Аппарат для сварки лент транспортерных
Обновлено: 20.09.2024
Приобретение качественного вулканизационного пресса для горячей стыковки конвейерных лент предполагает значительные финансовые затраты даже при покупке отечественного вулканизатора, не говоря уже про немецкие, канадские или испанские вулканизациооные пресса. Задача усложняется еще больше, если на предприятии большой диапазон конвейерных лент разной ширины, до 1400мм или выше. Для крупных компаний с большой протяженностью конвейеров и соответственно с большим количеством ежемесячных стыков такая покупка экономически оправдана, для многих предприятий - нет.
Для сервисных фирм, оказывающих услуги по стыковке транспортерных лент, покупка дорогостоящего вулканизационного пресса существенно повышает себестоимость такой услуги, что ослабляет позиции фирмы на рынке при постоянном росте конкуренции.
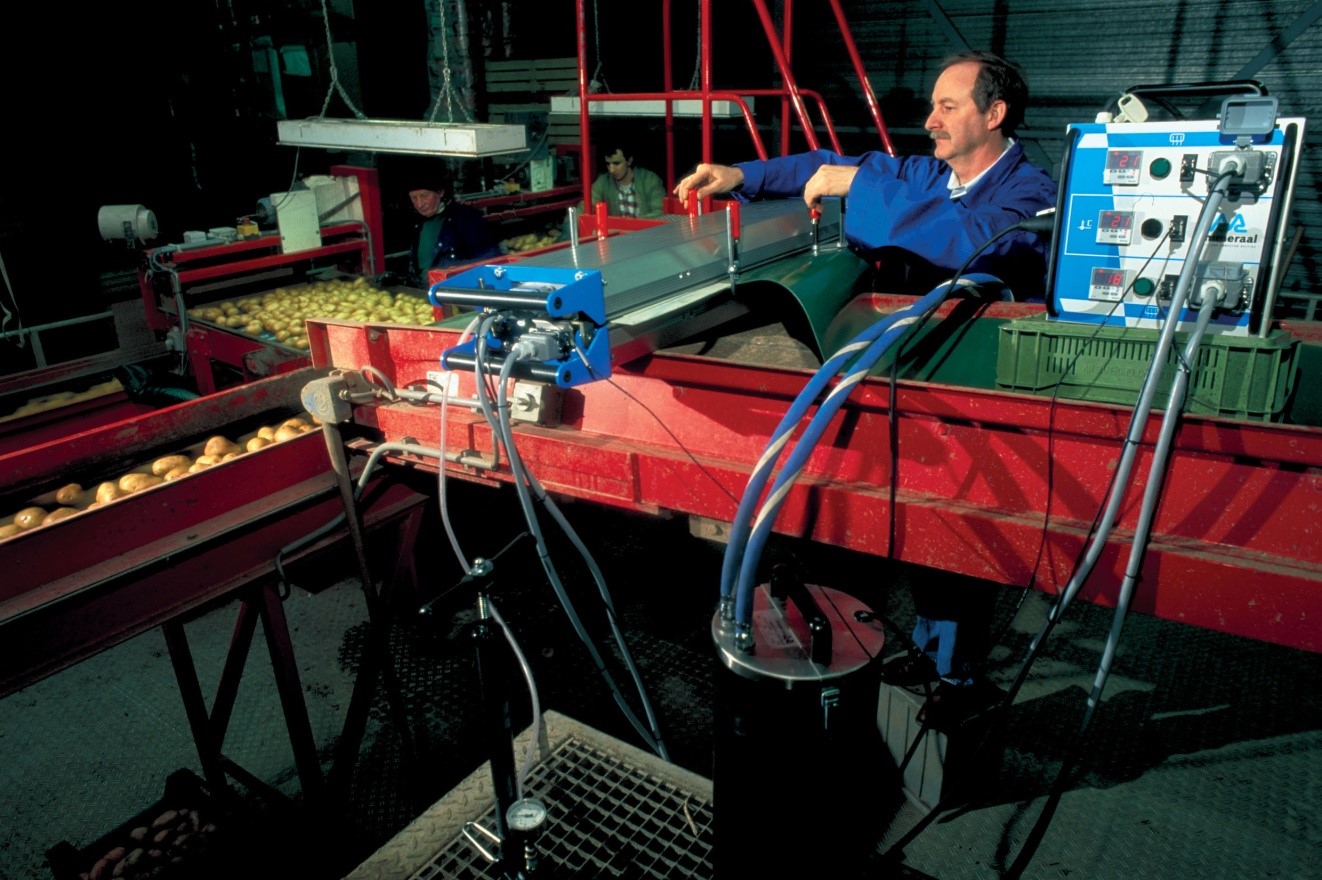
В таких случаях предлагаем рассмотреть возможность приобретения вулканизационного пресса с пневматической системой создания давления ВПК-140П100 или ВПК-100П75.
Вулканиазционный пресс ВПК-140П100.

Вулканизатор "ВПК-140П100" предназначен для стыковки конвейерных лент шириной до 1400 мм и длиной стыка до 1000 мм методом горячей вулканизации.
Принцип действия:
• связанные элементы верхней и нижней рамы создают жесткий каркас вулканизатора
• давление создается пневмодушками, обеспечивающими равномерность давления по всей площади стыка
• верхние и нижние гибкие нагревательные маты обеспечивают быстрый набор температуры
• температура горячей вулканизации поддерживается автоматически при помощи электронных терморегуляторов.
Технические характеристики
Комплектация
Отгрузочная информация:
Количество мест - 6 шт
Объём - 2,8 куб.м.
Общий вес - 400 кг.
Вулканиазционный пресс ВПК-100П75.

Вулканизатор "ВПК-100П75" предназначен для стыковки конвейерных лент шириной до 1000 мм и длиной стыка до 750 мм методом горячей вулканизации.
Пульт управления в сборе
Рама
Фиксатор
Пластина прессующая
Гибкий нагревательный элемент
Пневмоподушка в чехле ТПК
Пневмошланг
Компрессор
Решетка
Чехол транспортировочный
Розетка сетевая 380 В
Инструкция по эксплуатации (паспорт)
1 шт.
2 шт.
8 шт.
2 шт.
2 шт.
1 шт.
1 шт.
1 шт.
2 шт.
2 шт
1 шт.
1 шт.
Отгрузочная информация:
Количество мест - 5 шт
Объём - 1,4 куб.м.
Общий вес - 200 кг.
На нашем сайте вы можете найти и купить вулканизаторы конвеерных лент и другое оборудование для вулканизации.
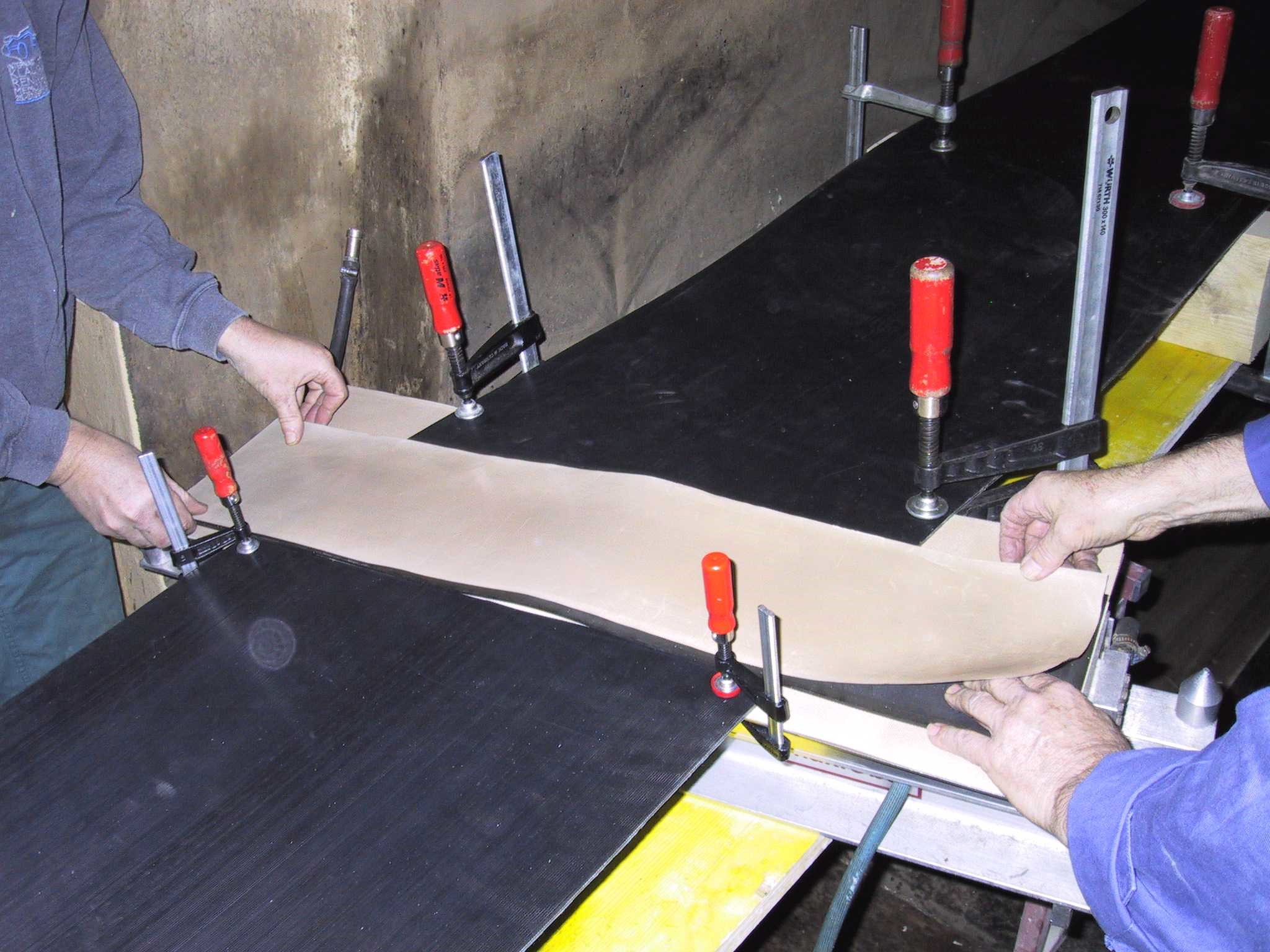
Вулканизация конвейерных лент
Вулканизация конвейерных лент - один из проверенных временем и наиболее надежных способов их стыковки. Операция может потребоваться не только для ремонта оборудования. К вулканизации прибегают при необходимости изменить длину ленты - увеличить или уменьшить, заменить поврежденный или изношенный фрагмент.
Произвести стыковку ленты современного конвейера - не самая простая задача. Учитывая огромное количество конструкций, материалов, вариантов сборки, необходимо подобрать способ, позволяющий полностью сохранить свойства ленты. Она не должна утратить основных качеств, позволяющих использовать ее безаварийно и в течение установленных сроков эксплуатации.
Результатом неправильной стыковки, которую часто стремятся выполнить своими силами или с использованием подручных материалов, становятся повреждения роликов, сходы ленты, более серьезные аварии, которые грозят не только потерями времени и простоями, но и травмами персонала. Один некачественный стык ленты - и конвейер превращается из надежного помощника в источник постоянных проблем. Стыковка, ремонт и вулканизация конвейерных лент требуют глубоко профессионального подхода, подбора материалов и метода соединения.
Виды работ - горячая и холодная вулканизация конвейерной ленты
В современном производстве применяются конвейеры, для которых разработано три основных методики соединения торцевых краев разомкнутого полотна.

Горячая вулканизация конвейерных лент - основан на физико-химической технологии. Под действием температуры и давления резиновая лента в месте соединения не просто “заплавляется” аналогично сварке - материал частично изменяет свойства, позволяя получить однородный и практически неотличимый от основного полотна стык. При выполнении ремонта (соединения) ленты этим способом проводятся испытания на разрыв, в ходе которых может возникнуть расслоение ранее незатронутого корда ленты из-за износа.
Этот метод обладает рядом преимуществ и недостатков, в целом уравновешивающих друг друга:
- получение ровного и однородного соединения;
- сведение к минимуму механических нагрузок на ролики и основы конвейера;
- минимальный риск повторного разрыва;
- возможность выполнять работы и использовать ленту без температурных ограничений;
- длительность процесса восстановления, необходимость использовать специальное оборудование.
Принцип горячей вулканизации максимально приближает процесс соединения краев к процессу изготовления новой ленты, что заметно повышает качество результата.
Холодная вулканизация конвейерных лент выполняется двухкомпонентными клеящими составами промышленного назначения - можно привести в качестве примера Nilos TL-T70, TipTop SC-2000, позволяющие получить прочное соединение резинотканевой ленты с прочностью на разрыв до 2000 Н/мм при ограничении температуры при эксплуатации. Транспортируемые материалы не должны быть нагреты до температур более 80 градусов.
- высокая прочность соединения;
- возможность проводить ремонт и стыковку в труднодоступных местах;
- отсутствие необходимости привозить и разворачивать оборудование;
- отсутствие ограничений по ширине пресса, как при горячем методе.
Применение метода холодной вулканизации ограничено:
- температурой воздуха при выполнении работ - не ниже 4 градусов выше нуля;
- температурой эксплуатации - не выше 80 градусов;
- условиями выполнения операции - не допускается проводить работы в условиях высокой запыленности и влажности воздуха в помещении.
Вулканизация или механическая стыковка конвейерных лент?
Метод механической стыковки конвейерной ленты - соединение ленты с помощью скрепок, стяжек и прочих металлических деталей позволяет выполнить ремонт очень быстро, практически без ограничений по доступу и условиям, но создает ряд проблем. Это быстрый износ механических частей, большая вероятность повторного разрыва ленты.
Вулканизация конвейерных лент на профессиональном уровне с использованием специального оборудования и материалов - наиболее надежное решение для качественного восстановления и соединения лент на ответственных участках производства.
Вулканизаторы для конвейерных лент
Вулканизаторы для лент серии ВК с пневмомеханической системой создания давления предназначены для стыковки и ремонта резинотканевых конвейерных лент шириной до 1500 мм методом горячей вулканизации.
| Модель | ВК-1000/750 | ВКМ-1000/750* | ВК-1000/1500 | ВК-1500/1000 | ВК-1500/2000 |
| Макс. ширина ленты, мм | 1000 | 10000 | 1000 | 1500 | 1500 |
| Длина стыка, мм | 750 | 750 | 1500 | 1000 | 2000 |
| Мощность нагревателей, Вт | 5300 | 5300 | 10600 | 10600 | 21200 |
| Макс. масса переносимого узла, кг | 45 | 36 | 45 | 56 | 56 |
| Общая масса, кг | 200 | 160 | 400 | 400 | 800 |
| Размеры (ДхШхВ), мм | 800х1200х680 | 800х1200х520 | 1600х1200х680 | 1740х1080х640 | 3480х1080х640 |
* Вулканизатор ВКМ-1000/750 изготавливается в низкорамном облегченном варианте. Оптимален для стыковки конвейерных лент в труднодоступных местах, например узких галереях.
Малый вес переносимого элемента
Все части могут перенести всего 2 человека
Равномерное распределение давления
за счет применения пневмоподушек
Равномерное распределение температуры
за счет применения гибких нагревателей
Бе зопасная эксплуатация
Система отключения электропитания при перегреве
Низкая цена вулканизатора
100% российская высококачественная сборка
Высокое качество стыка
пространственная рама с малым изгибом
Арт. 50016
ВУЛКАНИЗАТОР ДЛЯ КОНВЕЙЕРНЫХ ЛЕНТ ВК-1000/750

Вулканизатор ВК-1000/750 предназначен для стыковки и ремонта резинотканевых конвейерных лент шириной до 1000 мм с длиной стыка до 750 мм методом горячей вулканизации.
- Вес переносимого элемента: 45 кг
- Вес вулканизатора: 200 кг
- Суммарная мощность нагревателей: 5300 Вт
- В комплекте: компрессор + набор инструмента для разделки
Артикул 50016
Ваша цена с НДС:
642 000 рублей
Арт. 50016М
ВУЛКАНИЗАТОР ДЛЯ КОНВЕЙЕРНЫХ ЛЕНТ ВКМ-1000/750

Низкопрофильный вулканизатор ВКМ-1000/750 предназначен для стыковки и ремонта резинотканевых конвейерных лент шириной до 1000 мм с длиной стыка до 750 мм в стесненных условиях узких галерей методом горячей вулканизации.
Для резинотканевых конвейерных лент
Для резинотканевых конвейерных лент со склада в Москве!
Чтобы заказать для резинотканевых конвейерных лент, звоните по телефону, или воспользуйтесь заявкой с сайта!
Вулканизационные пресса FONMAR
Многолетний опыт работы ООО «ТПК «Белтимпэкс» позволяет предложить вулканизационные пресса изготавливаемые в Испании компанией FONMAR S.A..
Импортное оборудования позволяет изготавливать стыковые соединения превосходного качества, при этом стоимость оборудования сопоставима с прессами отечественного производства.
К преимуществам импортных прессов следует отнести более легкий вес элементов конструкции в сравнение с отечественными. Важной особенностью импортных прессов типа COMPACTA является наличие гибкой диафрагмы, позволяющей создавать более равномерное давление прессования. Пресса оснащаются водяным или воздушным охлаждением с индивидуальной помпой, что позволяет существенно сократить время стыковки.
Вулканизационные пресса для горячей вулканизации резинотканневых и резинотросовых конвейерных лент:
KOMP 7
• Верхняя и нижняя пневмоподушки вулканизационного пресса обеспечивают равномерное распределение давления по поверхности стыка.
• В стандартную поставку пресса входят все необходимые элементы для работы вулканизационного пресса: блок управления, водяной насос, чемоданчик с комплектом кабелей для электроподключения и системы охлаждения.
• Вулканизационный пресс оснащен системой автоматического регулирования температуры (ATRS). На прессе Compacta 1000х500 нагрев от 20°С до 150°С занимает порядка 20 минут.
• Два или более вулканизационных пресса могут быть объедены для получения любой требуемой длины стыка.
• Вулканизационный пресс может быть разобран на составные части для облегчения транспортировки.
Макс. ширина ленты, мм./дюйм
Толщина мм./ дюйм
Комментарии: Вулканизационный пресс Compacta идеален для стыковки малонагруженных конвейерных лент с небольшой длиной стыка.


Пресс AC 25
• Эластичная система регулирования вулканизатора. Усиленные элементы арочной конструкции с тензорными регуляторами позволяют прессу испытывать высокие нагрузки без изменения геометрии элементов.
• Полностью независимые элементы вулканизатора. Каждый элемент (верхний и нижний), разделен на 2 пары алюминиевых плит со встроенными системами нагрева, охлаждения и гидравлической системой создания давления.
• Секционный пресс. Пресс состоит из отдельных элементов-секций. Число секций зависит от требуемой длины стыка.
Пример: используя 4 элемента пресса получают длину стыка 1000 мм. Данная система может быть разделена на 2 независимых пресса с длиной стыка 500 мм каждый.
• Гидравлическая система создания давления вулканизатора. Абсолютно равномерное распределение давления на поверхность стыка, получаемое встроенными в верхние и нижние элементы гидроцилиндрами. Давление создается посредством гидравлического ручного или электро-гидравлического насоса.
• Быстрый процесс вулканизации. Вулканизатор, оснащенный водяной системой охлаждения позволяет значительно сократить время вулканизации. Пример: охлаждение стандартного пресса AC 25 800 с воздушной системой охлаждения, со 150 °С до 80 °С занимает 23 минуты, а с водяной системой охлаждения – 7 минут. Система водяного охлаждения поставляется как дополнительная опция.
Оборудование для стыковки конвейерных лент

Конвейерные механизмы широко востребованы в разных направлениях промышленности. Несущей частью конвейера выступает полимерная или прорезиненная лента, применяемая в качестве несущей дорожки. Но для обеспечения полного производственного цикла и выполнения лентой тяговых функций, она должна быть в виде цельного полотна. Для создания эффекта бесконечности резинотканевым полотнам придается замкнутая форма путем замыкания краев материала.
Несмотря на то, что транспортерная лента изготавливается из высокопрочных материалов, ввиду постоянных высоких нагрузок она нуждается в периодическом обновлении по причине аварийных разрывов.
Методы стыковки конвейерной ленты и используемое оборудование
Стыковочные работы по соединению краев конвейерной ленты выполняют с использованием специальных инструментов и оборудования. Технология стыковки полотен с учетом типа материала, из которого они изготовлены, осуществляется методами горячей или холодной вулканизации, и способом механического соединения. Каждый из способов отличатся определенными специфическими особенностями и имеет свои плюсы и минусы.
Термостыковка с помощью пресса (Горячая вулканизация)
Соединение краев полотна горячим свариванием считается наиболее прочным и эффективным. Данная технология предполагает использование вулканизационного пресса, оснащенного пневматическим или гидравлическим приводом. В качестве вспомогательных элементов применяют специальный клей и прокладочные резины. Сущность способа состоит в нагревании и расслоении стыковых участков с целью дальнейшего их соединения посредством давления поверхностей.
- под воздействием пресса прочность стыка составляет 90-95%;
- эксплуатация конвейерного механизма возможна сразу же после соединения;
- вулканизацию можно выполнять в условиях сильно запыленной среды, а также при низких температурах.
Среди недостатков следует отметить трудоемкость работ и высокую цену горячей стыковки, но эффективность результата и качество шва эти минусы полностью компенсирует. Методике горячей сварки подлежат ленты теплостойких и резинотросовых модификаций.
Метод холодной сварки
Вулканизация полотна холодной технологией подразумевает использование ручных инструментов и клеевых композиций, и практикуется для соединения полотен общего назначения.
- надежность стыка, прочность которого составляет до 70% в отношении к прочности ленты;
- оперативность и простота процесса холодного сваривания;
- невысокая стоимость принципа стыковки.
Ограничениями использования технологии является среда с повышенной влажностью и запыленностью, а также температура не должна быть меньше +5°С. Внимание нужно обратить и на то, что после сварки ленту нельзя сразу использовать по назначению. Время выдержки составляет от 2 часов и до истечения суток в зависимости от применяемых материалов.
Механическая стыковка
Соединение конвейерной полосы разъемными или неразъемными пластинами – самый простой и финансово доступный способ.
Преимущества механической технологии:
- оперативность;
- минимальная трудоемкость процесса;
- работы выполнять можно при низких температурах и в пыльном помещении;
- расход ленты исключается;
- низкая себестоимость методики.
Отрицательные моменты проявляются в недостаточной прочности швов и низкой износоустойчивости комплектующих системы.
Усовершенствование технологических процессов привело к тому, что ни одна крупносерийная производственная линия не обходится сегодня без конвейерных механизмов. Для исключения простоев транспортерных установок на производстве первостепенной задачей является их своевременное обслуживание.
Читайте также: