Защита при сварке аргоном
Обновлено: 30.06.2024
Аргоновая сварка — это разновидность дуговой сварки, но с использованием инертного газа — аргона, подаваемого в место горения электрической дуги. Технология аргонодуговой сварки позволяет сваривать разные металлы и сплавы, которые не подаются сварке традиционными методами. Аргонодуговая сварка стали дает возможность получить прочное сварное соединение с красивым и ровным швом. Но технологический процесс аргонодуговой сварки довольно трудоёмкий и имеет свои специфические особенности. Познакомимся поближе с этими особенностями.
Процесс аргонодуговой сварки
Суть аргонодуговой сварки — это симбиоз газовой и электродуговой сварки. Плавление свариваемых деталей и присадочного материала происходит за счет высокой температуры, создаваемой электрической дуги. Сущность процесса аргонодуговой сварки состоит из защиты свариваемой кромки металла от окислительных процессов. Аргон подается в зону сварки через сопло горелки. Он выдувает своим давлением воздух вокруг электрода, таким образом защищая (изолируя) оплавляемый металл свариваемых изделий. Если в зону сварки не подавать инертные газы, то при выделении углерода сварочный шов становится пористым (с воздушными пузырьками) и прерывистым. Аргон сам по себе нейтрален и не вступает в химические реакции даже при высоких температурах плавления металла. Поскольку этот газ тяжелее воздуха, то он выдавливает его из сварочной ванны.

Сам процесс аргоновой сварки производится плавящемся или неплавящимся электродом. Для заполнения зазоров и получения высокого и прочного шва используется присадочная проволока, такого же материала, что и привариваемый металл.
Порядок выполнения работ при сварке
В первую очередь необходимо подготовить заготовки — зачистить поверхности, при необходимости обработать кромку (при большой толщине металла, нужно образовать фаски). Перед сваркой все заготовки должны быть обезжирены.
Технология аргоновой сварки различных металлов — это правильно подобранные режимы, включая силу тока. А напряжение желательно ставить не выше 14 В. Скоростной режим и расход газа подбираются в зависимости от толщины и вида материалов и конечно же от опыта самого сварщика.
Оборудование для сварки
Чтобы получить хороший качественный шов, необходимо правильно подобрать оборудование. Устройство аргонодуговой сварки можно условно разделить на три типа:
- Специализированное. Используется для сварки заготовок только одного вида.
- Специальное оборудование. Применяется на промышленных предприятиях, для сварки изделий одного типоразмера.
- Универсальное. Это оборудование используется для сварки всех видов в среде аргона и является наиболее часто используемым.
Сварочный аппарат для аргоновой сварки — это инвертор, с питанием от сети на 220 или 380 V. Инвертор преобразует переменный ток в постоянный, увеличивая при этом частоту.

Кроме самого сварочного аппарата, для процесса сварки еще требуется дополнительное оборудование и расходные материалы. Это должны быть:
- специальные горелки с кабелем;
- вольфрамовые электроды;
- осцилляторы;
- контактор и реле;
- баллон с аргоном и редуктор с манометрами;
- шланги высокого давления;
- сварочный шлем, или очки и маска.
Сферы применения аргоновой сварки
Благодаря постоянному току, выдаваемому инвертором, можно сваривать не только черный металл и легированные стали, но и чугун, нержавейку, медь, алюминий и даже титановые сплавы. Область применение аргонодуговой сварки нашли в автомобилестроении, в авиационной промышленности и ракетостроении.
Аргонодуговая сварка создает прочное и надежное соединение с аккуратным и красивым швом. Проведение сварочных работ должно быть в правильных условиях, чтобы в результате была качественная и крепкая сцепка в месте сварочного шва.
Мы надежная компания, в основе деятельности которой – правила честной конкуренции и жесткого контроля качества услуг.
Вредность
Там, где из Вас пытались сделать сварщика, должны были объяснить, что сварка (вне зависимости от способа) сопряжена с выделением аэрозолей, вредных паров и газов, а также пыли. И что эти выделения делятся на четыре класса: 1.Черезвычайно опасные - хромовый ангидрид и хроматы с бихроматами, торий, озон, никель и его окислы, бериллий и его соединения; 2.Высокоопасные - соли фтористоводородной кислоты и сам фтористый водород, окислы азота, трехокись ванадия и его пятиокиси пыль, марганец; 3.Умеренно опасные - двуокись кремния, окись цинка, молибден и его соединения, вольфрам с его карбидами; 4.Малоопасные - титан с его двуокисью, окись углерода, окись железа с фтористыми или марганцевыми соединениями, алюминий с его окисью.
Если Вас не увлекает перспектива всю жизнь дышать этой прелестью - меняйте профессию.
Или, как один мой ученик (решивший профессию повара сменить) заходить в мастерскую сразу в респираторе.
Там, где из Вас пытались сделать сварщика, должны были объяснить, что сварка (вне зависимости от способа) сопряжена с выделением аэрозолей, вредных паров и газов, а также пыли. И что эти выделения делятся на четыре класса: 1.Черезвычайно опасные - хромовый ангидрид и хроматы с бихроматами, торий, озон, никель и его окислы, бериллий и его соединения; 2.Высокоопасные - соли фтористоводородной кислоты и сам фтористый водород, окислы азота, трехокись ванадия и его пятиокиси пыль, марганец; 3.Умеренно опасные - двуокись кремния, окись цинка, молибден и его соединения, вольфрам с его карбидами; 4.Малоопасные - титан с его двуокисью, окись углерода, окись железа с фтористыми или марганцевыми соединениями, алюминий с его окисью.
Если Вас не увлекает перспектива всю жизнь дышать этой прелестью - меняйте профессию.
Или, как один мой ученик (решивший профессию повара сменить) заходить в мастерскую сразу в респираторе.
Респиратор спасает частично, на 100% наверное только скафандр. Спасибо за информацию.
Респиратор спасает частично, на 100% наверное только скафандр. Спасибо за информацию.
Есть на много лучше и дешевле вариант чем респиратор.
Маска от 3М, Speedglas
Сама маска в России стоит от 17 500 руб. + аппарат принудительной подачи чистого воздуха от 11 000 руб.
А если учесть что хороший респиратор стоит от 350 руб. и он одноразовый, то эта маска просто бесподобна!
Не рекламирую, просто как вариант защиты от вредной среды и поддержание темы.
Каркасы безопасности, пространственные рамы, багги.
Меня насчет вредности аргона, уже все запугали что он безумно вреден и бьет по мужскому достоинству, в основном даже и не сварные. Я хочу научиться в ближайшем будущем данному виду сварки, для того чтоб просто колымить и работать в гараже или в проветриваемых помещениях(к примеру на отоплении трубы медные сварить и т.д.). А резервуары обваривать тут уж увольте, неполезу, сначала буду смотреть где что и как, а потом браться. Такая политика у меня лично на счет аргоновой сварки.
Безумно вредный газ аргон, ага
ну как хлорпикрин и фосген в одном флаконе, с примесью брома

Бармалея старший брат
Составил:
Главный внештатный специалист-эксперт Главного управления здравоохранения Курганской области главный профпатолог Лукина Марина Васильевна.
К основным, чаще всего развивающимся профзаболеваниям газоэлектросварщиков относятся:
1. Интоксикация марганцем (нейротоксикоз)
2. Пневмокониоз электросварщиков
3. Профессиональная экзема
4. Пылевой бронхит
5. Бронхиальная астма.
Марганец относится к числу нейротропных ядов, способных вызвать развитие наиболее тяжелой формы профессионального нейротоксикоза. Марганец – хрупкий металл, легко соединяется с кислородом, растворим в кислотах, имеет жизненно важное значение, входит в состав ферментов, является кофактором для ряда ферментов, необходим для эритропоэза, синтеза гемоглобина, аскорбиновой кислоты, гликогена, образования хрящевой ткани. Марганец ускоряет выработку антител и синтез витамина С. Влияет на деятельность гипофиза и желез внутренней секреции, на функционирование мышц и нервов. В производственных условиях марганец встречается в виде пыли, паров, аэрозолей, содержащих оксиды или соли марганца. Марганец входит в состав качественных электродов, используемых для сварки, и в процессе работы выделяется в окружающую среду в составе сварочного аэрозоля. Т.о., марганец в виде аэрозоля проникает в организм через легкие, в меньшей степени через желудочно-кишечный тракт и кожу. Депонируется марганец в костях, головном мозге и паренхиматозных органах. В крови в норме содержится 0,012 – 0,050 мг% марганца. Выделение происходит в основном
с калом, меньше с мочой, слюной, грудным молоком. Предельно допустимая концентрация (ПДК) марганца в воздухе рабочей зоны – 0,3 мг\м3 для аэрозолей дезинтеграции и 0,05 мг\м3 для аэрозолей конденсации.
Марганец обладает выраженным тропизмом к подкорковым узлам головного мозга. Он нарушает обмен биогенных аминов, ряда ферментов, угнетает адренореактивные и активирует холинореактивные системы, увеличивает содержание ацетилхолина в синапсах подкорковых узлов и гипоталамуса. Но главное в его токсическом действии – нарушение синтеза и депонирования дофамина, нарушение баланса содержания ацетилхолина и допамина, в результате чего нарушается мышечный тонус, точность, ловкость и плавность произвольных движений, развиваются вегетативные расстройства.
Марганец также вызывает гипофункцию желез внутренней секреции,
функциональную недостаточность печени, вазомоторную недостаточность, снижает кровенаполнение мозга (в бассейне вертебро-базиллярных артерий) и суммарный мозговой кровоток. Марганец обладает аллергизирующим действием, поэтому кроме поражения нервной системы способен вызывать бронхиальную астму и экзему. При вдыхании пыли марганцевых руд возможно развитие пневмокониоза (манганокониоза), при вдыхании сварочного аэрозоля – пылевого бронхита, пневмокониоза электросварщиков.
Необходимо отметить, что острых отравлений марганец не вызывает, в
производственных условиях развивается хроническая марганцевая интоксикация.
Признаки интоксикации развиваются медленно. У электросварщиков, работающих с марганецсодержащими электродами в закрытых емкостях и подвергающихся воздействию повышенных концентраций марганца в сочетании с оксидом углерода, клиническая картина поражения нервной системы характеризуется астеническими, вегетативно-сосудистыми, а иногда и негрубыми полиневритическими нарушениями. Степень
выраженности экстрапирамидных нарушений зависит от концентрации оксидов марганца в рабочей зоне.
Для стадии функциональных нарушений характерны общая слабость, повышенная утомляемость, снижение физической и умственной работоспособности, двигательной активности, повышенная сонливость. Сужается круг интересов, появляется благодушие, отсутствие адекватной оценки состояния своего здоровья, что обусловливает позднее
обращение больного за медицинской помощью. Отсутствие специфики и яркой клиники на этом этапе вызывает затруднения диагностики. Объективно у больного имеет место легкая мышечная гипотония, гипергидроз, гипомимия, лабильность пульса и АД, чувствительные нарушения. Это легкая степень хронической марганцевой интоксикации.
В большинстве случаев возможна стабилизация процесса, реже – восстановление здоровья.
При продолжении контакта с марганцем к этим проявлениям добавляются признаки интеллектуально-мнестических нарушений, экстрапирамидной недостаточности (брадикинезия, умеренное повышение мышечного тонуса, координационные нарушения), поражения периферических нервов (гипестезия по дистальному полиневритическому
типу). Изменения носят мало или необратимый, нередко прогрессирующий характер. Это средняя степень тяжести хронической марганцевой интоксикации. Тяжелая степень интоксикации развивается редко и характеризуется наличием акинетико-ригидного или амиостатического синдрома или марганцевого паркинсонизма.
Марганцевый паркинсонизм развивается чаще у малостажированных больных (от нескольких месяцев до 2-3 лет) и характеризуется диффузным поражением нервной системы двигательными и психическими нарушениями. Кроме марганцевого паркинсонизма возможно развитие токсической полиневропатии с дистальной гипальгезией, снижением силы, болезненностью мышц при пальпации, снижение потенции у мужчин, нарушение менструального цикла у женщин, гастрита со ниженной секрецией.
Следует отметить, что у многих, длительно работающих в контакте с марганцем интоксикация не развивается или под воздействием сопутствующих марганцу окиси углерода, продуктов сгорания электрода, аэрозолей металлов развивается поражении других органов и систем. Очевидно, это связано с тем, что синдром марганцевого
паркинсонизма развивается в основном у лиц с генотипически обусловленной повышенной уязвимостью (неполноценностью) стриопаллидарной системы. Вследствие этого возможно субклиническое течение марганцевой интоксикации, которое под влиянием атеросклероза, нейротравмы, нейроинфекции и др. приобретает клиническое течение в виде синдрома марганцевого паркинсонизма. Необходимо отметить, что клинические проявления марганцевой интоксикации продолжают прогрессировать в течение многих лет после прекращения контакта с ним. Дифференциальный диагноз в стадии функциональных нарушений проводится с неврозами и неврозоподобными состояниями, полиневропатиями диабетического, постинфекционного, алкогольного происхождения. В стадии органических нарушений (токсическая энцефалопатия) – с опухолями головного мозга, острыми нарушениями мозгового кровообращения, постинфекционными и посттравматическими энцефалопатиями, паразитарным поражением головного мозга.
Лечение и дальнейшее наблюдение пациента – в профцентре.
Патология легких и дыхательных путей у электросварщиков
В процессе работ, связанных с электросваркой, образуется высокодисперсный аэрозоль, включающий пыль железа и других металлов, а также газы, обладающие токсичными и раздражающими свойствами, и диоксид кремния. Состав и количество образующейся высокодисперсной пыли зависит от вида сварки, состава используемых сварочных материалов и свариваемых металлов, режима сварочного процесса и др. Кроме пыли железа, а при ряде работ и свободного диоксида кремния, сварочный аэрозоль может содержать токсичные вещества – оксиды марганца, оксиды хрома, соединения никеля, меди, цинка, ванадия и других металлов, а также оксиды азота, оксид углерода, озон, фторид водорода и др. Если в сварочном аэрозоле содержится большое количество пыли оксидов железа и диоксида кремния, то пневмокониоз электросварщиков расценивается как сидеросиликоз. При высоком содержании в аэрозоле свободного диоксида кремния могут развиваться классические формы силикоза.
Известны случаи возникновения манганокониоза (пневмокониоз от воздействия пыли марганца) у электросварщиков, применяющих качественные марганецсодержащие электроды. При использовании электродов с фтористо-кальциевым покрытием у электросварщиков нередко возникают острые респираторные заболевания и пневмонии, что в определенной мере можно связать с токсическим действием образующегося при сварке фторида водорода. У газорезчиков, имеющих контакт с газами раздражающего и токсического действия, также отмечается наклонность к повторным пневмониям и частым острым респираторным заболеваниям. Возможно развитие острых поражений верхних дыхательных путей и легких вплоть до токсического отека легких (фторид водорода, оксиды азота и др.), а также литейной лихорадки от воздействия аэрозоля конденсации цинка, меди, никеля и других металлов. Т.о., сварочный высокодисперсный аэрозоль сложного состава может оказывать не только фиброгенное, но и токсическое, раздражающее, сенсибилизирующее действие. В связи с этим у электросварщиков и газорезчиков , помимо пневмокониозов, могут развиваться хронический бронхит и бронхиальная астма (от воздействия хрома, никеля и других соединений). Воздействие производственной пыли у сварщиков нередко сочетается с воздействием неблагоприятных факторов микро- и макроклимата, с вынужденной неудобной рабочей позой, что ускоряет развитие патологического процесса и обусловливает полиморфизм клинической картины. Большую роль играет также работа в закрытых емкостях (цистерны, баки и т.п.), где в условиях замкнутого пространства и при отсутствии вентиляции сварщик вынужден дышать воздухом с большой концентрацией сварочных аэрозолей. Респиратором сварщики не пользуются в силу неудобства (одновременное использование щитка и респиратора практически невозможно), а специальными шланговыми противогазами с подачей воздуха предприятия не обеспечены. Пневмокониоз, обусловленный воздействием пыли, выделяющейся при сварочных работах и газорезке, характеризуется в большинстве случаев доброкачественным течением. Обычно кониотический процесс возникает через 15 – 20 лет после начала работы. В единичных случаях при проведении сварочных работ в замкнутых емкостях возможно более раннее развитие пневмокониоза (через 5 – 6 лет). Клинические проявления пневмокониоза электросварщиков, как и многих пневмокониозов, весьма скудны. Обычно больные жалуются на кашель сухой или с небольшим количеством мокроты, умеренную одышку при физическом напряжении, иногда – боли в грудной клетке. При этом физикальные данные обследования длительное время остаются в норме, показатели функции внешнего дыхания длительно не изменены.
Позже обнаруживаются признаки эмфиземы легких, показатели ФВД слегка снижаются преимущественно по рестриктивному типу. Рентгенологически в начальной стадии пневмокониоза выявляются диффузное усиление и деформация сосудисто-бронхиального
рисунка. На этом фоне определяются четко очерченные, округлые, одинаковой формы и величины узелковоподобные образования, которые по мере прогрессирования заболевания и при продолжении работы в условиях воздействия аэрозоля довольно равномерно усеивают оба легочных поля. Указанные изменения обусловлены главным образом скоплением рентгеноконтрастных частиц металлической пыли. В отличие от силикоза не наблюдается значительное увеличение лимфоузлов корней легких, пневмофиброз выражен слабо, фиброзные узелки, характерные для силикоза, не формируются. Пневмокониозу электросварщиков свойственно, как правило, доброкачественное течение без прогрессирования процесса в постпылевом периоде. Отличительной его особенностью является возможность регрессии или обратного развития патологического процесса после прекращения работы в контакте с пылью. Наблюдаемое уменьшение количества и размеров узелковоподобных образований в легких обусловлено тем, что при этой форме кониотического процесса клеточная реакция в легких преобладает над процессами фиброза. В связи с этим возможно обратное развитие клеточно-пылевых очажков за счет элиминации рентгеноконтрастной пыли и рассасывания клеточных скоплений и молодых коллагеновых волокон. Пневмокониоз электросварщиков сравнительно редко осложняется туберкулезом. Довольно частые осложнения – это хроническая бронхолегочная инфекция с симптомокомплексом бронхита. Предрасполагают к развитию этого осложнения перенесенные острые отравления газами раздражающего и токсического действия или частые острые респираторные заболевания, под видом которых также нередко протекают слабовыраженные, стертые формы последствий острого воздействия газов, образующихся при сварке и газорезке металлов. Дифференцировать пневмокониоз электросварщиков необходимо с другими заболеваниями органов дыхания, характеризующимися развитием пневмофиброза и\или имеющими сходную рентгенологическую картину: туберкулез, саркоидоз, карциноматоз легких, лимфогранулематоз, диффузным фиброзирующим альвеолитом и др. В лечении пневмокониозов упор делается на этиологическое (прекращение контакта с пылью) и патогенетическое. Последнее включает в себя отхаркивающие препараты, муколитики, витамины, биогенные стимуляторы, по показаниям – бронхолитики, ингаляционные ГКС. Хороший эффект показывает физиотерапевтическое лечение, ЛФК, санаторно-курортное лечение.
Профилактика профзаболеваний электросварщиков
1. Совершенствование технологических процессов.
2. Регулярное использование индивидуальных средств защиты (для электросварщиков это противогазы шланговые, которые обеспечивают подачу воздуха, пригодного для дыхания, из чистой зоны; существуют также автономные противогазы, которые обеспечивают подачу дыхательных смесей из индивидуального источника воздухоснабжения; фильтрующие СИЗ органов дыхания газопылезащитные).
3. Наличие, исправность и регулярное использование коллективных средств защиты: местная приточно-вытяжная вентиляция и увлажнение перерабатываемых материалов.
4. Качественное проведение предварительных при поступлении на работу профилактических медицинских осмотров, основная цель которых - определение профессиональной пригодности к работе в контакте со сварочными аэрозолями. Основные противопоказания к допуску перечислены в приказе МЗ РФ от 14.03.1996г № 90 «О порядке проведения предварительных и периодических едицинских осмотров работников и медицинских регламентах допуска к профессии».
5. Качественное и регулярное проведение периодических профилактических медицинских осмотров, основная цель которых – выявление начальных признаков профзаболеваний и начальных признаков общих заболеваний, препятствующих продолжению работы в контакте с пылью и сварочными аэрозолями.
6. Оздоровление лиц, имеющих контакт с пылью, в профилактории, пансионате, труппе здоровья.
7. Защита временем (исключение чрезмерно длительного стаже работы со сварочными аэрозолями и пылью и исключение сверхурочных работ). Рекомендуемый максимальный стаж для электросварщиков – 12,5 лет.
8. Наличие и регулярное использование дополнительных к обеденному оплачиваемых перерывов для посещения ингалятория. 9. Регулярное использование дополнительного питания.
10. Отказ от курения.
А ещё есть вольфрамовые электроды с торием, очень хорошо горят на постоянке, но торий мало, мало радиоактивен
Для чего используют аргонную сварку и когда она незаменима

Для чего используют аргонную сварку? Почему в определенных ситуациях она просто незаменима? Ответы на эти вопросы дать не так уж и сложно. Дело в том, что некоторые металлы, вроде алюминия, меди или титана, соединить идеальным швом с помощью стандартных методов просто не получится. И тут на помощь приходит сварка в среде аргона.
Данная технология не является чем-то сверхсложным, однако имеет свои особенности. Качество работы во многом зависит от имеющегося оборудования, способа сварки и т. п. Только при соблюдении конкретных условий можно получить надежный и практически незаметный шов – для любого производства это является первоочередной задачей.
Технология аргонодуговой сварки
Аргонная сварка объединяет в себе признаки газовой и электродуговой. От газовой в технологический процесс взят ряд приемов создания неразъемного соединения и использование газа, а от электродуговой – применение электрической дуги.

Электрическая дуга в процессе горения создает высокую температуру, благодаря чему края деталей плавятся вместе с присадками, в результате образуется шов. Аргон, а именно этот газ используется в данном случае, защищает расплав от воздействия кислорода. Но об этом позднее.
Существует ряд особенностей, присущих сварке большей части цветных металлов, а также их сплавов и легированных сталей. Они заключаются во взаимодействии расплавленных металлов с окружающим их воздухом: кислородом и его примесями. Находясь в расплавленном состоянии, металлы начинают активно окисляться.
Такое взаимодействие плохо влияет на свойства сварного соединения. В результате появления пузырьков воздуха в расплавленном металле внутри шва образуются поры. Это приводит к снижению прочности соединения. Алюминий же в процессе расплавки, при непосредственном влиянии кислорода, начинает гореть.
Поэтому необходимо защищать сварной шов от влияния воздушной среды на соединяемые легированные стали и цветные металлы. Использование аргона в качестве защитного газа при этом считается оптимальным, так как он эффективно защищает металлы при сварке.
Благодаря тому, что аргон на 38 % тяжелее воздуха, он легко вытесняет его из сварочной ванны, защищая шов. Он не вступает в реакцию с металлами, находящимися в расплавленном состоянии, и другими газами в зоне расплава. В случае сварки на обратной полярности с защитой аргоном нельзя забывать о том, что газовая среда легко превращается в плазму, проводящую ток. Это происходит из-за потока электронов, которые отделяются от атомов аргона.
Работа в аргонной среде может происходить с помощью двух типов электродов: плавящихся и неплавящихся. Последние представляют собой вольфрамовые стержни, которые, как известно, достаточно тугоплавкие. Для того чтобы подобрать подходящий диаметр таких электродов, надо заглянуть в специальный справочник. Чаще всего выбор зависит от материала заготовок.
2 основных способа аргонной сварки
Вид сварки выбирается в зависимости от материала, с которым предстоит работать. Качественный результат можно получить только при выборе оптимального способа сварки в каждом конкретном случае.
Наиболее популярна сварка аргоном. Выполняется она вручную с использованием штучных электродов.

Основные особенности аргонной сварки:
- Высокая скорость выполнения работы.
- Сравнительно небольшая температура сварки.
- Отсутствие присадочного материала.
- Аккуратный и достаточно тонкий шов.
Второй по распространенности является аргонодуговая сварка. Она широко применяется в промышленности. Выполняется как ручным, так и автоматическим методами с использованием вольфрамовых штучных электродов и присадочной проволоки. Специалисты считают данную сварку более сложной и трудоемкой, чем аргонная.
Впрочем, у этого способа также есть свои преимущества:
- Достаточно высокая производительность труда, которой сложно добиться при ручной сварке.
- Возможность сваривания таких материалов, как углеродистая и легированная сталь.
- Высокое качество шва.
Однако выбор способа соединения зависит не только от оборудования, но и от сварочного материала. В большинстве случаев данные методы взаимозаменяемы. Чаще все же отдают предпочтение аргонодуговой сварке. При выборе аппаратуры для проведения сварочных работ стоит остановиться на агрегатах с переменным и постоянным током, несмотря на их высокую стоимость, зато применять их можно при работе практически с любым металлом.
Аргонодуговая сварка дает качественный результат, но в этом случае для работы требуется хорошее оборудование, качественные расходные материалы и высококвалифицированный персонал.
Типы оборудования для аргонодуговой сварки
Существует несколько видов аргонной сварки, которые зависят от уровня механизации процесса:
- ручная;
- механизированная;
- автоматизированная;
- роботизированная.
Для каждого способы сварки необходимо определенное оборудование, соответственно, и стоимость работ различается.

При ручном способе сварки применяют неплавящиеся вольфрамовые электроды, подача проволоки осуществляется самим мастером, горелка для аргонодуговой сварки перемещается.
Механизированный способ характеризуется подачей присадочных прутков в автоматическом режиме, при этом мастер сам держит горелку.
Автоматизированная сварка полностью под контролем оператора – подача проволоки и перемещение горелки происходят автоматически.
Роботизированный процесс исключает и присутствие оператора.
8 правил аргонодуговой сварки
Для проведения аргонной сварки необходимо приобрести следующее оборудование: инвертор либо сварочный трансформатор, емкость с аргоном, горелку, присадочную проволоку или прутки.

Существует ряд правил, необходимых для выполнения данного вида сварки:
- Заготовки (или непосредственно зона сварки) должны быть очищены от любого вида загрязнений, а затем обезжирены.
- Подача газа начинается за 20 секунд до работы и прекращается через 10 секунд после ее окончания.
- Дугу следует делать минимально возможной, поскольку при увеличении расстояния горелки от поверхности заготовки, зона нагрева расширяется, углубляется проплав изделия.
- Ровный и красивый шов можно получить, выполняя движения горелкой вдоль оси соединения, не отступая от нее.
- Присадка (проволока или пруток) подается строго перед горелкой без любых движений поперек. Таким образом шов получается узким.
- Присадка и электрод должны постоянно быть в защитной газовой среде.
- Движения следует выполнять плавно, чтобы избежать разбрызгивания металла и искр.
- Шов заканчивается кратером, который заливается при использовании пониженного тока. Нельзя резко отводить горелку и обрывать дугу, это негативно сказывается на защите соединения.
Процесс обучения аргонной сварке несложный. Но для выполнения ровных качественных швов требуется терпение и практика.
Преимущества и недостатки сварки в среде аргона
У аргонной сварки есть как плюсы, так и минусы, которые надо учитывать при выборе данного способа.

Ее преимуществами являются:
- Отсутствие деформации заготовок из-за высокой температуры, поскольку не требуется значительно разогревать края деталей.
- Аргон – инертный газ, следовательно, он тяжелее воздуха. Значит, кислород не сможет проникнуть в сварочную ванну.
- Дуга имеет большую тепловую мощность, сварка происходит с высокой скоростью и хорошим качеством, если мастер имеет достаточную квалификацию.
- Несмотря на некоторые особенности аргонной сварки, процесс этот несложный, ему легко обучиться.
- Аргонной сваркой можно соединять металлы, которые невозможно соединить иным способом.
Недостаток аргонной сварки – невозможность ее проведения на открытом воздухе при наличии сильного ветра. Аргон разносится ветром, следовательно, плохо защищает шов, поэтому последний может быть некачественным.
В закрытых помещениях сварку необходимо проводить только с использованием принудительной вентиляции. Кроме того, если необходимо применить высокоамперную сварочную дугу, то следует заранее решить, каким образом будет происходить охлаждение шва при проведении работ.
Сферы применения аргонной сварки
Для чего используют аргонную сварку? Она необходима в случаях, когда сварочные швы должны быть выполнены безукоризненно. Особенно часто с ее помощью соединяют трудно свариваемые материалы и заготовки с тонкими стенками. Данный вид сварки востребован в авиа- и ракетостроении, автомобильной промышленности. Посредством такого соединения изготавливают важные узлы из алюминия и его сплавов.

Чаще всего аргонодуговую сварку применяют при работе с алюминием, который является трудно свариваемым, часто трескается, дает сильную усадку. Кроме того, в расплавленном состоянии этот металл легко окисляется, покрываясь тугоплавкой пленкой, которая препятствует образованию шва. И только сварка в среде аргона поможет получить швы высокого качества.
Особенно востребована такая сварка на автомобильных СТО, где с помощью такого способа соединения период эксплуатации деталей значительно продлевается.
Для чего используют аргонную сварку на станциях техобслуживания автомашин? Она может применяться при ремонте радиаторов, разных частей коробок переключения передач, трубок от кондиционеров и прочих элементов, сделанных из алюминия и его сплавов. Пайку и плазменное напыление, как и иные способы сварки, невозможно было бы использовать для таких работ, поскольку детали имеют технические особенности.
Аргонную сварку можно использовать и при работе с иными материалами, такими как титан, медь, дюралюминий, силумин, чугун и прочие черные и цветные металлы.
Каждый из материалов имеет химические особенности и нюансы «поведения» во время нагрева, и мастер должен их знать, чтобы не допустить ошибки
При создании кованых изделий, к примеру, ворот, оград, люстр, перил, мебели, также применяют аргонную сварку. Сложные соединения подобных изделий достаточно тяжело обрабатывать, а такой способ сварки упрощает рабочий процесс, придавая изделиям прекрасный внешний вид без финишной обработки.
Швы, полученные посредством аргонодуговой сварки, практически незаметны. Это важно не только для получения эстетически привлекательного внешнего вида, но и для прочности всей конструкции.
Экономия – еще одна причина применения аргонной сварки. Причем сэкономить можно не только средства, но и усилия, и нервы.
Качественный результат работы достигается использованием аргона с разными присадками. Оптимальный состав расходников хорошо известен профессиональным сварщикам, поэтому свою работу они выполняют наиболее эффективно и с высоким качеством.
Техника безопасности при дуговой сварке в аргоне
Применяя в работе сжиженные газы, необходимо строго соблюдать правила техники безопасности.

Назовем основные ее требования при использовании аргона:
- не положено проводить сварку вблизи легковоспламеняющихся веществ;
- необходимо удалить все посторонние предметы;
- следует использовать только сертифицированные материалы и исправное оборудование;
- перед началом работ надо пройти предварительный инструктаж, получить базовые теоретические знания;
- в ходе работы обязательно использовать маску либо защитные очки, желательно «хамелеоны».
Несмотря на то, что аргон достаточно безвреден для человеческого организма, его лучше не вдыхать, так как он более легкий, чем кислород, а потому просто выталкивает его. После попадания аргона в легкие человек начнет задыхаться. Осуществлять сварку следует в помещении, имеющем хорошую естественную вентиляцию, в противном случае для моментального удаления продуктов сгорания надо позаботиться о качественной постоянной вентиляции.
Особенности аргонодуговой сварки
Нержавеющую сталь, алюминий, цветные металлы и сплавы невозможно соединить ручной дуговой сваркой. Для этого используют аргонодуговую сварку, которая сочетает газовый и электрический способы. Процесс соединения деталей происходит в защитной среде газа аргона с помощью плавящихся или неплавящихся электродов. Чтобы получить надежное и долговечное соединение, необходимо знать особенности сварки аргоном. Самым крепким способом соединения металлических деталей является аргонодуговая сварка, услуги её предоставления зависят, как правило, от типа металла и объёма работ.
Правила сварки аргоном
Аргон – инертный газ, тяжелее воздуха. Используется для защиты сварного шва и электрода от окисления, которое вызывает дефекты в структуре шва, понижает прочность соединения.
Для проведения аргонодуговой сварки необходимы:
- источник электропитания;
- сварочная горелка с керамическим соплом;
- вольфрамовый неплавящийся электрод и присадочный пруток;
- газовый баллон, снабженный манометром и редуктором.
Перед тем как варить аргоном, рабочие поверхности очищаются до блеска и обезжириваются. Ключевые моменты в сварочном процессе следующие:
- газ подается и перекрывается за 15-20 секунд до начала и после окончания формирования шва;
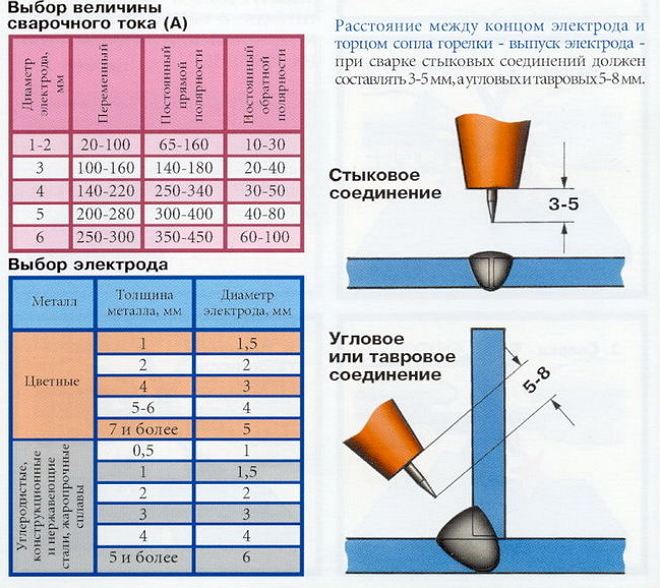
- во время сварки электрод находится на минимальном расстоянии, 2-6 мм, от поверхности;
- вести горелку вдоль шва, без поперечных движений, чтобы пруток и ванна находились в газовой зоне;
- угол наклона между прутком и горелкой 90°, а наклон горелки относительно свариваемой детали не более 75°;
- присадка равномерно подается навстречу электроду;
- заканчивают сварной шов понижением напряжения на горелке, а не прерыванием дуги.
Учитывая особенности аргонодуговой сварки и работая по правилам, можно получить аккуратный шов и качественное неразъемное соединение.
Особенности настроек режимов сварки
Для достижения хорошего результата, необходимо сделать правильный выбор параметров режима сварки:
- род и полярность тока;
- сила тока;
- падение напряжения на дуге;
- скорость перемещения электрода;
- расход газа;
- расстояние между соплом горелки и присадочным прутком.
Процесс проводится на постоянном токе прямой полярности. Алюминий, магний и цветные металлы варятся на переменном токе. Величина сварочного тока зависит от:
- диаметра электрода;
- вида свариваемого металла;
- толщины заготовки;
- рода и полярности тока.
Существуют таблицы для выбора величины тока в зависимости от значений этих параметров.
При прямой полярности электрод подключается к отрицательному полюсу и является катодом, а металлическая деталь – к положительному и служит анодом. При обратной полярности, наоборот, электрод – анод, а деталь – катод.
Строение сварочной дуги включает в себя три зоны: анодная, катодная и между ними столб дуги. Во время горения, в катодной и анодной зонах образуются активные пятна, которые характеризуются максимальными значениями температуры.

Чем меньше длина столба, тем выше температура и лучший нагрев, и наоборот. Сварка аргоном проводится на короткой дуге – 4-6 мм. При стабилизации и огромной силе тока, температура сварочной дуги достигает 7000° и более. При таких значениях можно варить самые тугоплавкие металлы.
От практики, зная все нюансы сварки аргоном, опытный сварщик регулирует скорость движения электрода, расход газа и умело выдерживает неизменную длину дуги во время работы.
Техника безопасности при аргонодуговой сварке
Основные требования по безопасности при работе с аргоном:
- рядом с рабочим местом не должны находится посторонние предметы и легковоспламеняющиеся вещества;
- обязательное наличие постоянной вентиляции для удаления продуктов сгорания;
- необходимо работать с исправным оборудованием и сертифицированными материалами;
- сварщик обязан использовать средства индивидуальной защиты: робу, краги, маску («хамелеон»), закрытую обувь на резиновой подметке.
Соблюдение правил техники безопасности при сварке может полностью ликвидировать действие вредных факторов. Для достижения более высоких показателей и эффективности аргонодуговой сварки, постоянно усовершенствуются технологии и аппаратура. Оборудование нового поколения построено на принципах оптимизации расхода материалов. Кроме аргонодуговой сварки возможно и сварка металла полуавтоматом.
Мы всегда придерживаемся важнейших принципов, заключающихся в честности и открытости. Поэтому не стоит переживать за качество наших работ. Среди услуг компании ЦСР: фрезерная обработка металла, лазерная резка нержавейки, цементация стали и многое другое.
Сварка аргоном – особенности технологии и сварочное оборудование
Когда необходимо сформировать неразъемное соединение деталей из нержавеющей стали, меди, титана, алюминия, а также ряда других металлов цветной группы и сплавов на их основе, чаще всего используется сварка аргоном. Процесс ее выполнения является достаточно трудоемким и специфическим.

Процесс сварки в среде аргона
Принципы сварки, выполняемой в среде аргона
Сварка аргоном совмещает в себе признаки электродуговой и газовой сварки. С электродуговой сваркой данный технологический процесс объединяет обязательное использование электрической дуги, а с газовой – применение газа, а также некоторые технологические приемы формирования неразъемного соединения.
Плавление кромок соединяемых деталей и присадочного материала, при помощи которого и формируется сварной шов, обеспечивается за счет высокой температуры, создаваемой при горении электрической дуги. Газ (в данном случае аргон) выполняет защитные функции, о чем следует поговорить более подробно.
Сварка легированных сталей, большинства цветных металлов и сплавов на их основе имеет некоторые особенности, заключающиеся в том, что, находясь в расплавленном состоянии, взаимодействуя с кислородом и другими примесями окружающего воздуха, такие металлы активно окисляются.
Это негативным образом сказывается на качестве формируемого сварного шва: он получается непрочным, в его структуре формируются поры – воздушные пузырьки, которые значительно ослабляют соединение. Еще более отрицательное влияние оказывает окружающий воздух на алюминий, расплавленный в процессе выполнения сварочных работ. Под воздействием кислорода, находящегося в окружающем воздухе, данный металл начинает гореть.
Оптимальным решением, которое позволяет эффективно защитить зону формируемого соединения при сварке металлов цветной группы и легированных сталей, является использование защитного газа – им и выступает аргон. Высокая эффективность применения именно данного газа объясняется его характеристиками.
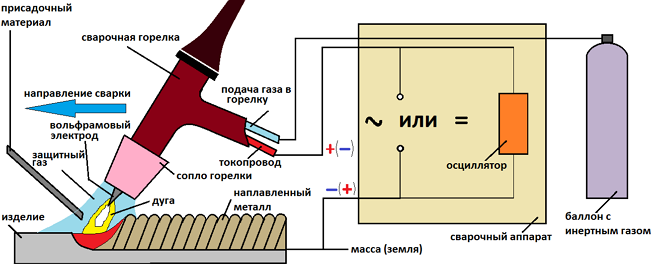
Схема работы аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он с легкостью вытесняет воздух из зоны выполнения сварочных работ и создает ее надежную защиту. Являясь инертным по своей природе, аргон практически не реагирует с расплавленным металлом, а также другими газами, присутствующими в зоне, где горит сварочная дуга. При сварке аргоном на обратной полярности следует учитывать один важный момент: от атомов газа в этом случае легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Технология выполнения сварки в среде такого газа, как аргон, может предусматривать использование плавящихся, а также неплавящихся электродов (такими являются стержни из вольфрама). Диаметр электродов из вольфрама, который, как известно, отличается исключительной тугоплавкостью, подбирается по специальным справочникам. На выбор данного параметра оказывают влияние характеристики соединяемых деталей.

Методы аргонодуговой сварки
Сварку в среде аргона подразделяют на три типа в зависимости от используемой технологии:
- ручную, выполняемую неплавящимся вольфрамовым электродом (обозначается такая технология аббревиатурой РАД);
- автоматическую, проходящую в среде аргона с использованием неплавящихся электродов (обозначение сварки данного типа – ААД);
- автоматическую, выполняемую в среде аргона с использованием плавящихся электродов (название данной технологии – ААДП).
Согласно международной классификации, аппарат аргонодуговой сварки или сварки, выполняемой при помощи электрода из вольфрама в защитной среде любого инертного газа, обозначается аббревиатурой TIG (Tungsten Inert Gas).
Особенности сварочных работ в среде аргона
Рабочим органом сварочного оборудования, используемого для соединения металлических деталей в среде защитных газов (в том числе и аргона), является горелка. Именно в горелку (в ее центральную часть) вставляется вольфрамовый электрод, вылет которого должен находиться в пределах 2–5 мм. Фиксация электрода внутри такой горелки обеспечивается посредством специального держателя: в него можно вставить вольфрамовый стержень любого требуемого диаметра. Для подачи защитного газа сварочная горелка оснащается керамическим соплом.
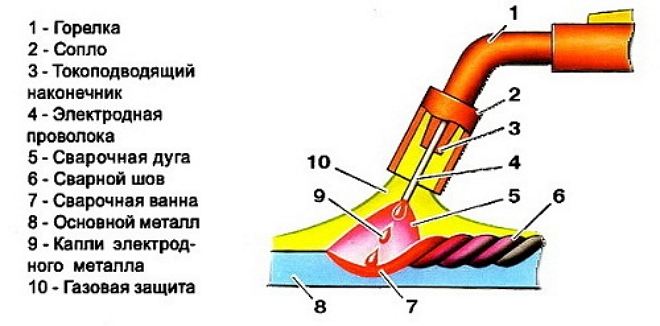
Принцип работы аргонной сварки
Требуемую температуру в процессе выполнения сварки аргоном, как уже говорилось выше, создает электрическая дуга. Сварной шов формируется при помощи присадочной проволоки, состав которой должен максимально соответствовать составу обрабатываемого металла.
Перечислим основные этапы выполнения сварки рассматриваемого типа, при которой используется электрод из вольфрама.
- Проводится тщательная очистка поверхностей соединяемых деталей от загрязнений, следов масла и жира, а также от окисной пленки. Такая очистка является обязательной и может выполняться механически способом либо при помощи химических средств.
- К соединяемым деталям необходимо подключить «массу». Сделать это можно как напрямую (если детали обладают большими габаритами), так и посредством металлической поверхности рабочего стола (если детали не отличаются большими размерами). Присадочная проволока, что важно, не включается в электрическую сварочную цепь, а подается отдельно.
- На сварочном оборудовании выставляется сила сварочного тока. Данный параметр выбирается в зависимости от характеристик соединяемых заготовок.
- После включения тока горелку с электродом подносят к свариваемым деталям как можно ближе, не прикасаясь к их поверхности. Оптимальное расстояние, на котором горелку располагают от поверхности соединяемых заготовок (его надо выдерживать в процессе выполнения сварки), – 2 мм. Удерживание электрода на таком небольшом расстоянии позволяет хорошо проплавить соединяемый металл, получить красивый и аккуратный сварной шов.
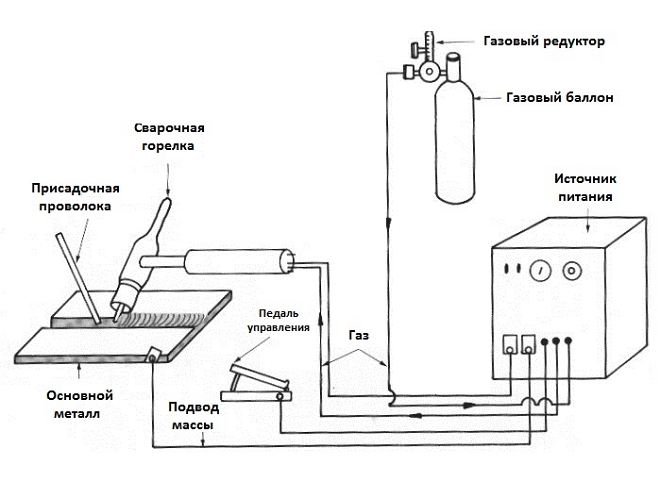
Схема сварочного оборудования для осуществления сварки в среде аргона
- Подачу защитного газа включают заранее – за 15–20 секунд до начала сварки. Выключают подачу аргона не сразу после окончания сварки, а чуть позже – спустя 5–10 секунд.
- Горелку и присадочную проволоку медленно ведут только вдоль формируемого шва, не совершая ими поперечных колебаний. Присадочную проволоку, которая располагается впереди горелки, вводят в зону действия электрической дуги очень плавно, не делая ею резких движений. В противном случае расплавленный металл будет сильно разбрызгиваться.
- При выполнении сварки электрическую дугу зажигают, не прикасаясь электродом к соединяемым поверхностям. Придерживаться такого правила необходимо по нескольким причинам. Во-первых, потенциал ионизации аргона очень высок, что мешает для его понижения эффективно использовать искру от касания электрода. Когда для сварки применяется плавящийся электрод, во время его прикасания к соединяемым деталям возникают пары металла. Потенциал их ионизации значительно ниже, по сравнению с аргоном, что и облегчает процесс зажигания электрической дуги. Во-вторых, если прикасаться вольфрамовым электродом к поверхности соединяемых деталей, она загрязняется, что мешает качественному выполнению сварочных работ.

Процесс сварки аргонодуговым способом вблизи
У многих возникает естественный вопрос о том, каким образом может быть зажжена электрическая дуга в среде такого газа, как аргон, если потенциал его ионизации слишком большой, а сам электрод не прикасается к поверхности соединяемых деталей. Для этого используется осциллятор, который преобразует поступающий из электрической сети ток с обычными параметрами в высокочастотные импульсы с величиной напряжения 2000–6000 В и частотой тока 150–500 Гц. Именно такие импульсы и дают возможность зажечь электрическую дугу без соприкосновения электрода с соединяемыми деталями.
Оборудование и оснащение для сварки аргоном
Для выполнения сварки аргоном недостаточно наличия стандартного сварочного аппарата, в качестве которого может выступать инвертор или трансформатор. Данная технология требует использования такого оборудования и специального оснащения, как:

Инверторный сварочник и газовый баллон для сварки с использованием аргона
- инвертор или обычный сварочный трансформатор, мощности которого должно хватать для выполнения подобного технологического процесса (в частности, для этих целей можно использовать трансформатор, мощность холостого хода которого находится в интервале 60–70 В);
- силовой контактор, через который на сварочную горелку будет подаваться требуемое сварочное напряжение;
- осциллятор, о назначении которого было сказано выше;
- специальный регулятор, который будет отвечать за время обдува сварочной зоны аргоном (поскольку защитный газ должен начать подаваться за несколько секунд до начала сварки, а его подачу необходимо перекрывать спустя несколько секунд после ее окончания);
- специальная горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода;
- газовый баллон и редуктор, который регулирует уровень давления аргона, подаваемого в зону сварки;
- электроды из вольфрама и присадочные прутки требуемого диаметра;

Ремонт легкосплавного колесного диска — вариант типичного использования аргонной сварки
- дополнительный трансформатор, отвечающий за подачу напряжения к коммутирующим устройствам;
- выпрямитель, вырабатывающий постоянный электрический ток с напряжением 24 В, который подается на коммутирующие устройства;
- реле, которое отвечает за включение и отключение таких устройств, как осциллятор и контактор;
- электрогазовый клапан, работающий от напряжения 24 или 220 В;
- фильтр индуктивно-емкостного типа, обеспечивающий защиту сварочного аппарата от негативного воздействия высоковольтных импульсов;
- амперметр, используемый для измерения величины сварочного тока;
- рабочий или неисправный автомобильный аккумулятор емкостью 55–75 Ah, который необходим для того, чтобы снизить постоянную составляющую сварочного тока, обязательно возникающую при выполнении процесса на переменном токе (такой аккумулятор подключается к сварочной электрической цепи последовательно);
- сварочные очки, которые необходимо использовать в качестве основного элемента защиты сварщика.
При желании оборудование для выполнения сварки аргоном можно укомплектовать своими руками, купив все необходимые компоненты в строительном магазине или на рынке. Если же вы не хотите заниматься конструированием, то можно сразу приобрести сварочный аппарат, в марке которого присутствует аббревиатура TIG. Чтобы начать использовать такой аппарат, его необходимо дополнительно укомплектовать газовым баллоном, горелкой, элементами, управляющими горелкой и подачей защитного газа.
Рекомендации по выбору режимов
Чтобы сварка с применением аргона была выполнена качественно, необходимо правильно выбрать ее режимы.
Важными параметрами при выполнении сварки по данной технологии являются полярность и направление движения электрического тока. На их выбор оказывают влияние свойства материалов, которые предстоит сваривать. Переменный ток или обратную полярность выбирают, когда необходимо выполнить сварку деталей, изготовленных из алюминия, бериллия, магния и других цветных металлов. Объясняется этот выбор тем, что при использовании таких параметров электрического тока происходит эффективное разрушение оксидной пленки, которая всегда присутствует на поверхности данных материалов.
Нюансы работы с аргонной сваркой
Характерным примером является сварка алюминия, оксидная пленка на поверхности которого имеет очень высокую температуру плавления. При сварке деталей из данного металла на токе обратной полярности эффективное разрушение оксидной пленки происходит за счет того, что ионы аргона активно бомбардируют поверхность соединяемых деталей. Аргон превращается в токопроводящую плазму, которая не только упрощает выполнение сварочных работ, но и значительно повышает их качество. Если сварка деталей из данного металла выполняется на переменном токе, то для достижения такого эффекта соединяемые детали должны выступать в роли катода.
Для сварки в среде защитных газов часто применяется такое дополнительное оборудование, как осциллятор. При выполнении сварки с использованием переменного тока он облегчает процесс зажигания сварочной дуги, а когда она загорится, выступает в роли стабилизатора.
В тот момент, когда происходит смена полярности переменного тока, может произойти деионизация (а значит, и затухание) сварочной дуги. Чтобы такого не случилось, осциллятор в моменты смены полярности электрического тока формирует электрические импульсы и подает их на сварочную дугу.
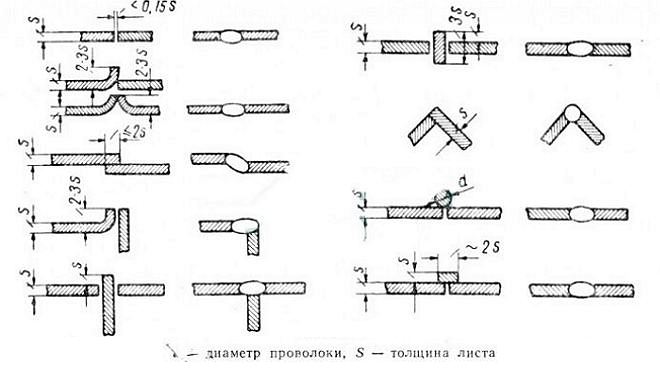
Типы соединений тонколистового металла при аргонодуговой сварке
Значение сварочного тока выбирают в зависимости от ряда параметров: свойств обрабатываемого материала, геометрических размеров заготовок, а также размеров используемых электродов. Для выбора данного параметра лучше всего использовать данные, содержащиеся в специальной литературе.
Немаловажным параметром является расход защитного газа аргона, выбираемый в зависимости от того, с какой скоростью выполняется подача присадочного материала и какой скоростью обладают сносящие воздушные потоки. Минимальным значение данного параметра будет в том случае, если сварка выполняется внутри помещений, в которых отсутствуют сквозняки. Если же процесс происходит на открытом воздухе, где нередки сильные порывы бокового ветра, необходимо не только увеличить расход аргона, но и использовать для его подачи в зону сварки специальные конфузорные сопла, газ из которых подается через мелкоячеистые сетки.
В защитную газовую смесь, кроме аргона, часто добавляют кислород в небольших количествах (3–5%). Кислород в данном случае вступает в реакцию с различными вредными примесями, которые могут присутствовать на поверхности соединяемых деталей (влага, грязь и др.). В результате такого взаимодействия вредные примеси сгорают либо переходят в шлак, всплывающий на поверхность сварного шва.
Следует иметь в виду, что нельзя использовать кислород при выполнении сварки меди, поскольку в результате получается оксид меди. Данное соединение, вступая в реакцию с водородом, содержащимся в окружающем воздухе, образует водяной пар, стремящийся выйти наружу из металла сварного шва. Все это приводит к появлению множества пор в формируемом сварном шве, что самым негативным образом сказывается на его качественных характеристиках.
Преимущества и недостатки сварки в защитной среде аргона
Сварка, выполняемая в среде защитного газа аргона, имеет как преимущества, так и недостатки, которые обязательно следует учитывать. К достоинствам данной технологии относят:

Пример шва, выполненного сваркой в среде аргона
- возможность получения качественного и надежного сварного соединения, что обеспечивается эффективной защитой области выполнения сварочных работ;
- незначительный нагрев соединяемых деталей, что дает возможность использовать данную технологию для сварки деталей сложной конфигурации (при этом они не деформируются);
- возможность использования для соединения деталей из материалов, которые невозможно варить другими способами;
- значительное возрастание скорости выполнения сварочных работ за счет использования высокотемпературной электрической дуги.
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя данную технологию, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.
Читайте также: