюминием еще хуже, чем оставить алюминий.
Таким образом, вопрос о сварке алюминия становится очень актуальным, тем более, что его физические и химические свойства затрудняют и другие способы соединения.
Самым неприятным из этих свойств является быстрое окисление алюминия на воздухе с образованием весьма прочной оксидной плёнки. Она обладает настолько большим электрическим сопротивлением, что в низковольтных приборах (микрочипах, электролитических конденсаторах и т.п.) даже используется в качестве диэлектрика.
В пружинных и винтовых соединениях (за счёт деформации основы) оксидная плёнка в момент протяжки разрушается, но переходное сопротивление контакта с такими вкраплениями оказывается все-таки повышенным, что ведёт к его нагреву со всеми вытекающими последствиями. Еще больше мешают окислы пайке и сварке.
Для борьбы с этой плёнкой при пайке может применяться механическая зачистка во время лужения долго и сложно, особенно на высоте, а при сварке – осциллирующие аппараты, работающие в атмосфере инертного газа и пробивающие оксидную пленку высоковольтными электрическими импульсами – весьма громоздкие и дорогие.
Универсальным методом для обоих типов соединений является химическое растворение плёнки специальными флюсами. Поиск оптимального состава флюса – задача непростая: он должен эффективно растворять оксид алюминия, минимально реагируя с чистым металлом (притом, что прочность, температура плавления и химическая стойкость оксида значительно выше), не выделять каких-либо вредных соединений, вызывающих коррозию окружающих предметов или слишком токсичных для человека, и так далее.
На сегодняшний день существует весьма неплохой, приемлемый для работ и на высоте, выбранный из нескольких вариантов состав флюса, который был испытан при отработке технологии сварки алюминиевых скруток с помощью аппарата сварки скруток ТС 700-2.

Флюс для сварки алюминия представляет собой белый порошок, который достаточно растворить водой до состояния сметаны и нанести путём погружения или кисточкой на конец 4-6 мм подготовленной скрутки.
Сварка производится аналогично медным проводам – примерно за 1-2 секунды подводимым снизу, к торцу скрутки угольным электродом. Для качественной сварки поверхность электрода следует периодически очищать от прикипевшей окалины и шлаков. Флюс растворяет оксидную плёнку алюминия, исключает доступ кислорода в процессе формирования капли и предотвращает прилипание электрода.
Но важно сначала потренироваться на заранее подготовленных скрутках прежде, чем приступать к сварке на ответственных объектах. Желательно, после сварки концы сваренных скруток промыть любым растворителем и покрыть любым быстросохнущим лаком с последующей их изоляцией.

Важным моментом при сварке алюминиевых скруток малых сечений является достаточно низкое напряжение дуги. Более низкая, чем у меди, температура плавления алюминия приводит к его разбрызгиванию в месте образования необходимой капли. Поэтому следует использовать аппараты с напряжением на электродах не более 20В, например, специально сконструированный для сварки в разветвительных коробках и шкафах трансформатор ТС 700-2.

В заключение (чтобы у кого-то не сложилось ошибочных впечатлений) резюмируем так: не изобретено ничего революционного. Старый проверенный способ. Просто теперь существует более эффективный флюс и более удобный и недорогой специализированный сварочный аппарат, подходящий для сварки скруток из разных материалов, что делает сварку скруток доступной даже новичкам-электрикам, после соответствующей тренировки.
Аппараты для сварки медных и алюминиевых скруток Тс 700-2, используются в электромонтажной сфере.
Почему сварка всегда лучше других способов соединений проводов

Согласно Правилам Устройства Электроустановок (п2.1.21): соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями.
Сколь бы удобные (для лентяев) способы соединения проводов ни придумывали, никакой из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем: присутствует третий, более легкоплавкий и рыхлый металл (припой), на границе разных сплавов всегда существует переходное сопротивление, возможны разрушающие химические реакции и так далее.
Длительность и трудоёмкость выполнения качественной пайки не уступает сварочным работам: тщательная зачистка концов, применение флюсов, глубинный прогрев всей скрутки (тогда как сварка проводов делается обычно за пару секунд).

Различные обжимы и клеммники вообще не выдерживают никакого сравнения. Медь – основной материал проводников – металл совершенно неупругий, пластичный. Он имеет свойство «вытекать» из-под нагрузки, не помогают даже гровер-шайбы.
В достаточно же глубоко подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву о отпуску этих самых пружин: они теряют упругость.
После сварки вообще пропадает понятие «контакт»: электрический ток не проходит через какие-то (пусть даже очень плотно соприкасающиеся) границы проводников, а течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким, и, соответственно, выделения тепла практически не происходит (из-за утолщения при оплавлении и отсутствия плотной изоляции температура соединения при максимальном токе может быть даже ниже, чем у подводящих проводников).
Осуществляют сварку по торцам предварительно скрученных проводников угольным электродом при помощи аппаратов мощностью около 500Вт (для сечения скруток до 25мм2). Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева материалов и разбрызгивания металла. Конечно, это не отменяет защитных очков, жаропрочных подкладок и т.п., но все меры безопасности могут быть значительно упрощены в сравнении с силовой электросваркой.

Аппарат для сварки скруток
Для предотвращения окисления проводников применяют специальный флюс «ВАМИ» или обычную буру. Удобнее всего опускать скрученные проводники сверху в ямку с флюсом, проделанную в угле. Но некоторые умельцы прекрасно оплавляют скрутку и острым электродом «на весу».
Если после остывания и удаления флюса такое соединение покрыть лаком, а затем изолировать ПВХ-лентой или специальным колпачком, оно будет практически вечным.
Сварка медного провода: обзор способов и оборудования. Пайка или сварка медных проводов - что лучше?

Самой главной задачей при соединении любых электрических контактов является обеспечение их минимального сопротивления. При плохом контакте сопротивление между медными проводами значительно повышается, в результате чего происходит нагрев кабеля. Существует множество способов соединений контактов, но самым надежным и эффективным по праву считается сварка медного провода. Данная технология позволяет монолитно соединить все жилы провода, добившись тем самым максимально низкого электрического сопротивления. В результате нагревание проводов исключается, следовательно, уровень пожаробезопасности значительно повышается.
Методы соединения проводов
Медь является основным материалом проводников. В силу физико-химических свойств этого материала (высокая пластичность, отсутствие упругости), работа с ним имеет свои особенности. Правила устройства электроустановок гласят, что операции по соединению, ответвлению и оконцовыванию жил кабелей и проводов могут выполняться с помощью пайки, сварки, опрессовки или сжимов (болтовых, винтовых и пр.). Каждый из них имеет свои особенности, о которых пойдет речь ниже.
Соединение проводов посредством скрутки
Простая скрутка проводов запрещена ПУЭ, так как это наиболее неэффективное, недолговечное и пожароопасное соединение. Несмотря на это, домашние умельцы так и не перестают использовать данный метод, хоть последствия подобного «рукоделия» могут быть самыми плавчевными.
Скрутка проводов имеет один важный недостаток: медные соединения со временем деформируются и ослабевают, в конце концов окончательно разрушаясь вследствие высокого переходного сопротивления.
Следует помнить, что метод скрутки можно применять только в исключительных случаях, если необходимо срочно восстановить электроснабжение, а другие способы в конкретной ситуации недоступны. При этом очень важно позаботиться о качестве, безопасности и надежности соединения.
Категорически запрещается: Соединять провода, выполненные из разных материалов (алюминий и медь); Соединять провод медный одножильный с многожильным.
Процесс скрутки выглядит следующим образом: Очистить провода от изоляции на расстоянии 6-8 см от края; Наложить один провод на другой крест-накрест и максимально плотно скрутить. Если сечение медного провода более 1 кв. мм, данная операция выполняется с помощью плоскогубцев. Откусить кусачками оставшиеся кончики проводов. Заизолировать скрутку с помощью специальных изоляционных материалов (ПВХ или термоусадочных трубок, колпачков) или нескольких слоев изоляционной ленты. Изоляция обязательно должна захватывать изоляционный слой проводов.
Данный способ представляет собой процесс соединения проводов посредством их обжатия специальной трубчатой гильзой либо наконечником. Эти приспособления применяются, если сечение медного провода составляет 2,5-240 кв. мм. Бесспорными преимуществами технологии опрессовки являются скорость и аккуратность выполнения работ, а также последующая долговечность и безопасность соединений.

Для опрессовки используется специальный инструмент – механические, гидравлические или электрические клещи либо профессиональные обжимочные прессы. Подбор гильз осуществляется с учетом сечения и количества соединяемых проводов.
После удаления изоляции и зачистки жил, на них наносят кварцево-вазелиновую пасту, надевают гильзу и производят обжимку. Опрессованные гильзы изолируют.
Обжимы и клеммники
Применение различных обжимов и клеммников довольно широко практикуется при подключении электрических розеток, выключателей, осветительных приборов, а также при установке распределительных щитов. Данные приспособления позволяют аккуратно и быстро соединить провод медный одножильный, однако многожильный провод без предварительной пропайки или опрессовки трубчатым наконечником в винтовой зажим зажимать нельзя.

К бесспорным преимуществам винтовых зажимов можно отнести возможность соединения алюминиевых проводов с медными, а также отсутствие необходимости в последующей изоляции контактов.
Однако подобный тип соединения не лишен недостатков. Он нуждается в периодическом обслуживании, заключающемся в подкручивании зажимных элементов. Медь – очень мягкий материал, склонный к «вытеканию» из-под нагрузки. Если даже выполнять соединения посредством жестко подпружиненных самозажимных клеммников, из-за слишком малой площади контактирующих поверхностей при большой нагрузке происходит нагрев и отпуск пружинящих элементов, вследствие чего их упругость снижается вместе с качеством соединения.
Пайка VS-сварки
Для обеспечения хорошего контакта чаще всего применяется пайка или сварка медных проводов. Что лучше из этих методов? Однозначно, сварка. Дело в том, что пайка – процесс достаточно трудоемкий и длительный, особенно если требуется соединить кабель медный многожильный. Плюс к этому, спаечные соединения со временем разрушаются из-за присутствия третьего, более рыхлого и легкоплавкого металла – припоя. Наличие переходного сопротивления в местах стыков разных сплавов способствует появлению разрушающих химических реакций и прочих негативных процессов.
Когда же выполняется сварка медного провода, понятие «контакт» вообще пропадает, так как соединение получается монолитным из однотипного металла. Естественно, подобные соединения отличаются рекордно низким сопротивлением, за счет чего тепло практически не выделяется.
Сразу следует отметить, что данная операция требует определенных знаний и опыта. Как ни парадоксально звучит, но качественная скрутка лучше плохой пайки, помните об этом.

Процесс пайки начинается с предварительной очистки концов проводов от изоляции и окислов. Затем их скручивают, покрывают специальным веществом – флюсом, после чего опаивают. Спаивать можно не только провода из меди, но и из алюминия, главное – правильно выбрать флюс и припой. Использование активного кислотного флюса не рекомендуется, так как он обязательно останется на проводах, вследствие чего соединение быстро разрушится.

Одна пайка занимает достаточно много времени, однако если все сделано правильно, такое соединение будет надежным и долговечным. После того как провода остынут, их необходимо тщательно заизолировать.
Самое качественное и безопасное соединение образует сварка медного провода. Сопротивление в месте контакта проводов не превышает показателя их стандартного сопротивления. Данный метод не требует много времени и считается относительно простым.

При наличии минимальных навыков и познаний сварка медных проводов в домашних условиях вполне выполнима. При проведении сварочных работ необходимо строго соблюдать все правила пожарной и электробезопасности. Во избежание ожогов и травм глаз следует обязательно применять средства индивидуальной защиты – специальную защитную одежду и рукавицы, сварочную маску либо очки.
Оборудование для сварки
Соединение проводов с помощью сварки выполняется аппаратами различных типов. Наиболее удобно использовать инверторный аппарат для сварки медных проводов, так как устройства этого типа характеризуются небольшими габаритами и весом, экономичным энергопотреблением и широким диапазоном регулировок сварочного тока. К их преимуществам следует отнести и способность обеспечивать устойчивое горение электрической дуги.
Если намечается значительный объем электромонтажных работ, то приобретение сварочного аппарата инверторного типа будет вполне целесообразно и оправданно. К тому же это оборудование наверняка не будет лежать «мертвым грузом» и в будущем.
Особенности процесса сварки проводов из меди
Сварка медного провода может осуществляться как переменным, так и постоянным током при показателях напряжения 15-30 В. Очень хорошо, если в аппарате предусмотрена возможность регулировки тока.
К примеру, чтобы сварить два медных провода сечением 1,5 кв. мм, хватит 70 А. Для сварки трех проводов с таким же сечением ток необходимо увеличить до 90 А. Соединение трех проводов сечением 2,5 кв. мм потребуется от 80 до 100 А, а для сварки пяти аналогичных проводов – 120 А. Если выбран оптимальный сварочный ток, не происходит «залипание» электрода, а дуга горит достаточно устойчиво. Для сварки проводов из меди применяют угольно-медные «карандаши» (электроды). Если таковых нет, то возможно использование угольных стержней от батареек пальчикового типа.
Технология сварки
Далее скрутку зажимают с помощью сварочного зажима. Если данное приспособление отсутствует, можно воспользоваться обычными старыми плоскогубцами.

Подготовленное соединение сваривают угольным электродом. В процессе сварки медных проводов расплавляют оставленные нескрученными концы до формирования шарика расплава. Чтобы обеспечить надежный механический и электрический контакт проводов, зона расплавления обязательно должна дойти до скрутки. Продолжительность сварки не должна превышать 2-3 секунд, в обратном случае изоляция проводов оплавится. После полного остывания соединения производится его изоляция с помощью нескольких слоев изоленты либо специальных колпачков, ПВХ или термоусадочных трубок.
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.

Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм 2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Читайте также: