Параметры сварки электросварных муфт
Обновлено: 18.05.2024
Полиэтиленовые трубы сегодня очень часто используются в прокладке газо- и водопроводов. Соединять трубы ПНД можно разными способами, одним из наиболее эффективных и часто применяемых является – электромуфтовая сварка. Этот способ завоевал популярность благодаря своему удобству и высокой эффективности. В этой статье мы подробно расскажем, что представляет собой технология электромуфтовой сварки.
Электромуфтовая сварка. Последовательность проведения
Производство сварочных работ заключается в подготовительных операциях и собственно сварке труб и соединительных деталей. Подготовительные операции для сварки при помощи электромуфтовой сварки включают:
- подготовку и проверку работоспособности сварочного оборудования;
- подготовку места сварки и размещение сварочного оборудования;
- выбор необходимых параметров сварки;
- удаление оксидного слоя;
- закрепление и центровку труб и деталей в зажимах позиционера;
- протирку свариваемых поверхностей электросварных фитингов и труб.
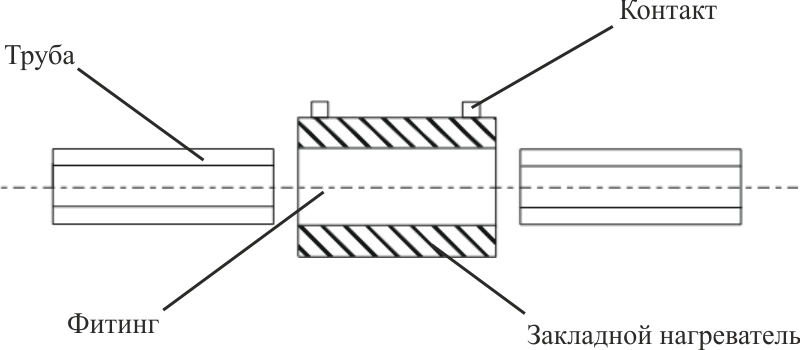
Основными параметрами при сварке труб деталями с закладными электронагревателями являются напряжение, подаваемое на спираль детали (Uп), и временные параметры (tсв и tохл). Значения технологических параметров зависят от вида, сортамента и изготовителя электросварных фитингов и внесены в паспорт, сопровождающий деталь, выбиты на корпусе детали или записаны в виде штрих-кода на этикетке, приклеенной к ее наружной поверхности.
Перед сборкой и сваркой концы труб и при соедниительные части соединительных деталей тщательно очищают и протирают внутри и снаружи от всех загрязнений. Очистку производят сухими или увлажненными полотенцами (ветошью) с дальнейшей протиркой насухо. Если концы труб или деталей окажутся загрязненными смазкой, маслом или какими-либо другими жирами, их обезжиривают с помощью спирта, уайт-спирита, ацетона.
Детали с закладными электронагревателями извлекают из упаковки таким образом, чтобы пыль и грязь с упаковки не попала внутрь детали. Концы труб, подготавливаемых под сварку электросварных фитингов, проверяют, чтобы они были обрезаны ровно. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой.











Нюансы соединения труб

Сварка труб выполняется с помощью полиэтиленовых муфт, в корпуса которых вставлены электрические спирали. При подаче на них электрического тока полиэтилен нагревается и расплавляется. Под воздействием нагревательного элемента размягчаются и концы труб, вставленных в фасонный элемент. Благодаря расширению полимера возникает давление, необходимое для фиксации свариваемых поверхностей. После остывания образуются прочные соединения, устойчивые к гидравлическим ударам.
Для муфтовой сварки полиэтиленовых труб характерны следующие преимущества:
- возможность проведения работ в условиях ограниченного пространства;
- получение сварных соединений без изменения пропускной способности отдельных участков коммуникаций;
- высокая скорость выполнения.
Применение фасонных элементов позволяет создавать развязки узлов и сооружать разветвления у действующих трубопроводов, используя изделия разной конфигурации.
Инструмент для электромуфтовой сварки
- электросварные фитинги;
- позиционер для закрепления труб;
- ручной или механический скребок для снятия аксидного слоя;
- труборез;
- обезжиривающие салфетки;
- ветош или сухая тряпка;
- маркер или восковой карандаш

Инструмент для электромуфтовой сварки
Подготовка трубы
Концы труб, деформированные или имеющие глубокие (более 4-5 мм) забоины, обрезают. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой и произойдет вытекание расплава внутрь трубы.

Правильный край трубы

Неправильный край трубы
После отрезки концов труб производится их механическая обработка (зачистка) при помощи зачистных оправок или скребков на длину, зависящую от глубины посадки детали с целью удаления наружного слоя с загрязнениями и окисной пленки. Толщина снимаемого слоя зависит от допуска по диаметру трубы и не должна приводить к появлению недопустимых зазоров между трубой и деталью. Как правило, снимается стружка на глубину 0,1 — 0,2 мм.

Снятие аксидного слоя
Сами детали с закладными нагревателями механической обработке не подвергаются из-за возможности повредить спираль. Неполное удаление оксидного слоя может привести к неоднородному и негерметичному сварному соединению. Для облегчения одевания муфты на трубу после удаления оксидного слоя требуется снять фаску на внешнем ребре трубы.
Проверка качества
Хоть этот процесс и не представляет особой сложности, но требует тщательного контроля. Шов может получиться неровным в силу высокой вязкости полимера при плавлении, поэтому мастер должен скрупулезно проверять каждое соединение.
Полученный шов не должен быть чрезмерно выпуклым или впалым. Поверхность шва должна оставаться относительно ровной по всей окружности.
Допускается смещение шва на 10% от толщины стенок трубы, выпуклость около 2,5 миллиметров при размерах стенок 5 миллиметров. Выпуклость в 5 миллиметров допустима для трубы со стенками до 20 миллиметров. Контроль проводимых работ позволит выложить магистраль, которая будет служить длительное время.
Электромуфтовая сварка. Технологический процесс:
- обработанные концы труб вводят внутрь соединительной детали до упора(для седловых отводов — одевают отвод на трубу);
- закрепляют трубы вместе с соединительной деталью в специальном центрирующем и фиксирующем приспособлении (позиционере);
- подсоединяют аппарат к электрической сети или автономному электрогенератору, обеспечивающему необходимое напряжение и мощность;
- присоединяют сварочный кабель к выводам закладного нагревателя детали;
- вводят в память аппарата требуемый режим сварки (предпрогрева) и контролируют по его дисплею заданное напряжение и время;
- запускают процесс сварки (предпрогрева) нажатием кнопки «пуск» (после запуска цикла весь необходимый технологический процесс проходит в автоматическом режиме);
- контролируют визуально прохождение процесса сварки (по дисплею аппарата) и образование сварного соединения (по выдвижению индикаторов сварки);
- после окончания сварки и естественного остывания полученного соединения извлекают трубы из зажимов позиционера и проставляют на сварном соединении его порядковый номер краской или маркерным карандашом.
Виды муфт по назначению
Разумеется, что для различных типов труб и для разных целей необходимо использовать определенные виды муфт. Как правило, выделяют такие варианты:
- муфты для ремонта. Они применяются тогда, когда у магистрали существует поломка, и она нарушает целостность всей системы. Она изготовлена из нескольких элементов и устанавливается непосредственно на область повреждения. Каждый отдельный элемент муфты крепится за счет сварочного процесса или специальных креплений;
Разнообразие муфт - муфты для защиты. Такого типа изделия применяются тогда, когда необходимо защитить какой-то элемент или соединение;
- муфты для соединения. Используются тогда, когда нужно соединить разные трубы, например, с напором и без напора. Как правило, это трубы, транспортирующие газ или жидкость.
Параметры ввода информации со штрих-кода
Основным способом ввода информации является штриховой код, информация с которого с помощью фотооптического карандаша вводится в систему управления сварочного аппарата. Считывание производят с главного штрихового кода, расположенного в верхней части этикетки-наклейки. После считывания штрих-кода данные электросварного фитинга должны соответствовать данным, появившимся на дисплее аппарата.
Штрих-код, расположенный на фитинге
Штриховой код, находящийся под главным штрих-кодом, содержит данные для обратного отслеживания изделий и при сварке изделий не используется. Штрих-код сварки нанесен на этикетке белого цвета, штрих-код предпрогрева (для муфт, имеющих этот режим) на этикетке желтого цвета.
В случае ввода параметров сварки вручную необходимо пользоваться прилагаемой к деталям с ЗН информационной карточкой, содержащей информацию о величине корректировки времени сварки в зависимости от окружающей температуры.
Информация о процессе сварки регистрируется в памяти аппарата. Распечатка протокола сварки может производиться как по окончании сварки каждого стыка, так и через определенные промежутки времени, в зависимости от объема памяти аппарата. Нагружать сваренный трубопровод внутренним давлением можно через 10 — 30 мин после охлаждения соединения.
Муфты с закладными нагревателями могут предусматривать возможность повторной сварки. Повторная Электромуфтовая сварка производится в том случае, когда есть сомнения в качестве полученного соединения.
Особенности монтажа
При пайке ПНД труб нужно учитывать, что сварочное соединение является неразъемным. Для изготовления прочного сварочного соединения, необходимо применять специализированное оборудование. Изначально лучше попробовать выполнить работу на черновых деталях.
При создании соединения на обжимных фитингах, необходимо выбирать возможность разъединения отдельных элементов. Стык, изготовленный на фитингах, может выдержать нагрузку индивидуального водяного отопления, но он не рассчитан на гидроудары или промышленное давление. Сварочный шов подходит для скрепления деталей большого диаметра.
Важно!
К производству работ по сварке и контролю за ее проведением допускаются аттестованные сварщики и специалисты сварочного производства, прошедшие специальную подготовку и аттестацию с проверкой теоретических и практических навыков и имеющие удостоверение установленной формы.
Желательно, чтобы срок действия их квалификационных удостоверений перекрывал планируемый срок выполнения работ. Сведения о сварщиках и выполняемых ими работах должны ежедневно фиксироваться в журнале сварочных работ. Журнал сварочных работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения сварочных работ.
Электромуфтовая сварка, перед началом работ принимаются необходимые меры по защите людей от поражения электрическим током (защитное заземление, разделительные трансформаторы и другие мероприятия, предусмотренные Правилами устройства электроустановок). В случае проведения сварочных работ в темное время суток организуется местное освещение. Потребность в защитных палатках, защищающих место сварки от влаги и ветра, определяется в зависимости от климатических условий (во время дождя, снегопада, тумана и при ветре свыше 10 м/с). Автономный источник электроснабжения располагают на расстоянии в несколько метров с подветренной стороны.
Соединения с помощью фитингов

Если нужно соединить трубы неодинакового сечения, то понадобятся компрессионные фитинги. Они представляют собой соединительные детали, имеющие резьбу на внутренней или наружной поверхности. Процесс соединения участков труб с применением фитингов предусматривает:
- Разборку фитинга путем откручивания накидной гайки.
- Зачистку концов трубы и снятия фаски.
- Нанесение отметки, указывающей глубину вхождения.
- Ввод конца трубы в фитинг и затягивание накидной гайки.
Важно! Чтобы упростить фиксацию труб с помощью компрессионных фитингов, на соединяемые концы наносят жидкое мыло или силиконовую смазку.
Если при сооружении трубопровода требуется соединение труб ПНД и металлопроката, то применяют специальные переходные муфты.
Электромуфтовая сварка: последовательность проведения работ
Электромуфтовая сварка применяется для соединения труб диаметром от 20 мм и выше, независимо от толщины стенки. При этом способе сварки работы должны производиться при температуре воздуха от минус 10 до + 30 °С. На приведенные температурные интервалы, как правило, рассчитаны стандартные технологические режимы сварки. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного режима.
Детали с закладными электронагревателями извлекают из упаковки таким образом, чтобы пыль и грязь с упаковки не попала внутрь детали. Концы труб, подготавливаемых под сварку электросварных фитингов, проверяют, чтобы они были обрезаны ровно. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой.


Для седловых отводов зачищается место на трубе, где они будут установлены.
Установка трубы в позиционер
Свариваемые трубы и детали должны быть соосны, без перекосов во избежание непровара. Закрепление труб в позиционере является необходимой операцией. Он позволяет сцентрировать и устранить овальность свариваемых труб, помешать любому движению соединения во время сварки и остывания, предотвратить провисание трубы, защитить соединение от случайных ударов, соблюсти необходимую соосность свариваемых труб и детали в процессе сварки.
Установка труб с перекосом является одной из причин некачественной сварки. Электромуфтовая сварка труб с чрезмерным скосом может привести к смещению и замыканию витков спирали , вытеканию расплава из зоны сварки и пр.

При сварке труб большого диаметра так же необходимо обеспечить ненапряженное положение сопрягаемых деталей, т.е. концы труб, входящие в муфту не должны находиться под воздействием изгибающих напряжений и под действием усилий от собственного веса. При необходимости применять подставки, упоры или подходящие удерживающие приспособления.
Следует соблюдать не напряженную фиксацию сварных соединений до истечения времени остывания стыка. Напряженное положение вставленных в муфту концов труб может привести к некачественному соединению.
Центрация труб при сварке электросварных фитингов производится до величины, позволяющей без чрезмерного усилия надеть муфту на конец трубы. Монтаж может осуществляться посредством равномерных по периметру торцевой части ударов пластиковым молотком. Если надвижение муфты на трубу происходит с чрезмерным усилием, то смещение, замыкание или обрыв витков спирали с большой вероятностью может иметь место.
Недостаточное введение трубы в муфту является одной из причин некачественной сварки. Полноту введения трубы в муфту контролируется по отметке заранее сделанной маркером на поверхности трубы.
Удаление овальности трубы
На качество сварки труб оказывает влияние и их овальность, которая может появиться от длительного хранения труб в штабелях или при их поставке в бухтах. Максимально допустимый просвет между трубой и муфтой по всему диаметру не должен превышать 3 мм.
Если из-за овальности трубы зазор между отцентрованной трубой и муфтой составляет более 3мм (разница в диаметрах — 6мм), то таким трубам в пределах зоны сварки необходимо придать круглую форму. Калибровка (устранение овальности) концов труб осуществляется сжатием труб в зажимах центратора или позиционера.
Если используемые позиционеры не могут обеспечить выправление концов труб за счет их обжатия, используются специальные скругляющие (калибрующие) зажимы, устанавливаемые на расстоянии 15 — 30 мм от торцов деталей или меток на трубе. Для предварительного выправления труб особенно эффективны ручные гидравлические выравнивающие машины.

Непосредственно перед сваркой (предварительным прогревом и сваркой) труб и деталей подвергают протирке свариваемые наружные поверхности труб и внутренние поверхности деталей растворителями (спиртом или ацетоном) с целью удаления жировых пятен и поверхностных загрязнений, появившихся за период их крепления.
Для обезжиривания используют бесцветные одноразовые впитывающие и не ворсистые бумажные салфетки. Обезжиривающая жидкость перед началом сварки должна полностью испариться.


Аналогичным способом сварное соединение маркируют, проставляя на нем номер клейма сварщика. Параметры режимов сварки вводят в память сварочного аппарата в соответствии с принятыми для используемого типа детали принципами и возможностями самого сварочного аппарата (штриховой код, система обратной связи или ручной ввод).

Муфты с закладными нагревателями могут предусматривать возможность повторной сварки. Повторная Электромуфтовая сварка производится в том случае, когда есть сомнения в качестве полученного соединения.
Электромуфтовая сварка
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
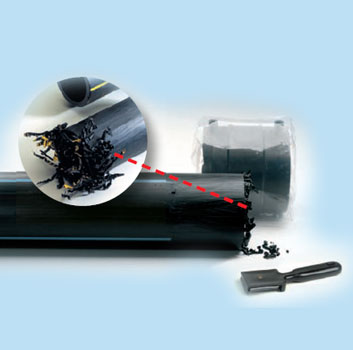
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Назначение электросварных муфт и необходимые инструменты для соединения полиэтиленовых труб
Мероприятия по электромуфтовой сварке труб проводятся при прокладке полимерных линий. С их помощью формируются неразъемные соединения, обладающие высокой прочностью и герметичностью.

Сварка труб ПНД муфтовым способом проводится в полевых и внутрицеховых условиях. Рекомендуемая температура окружающей среды — от -15 до +45 градусов.
Работая с тонкостенными сетями, важно корректно подобрать сварочный режим. Ошибки приведут к деформации полиэтиленовых деталей, уменьшат надежность узла.
Преимущества электромуфтовой сварки
Соединение труб посредством муфт позволяет получить массу преимуществ.
- Качественный шов. Торцы деталей из полиэтилена сплавляются равномерно. Это обеспечивает высокую прочность соединения, исключает непровары и воздушные поры.
- Низкие трудозатраты. Прокладку магистрали из ПНД осуществляет бригада из двух человек. Работы проводятся в сжатые сроки.
- Умеренное потребление электроэнергии. Проведение сварочных работ обходится дешевле в сравнении с монтажом металлических линий.

Применение труб в бухтах и катушках ускорит процесс: сокращается количество стыков, упрощается обход существующих препятствий.
При электромуфтовой сварке соединяются трубы равного диаметра.
Изготовление электросварной муфты
Электросварную муфту изготавливают, используя такой метод, как инжекционное литье под высоким давлением. Процесс производства занимает совсем немного времени, но требует предварительной подготовки форм, чтобы отлить муфты определенной конфигурации и размера. Раздаточный модуль заполняется необходимым количеством расплавленного полимера. Форсунка под давлением впрыскивает расплавленную массу в подготовленную форму. Остывшая полимерная масса принимает заданные размеры и конфигурацию, превращается в готовое соединение для трубопроводов.
Изготовленную таким образом муфту помещают в полиэтиленовую упаковку, дополненную штрих-кодом. Его могут вложить в пакет в виде отдельной карточки или наклейки, закрепленной непосредственно на муфте. Штрих-кодом фиксируется важная информация о параметрах сварки для специального аппарата электромуфтовой сварки, задающая программу его работы.
Важно знать! Для запуска аппарата понадобится сканер или считывающий карандаш.
Особенности сварки труб ПНД муфтовым способом
При электромуфтовой сварке полиэтиленовых труб используется оборудование, обеспечивающее позиционирование, нагрев и смыкание заготовок.
Выравнивание стыкуемых поверхностей осуществляет торцеватель. С его помощью удаляются дефекты, препятствующие формированию сварного шва.

Сварка муфтовым способом выполняется в несколько этапов.
- Первичная подготовка. Трубы очищаются от грязи и пыли. Их поверхность протирается ветошью, затем обезжиривается. При удалении засохших отложений могут использоваться скребки.
- Установка. Элементы магистрали фиксируются посредством муфты и позиционера.
- Фиксация токоведущих кабелей. Аппарат подключается к сети, кабели закрепляются в пазах муфты.
- Калибровка. Мастер выставляет режим сварки, проверяет готовность устройства.
- Сварка. Подача напряжения активирует нагревательные элементы муфты. Они сплавляют торцы труб, формируя неразъемное сварное соединение.
Трубы остывают в естественной среде. После нормализации температуры стыки проходят проверку качества.
Сварочный аппарат отключается автоматически.



Преимущества электросварных муфт
Распространение фитингов подобного типа связано с присущими им значимыми достоинствами, к которым следует отнести:
- долговечность (они могут прослужить более пятидесяти лет);
- относительно невысокую стоимость (если сравнивать с соединениями, выполненными из других материалов);
- неподверженность коррозии;
- способность не утрачивать с течением времени стойкости к гидравлическим ударам и расширениям;
- многообразие конфигураций и размеров;

Подобные фитинги выпускаются в различных размерах и конфигурациях, что обуславливает их широчайшее применение
- возможность применения при соединении труб как разного диаметра, так и изготовленных из разных материалов (особенно при соединении металлических труб с полиэтиленовыми);
- легкость установки, не требующая профессиональных навыков;
- невероятную быстроту монтажа;
- недоступную для аналогичных соединений, выполненных из других материалов, возможность установки в самых сложных местах трассы трубопровода. Они совершенно незаменимы, когда требуется соединение на повороте, разветвлении, присоединениях арматуры.
Требования к соединениям, полученным при электромуфтовой сварке труб ПНД
В рамках сварки ПНД труб электромуфтами предусмотрены контрольные мероприятия. Ключевые требования к соединениям:
- отсутствие осевого смещения, превышающего толщину стенок более чем на 10%;
- качественный, равномерный шов, проходящий вдоль всей поверхности стыка;
- отсутствие температурных деформаций на поверхности муфты и магистрали;
- сохранение герметичности узла при работе трубопровода под номинальным давлением.

Сварной стык проверяется визуально. В отдельных случаях используются профильные инструменты.
При выявлении дефектов производится демонтаж участка. Сварочные работы выполняются повторно.
Аппарат для сварки. Порядок проведения сварочных работ
Установка электросварочный муфты требует специального оборудования – аппарата для сварки электросварных муфт пнд. Аппарат используется прямо на месте, где непосредственно ведутся работы. Он весит менее 20 кг, и не требует наличия высококвалифицированного специалиста для обслуживания. Сварочное оборудование посредством сканера или считывающего карандаша получает требуемую информацию для запуска программы работы. Контроль над процессом запрограммирован, вмешательство сварщика излишне. Работы ведутся в следующем порядке:
- Монтируемая труба, не имеющая значительной кривизны, обрезается строго перпендикулярно ее оси. Торцы соединяемых труб очищаются с использованием скребка на всю длину соединения. После чего их тщательно обезжиривают, пропитав ветошь или салфетку в ацетоном или изопропиловым спиртом.
- Детали, предназначенные для сваривания, тщательно фиксируются в позиционере. При этом обращается внимание на имеющиеся по центру внутренней части муфты технологические бортики, специально установленные для того, чтобы в них уперлись концы соединяемых свариванием труб. Недопустимо, чтобы зазор между соединяемыми трубами внутри муфты превысил толщину их стенки.
- Клеммы сварочного аппарата (трансформатора-выпрямителя) подсоединяются к контактам муфты. По считывании информации с имеющегося на ней штрих-кода начинается автоматический процесс сварки.
- По окончании сварочных работ, когда соединение остынет, проверяется его герметичность. Для этого на место стыка наносится мыльный раствор, а в трубопроводную систему подают сжатый воздух.
Оборудование для электромуфтовой сварки полиэтиленовых труб
- Электромуфты. Соединительные модули, состоящие из полимерного корпуса, электроконтактных подключений и нагревательного элемента. Муфты различаются диаметром и геометрией, подбираются с учетом параметров магистрали.
- Сварочный аппарат. Профильные установки, ориентированные на работу с электромуфтами, различаются габаритами, функционалом, особенностями использования. Цена устройств определяется их маркой и эксплуатационными параметрами.
- Накладки. Вспомогательные элементы, сохраняющие геометрию линии при сварке. Изделия имеют металлический корпус, крепятся при помощи слесарного инструмента либо штатных ручек.
- Позиционеры. Механизмы для соосной фиксации труб и муфт. При покупке позиционеров учитывается диаметр линии и специфика формируемых сварных соединений.

Для реализации нетиповых проектов закупаются дополнительные изделия, способствующие решению поставленных задач.
Где применяют электросварные муфты
Легкость изготовления и установки электросварных муфт в сочетании с невысокой стоимостью и достаточной надежностью конструкции из полимерных материалов обусловили их широкое применение.

Электросварными муфтами можно монтировать газопроводы и магистрали водоснабжения, в которых разрешено применение труб ПЭ
Устанавливая электросварные муфты, следует помнить, что существуют жесткие ограничения их использования:
- температура рабочей среды не должна превышать 40º С;
- давление — не более 16 атм.
Допустимо использовать электросварные муфты:
- в канализационной системе;
- в водопроводной системе (напорной и безнапорной), для подачи и питьевой, и технической воды;
- в системе газоснабжения;
- в трубопроводах, по которым транспортируют химические вещества, не вступающие в реакцию с полиэтиленом (контакт с кислотами и щелочами должен исключаться категорически).
Полезная информация! Распространение электросварных соединений связано также с тем фактом, что они, как и трубы, изготовленные из полимеров низкого давления, способны выдерживать замерзание и таяние перекачиваемой по ним жидкости.
Кому поручить сварку ПНД труб электромуфтами?
К проведению сварочных работ стоит привлекать профильные организации. Подобное решение позволит:
- реализовать намеченные цели в установленные сроки;
- минимизировать сложности на площадке;
- оптимизировать финансовые траты;
- обеспечить качественное выполнение работ;
- получить профессиональные консультации по интересующим вопросам.
предлагает все необходимое для электромуфтовой сварки. В ассортименте расходные материалы, вспомогательные приспособления, специализированное оборудование. Продукция соответствует международным стандартам, сопровождается сертификатами и паспортами.

Помощь в оформлении заказа окажут штатные менеджеры. Они подберут подходящие изделия, примут заявку, согласуют условия доставки и оплаты.
Критерии выбора муфты
При выборе электросварных соединительных фитингов следует учитывать:
- вид соединительного элемента;
- размеры фитинга;
- компанию-производителя.
Виды электросварных фитингов
Разновидность фитинга подбирается в зависимости от особенностей соединения трубопроводной системы и в соответствии со схемой сети. Электросварные фитинги предназначаются:
- для сварки труб под разными углами;
- для соединения труб одного диаметра;
- для стяжки труб разных диаметров;
- для присоединения дополнительного отвода.

Выбор вида электросварной муфты
Разнообразие размеров
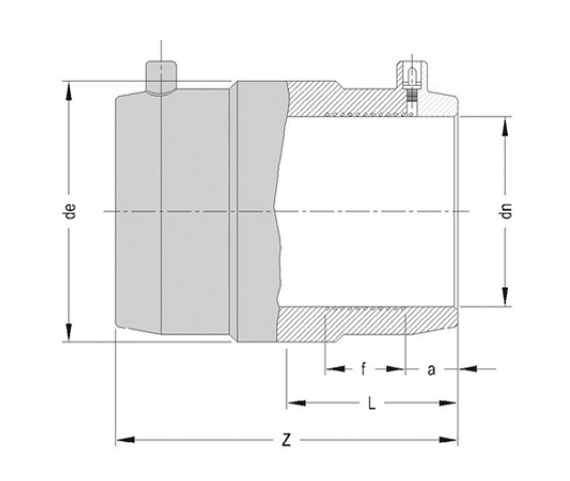
Следующий параметр – это подбор габаритных размеров соединительного элемента. Под габаритными размерами понимаются:
- внутренний диаметр (dn);
- внешний диаметр (de). ;
- длина фитинга (Z);
- длина одной составной части фитинга (L);
- расстояние до клеммы и от клеммы (f) до края муфты (а).

Основные размеры фитингов
В настоящее время выпускаются муфты диаметром от 20 мм до 400 мм. Стяжка труб будет более качественной, если технические параметры фитинга полностью соответствуют параметрам соединяемых труб.
Как подобрать электросварную муфту и соединить с ее помощью ПНД трубы
Для соединения труб ПНД в последнее время преимущественно используется электросварная муфта. Способ с ее применением отличается простой монтажа, отличными герметичными свойствами, неподверженностью перепадам температур и гидроударов, а также высокой прочностью. Для достижения максимального результата при стыковке труб необходимо не только правильно подобрать фитинг, но и качественно произвести его монтаж.

Фитинг для качественного соединения труб ПНД
Устройство электросварной муфты
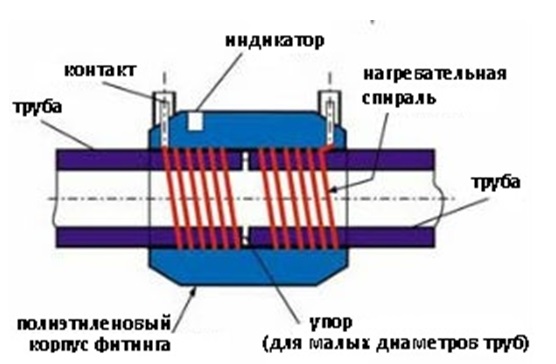
Стандартная муфта для электросварки состоит из следующих элементов:
- корпуса, который может быть изготовлен из разных марок полиэтилена;
- нагревательных нитей. В настоящее время используются нити из меди или карбона. Карбоновые нити нагреваются быстрее, но и стоит такой фитинг больше;
- контактов для присоединения клемм сварочного оборудования;
- крепежных частей, располагающихся на трубе и предназначенных для более прочной стыковки фитинга и труб;
- индикатора, по которому можно определить процесс прохождения сварки.
Составляющие элементы электросварной муфты
Преимущества и недостатки фитинга
Основными достоинствами муфт, предназначенных для соединения труб методом электросварки, являются:
- универсальность. Муфты можно использовать при строительстве любых трубопроводов (водоснабжения, канализации, газоснабжения и так далее);
- долговечность;
- неподверженность воздействию коррозии;
- стойкость к перепадам давления и температуры в трубопроводе;
- легкость и простота установки;
- многообразие форм и размеров соединительных фитингов.
Существенными недостатками ПЭ электросварных фитингов является невозможность их использования при следующих условиях:
- при температуре менее 0ºС;
- при температуре более 40ºС;
- при давлении в трубопроводе свыше 16 атмосфер.

Фирмы-изготовители
Для обеспечения качества сварного шва и применяемого фитинга рекомендуется подбирать соединительные элементы наиболее популярных производителей, к которым относятся:
- Chiorino (Италия);
- Optibelt (Германия);
- Nupigeco (Италия);
- Ammeraal Beltech (Голландия).
Продукция указанных компаний изготавливается из высококачественных материалов с соблюдением всех норм и правил, что позволяет достичь максимального качества электросварных фитингов.
Монтаж муфты своими руками
Для соединения труб ПНД при строительстве трубопровода для канализации, водоснабжения и так далее электросварными муфтами потребуется подготовить:
- рулетку и маркер;
- труборез;
- наждачную бумагу;
- ацетон;
- специальный сварочный аппарат.
Аппарат для установки электросварных фитингов
Технология установки муфты следующая:
- подготовка труб. Полиэтиленовая труба обрезается в соответствии с размерами, установленными схемой будущего трубопровода. Срез выполняется максимально ровным и четко под углом в 90º. В противном случае добиться полной герметичности соединения не получится;

Подготовка труб к соединению
- после нарезки концы труб зачищаются от заусенцев и иных шероховатостей, полностью очищаются от грязи с использованием ацетона или растворителя любого иного вида;
- трубы предельно аккуратно фиксируются в фитинге. Особенно важно следить за установкой труб в соединительный элемент, если для сборки используются муфты старого образца, не оборудованные специальными крепежными элементами или муфты больших размеров, при изготовлении которых крепежи не монтируются;
Для более корректной установки фитинга рекомендуется предварительно обозначить на трубе расстояние, которое будет располагаться внутри соединительного элемента.

Правильное соединение труб и электросварного фитинга
- к электросварной муфте подключается аппарат для нагрева и расплавления нитей, за счет которых и производится фиксация фитинга;

Подготовка к установке муфты
- производится настройка оборудования в соответствии с технической документацией, поставляемой совместно с фитингом. Если для выполнения работы используется автоматический сварочный аппарат, то данным шагом можно пренебречь, так как оборудование самостоятельно подберет оптимальный режим работы;
- выполняется сварка в соответствии с указаниями индикатора;
- после завершения работы снимаются кабеля, и готовое соединение выдерживается до полного остывания, на которое требуется приблизительно 20 – 30 минут времени;
- проверяется герметичность и прочность сварки.
Пошаговый процесс установки муфты электросварной представлен на видео.
Электросварные муфты не требуют специального обслуживания в течение всего срока использования. Если в ходе эксплуатации фитинг пришел в непригодность, то потребуется его полная замена.
Читайте также: