Переделка сварки в контактную сварку
Обновлено: 20.09.2024
Довольно часто возникает необходимость сварить между собой какие-либо детали небольших размеров. Идеальным вариантом для выполнения такой задачи будет точечная или контактная сварка. Она обладает существенными преимуществами, одним из которых является устойчивость швов к механическим нагрузкам. Однако покупать подобное оборудование для выполнения одноразовых работ нецелесообразно. Поэтому многие хозяева стараются самостоятельно решить вопрос, как сделать контактную сварку своими руками. В итоге получается недорогой и эффективный инструмент, позволяющий качественно выполнять основные сварочные работы.
Принцип действия точечной сварки
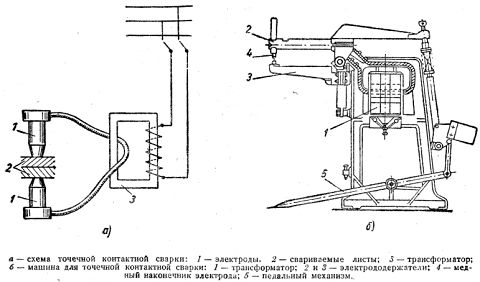
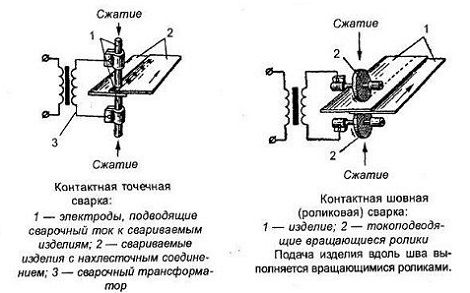
Принцип действия контактной сварки довольно простой. Между электродами зажимаются заготовки, заранее приведенные в необходимое положение. После этого на электроды осуществляется кратковременная подача сварочного тока большой величины. В результате, между ними происходит образование электрической дуги, под действием которой металлические заготовки начинают плавиться. Зона плавления может составлять от 4 до 12 мм в диаметре. Именно в этом месте заготовки соединяются между собой. Таким образом, вполне возможна контактная сварка в домашних условиях.
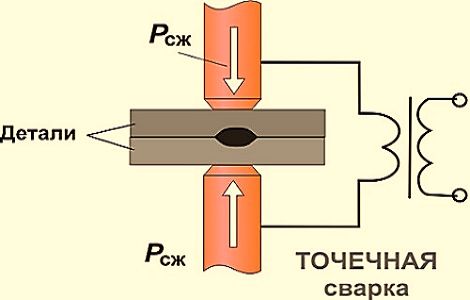
Продолжительность воздействия сварочного импульса составляет от 0,01 до 0,1 секунды. Это способствует образованию общего ядра расплава у обоих свариваемых металлов. После прекращения токового импульса, заготовки продолжают испытывать влияние сдавливающей нагрузки. За счет этого образуется единый сварной шов. Зона расплавления ограничивается за счет контакта металлов между собой, что приводит к отводу излишков тепла.
Для подачи импульса на электроды используется вторичная обмотка, в которой появляется большой ток при незначительном напряжении. Импульс, подаваемый на первичную обмотку, возникает при разрядке одного или нескольких конденсаторов. Накопление зарядов в конденсаторах происходит в промежутках между импульсами, подаваемыми на электроды, при перемещении на другую сварочную точку.
Точечная сварка нашла широкое применение в промышленности и домашних условиях. Она особенно эффективна при сваривании цветных металлов, например, медных и алюминиевых заготовок. Единственным ограничением является толщина листов, которая не должна превышать 1,5 мм.
Трансформатор для контактной сварки
Трансформатор является основной деталью любого сварочного аппарата, в том числе и для точечной сварки. За счет высокого коэффициента трансформации достигается необходимое значение сварочного тока. Минимальная мощность трансформатора находится на уровне 1 кВт. Такими качествами в полной мере обладают устройства, применяемые в конструкциях микроволновых печей. Трансформатор нужного типа можно приобрести в сервисном центре или снять с неисправной печки. Его мощность позволяет сваривать стальные листы, толщиной до 1 мм.
Более мощные сварочные аппараты изготавливаются с применением сразу нескольких трансформаторных устройств. Иногда может быть изготовлена контактная сварка своими руками из старого телевизора, откуда можно взять трансформатор в рабочем состоянии. Для обеспечения нормальной мощности, их нужно несколько штук.
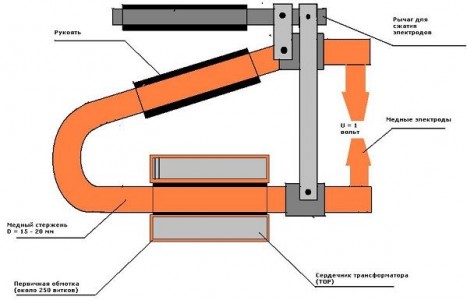
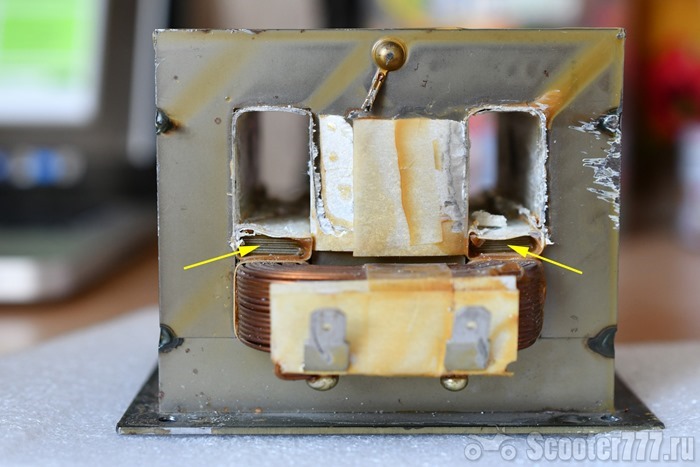
Основными элементами трансформатора являются магнитопровод, первичная и вторичная обмотка. Первые два элемента будут использованы без изменений, а вот вторичная обмотка должна быть удалена. Обычно она срезается ножовкой или другим удобным инструментом. Во время этой процедуры нужно соблюдать осторожность, чтобы случайно не повредить магнитопровод и первичную обмотку. Из трансформатора также убираются и шунты, ограничивающие ток.
После удаления лишних элементов можно приступать к созданию новой вторичной обмотки. Для обеспечения высокого значения тока рекомендуется использовать толстый медный провод, диаметром не менее 1 см, в количестве трех витков. При изготовлении более мощного сварочного аппарата с использованием нескольких трансформаторов, следует учитывать технические характеристики и возможности домашней электрической сети.
Самостоятельная сборка контактной сварки
Изготовление электродов является такой же ответственной операцией, как и сборка трансформатора. Необходимо заранее запастись медными прутьями, стержни должны иметь диаметр не меньше, чем толщина провода. Для изготовления сварки с невысокими техническими характеристиками, подойдут рабочие элементы от мощных паяльников. В процессе работы, особенно при частом использовании точечной сварки, происходит интенсивный износ электродов. Поэтому рекомендуется сразу же изготовить запасной комплект. При сборке всей конструкции должна использоваться схема контактной сварки.
Провод, соединяющий трансформатор и электроды, должен быть как можно короче, а количество соединений – минимальным. Это связано с тем, что на стыках происходит частичная потеря мощности. Соединения наконечников и проводов осуществляются методом пайки. Это достаточно сложный процесс из-за большого диаметра элементов. Если же использовать скрутки, то во время сварочных работ произойдет быстрое окисление медных контактов. Поэтому не редкость, что контактная сварка, изготовленная самостоятельно, очень быстро выходит из строя. Процесс соединения можно значительно облегчить, если заранее приобрести в специализированном магазине луженые наконечники, предназначенные для пайки.
В некоторых случаях возникает дополнительное сопротивление, вызываемое сварочной аппаратурой. Причина этого заключается в соединениях электродов и наконечников, которые не спаяны между собой. Пайка не допускается поскольку периодически возникает необходимость в снятии электродов для ремонта или замены. Однако подобные соединения довольно легко очищаются от окисления, по сравнению с многожильными проводами, обжатыми наконечниками.
Большое значение придается управлению точечной сваркой. Для этих целей применяется выключатель и рычаг. Необходимый контакт между свариваемыми деталями обеспечивается достаточным усилием, возникающим между электродами. При сваривании более толстых листов, сила сжатия должна соответственно увеличиться. Рычаг должен обладать достаточной прочностью и не быть слишком коротким. Основание аппарата выбирается массивное, с возможностью его крепления к столу.
С целью увеличения прижима электродов, кроме рычага применяется рычажно-винтовой зажим. Он представляет собой винтовую стяжку, расположенную между рычагом и основанием. Можно применить и другие способы сжатия, но они потребуют специального оборудования. Выключатель устанавливается в цепь первичной обмотки. Вторичную обмотку нельзя использовать для этих целей, поскольку в ней слишком большой ток, образующий дополнительное сопротивление.
При использовании рычажного прижимного механизма, выключатель рекомендуется устанавливать и закреплять на рычаге. Это дает возможность управлять рычагом и включать ток одной рукой. Другая рука в это время будет придерживать детали, предназначенные для сварки.
Рекомендации по эксплуатации самодельного аппарата
- Одним из основных требований является сжатое состояние электродов во время включения и выключения сварочного тока. В противном случае может возникнуть сильное искрение, что в конце концов приведет к подгоранию электродов. В некоторых случаях применяется реле времени для контактной сварки.
- В процессе работы сварки рекомендуется использовать принудительное охлаждение с помощью вентилятора. Иначе понадобится постоянный контроль над температурой токопроводов, трансформатора, электродов и других элементов.
- Во избежание перегрева сварки, необходимо периодически устраивать перерывы в работе.
- В процессе эксплуатации нужно обязательно учитывать возможности самодельного сварочного аппарата, иначе качество точечных швов будет низким или они не получатся вовсе.
Самодельная контактная сварка на конденсаторах
Стоит отдельно рассмотреть контактную сварку, в конструкцию которой входят конденсаторы. Принцип действия этих устройств основан на расплавлении металла под действием электроэнергии, накопленной в конденсаторах. К основным методам такой сварки относятся контактная, ударная и точечная. При решении вопроса, как сделать контактную сварку своими руками, предпочтение отдается одному из них.

При контактной сварке разрядка конденсатора осуществляется на две металлические заготовки, предварительно сжатые между собой. В точке контакта происходит возникновение дуги, расплавляющей и соединяющей металлические заготовки на ограниченном участке. Величина сварочного тока в зоне дуги может достигать 15 кА, а период воздействия составляет до 3 мс. Ударная сварка воздействует на заготовки кратковременным ударом в виде электрического разряда. Дуга появляется всего лишь на 1,5 мс, еще более уменьшая размеры сварочного участка. Во время точечной сварки подача разряда производится на два медных электрода, прикасающихся к поверхностям заготовок с двух сторон. Время действия дуги регулируется и составляет от 0,01 до 0,1 с. Сварочный ток может достигать величины в 10 кА.
Качественная работа конденсаторной сварки обеспечивается возможностью подачи кратковременного импульса и последующей зарядки за очень короткое время. Давление электродов должно способствовать надежному контакту между свариваемыми деталями. После сварки они разжимаются постепенно, чтобы металл остывал под давлением и кристаллизировался в сварочном шве.
Контактная сварка из микроволновки – как сделать?
В последнее время я довольно часто стал встречаться с литиево-ионными аккумуляторами в различных устройствах. Иногда дело доходило даже до сборки батарей, и я соединял элементы методом пайки. Однако мне захотелось пойти по более правильному пути и использовать для этого аппарат контактной сварки.
Покупать готовый сварочник, даже на Алиэкспрессе, меня задушила жаба, так как необходимость сварки батареек у меня возникает очень редко, а прибор стоит дорого. Поэтому я решил собрать такой аппарат самостоятельно, заодно получив и удовольствие от процесса.
Существует множество методов сборки контактного сварочника своими руками. Можно использовать автомобильный аккумулятор, можно трансформатор от старой микроволновки. Есть и различные способы управлять сварочным током и длительностью импульса сварки. В простейшем случае можно просто к автомобильному аккумулятору подключить два толстых провода, из медной проволоки сделать электроды, соединить всё это воедино и сваривать вручную, замеряя время «на глаз». Можно сделать управление на основе Ардуино или специализированного контроллера времени, реле от мотоцикла и т.д.
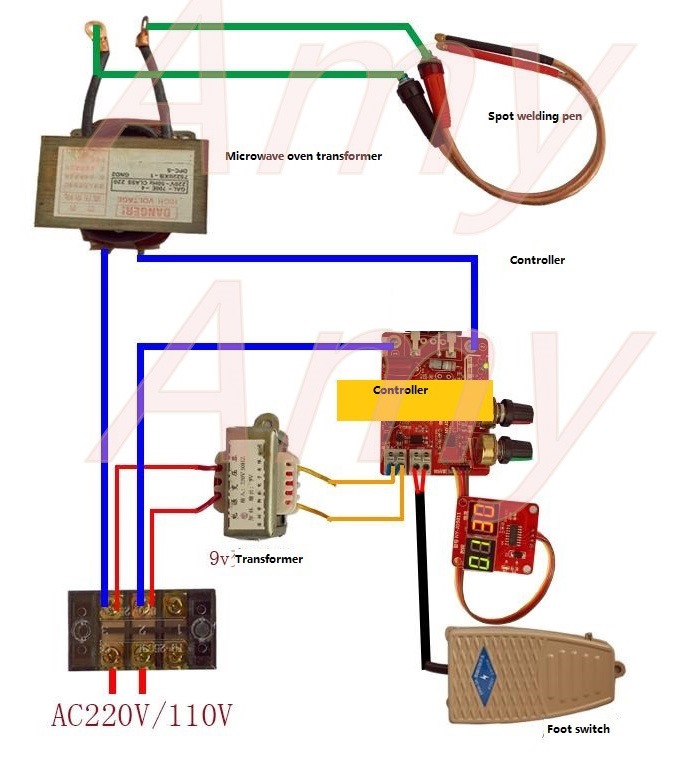
Ну, а я решил сделать сварочный аппарат на основе трансформатора от СВЧ печи (микроволновки). Он по-любому будет компактнее и легче, чем автомобильный аккумулятор. А контроллер, который дозирует как ток, так и длительность импульса, я купил на Алиэкспрессе, потому что стоит он недорого, и это уже готовое изделие, которое не нужно собирать самому.
Старый трансформатор от микроволновки на 750 ватт приобрёл на Авито за 600 рублей.

А также на рынке купил 1 метр многожильного силового кабеля сечением 25 квадратов за 125 рублей. Точнее говоря, я взял 2 метра (с запасом), но достаточно одного.

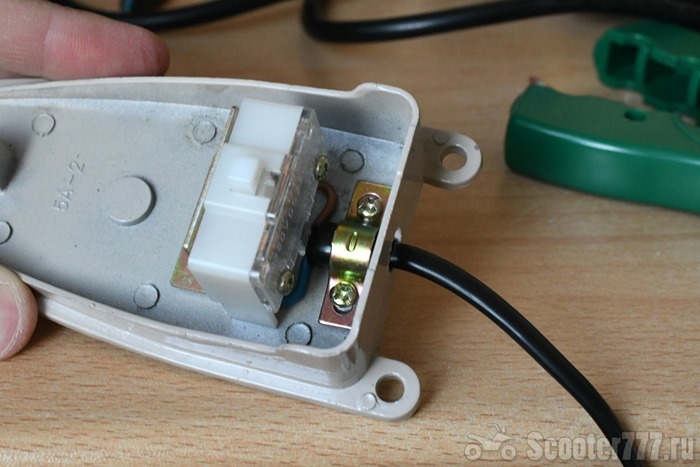
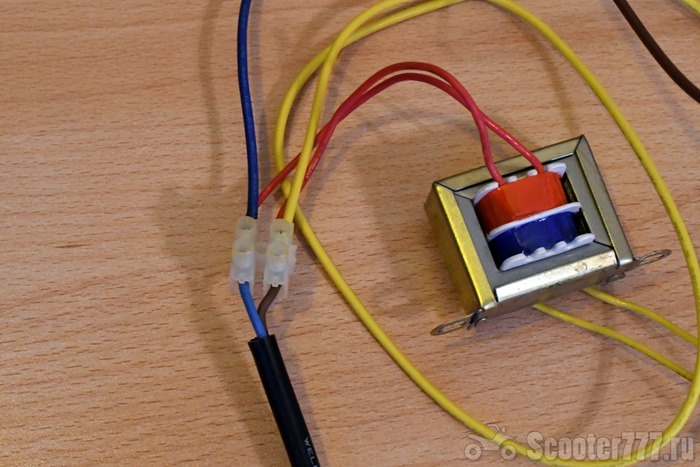
На Алиэкспрессе я купил: контроллер с симистором на 40 ампер (больше для сварки аккумуляторов 18650 не нужно), трансформатор переменного тока на 9 вольт для питания контроллера, ножную педаль для удобного управления, а также самое дорогое – это провода с разъёмами (на этой детали можно было сэкономить, сделав электроды из толстой медной проволоки и подключив их, например, через клеммник к силовым проводам) + электроды (медные иглы). В общем, из купленного на Али необходим только контроллер и трансформатор переменного тока на 9 вольт, остальное опционально.

Трансформатор переменного тока:
Педаль для ножного управления:

Кабели с разъёмами и ручки с цанговыми зажимами:

Электроды и клеммы:

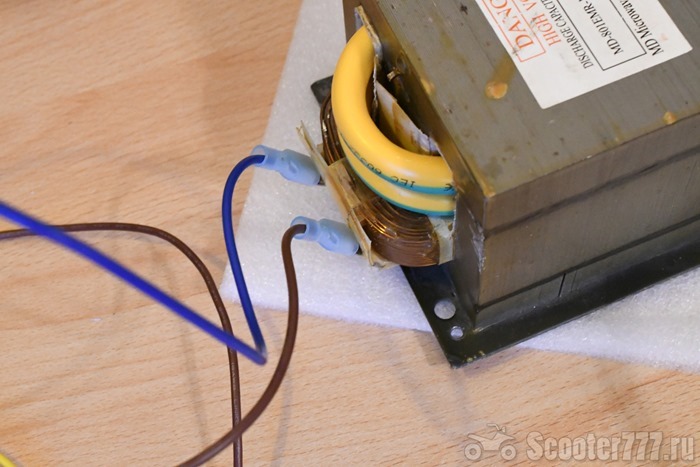
Первым делом необходимо избавиться от вторичной обмотки трансформатора. Она находится в верхней части и намотана тонким проводом. Нужно просто отпилить обмотку ножовкой.

После этого остатки проводов легко высверливаются толстым сверлом.

А далее – можно выбить проволоку напильником и молотком. Это совсем несложно.

Если ваш трансформатор имеет вот такие дополнительные пакеты из металлических пластин, их также необходимо удалить.
Теперь нужно взять толстый кабель и просунуть его на место бывшей вторичной обмотки, сделав два витка. Таким образом, мы из повышающего трансформатора получим понижающий. Напряжение на выходе теперь всего около 2 вольт, зато сила тока возросла многократно – десятки или, возможно, даже сотни ампер. Для человека это напряжение безопасно, и ничего страшного, если вы случайно коснётесь запитанных электродов рукой.

Концы кабеля зажимаются в клеммы и изолируются термоусадкой.

К ним подключаем кабели с ручками.

Теперь по схеме нужно собрать остальную часть электрики.
Ножная педаль поставляется с 10-сантиметровым отрезком провода, поэтому я его заменил на длинный, чтобы педаль можно было положить на пол.
Питающие провода соединил с помощью клеммника. Можно было спаять.
К трансформатору провода подсоединил через съёмные клеммы, чтобы можно было легко его отсоединять.
Ну, а к контроллеру два провода просто припаял, хотя лучше было бы прикрутить на винты и круглые клеммы, но у меня не нашлось таких под рукой, к сожалению.

В общем, схема собрана, можно подключать к сети. Обратите внимание, что для питания контроллера используется трансформатор переменного, а не постоянного тока.
При включении загорается цифровой индикатор и различные светодиоды.

Левая ручка устанавливает длительность импульса (от 1 до 50, каждая единица равна 20-ти миллисекундам). Правая ручка устанавливает мощность, в диапазоне от 30 до 99%.
При нажатии на педаль схема включается на установленное количество миллисекунд.
Чтобы приварить ленту к аккумулятору, нужно плотно прижимать электроды к поверхности. Поверхности и батареи, и ленты должны быть абсолютно чистыми, без грязи, клея, окислов и т.п. Иначе лента не приварится.

У меня никакого опыта в контактной сварке не было, поэтому все параметры пришлось подбирать экспериментально, тренируясь на ненужном аккумуляторе. Правильно приваренная лента хорошо держится и отрывается при воздействии силы, оставляя маленький кусочек на батарее. Длительность импульса и сила тока зависят и от мощности трансформатора, и от толщины никелевой ленты – возможно, ещё и от других условий.

У меня более-менее правильная сварка стала получаться при параметрах 35/70. Но думаю, трансформатор мне лучше было бы взять помощнее, можно было бы сократить длительность импульса и меньше был бы перегрев. Впрочем, ещё надо экспериментировать.
В общем, самостоятельная сборка аппарата контактной сварки – дело совсем несложное. Для меня самое муторное – это изготовить для него корпус, чем я займусь в дальнейшем. А может, просто укреплю все компоненты на куске фанеры. Главное, что сварочник работает :).
Внимание: данная статья и изображения в ней являются объектами авторского права. Частичное или полное воспроизведение на других ресурсах без согласования запрещено.
Собираем аппарат для точечной сварки своими руками
В магазинах аппараты точечной сварки стоят не дешево, а этот инструмент пригодиться в хозяйстве каждого настоящего мужчины. Поэтому многие решают изготовить это оборудование самостоятельно, используя подручные материалы. Готовый аппарат позволит быстро и надежно соединить различные металлические элементы. Таким образом, ремонт разных конструкций можно будет провести дома, сэкономив на услугах профессионала. Главное преимущество изготовления своими руками – значительная экономия средств на приобретении.
Принципы работы
Работа устройства напрямую зависит от электрического тока, который нагревает до определенной температуры некоторые участки стальных деталей, соприкасающихся между собой. В данный момент образуется сварное соединение, которое специалисты называют швом. При этом металлы соединяются между собой расплавами друг друга при точечном контакте. Качество выполненной работы напрямую зависит от вида металла, его плотности.
Также необходимо соблюдать таки правила:
- Сварочная цепь должна характеризоваться низким показателем напряжения (до 10 ватт);
- Процесс сварки должен длиться несколько секунд;
- Качественная сварка характеризуется минимальной зоной расплавливания;
- Большая сила тока сварочного импульса;
- Полученный после сварки шов должен выдерживать большие нагрузки.
Соблюдение всех вышеупомянутых правил гарантирует получение отличного результата. Изготовить аппарат для точечной сварки своими руками несложно, но нужно выполнять все действия в соответствии с рекомендациями специалистов.
Изготовление устройства
Качественный аппарат для сварки состоит из двух основных частей – контактного блока и источника сварочного импульса. Последний подает автоматически импульс. Сила тока должна быть в пределах 200 А на протяжении 0,03-0,1 с при питании от обычной электросети. Некоторые пользователи советуют выбрать устройство, позволяющее регулировать силу тока для работы с различными видами металла разной толщины.

Контактный блок должен характеризоваться основными требованиями:
- Хорошее прижатие сварочных поверхностей;
- При помощи точечного электрода необходимо подвести сварочный сигнал;
- Удержание заготовок после снятия импульса до полного затвердения.
Чаще всего можно встретить такие решения:
- заготовки зажимают между электродами;
- используют 2 разных электрода: точечный и плоский;
- одна из заготовок является нижним электродом.
Изготовление
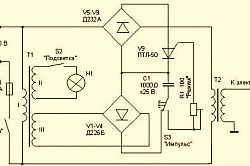
Качественный точечный сварочный аппарат можно изготовить самостоятельно. Для этого можно использовать источник сварочного импульса, который использует принцип разряда конденсатора. Схема такого источника достаточно проста.
Сварочные аппараты для сварки с таким типом питания могут сваривать тонкие листы металла (до 0,5мм).
На выходе вторичной обмотки выделяется необходимая сила тока. На первичную обмотку происходит разряд конденсаторов, что способствует возникновению нужного сигнала. Конденсаторные разряды управляются тиристорами. Накопление заряда происходит от включенной вспомогательной цепи трансформатора. Необходимо использовать диоды, которые выпрямляют электрический сигнал.
Как же сделать аппарат?
Это устройство можно собрать из подручных средств. В первую очередь необходимо собрать из инвертора. Необходимо подготовить:
Использование всех перечисленных деталей поможет избежать длительной настройки.
Чаще всего такие аппараты для точечной сварки аккумуляторов мужчины изготавливают из деталей ненужной микроволновки. Она может уже находиться у вас дома, а можно позаимствовать и у друзей. Изготовленная точечная сварка из таких деталей характеризуется мощностью около 800А.
Качественный споттер гарантирует отличный результат работы с тонким металлом. Для выполнения домашних задач зачастую этого результата вполне достаточно, ведь сварка металла происходит в определенных точка.
Для изготовления такого аппарата для контактной точечной сварки лучше выбрать большую микроволновку. Ведь в таких моделях мощный трансформатор. А это основа будущего оборудования.
Трансформатор представляет собой сердечник с двумя обмотками. Он держится за счет сварных швов, которые необходимо удалить ножовкой или болгаркой. Будьте аккуратны, ведь обмотка не должна быть поврежденной. После сердечник нужно разделить на 2 части, очистить от клея и бумаги.
Наматываем вторую обмотку трансформатора. Для этого используют кабель, который подходит к прорези трансформатора, который наматывают на 2 витка.
К основанию прикрепляют трансформатор эпоксидной смолой, сжимая тисками.
Вторичная обмотка позволяет увеличить мощность устройства.
Если вы желаете увеличить больше мощность, то можно использовать дополнительный трансформатор из еще одной микроволновки. Его присоединяют к первому.
Схема трансформатора
После того как обмотки будут соединены, можно проверять силу тока. Она не должна превышать 200А. Если значение выше, то могут возникнуть скачки напряжения, которые могут привести к негативным последствиям.
Напряжение должно выходить на первую обмотку. На выходе напряжение не должно превышать 2 вольт.
Для изготовления аккумулятора своими руками необходимо особое внимание уделить корпусу будущего оборудования. Для этого используют дерево. В задней части устройства должны присутствовать отверстия, которые будут отвечать за электроснабжение и выключение.

Изготовленный из дерева корпус сварочного аппарата должен быть отшлифован и покрыт лаком.
После изготавливают аппарат своими руками. Соединяют все детали, подготовить медные провода, которые будут выполнять роль электродов. Для их крепления можно использовать обыкновенную отвертку. Для качественной фиксации к корпусу трансформатор можно прикрепить саморезами. Помните о безопасности, заземление необходимо одеть на одну из клемм.
В устройстве данного аппарата точечной сварки следует предусмотреть дополнительный выключатель, закрепленный саморезами к корпусу. Таким образом, своими руками из сварочного аппарата вы сможете получить выгоду. Это и экономия на приобретении нового устройства и заработок на выполнении несложной работы.
Делаем сварочный полуавтомат из инвертора
Современными производителями выпускается большое количество сварочных инверторов, обладающих широким набором функций. В их числе полуавтоматические аппараты, работающие в режиме MIG/MAG, что означает подачу инертного или активного газа и сварочной проволоки к месту соединения заготовок. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей. Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы. Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Основные отличия сварочного инвертора от полуавтомата
Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG).
Полуавтоматы позволяют сваривать всевозможные металлы различной толщины, при этом размер электрода не меняется и рабочая зона всегда на одном расстоянии от человека. В составе сварочного полуавтомата есть инвертор, но также присутствует регулируемый узел подачи проволоки и специальный шланг с горелкой и баллоном. Этим оборудованием можно сваривать сплавы алюминия, углеродистую и нержавеющую сталь, чугун и титан, а специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.
Эти элементы можно приобрести в заводском исполнении, а часть из них — изготовить своими руками. Инвертор, горелку и газовый баллон необходимо купить от заводского производителя, так как технические требования к этим узлам требуют сертификата качества.
Конечно, свой полуавтомат обойдется значительно дешевле, но важно, чтобы самодельные элементы отвечали требованиям техники безопасности при производстве электросварочных работ.
Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.
Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.
Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов.
Конструкция подающего устройства
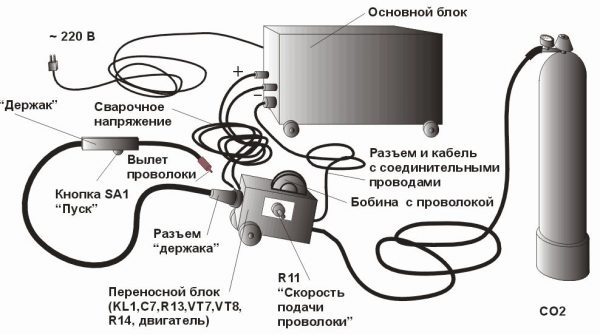
Процесс сборки сварочного полуавтомата своими руками, может происходить как с использованием заводского подающего устройства, так и его самодельного варианта. Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
- соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.
Важно, чтобы система подачи была смонтирована на электроизолирующем материале, так как сварочная проволока находится под напряжением и является электродом, и необходимо не допустить электрического контакта с корпусом оборудования.
Необходимо обеспечить эффективный регулируемый прижим подающего ролика, поскольку проволока имеет разное сечение, в зависимости от толщины свариваемых заготовок. Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Поэтапная сборка полуавтомата
При переделке инверторов в полуавтоматы, необходимо учесть некоторые обстоятельства. При покупке инвертора, желательно, чтобы он поддерживал режим MMA+MIG/MAG. Аппарат обойдётся не намного дороже, но при переключении на режим MIG, он будет обеспечивать стабильную вольтамперную характеристику на выходе, что обеспечит плавную работу полуавтомата при токе ниже 40 А. Иначе, придётся вносить изменения в электронную схему инвертора и задействовать ШИМ для стабилизации параметров по напряжению. Это возможно осуществить при условии, что вы разбираетесь в электронике и хорошо умеете обращаться с паяльником.
Важно согласовать опорное и выходное напряжение, путём установки делителя и подобрать номиналы компонентов для подачи сигнала на входы контроллера.
Дальнейшие действия по сборке полуавтомата из сварочного инвертора, подающего устройства и еврорукава с горелкой заключаются в следующем:
- переключить инвертор в режим MIG и соединить его с подающим устройством силовым и управляющим кабелем;
- подключить баллон с газом через редуктор и манометр к подающему устройству, а также отрегулировать подачу 6-10 л в минуту в зависимости от состава газа и условий сварки;
- установить и закрепить катушку с проводом в узел подачи;
- с помощью схемы контроля оборотов, выставить необходимую скорость подачи сварочной проволоки и убедиться в её беспрепятственном движении;
- соединить горелку с еврорукавом, который, в свою очередь, подсоединить к устройству подачи;
- включить инвертор и оборудование для подачи и убедиться в наличии задержки между приходом газа и движением проволоки в 1-2 секунды.
Правильный подбор толщины проволоки, состава инертного или активного газа, а также корректная работа радиоэлектронных компонентов, обеспечат высокую скорость и качество сварочных работ.
При возникновении затруднений, необходимо обратиться за консультацией к специалистам, чтобы не вызвать выхода из строя дорогого оборудования, а также, избежать риска для жизни.
Подводим итоги
Мы рассмотрели некоторые способы переделки сварочных инверторов в полуавтоматы своими руками. Это довольно сложная задача, при пристальном изучении, не является особенно трудной. Важно лишь обеспечить надёжное функционирование элементов и электробезопасность. Главное, что эти усилия и временные потери, обеспечат весьма существенную экономию денежных средств.
Делаем контактную сварку своими руками из сварочного аппарата
При ремонте автомобиля или строительных работах часто возникает потребность в аппарате контактной сварки, который хотелось бы иметь, но его высокая цена не позволяет сделать такую покупку. Мы расскажем, как изготовить такой агрегат из сварочного аппарата инверторного типа своими силами. Соединение контактного типа основано на давлении и разогреве металла с помощью сварочного тока с кратковременным воздействием на свариваемые детали. Промышленные устройства такого рода давно и широко используются, мы расскажем, как собрать в домашних условиях такой аппарат из инвертора.
Сфера использования контактной сварки
Множество видов оборудования для контактной сварки обусловлено их высокой эффективностью, экономичностью и скоростью работы. Некоторые из них обладают высокотехнологичным контролем над качеством работ, могут оценивать толщину и параметры металла и регулировать текущий процесс. Аппарат для контактной сварки линейки Car-o-Liner CTR 41977 выполняет все виды высокоточных работ по металлу и является источником мощного сварочного тока. Шведские агрегаты Car-o-liner позволяют варить листовой металл, и построены на инверторной технологической основе. Аппараты Car-o-Liner позволяют вести сваривание металла под точечным давлением, и созданы, в том числе и для кузовного ремонта машин.

Кроме этого? существуют и иное, гораздо более простое, оборудование для соединения в зоне контакта листов, таким примером может служить аппарат для контактной сварки ТОР, который обладает следующими параметрами:
- небольшим весом (8 кг) и мощностью (2 кВт);
- сваривает листовой металл до 2 мм толщины;
- имеется возможность сваривания прута до 4 мм;
- осуществляет прогрев металла с целью последующей обработки;
- есть функция пайки припоем с высокой температурой плавления;
- в комплекте имеются твёрдосплавные фигурные и прямые электроды;
- имеются специализированные клещи со шлангом более 2 м;
Использование таких аппаратов контактной сварки с демократичной ценой и высокой мобильностью, позволяет осуществлять мелкий домашний и кузовной ремонт, а также сваривать арматурную сетку при строительных работах.
Важно отметить, что невысокое напряжение на клеммах позволяет проводить работы с соблюдением правил техники безопасности.
Щадящие для металла свойства сварочных аппаратов для контактной сварки позволяют использовать их при кузовном и ином ремонте листового проката в качестве споттера. О нём следует рассказать более подробно потому, что большинство людей сталкивается с повреждением кузова машины. Мы говорим о вмятинах, которые необходимо вытянуть и выровнять.
В этом случае используются специальные медные электроды, которые после зачистки деталей кузова, точечно привариваются к вмятине. Затем с их помощью осуществляют вытягивание неровностей путём дополнительного нагрева и остужения металла. Этот очень эффективный метод ремонта позволяет вытягивать неровности даже в труднодоступных местах.
Необходимое оборудование для контактной сварки
Чтобы собрать аппарат контактной сварки своими руками нужно определить заранее, как вы хотите его использовать. Небольшой вес инверторного агрегата, который мы возьмём за основу комплекта, позволяет собрать как мобильный, так и стационарный вариант. Дело в том, что клещи, обеспечивающие необходимое давление в точке сварки, можно смонтировать на стационарной платформе или же на гибком шланге.
Жёстко закреплённые электроды больше подходят для поточного шовного соединения листового металла, тогда как мобильный вариант является более универсальным.
Отдельно нужно рассмотреть критерии выбора сварочного инвертора, как источника тока для контактного способа работы. Он должен обладать широким спектром регулировок по току и напряжению, а поскольку форма сигнала на выходе является импульсной, то и этот параметр должен быть настраиваемым. Таким образом, аппарат контактной сварки АКС должен быть оборудован тугоплавкими электродами, которые могут быть смонтированы в следующих вариантах, а именно:
- стационарный вариант, при котором на неподвижный минусовой электрод накладывается свариваемые листы, и точечно придавливаются положительным электродом;
- мобильный вариант с использованием клещей, позволяющих сдавливать соединяемые детали в точке сварки;
- вариант с использованием сварочного пистолета, как положительного электрода, где минусом является деталь кузова.

- текстолит для пистолета или клещей;
- пусковая кнопка;
- крепёжные болты с гайками;
- медный или бронзовый наконечник в роли электрода;
- соединительные кабели и провода;
- мини-патрон с лампочкой для подсветки;
- электролобзик, болгарка и электродрель;
- мощный электропаяльник;
- приспособления для разметки;
- набор отвёрток и гаечных ключей.
Важно обеспечить надёжный контакт сварочного кабеля с держателем наконечника или сменных наконечников во избежание перегрева и потерь мощности.
Необходимо продумать быструю смену бронзовых или медных электродов, или наконечников, поскольку условия работы могут меняться, а при ремонте листового металла кузова машины замена является частью технологического процесса.
Сборка комплекта контактной сварки и последовательность работ
При проведении контактной сварки своими руками необходимо понимать, что весь процесс занимает от 0,5 до 1,5 сек, поэтому пусковая кнопка должна быть поставлена в разрыв цепи первичной обмотки инвертора. Важно не допустить прожога металла, а для этого необходимо отрегулировать высокочастотное выходное напряжение инвертора оптимальным образом и экспериментально подбирать длительность сварки. При соединении листов внахлёст необходимо обеспечить их неподвижность относительно друг друга, а также с постоянной силой прижимать электрод к точке сварки.
Окончательная сборка подразумевает соединение всех узлов и проверку надёжного, безопасного контакта в цепи сварочного тока и кнопки управления. Проверка работоспособности устройства и регулировка выходных параметров состоит из следующих действий:
- установка инвертора на минимальный сварочный ток;
- проверка надёжности подключения кабеля, пистолета или клещей, а также пусковой кнопки;
- на пробных деталях проводится кратковременная, точечная сварка и при необходимости корректируется настройка выходных параметров инвертора;
- прекращается сварка и оценивается результат, в случае прожигания заготовок, уменьшается ток и время сварки в точке контакта;
- правильной считается сварка, при которой отрыв заготовок друг от друга происходит по металлу, а не по точке сварки;
- в случае использования устройства, как споттера, нужно обеспечить надёжное приваривание наконечников к поверхности ремонтируемого участка.
Очень важно обеспечить безопасность работающего, чтобы избежать возможного поражения электрическим током и проводить сварку в специальной одежде, защищающей от ожогов.
Подводим итог
Мы рассмотрели возможность сборки аппарата для контактной сварки своими руками с использованием инвертора в качестве источника тока. Этим достигается значительная экономия средств, при небольших затратах времени и материалов. Возможностей такого контактного сварочного аппарата вполне достаточно для личных нужд и ремонта кузова машины, а также надёжного соединения листового металла. Успешной вам работы.
Читайте также: