Паспорт на сварочные работы
Обновлено: 18.05.2024
Если вы хотите узнать какая сварочная документация оформляется и сдается, мы расскажем вам об этом.
Весь сварочный процесс требует соблюдения норм, ведения документации и повышенный контроль за всеми этапами работ. Для правильной организации сварного процесса и получения нужных результатов, важно соблюдать соответствие производственной стандартизации именно для тех работ, которые проводятся в условиях повышенной опасности. Для более полноценного понимания всех требований по сварке (на ОПО — опасном производственном объекте) нужно изучить ФНП и другие нормативные документы (НТД). В нормативных актах четко прописаны все допуски и требования по сварке на опасных производственных объектах.
Какая документация оформляется до и при проведении сварочных работ
В ФНП есть четко сформулированные определения, какая именно документация оформляется при проведении сварочных работ.
Сварной процесс на ОПО требует тщательнейшего контроля. Регулировать этапы могут:
- заместители;
- узкоспециализированные специалисты;
- руководители;
- квалифицированные сварщики.
При реализации мер по отслеживанию всех рабочих процессов по сварке, соблюдаются основные пункты ФНП, норм, Госты и СНИПы. Важным моментом является специфичность выполняемых действий и квалификационные данные самого исполнителя сварных манипуляций. Как до начала, так и в конце проведенной сварки требуется составлять пакет соответствующей документации.
Первое-составить технологическую карту, в которой указать последовательность и количество требующихся работ, виды применяемой сварки, кто ОЛ (ответственные лица) и т.д. Кроме того, необходим сварной журнал с указанием детальной информации (ФИО участников рабочего процесса).
Кроме того, требуется еще ряд актов, включающих в себя:
- заключение по КК (контролю качества выполненной сварки);
- заверенные подписью ОЛ протоколы по проведенным испытаниях прочности сварных соединений;
- ЛН (личный номер) присваивается чтобы в последствии разыскать эту информацию в архивных складах или реестрах компьютерных программ. Каждой детали соответствует подробный паспорт.
До начала работ. ППР на сварные работы.
ППР-проект производства работ по сварке (или ППСР) составляется для каждого вида объектов индивидуально. Помимо общих данных вносится ряд таких:

В ППР учитывается:
- Объём предполагаемых работ.
- Данные благодаря которым возможно проконтролировать своевременность и правильность исполнения сварных процессов (с указанием всех задействованных в предварительной подготовке лиц).
- Графики поставок.
- Какой вид сварок используется.
Полезно посмотреть это тематическое видео:
Техкарты на сварку и контроль
Основным для сварщика до начала работ является ознакомление с технологической картой.
Крайне важно соблюдать этот момент особенно когда предстоит сварка ответственных соединений. А перед предстоящими сложными монтажными работами огромных конструкций необходимо тщательно изучить технологическую карту сборочно-сварных работ.
Изучение специализированных карт позволит сварщику разобраться в деталях работы, изучить специфику предстоящих соединений, заранее подготовить необходимое оборудование. Благодаря этому работа облегчается и улучшаются итоговые показатели.
Пример: технологическая карта по сварке трубопровода — РД-1-22СОО С17ГОСТ16037
ППСР или ПСР (проект сварочных работ)

Помощь в разработке такхкарт на сварку и ПСР. Обращайтесь к нам, мы имеем большой опыт в оформлении сварочной документации.

Должностные инструкции (сварщика, мастера и инженера)
Каждому виду сварной деятельности соответствуют индивидуальные должностные инструкции, с которыми специалисты должны быть ознакомлены в самом начале.
Наряд-допуск.
Перед началом сварки сварщик обязан получить наряд (допуск).
Он включает в себя:
- состав бригады;
- сведения о подготовке;
- указание длительности проводимых действий;
- информацию о вынужденных действиях по обеспечению безопасности, в случае возникновения непредвиденной опасности;
- четко приписанные этапы всех рабочих этапов;
- список руководящего состава.
Составляется ПТД (производственно-технологический документ) в котором: инструкции, чертежи, прописанные ТУ, рекомендации по техно-картам и оборудованию, информация о методологии процесса сваривания.
Немаловажно знать, какую документацию требуется оформлять в процессе выполнения сварочных работ.
В процессе сварки
Теперь рассмотрим документы оформляемые в процессе работ.
Исполнительная схема (формуляр)

На исполнительной схеме или формуляре обозначают стыки, опоры высотные отметки. Указывают расстояния между стыками, осями и рядами здания. Прописывают данные по сварщикам выполнявшим работу. Выполняется в чертежных программах чаще всего в Autocad.
Журнал сварочных работ


Акты на сварку допускных стыков или КСС (контрольных сварных соединений)

Акты на контроль КСС
Документы оформляются на различный контроль – ВИК, УЗК / РК, и механические испытания – разрушающий контроль.
1) О средствах измерения, которыми должен располагать специалист ВИК
3) Компьютерная радиография в деле
Акты на контроль готового изделия
Данные акты (заключения) по ВИК и неразрушающий контроль если он предусмотрен нормативно-технической документацией оформляются в процессе работ, а также по завершению в зависимости требований заказчика. Примеры заключений и актов — можно посмотреть здесь.
Тематические видео: 1) Виды и методы неразрушающего контроля
2) Основные дефекты сварных соединений и их выявляемость методами НК
Это был краткий перечень того, какая именно исполнительная документация подлежит оформлению при проведении сварочных работ.
Как и кто заполняет документы
Например, в строительстве при проведении сварочных работ ведут документ «Журнал сварочных работ» и им занимаются исключительно профессионалы. В нем учитывается весь спектр производимых действий по сварке. Сварной вести такой вид документа не может. Этим занимается исключительно специалист со 2 уровнем НАКС и выше. Регулируется данный вид учета приказом руководства и отдается под подпись назначенного для данного вида задач сотрудника. В должностной инструкции (или ТД) прописывается обязательство вести журнал по сварке. Это условие соблюдения трудового законодательства.
Пример заполнения журнала сварочных работ
Заполнение журнала процесс довольно простой, так как обозначено, что необходимо написать в строках.
Как заполняются графы
На титульном листе журнала обозначения граф даны четко. В них указывается:

Далее требуется внести в таблицу информацию о работниках, которые выполнили сварку. Информация предоставляется в развернутом, полном виде, вплоть до указания:
- образования;
- специализации;
- занимаемой должности;
- детальной информации (ФИО).
В журнале указываются даты начала и окончания работ (это важно, когда, например, происходят судебные тяжбы легче выявить виновных).
Кроме того, важно вносить в таблицу сведения о соответствии квалификационных разрядов.
Это, например, касается работника, отвечающего за проведения цикла производственных сварных действий. Если у него нет должной квалификации допущен к этому виду работ он не будет.
Далее в таблицу заносят сведения об исполнителях (сварщиках)так, как эти работники отвечают за выполнение профессиональной сварки. Они в последней графе таблицы ставят подписи. Кроме того, вторая таблица несет в себе такую информацию:
- Фамилию Имя и Отчество.
- № ЛК (личного клейма) которым маркируют сварные соединения.
- Полные сведения удостоверения сварщика.
- Оценки качества сварки пробников.
- Обязательное указание квалификационного разряда исполнителя работ.
Для четкости проверки качества соединений сварки того или иного сварщика, каждое соединение проставляется личным клеймом (ЛК). ЛК выглядит как заготовка, которая содержит 2-е строки (без рамки и с ней). При проверке того какой конкретно сварщик варил, например, стыки, которые находятся под сильным давлением.
Раздел выполнение работы
Графы основной части журнала содержат:
- указание смен и дат выполненных действий;
- указана марка свариваемой стали и наименование сварных соединений;
- сварной чертеж, по которому определяется № и место рекомендуемого соединения для сварки;
- № партии, данные о поставщике и материалах;
- отметки о приёмке\сдаче сварного узла;
- климатические показания в момент сварки (как правило это температурный режим, но в идеале описание делать детально);
- № удостоверения исполнителя(сварщика) и другие сведения;
- № клейма и личная подпись сварного;
- обязательны подпись работника, контролирующего весь цикл работ;
- указывается акт приемки работ или отбраковка;
- дополнительные сведения по выполненной работе (например, корректировки, замечания).
Для того чтобы понять, с чего складываются расценки на РАЗЛИЧНЫЕ сварочные работы, можно посмотреть тематическое видео по данному вопросу. Как рассчитать стоимость сварочных работ и что при этом необходимо обязательно учесть.
Требования к работникам и руководителям
Руководить сварочными процессами на ОПО допустимо только тем работникам, которые соответствуют (и это подтверждено актами) узкоспециализированным профессиональным знаниям. Обязательный момент-наличие НАКС удостоверения.

НАКС. Процедура аттестации сварщиков и специалистов сварочного производства.
Как получить НАКС. Что для этого нужно какие документы нужны для получения НАКСа.
Серия видео: Сварка труб для аттестации НАКС.
Как сдать экзамен сварщику на аттестацию НАКС (подготовка)
Кроме того руководителям важно уметь читать сварные чертежи, знать базовые технические аббревиатуры и обозначения. Подробно о том, как обозначаются на чертежах сварные швы — условное обозначение сварки узнаете в статье на нашем сайте.
Перед работниками, занимающимися непосредственно руководством сварного процесса стоят задачи:
- подготовить исполнителей к этому опасному процессу;
- произвести отбор подходящих работников;
- четко контролировать этапы сварных процессов;
- гарантировать качество итоговых сварных швов.
Важно: в чрезвычайных ситуациях руководитель обязан быть хладнокровным и уметь принимать мгновенные верные решения.
Допускаются только те исполнители, которые прошли профильное обучение квалификацию по специальности плюс получили удостоверение сварщика с указанием присвоенного после прохождения теории и практики разряда.
При сварке на ОПО нужна подтвержденная высшая квалификация по специальности. В организациях сварщикам который закончил обучающий процесс и аттестацию присваивается приказом личное клеймо его номер указан в удостоверении.
Важно, что допущенный к процессу сварки исполнитель не должен иметь противопоказаний как по регулярному профилактическому медосмотру, так и по проводимому непосредственно перед каждой рабочей сменой.
Требования к сварочным работам
В правилах согласованы все требования к сварке на ОПО. Главный момент — гарантирование безопасности участникам рабочего процесса. Средства пожаротушения должны быть в свободном доступе.

Сварщикам выдается спецовка(спецодежда). Спецовка (роба) состоит как правило из:
- огнеупорного костюма;
- рукавиц;
- специальной обуви сварщика;
- полноценно защищающей голову маски.

Все вышеперечисленные составляющие рабочего комплекта в обязательном порядке должны соответствовать индивидуальным параметрам работника, выполняющего сварку:
- Иметь полноценную комплектацию.
- Соответствовать комплекции.
- Обувь должна быть по размеру.
- Защита не должна быть со сколами.
- Перчатки целые, без повреждений и прорех.
- Для того, чтобы исключить возможность спадания маски, во время проведения сварки, она должна плотно прилегать.
Техника безопасности при сварке.
Школа сварки. Урок № 1. Безопасность при сварке.
Не менее важный момент — это наличие полноценно составленной аптечки.
Обязательно необходима вентиляция (на рабочем месте), аптечка и быстро доступные эвакуационные выходы на случай возникновения ЧС.
Если сварные манипуляции на ОПО реализуются в отрытом пространстве-важно выставить специализированные ограждения с предупреждающими об опасности знаками.
Требования по безопасности в дополнительном объёме применимы к сварочным процессам на ОПО проводящихся на высоте. Важно надежно укрепить приставные сооружения (лестницы и подъемные конструкции).
Категорически воспрещается проведение сварки в условиях повышенной метеорологической опасности (сильных порывах ветра, ливнях, снегопадах). Сварщику проводят подробный инструктаж (объясняют возможные опасности и тонкости процесса).
Технологическая карта на сварку — все что нужно знать от А до Я
Данная статья в доступной для понимания форме раскроет для Вас суть термина «техкарта на сварку». Вы узнаете кто и на основании каких документов составляет техкарту, и какая информация в ней содержится.
Технологическая карта по сварке — что это такое
Даже самый опытный и грамотный в своем деле сварщик должен иметь четкое представление о том, что и каким образом нужно соединить. Для предоставления сварщику этой информации, технологами производства составляется технологическая карта, в которой подробно прописаны необходимые места соединения.

Существует множество способов и методов сварки и глядя на техкарту мастеру проще и быстрее изготавливать нужные детали. Техкарта – юридический документ, определенный ГОСТом 3.1705-81. В случае возникновения спорных вопросов или аварий на производстве именно к нему обращаются для определения виновного должностного лица.
Для чего нужна техкарта
Операционно технологическая карта составляется перед началом работ и включает в себя массу необходимой сварщику информации. В ней указывается где, каким методом, током, электродом и способом наложения шва осуществить сварку деталей.
Особое значение имеет карта при проведении сварки деталей, работающих под высоким динамическим напряжением или в наиболее ответственном производстве, например, химической промышленности, ремонте газопроводов, высотных элементов конструкций и т.д.
Этот документ проходит множественные согласования со всеми заинтересованными лицами – инженером по охране труда, энергетиком, ответственным за участок и утверждается главным инженером. Конечная ревизия документа содержит все исчерпывающие данные для начала работы включая и особенности соблюдения требований безопасности на каждом из участков сварки.
Какие данные указываются
Для того чтобы мастер проводящий работу не тратил время на самостоятельное обдумывание процесса, в технологическую карту на сварочные работы вносят максимум полезной информации. Рассмотрим основные из них:
- информация о составе свариваемого металла;
- какой необходимо применять инструмент и оборудование;
- электрические и другие параметры которые нужно ввести в сварочный аппарат (напряжение, ток, интенсивность импульса);
- вид необходимого шва и способ его наложения;
- наличие/отсутствие необходимости соблюдения особого температурного режима в процессе сварки;
- этапы и последовательность выполнения сварочных операций;
- нормы и требования правил техники безопасности применительно именно к данному процессу;
- методика контроля полученного результата.
Кроме перечисленных, по усмотрению технолога или главного инженера производства, в типовую технологическую карту могут вноситься и другие пояснительные пометки.
Какие пункты присутствуют
Для удобства чтения документа, операционно-технологическая карта разделена на отдельные разделы – пункты, каждый из которых отражает собственный набор информации. От полноты и качества заполнения техкарты зависит не только продуктивность выполнения работ, но и минимизация риска ошибок.

В случае возникновения разногласий с заказчиком или эксплуатирующей организацией, именно этот документ способен подтвердить, что сварка производилась в соответствии с действующими нормами и были учтены все нюансы процесса.
Требования заказчика
Как правило, в качестве заказчиков выступают компании и организации, имеющие своих штатных (или наемных) сотрудников, умеющих читать и составлять технологические карты на сварочные работы.
Другой вопрос, что заказчики часто предпочитают не вникать в тонкости производства и указывают в документе лишь конечные требования, такие как:
- соответствие полученного результата одному или нескольким руководящим документам (РД);
- методику контроля работы и пожелания присутствия при объективной оценке своего сотрудника;
- сроки полного завершения работ и выдачу готового результата;
- собственные пожелания и рекомендации обязательные к исполнению.
Порядок проведения работ
В этом пункте содержится вся информация о порядке проведения работ и всех необходимых условиях сварочного процесса:
- порядок проверки заготовок перед работой, очистка их от грязи, ржавчины и окислов. При необходимости заполняется раздел о применении шлифовальных машин или иного требуемого ручного и электроинструмента;
- варианты действий при обнаружении зазоров в соединяемых деталях – заполнение металлом сварки, присадочным материалом, дополнительная шлифовка прилегающих кромок или отбраковка детали как неподходящей;
- наличие/отсутствие необходимости жесткой фиксации элементов перед проведением сварочных работ; и вспомогательного оборудования. В этом пункте подробно прописывается сила тока, полярность подачи напряжения на электроды, частота импульсов, подача защитного газа и прочие условия;
- порядок сборки готового изделия.
Оборудование и материалы
В зависимости от сложности технического задания, в технологическую карту на сварочные работы могут также включаться пункты, регламентирующие необходимость применения тех или иных материалов и вспомогательного оборудования по мнению специалистов способного существенно повлиять на результат.

К такому оборудованию относится:
- механизированные средства для транспортировки и перемещения сварочных аппаратов (если деталь габаритная, например, длинный участок трубопровода);
- первичные средства пожаротушения и защиты персонала – маски, перчатки, огнетушители, сварочные краги и прочие элементы по усмотрению составителя документа;
- вспомогательный инструмент – шлифовальные машины, молотки, угольники, измерительное и контрольное оборудование.
Состав бригады
Если выполнение работы предусматривает задействование более одного сотрудника, то отдельным пунктом прописывается состав бригады специалистов. В данном пункте указывают:
- персональный состав сотрудников;
- условия совместной работы и коллективной ответственности за конечный результат;
- необходимость наличия у сотрудников аттестатов и квалификационного уровня;
- порядок обеспечения специалистов униформой, рабочим инструментом и средствами защиты органов дыхания и кожи;
- требования к подготовке и оборудованию рабочего места бригады – наличие столов (верстаков), подведение электричества, наличие систем освещения и вентиляции;
- необходимые условия требований охраны труда;
- порядок подчиненности внутри бригады и взаимодействия с представителями заказчика.
Меры безопасности
В связи с тем, что сварочные работы относятся к производству с повышенной опасностью для персонала (существует опасность удара электрическим током, отравление продуктами горения, ожогов и иных травм), в операционно технологической карте подробно прописываются меры безопасности обязательные к исполнению.
- К работам могут быть допущены только квалифицированные сотрудники достигшие совершеннолетия и не имеющие медицинских противопоказаний к данному виду трудовой деятельности.
- Привлекаемый к работам сварщик должен иметь квалификационную группу по электробезопасности не менее II.
- Сотрудники должны быть допущены к работам только после полного обеспечения их защитными средствами и специальной одеждой;
- Участок проведения работ должен быть очищен от пожароопасных предметов, легковоспламеняющихся жидкостей, мусора и посторонних (не относящихся к процессу) инструментов.
- На рабочем месте должен находиться определенный перечень медицинских препаратов и средств для оказания пострадавшим первой медицинской помощи.
Контроль качества
Контроль качества проводится на основании утвержденных норм и правил сварочных работ. Он может быть постоянным и периодическим. При постоянном контроле представитель инспекции присутствует на всех этапах работы, а при периодическом – контролирует качество работы на ключевых моментах.

У должностных лиц, контролирующих работу есть технологическая инструкция по сварке, и они прекрасно ориентируются в процессе. Результаты контроля качества заносятся в тех карту и дублируются актом.
Лист ознакомления
Лист ознакомления или по-другому — маршрутный лист, представляет собой простую форму, как правило, напечатанную на обратной стороне тех карты и предназначенный для документального подтверждения ознакомления с документом всех задействованных в процессе должностных лиц.
Сотрудники, ознакомившись с документом ставят число, время и свою подпись. В последующем эта подпись будет фигурировать в спорных ситуациях и повлечет ответственность за несоблюдение регламента сварки.
Гост применяемый к тех карте
Все основные требования как оформить и заполнить графы технологической карты приведены в ГОСТе 3.1705-81. Несмотря на то, что он введен в действие аж в 1982 году, актуальность указанной в нем информации не утрачена до настоящего времени.
Особенности составления
К особенностям составления операционно технологической карты можно отнести жесткую последовательность выполнения сварочных операций и регламент их выполнения. В редких случаях тех карта предусматривает не точное значение, а диапазон решений на выбор мастера.
Как правило, это допускается только при совокупности двух условий – высокой квалификации мастера и низких требованиях к самим сварочным швам.
Образец технологической карты по видам сварки
Хотя сварка как процесс имеет больше общих деталей, чем различий, нюансы каждого конкретного способа соединения все же есть.
Чтобы в дальнейшем не возникало разногласий и отнимающих время разбирательств, основанных на несоблюдении условий и технологического процесса, в тех карте отражается детализация работы применительно к каждому виду сварки.
Ручная дуговая сварка
Данный вид сварки наиболее распространен как на производстве, так и в частных мастерских. Суть метода заключается в том, что работа производится под действием энергии электрической дуги, возникающей между электродом и подключенной к отрицательному полюсу сварочного аппарата деталью.
Достоинством метода является простота, доступность и удобство работы в различных местах и с большинством известных металлов.
В газовой среде (tig)
Можно назвать этот метод принципиально схожим с ранее рассмотренным, за исключением того, что розжиг и последующее горение дуги происходит в так называемом «облаке» защитного газа.
Газ в данном случае применяют для уменьшения напряжения металла, лучшего формирования сварочной ванны и снижения образования шлаков.
Полуавтоматическая в среде газов (mig-mag)
Сварочные полуавтоматы пользуются спросом в связи с тем, что они снижают участие человека в сварочном техпроцессе и как следствие уменьшают процент возникновения дефектов, порождаемых человеческим фактором.
От оператора в данном случае требуется только правильно настроить оборудование и периодически корректировать параметры сварочного аппарата. Расходные материалы для полуавтоматических устройств дороже, но результат оправдывает затраченные средства.
Карта технологического процесса сварки образец заполнения
Кроме подробного описания порядка работы со сварочным оборудованием, техно карта содержит массу информации об изделии и условиях работы именно на конкретном участке.
В связи с тем, что сварке подвергаются не только простые изделия, но и металлы, различающиеся по толщине, составу и конструктивным особенностям, информация о них всегда будет востребована для мастеров.
Для трубопроводов

Сварка труб относится к категории сложных и ответственных работ, выполняемых сварщиками с подтвержденной квалификацией. Карты на сварку труб в этом случае содержит следующую информацию:
- наименование компании заказчика и организации исполнителя;
- данные о рекомендуемом способе наложения шва;
- вид выполняемого соединения (например, стыковое);
- данные о самом изделии – длина участка, диаметр трубы, толщина стенки, материал и т.д.
Техкарта на сварку металлоконструкций
Сварка и ремонт металлоконструкций является основным видом деятельности сварщика. В зависимости от квалификации мастера он может быть допущен к работе с теми или иными металлическими изделиями и сварочным оборудованием.
В данном случае в помощь сварщику указывается следующая информация:
- условия начала работы – предварительный нагрев металла, снятие фаски с соединяемых торцов и прочие условия;
- характер применяемого тока – постоянный или переменный;
- порядок подачи напряжения на сварочные электроды – прямой или обратный;
- в случае если применяется оборудование с присадочными материалами, дополнительно указывается и материал сварочной проволоки, ее состав и толщина.
Пример технологической карты на сварку металлоконструкций вы можете скачать по ссылке здесь.👈
Для стыковых соединений
Обязательным условием для наложения сварных швов в данном случае является максимально плотное прилегание торцов соединяемых металлических конструкций. Технологическая инструкция по сварке предусматривает условия предварительного соединения деталей, их закрепление до начала сварки и действия сварщика при плохой подгонке сторон изделий.
Кроме перечисленного дополнительно указывается:
- наименование и индекс нормативно-технического документа (НТД) регламентирующего требования к сварке стыков;
- состав материала или тип металла;
- классификация применяемых электродов – толщина, тип, покрытие;
- параметры тока и напряжения.
Для угловых соединений
Угловые сварные соединения являются еще одним видом наиболее ответственных сварочных работ. В сварке углов есть различия по направлению ведения электрода, виду конечного шва (нахлест, чешуйка, зигзаг и т.д.).
Сопроводительные документы содержат данные о необходимом виде сварки, направлении сварочной позиции (лицевой, тыльный), и способе подведения электрода.
Также до сварщика доводится какой угол в градусах есть на данный момент и какой конечный результат должен быть после окончания работ.
Для нахлесточных и тавровых соединений
Тавровое соединение представляет собой такое положение деталей, при котором продольная ось одной детали направлена перпендикулярно оси другой. При тавровом соединении торец детали приваривается к боковой стенке ответного изделия.
Угол между деталями в этом случае определяется конструкционными условиями и структурой изделия.
При работе с листовым материалом большой длинны
Листовые соединения большой длины сваривают между собой используя один из двух наиболее предпочтительных методов.
- Сварка в стык. Детали подгоняются дуг к другу так, чтобы зазор между торцами отсутствовал или был минимальным, после чего провариваются вдоль всего стыка.
- Сварка внахлест. Применяется в случаях, когда необходимо усилить сварочное соединение или же при очень неровных краях листового материала.
Для предотвращения перегрева и как следствие деформаций металла, листовой материал разбивают на несколько равных промежутков (участков), и варят обратноступенчатым методом.
Что такое НАКС и как его получить сварщику
Хотите узнать, что такое НАКС, в каком случае требуется эта аттестация и как ее пройти. Ответы на все эти вопросы Вы узнаете из нашей статьи, а также найдете полезные и тематические фото и видео материалы.
НАКС: что это такое
Буквы «НАКС» чуть ли не священны для сварщиков: эта аббревиатура обозначает государственное общество под названием «Национальное агентство контроля сварки». Цель структуры заключается в наблюдении за уровнем подготовки специалиста с целью обеспечения требуемого уровня качества его работы при работе с опасными изделиями и объектами.

Организационно она представляет собой ряд профильных комитетов, состоящих из узкоспециализированных профессионалов. Каждый из них обладает мощным теоретическим образованием и глубоким опытом сварочных работ с определенным оборудованием и материалами. Как должностные лица они выполняют следующую основную работу:
- проводят обучение сторонних работников с целью повышения их квалификации – по проверенным делом программам;
- аттестуют в установленном порядке на предмет соответствия квалификации сварщика определенным характеристикам и умениям;
- проверяют готовые соединения на предмет соответствия требуемому уровню качества – с помощью всего комплекса специальных знаний и измерительных приборов;
- проверяют сварочные аппараты и сопутствующее оборудование на предмет применимости для получения сварочных соединений особой важности;
- разрабатывают методическую и нормативно-правовую документацию в области сварки;
- координируют работу различных специалистов для достижения оптимального качества сварных соединений;
- контролируют состав и выполнение сварочных технологий как средства достижения требуемого результата.
Работают такие профильные комиссии в территориальных центрах (специально обустроенных в техническом отношении), занимаясь проверкой знаний и оформляя допуски к работе аккредитованным сварщикам.
Расшифровка удостоверения НАКС
В получаемое сварщиком удостоверение вносится информация по типу работ, к которым работник теперь имеет полноценный допуск. Такая запись НАКС СК (СК – название категории опасных технических устройств, «строительные конструкции») достаточно легко поддаётся расшифровке, к примеру:

Информация касается типа сварочных операций, применяемых для них расходных материалов и технических средств, она расшифровывается по таблицам.
Как получить удостоверения НАКС
«НАКС» дают специалистам, которые самостоятельно проходят все этапы аттестации, для чего потребуется следующее:
- формирование пакета личной документации (сведения об образовании по профессии, по опыту работы с требуемой технологией, прохождении экзамена по вопросам ТБ и выводы медицинской комиссии);
- подача документов в ближайший центр приема (адреса имеются на Интернет-страничке организации);
- прохождение проверки владения теорией и демонстрация уровня владения практическими навыками.
Среди основных сложностей при этом – необходимость владения сразу несколькими сварочными процессами, знания различных нормативов и массы информации. Для существенного повышения шансов пройти аттестацию каждый кандидат может пройти курсы. В их программу включаются такие вопросы как:
- основы и специфика вопросов безопасности;
- теория и практика по интересующим процессам работы с чёрными и цветными сплавами;
- технологии формирования качественного сварного соединения;
- методы обнаружения, профилактики отклонений качества соединения и работы с дефектами;
- устройство и особенности применения источников питания, сварочной и прочей техники;
- назначение присадочных и сопутствующих средств, приёмы работы с ними.
Такая информация общедоступна, но именно регулярное повышение квалификации позволяет держать в тонусе технический уровень сварщика.
Кто должен проходить аттестацию
Лицензирование сварочной деятельности является системным методом обеспечения качества ответственных соединений, которые создаются и эксплуатируются в таких отраслях экономики и техники:
- подъёмно-транспортные машины и механизмы (от универсальных кранов до узкоспециализированных транспортёров для опасных веществ и материалов);
- оборудование, функционирующее под давлением и находящееся в контакте с агрессивной химической средой (в т.ч. – котлы и аппараты под давлением);
- части возводимых зданий и сооружений;
- трубное хозяйство и техническое оснащение горнодобывающей, металлургической, химической и прочих отраслей.
Такие объекты курируются такой организацией как Ростехнадзор (Федеральная служба по надзору за атомными, технологическими и экологическими объектами). Для сварщиков аттестация носит периодический характер и проводится по плану.
Очередность прохождения
Пройти аттестацию можно в одном из следующих вариантов проверки:
- первичная: квалификация как комплекс знаний и умений сварщика проверяется для него впервые;
- дополнительная: проводится для сварщика начального уровня при долгом перерыве в работе или при отсутствии сведений по роду сварки, к которому сотрудник допущен;
- периодическая: организуется по мере окончания текущего срока действия, прописанного в удостоверении (действительно 3 года);
- внеочередная: назначается при значительном количестве ошибок в работе, грубом характере нарушений технологических процессов и норм качества.
Каждый порядок регламентируется для специалиста или кандидата в специалисты. Сведения об успешной аттестации и самому испытуемому хранятся в отдельном реестре, что всегда можно проверить.
Удостоверение сварщика НАКС
Успешно аттестованный кандидат получает на руки удостоверение НАКС сварщика. Документ должен иметься у каждого работника сварочного производства, он является свидетельством необходимого уровня подготовки.

Информация про документ и его владельца вписываются в публичный перечень – убедиться в подлинности аттестации может любой работодатель. Чтобы получить трудоустройство в крупной и ответственной компании, к примеру, без этой «корочки» не получится.
Виды удостоверений НАКС и уровни аттестации
Проверка знаний проводится для 4-х уровней квалификации и допуска сотрудников:
- I: электрогазосварщики, занятые сваркой емкостей, оборудования и различных конструкций;
- II: производители работ, сменные и старшие мастера как линейные руководители сварщиков, или работники, имеющие право отдавать распоряжения по технологии сварки, обязательные к исполнению – в устной или письменной форме;
- III: руководители среднего звена и инженерно-технические работники (вплоть до начальников лабораторий), чья работа определяет технологию получения сварных швов;
- IV: руководители высшего звена, заведующие теоретическими и методологическими аспектами производства и соответствующими документами (должности от главы отдела до главного сварщика).
Получение каждого уровня как допуска к определенному сегменту работы выполняется отдельно от остальных.
Группы опасных технических устройств
Полученное удостоверение содержит характерные обозначения, которые указывают на спектр деятельности работника. Существует целый перечень оборудования, для которого расшифровка НАКС выглядит следующим образом (не следует долго думать о том, что это такое):
- «ПТО», подъёмно-транспортные машины (по типу кранов, лебёдок, подъемников, укладчиков, лифтов, эскалаторов, подвесных дорог, цепных и прочих механизмов для подъёма грузов и людей, а также грузозахватные приспособления);
- «ГО», газовое (наружные и внутренние трубные системы для газовых и жидких сред, устройства сжигания горючего, технологическое оснащение, печи, нагреватели);
- «НГДО», оборудование для добычи нефти и газа (наземные и подводные трубные системы для поднятия с глубины нефти, газа и конденсата, передачи их на дальние расстояния, компрессоры, замерных узлов, пунктов понижения давления, резервуарный парк, насосы, арматура и детали);
- «КО», оснащение котельное (различные котлы, емкости с внутренним давлением, водные и паровые трубопроводы, металлоконструкции для них, арматура, различные устройства);
- «МО», металлургическое (установки доменного, сталеплавильного, коксового типа, машины и оснастка для работы с цветными и черными сплавами, установки для создания и разливки сталей и сплавов, обжима и проката профилей и листов);
- «ГДО», оснастка для добывающей промышленности (механизмы для технологий по добыче полезных ископаемых, обогащения руд, оснастка для шахтных сооружений);
- «ОХНВП», для производства химических и нефтехимических продуктов, а также для работы с взрывоопасными веществами (аппараты для внутреннего давления свыше 160 атмосфер, резервуары для токсичных материалов, устройства печные, криогенные, сепарационные, баллоны, арматура запорно-предохранительная);
- «СК», металлоконструкции для возведения зданий и сооружений (металлические каркасы, изделия закладные и предохранительные, трубные системы);
- «ОТОГ», механизмы для перевозки и перемещения груза с опасными свойствами (цистерны, контейнеры, тара, экипажная часть);
- «КСМ», изделия для возведения стальных мостов (пролётные и опорные конструкции, создаваемые в цеху или «в поле»).

Для всех этих объектов и изделий применяется подходящее сварочное оборудование, технология работы которого основывается на применении металлических и неметаллических расходных материалов:

Существует расшифровка и для сварки цветных металлов: меди, алюминия, никеля, титана, бронзы и других сплавов, которые могут быть термоупрочняемыми. В классификацию также включены неметаллические материалы: полиэтилен, поливинилхлорид и полипропилен.
Документы для аттестации НАКС
Для записи на прохождение освидетельствования, полагается подготовить личных документов будущего профессионала:
- 2 фото в формате 3х4 см;
- диплом или аттестат как подтверждение полученного образования;
- имеющееся удостоверение сварщика или другой документ, которые подтверждает фактический разряд по рассматриваемому способу сварочных работ;
- справка от работодателя о стаже работы или заверенная копия личной трудовой книги;
- медицинская справка по определенной форме (важно уточнить требования по ней, так как формы могут отличаться, а конкретный центр может не требовать этот документ).
При подаче также потребуется оформить согласие на работу с личными данными. Важно обратить внимание, что исчерпывающий список документов необходимо уточнять в интересующем аттестационном центре.
Порядок аттестации НАКС
После подготовки требуемых бумаг подаётся заявка – при посещении центра НАКС или на сайте организации. Сделать это могут физические и юридические лица. Предстоящие экзамены будут проводиться именно здесь, а не в другом центре.
В заявке потребуется указать вид и спектр работ – на основании этого будет составляться программа аттестации и производиться запись в «корочку». Момент крайне важен: при дальнейшем трудоустройстве потенциальный работодатель может затребовать «коды допуска» к работе, отличающиеся от выданных.
При указании большого количества «специальностей» будет высокая стоимость аттестации, поэтому дешевле уже при появлении необходимости сдавать на второй и последующие уровни.
Важно добиться полного соответствия фактического формата документов и требований к ним. По одобрении всего пакета сотрудники центра сориентируют по срокам необходимой подготовки и последующих экзаменов.
Порядок сдачи аттестационных экзаменов сварщиками
Звание сварщика НАКС получают после сдачи теоретического экзамена и прохождения практической части. Информация и навыки, оцениваемые в ходе этого, напрямую касаются всех аспектов будущей работы.
Первой выполняется практика:
- сварщику даётся один или несколько контрольных образцов, которые необходимо сварить;
- инженеру или специалисту предлагается выполнить письменную работу из нескольких заданий.
В первом случае полноценно контролируется качество полученных сварных швов, во втором – проверяется «экзаменационная» работа.

Если результат удовлетворителен, кандидату оглашается дата следующей части аттестации. Если нет – этап не считается пройденным, придётся начинать всё с начала.
Интересно, что вопросы на аттестации встречаются самые разные (на первый взгляд даже не относящиеся к предмету). Из-за этого важна полноценная подготовка, материалы для которой доступны в Интернете или у самого преподавателя.
Длительность аттестации – от 7 до 30 дней, по истечении которых выписывается и выдаётся удостоверение. Опытные сварщики советуют проверить все данные в готовом документе: могут присутствовать ошибки, которые станут основанием для отказа в трудоустройстве.
Проверить подлинность самого удостоверения можно в реестре НАКС.
Сколько стоит получить удостоверение НАКС
Чтобы в поисках способов того, как сдать и получить НАКС, не нарваться на мошенников, устаревшую или некорректную информацию, следует обращаться напрямую в территориальный центр аттестации. Контактная информация всегда присутствует на сайте организации.
Определенной и единой цены не существует, уровень оплаты полностью зависит от центра и региона его местонахождения. В зависимости от уровня и категории специалиста получение удостоверения обойдется в сумму от 30 до 160 тысяч рублей для электросварщика и от 20 до 100 тысяч – для ИТР.
В Интернете появляются объявления в духе «купить удостоверение НАКС». Такие предложения противоправны, фальсификаты легко обнаруживаются при проверке, а стоят даже больше оригиналов.
История организации НАКС и что это такое
С началом 1990-х годов уровень контроля за качеством продукции сварочного производства сильно упал. Из-за этого повысилось количество аварийных ситуаций и смертельных случаев на промышленных и строительных объектах.
В ответ на эту тенденцию работники МВТУ им. Баумана начали разработку принципиально новой организации по контролю за уровнем подготовки сварочных кадров. Работа этого государственного органа была начата в 1992 г.
За основу были взяты регламентирующие документы немецких и американских коллег. Порядок и требования адаптировали под российские рыночные и производственные условия, в результате чего в 1993 г. появились первые нормы НАКС. Параллельно создавалась система территориальных административных центров для проведения аттестации сварщиков.
К 1999 г. полноценная подготовительная работа подошла к концу, были утверждены «Правила аттестации», ПБ 03-273-99. На их основе которых в ходе естественного технологического и нормативного прогресса к 2002 г. был создан «Технический регламент», установивший единые нормы аттестации персонала, РД 03-495-02.
Журнал сварочных работ образец заполнения СП 70.13330.2012

Журнал сварочных работ по СП 70.13330.2012 используется в производстве сварочных работ при изготовлении металлических конструкций в промышленном и гражданском строительстве. В журнал вносится информация об объекте строительства, указываются ответственные лица с их квалификационными данными, наименование соединяемых элементов и прочая информация. Журнал сварочных работ ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно.
Сварочные работы –это работы направленные на соединения металлических элементов посредством высокого нагрева и плавления их поверхностей при помощи специального оборудования и сварочных материалов, в зависимости от способа воздействия на свариваемые детали (Виды сварки: термическая, электродуговая, газопламенная, электрошлаковая, плазменная).
Пример оформления журнала сварочных работ, приложение Б, СП 70.13330.2012 (Актуализированная редакция СНиП 3.03.01-87)
Пояснение к оформлению журнала сварочных работ
Титульный лист 2
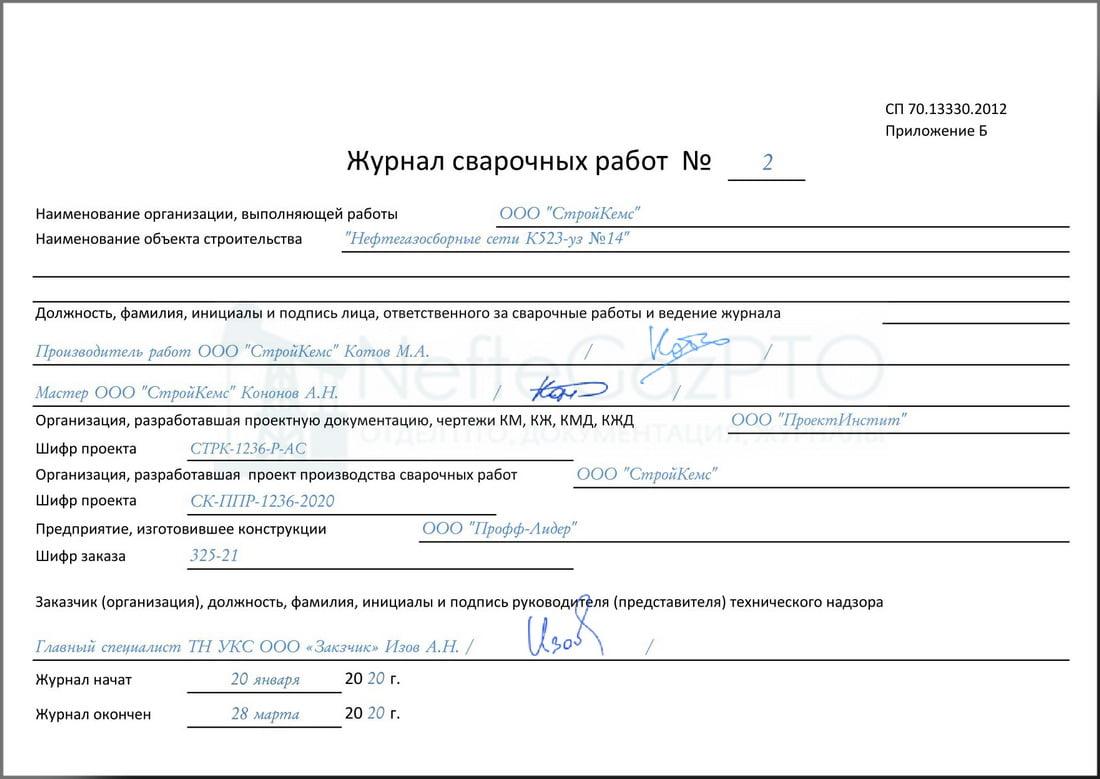
На данном листе пишется:
- Название организации, занимающейся сварочными работами.
- Наименование объекта, а также наименование строительства.
- Должность, фамилия, инициалы и подпись мастера, прораба, ответственного за сварку и оформление журнала.
- Организация или проектный институт разработавший проект/ рабочею документацию на свариваемые металлоконструкции.
- Проект/ рабочая документация (номер, шифр).
- Организация, разработавшая проект/ рабочую документацию для сварных металлоконструкций, а также шифр проекта производства работ. Как правило, сварочные работы находятся в составе общего ППР, на весь объект.
- Организация, должность, Ф.И.О. и подпись технадзора (строительного контроля) заказчика.
- Даты выполнения сварочных работ.
Список ИТР, ответственных за производство сварочных работ
Колонки 1-6
- Ф.И.О. мастера либо производителя работ.
- Указывается строительная специальность или образование мастера/ производителя работ.
- Должность.
- Фактическая дата начала производства сварочных работ на объекте (не является датой началом ведения журнала).
- Информация о прохождении аттестации в сварочном производстве и дата аттестации.
- Дата окончания сварочных работ на объекте.
Список сварщиков
Ст. 1. Ф.И.О. сварщика.
Ст. 2. Разряд профессиональной квалификации сварщика.
Ст. 3. Номер присвоенного клейма сварщика.
Клеймо сварщика присваивается приказом организации, в которой он работает и остается за ним до конца строительства объекта
Ст. 4, 5, 6. Указываются данные об обучении на производство сварочных работ, а именно номер удостоверения (НАКС или другие), срок его действия и допуск по пространственным положениям.
Ст. 7. Пишется оценка допускных сварных стыков, а также номер акта допускного стыка.
Журнал сварки труб ВСН 012-88 форма 2.6, образец заполнения (скачать)

Журнал сварки труб — это один из важнейших и ответственных журналов в строительстве нефтегазопроводов, так как в нем содержится подробная информация по каждому сварному стыку, такая как местоположение стыка, результаты контроля и качества сварки, наименования свариваемых элементов и другие важные параметры. Журнал сварки труб ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно. Также применяется для сварки полиэтиленовых труб.
Пример оформления журнала сварки труб, форма 2.6 (2.6а) ВСН012-88 часть 2
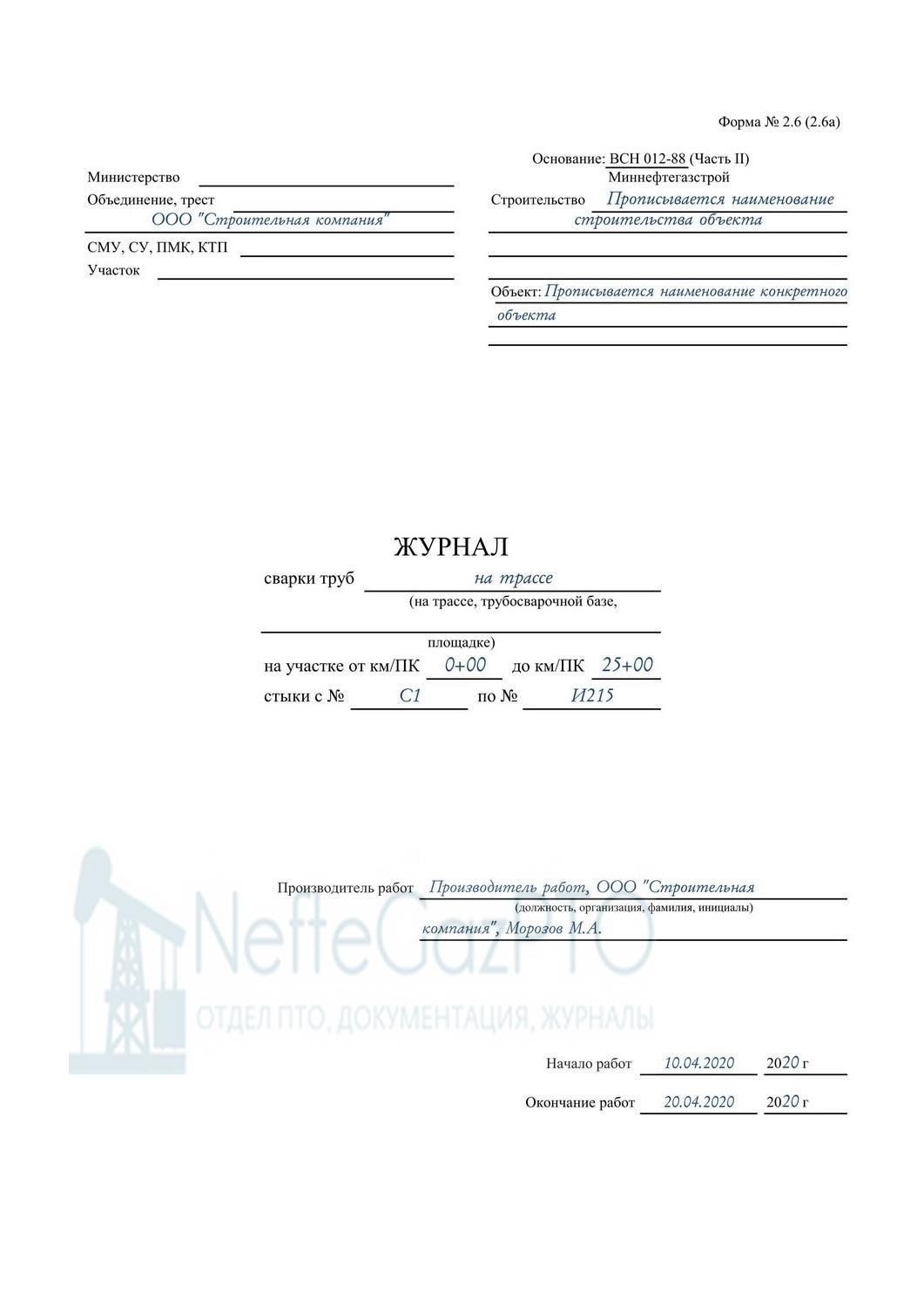
Кликните на изображение, чтобы увеличить.

Пояснение к оформлению журнала сварки труб
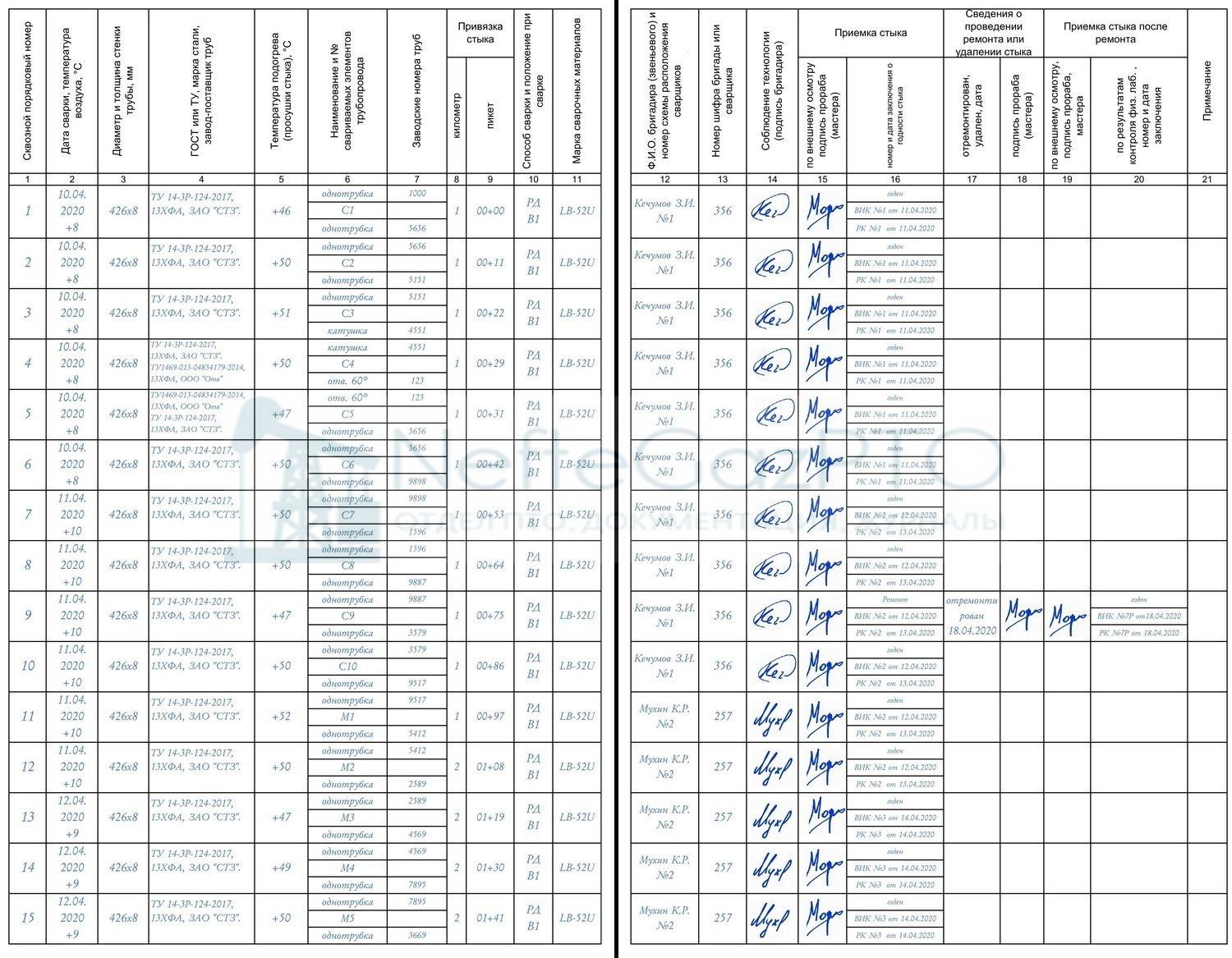
Столбик №1
Пишется сквозной порядковый номер. Пример: 1, 2, 3, 4 и т.д.
Столбик №2
Здесь пишем дату сварки стыка и температуру воздуха при которой производилась сварка. Пример: 10.04.2020г., +8°С.
Температуру воздуха можно посмотреть в архиве погоды, архив можно найти в любом хорошем сайте о прогнозах погоды, к примеру здесь .
Столбик №3
Указывается диаметр и толщина стенки труб (стыка, свариваемых деталей) в миллиметрах. Пример: 426х8.
Столбик №4
Сюда прописываем ГОСТ либо технические условия (ТУ) труб, а также марку стали и завод изготовитель. Все данные указаны в сертификатах и паспортах на трубы и изделия. Пример: ТУ 14-3Р-124-2017, 13ХФА, ЗАО «СТЗ»
Не запрещается заполнять столбик №4 штампом, так как ГОСТ или технические условия чаще всего повторяются.
Столбик №5
Пишем температуру просушки, подогрева стыка, если того требует технологическая карта на сварку стыков. Пример: +50°С
Технологическая карта на сварку стыков разрабатывается на каждый диаметр и толщину стенки, а также марку стали. Технологическую карту должен разрабатывать специалист НАКС III уровня.
Столбик №6
В данном столбике пишется присвоенный номер стыка, а также наименование свариваемых элементов трубопровода через дробь. Изначально номера прописывают на самой трубе (снаружи и внутри), в близи стыка несмываемой краской. При сварке горизонтально-направленных отводов указывается направление «пр»- направлен вправо, «лев»- направлен влево. Пример: однотрубка/ катушка l=5м., ст. №12; катушка l=5м/ отвод 90° пр., ст. №13.
Столбик №7
Пишем заводские номера соединяемых элементов, они указаны на трубах и деталях (тройниках, отводах), а также в сертификатах и паспортах. Пример: 1224/ 3261; 3251/серт. №211
В случае отсутствия заводского номера на трубах и деталях, в столбик №7 пишется номер партии, сертификата или паспорта на изделие. Если это катушка (часть трубы), то прописывается номер трубы, из которой возникла катушка.
Столбик №8
Сюда пишем привязку стыка к километражу, то есть указываем километр, на котором сварен стык. Пример: если стык находится на ПК2+55, то указываем 3км.
Столбик №9
Указываем пикетажную привязку сварного стыка. Если сварка трубопроводов идет в линию, то ПК можно указывать через каждые 100 метров. Если есть какие либо изменения по оси, либо меняется толщина стенки труб, то на таких участках необходимо ставить ПК на каждом стыке. Пример: 20+15
В одном пикете 100 метров, но бывают резанные пикеты (резанные), которые составляют больше или меньше 100 метров. Такие пикеты указываются в рабочей документации в продольном профиле.
Столбик №10
Указывается специальными буквами способ сварки и положение стыка. Пример: РД, В1 – означает, что ручная дуговая сварка, положение вертикальное снизу вверх.

Столбик №11
Сюда пишем марку электродов. Пример: LB-52U
Сварка труб должна производится электродами, которые указаны в согласованной с заказчиком технологической картой на сварочные работы
Столбик №12
В данном столбике пишется фамилия и инициалы бригадира, либо сварщика, а также указывается номер схемы расположения сварщиков. Пример: Кечумов З.И., №1
Схема расположения сварщиков обычно оформляется на втором листе сварочного журнала, либо на обратной стороне титульного листа.
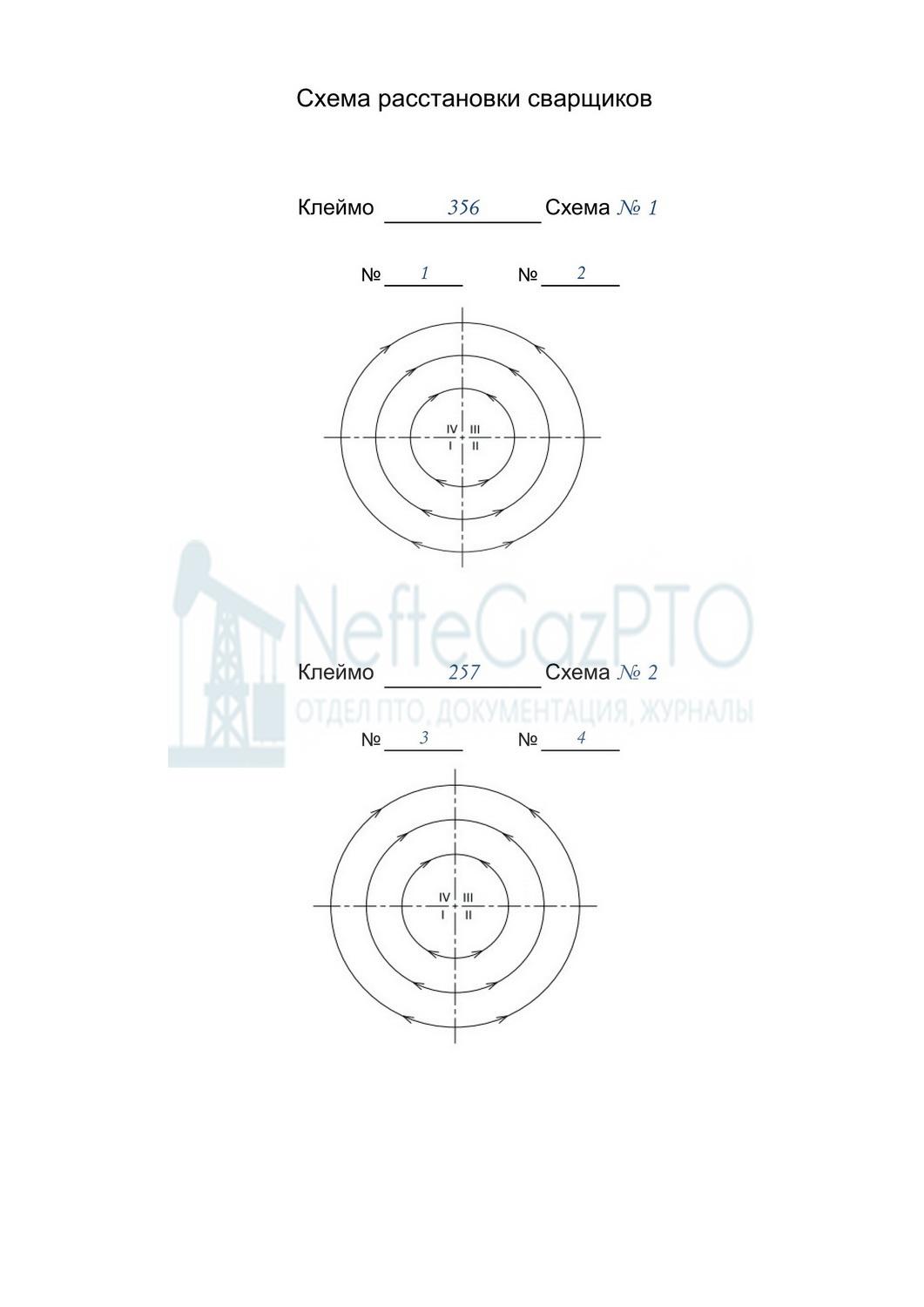
Схема расположения сварщиков при сварке труб
Столбик №13
Указывается шифры сварщиков либо бригадный шифр. Шифры сварщиков пишутся по ходу продукта, по часовой стреле, начиная сверху. После шифра сварщиков, сваривших корневой слой, пишется буква К, после шифров сварщиков, выполнивших заполняющие слои, — пишем буквы ЗП, после шифров сварщиков облицовочного слоя, — буквы ОБ, после шифров сварщиков, сваривших подварочный слой, — букву П.
Столбик №14
Бригадир, указанный в столбике №12, ставит свою подпись, подтверждая, что сварка выполнена в соответствии с технологической картой, тем самым он несет ответственность за выполненные сварочные работы.
Столбик №15
Мастер либо прораб ставит свою подпись только после того, как убедится в соответствии свариваемых деталей либо труб с рабочей документацией и убедится в отсутствии повреждений труб или деталей. Так же обязан осмотреть сварной шов.
Прораб либо мастер является ответственным лицом за приемку стыка, а также за состояние применяемых деталей и труб.
Столбик №16
Пишется вид проведенного метода контроля сварных стыков, номера и даты заключений, а также результаты контроля (годен, ремонт, брак)
Виды контроля

Закрытие журнала-после последнего стыка делается запись (Пример):
Журнал закрыт: 12.05.2020г.
Сварено всего: 381 стык.
Отремонтировано: 6 стыков.
Вырезано и заварено вновь: 0 стыков
Производитель работ ООО»Строй Ком» _____подпись_______Морозов М.А.
Читайте также: