Плазменная сварка на воде принцип работы
Обновлено: 19.05.2024
Плазменная сварка это высокотехнологичный способ обработки металлов. Без лишних преувеличений, его можно назвать лучшим, среди существующих методов сваривания.
Метод работы плазменной сварки
Метод плазменной сварки применим для сваривания и пайки тугоплавких металлов толщиной до одного миллиметра. Подходит также для сварки металлов с неметаллами и резки.
Сущность этого метода заключается в локальном расплавлении металла плазменным потоком. Плазма – ионизированный газ, который содержит заряженные частицы, обладающие способностью проводить ток. Ионизируется газ при нагреве сжатой дуги, вытекающей из плазмотрона. Ее температура может достигать 5000-30000°С.
В целом, есть сходство с аргонной сваркой, но там рабочая температура до 5000 градусов. Плазменная дуга считается более мощным источником энергии, чем обычная.
На чём работает
В данном методе используется направленная плазменная дуга, которая образуется из обычной электрической (дежурной). Основные характеристики: высокая температура и мощность, малый диаметр струи. Давление на металл увеличивается в разы по сравнению с электродуговой сваркой.
При работе с плазмой выполняются условия:
- организуется защита электрода путем подачи инертного газа (аргон);
- применяется неплавящийся вольфрамовый электрод с присадками тория;
- разогретые стенки плазмотрона интенсивно охлаждаются.
Для запуска плазменной горелки может использоваться постоянный или переменный ток.
Справка! Плазма – это ионизированный газ, в состав которого входят нейтральные частицы и электрически заряженные.
Как это работает
После зажигания дежурной дуги ее сжимают в специальном устройстве (плазмотроне). Затем туда вдувают под давлением плазмообразующий газ (аргон). В результате зона разогревается до 50 000°С, газ увеличивается в объеме и истекает из узкого сопла с высокой скоростью.
К сведению! В обычном аргонодуговом аппарате температура достигает 5000–7000°С.
Тепловая и кинетическая энергии дополняют друг друга, образуя мощный источник. Вытекающая раскаленная струя, расплавляя металл деталей, образует шов. В зависимости от величины рабочего тока (малый, средний, большой) в технологии существуют различия.
Плазмообразующий и защитный газы проходят по отдельным каналам и не соприкасаются.
Как работает ручная сварка
Для малых объемов работ с черным и цветными металлами применяют ручные аппараты. После образования плазменной дуги сварщик подводит горелку к материалу, другой рукой подает в зону шва проволоку. Перемещая горелку и присадку вдоль шва, образует соединение. Технология позволяет вести сварку с присадками и без них.
Как работает автоматическая сварка
Автоматическая сварка применяется в промышленном производстве. Оператор управляет процессом с пульта. Разработаны автоматические установки:
- для плоских деталей, труб;
- однопроходные с подачей проволоки;
- многопроходные;
- для нанесения упрочняющего порошкового напыления и т.п.
Алюминий сваривают проникающей дугой. Чаще всего детали из алюминиевых сплавов обрабатываются автоматическими установками.
Внимание! Сварщик должен: защитить глаза от излучения; предупредить термические ожоги; в помещении использовать вытяжную вентиляцию.
Принцип работы плазменной сварки
Обычная дуга может превратиться в плазменную, благодаря двум процедурам. Сжатию, а также процессу принудительного вдувания плазмообразующего газа в дугу. В качестве этого газа используют аргон в чистом виде, или с добавкой гелия, водорода. Аргон необходимо использовать также как защитный газ. Электроды применяются вольфрамовые.

Дуга располагается в плазмотроне, его стенки активно охлаждаются водой, за счет этого и происходит ее сжатие. В результате чего, снижается поперечное сжатие дуги и как результат – рост мощности.
В тоже время со сжатием вдувается плазмообразующий газ в область дуги. За счет нагрева дугой он ионизируется и увеличивается в объеме в сто раз. В плазмообразующем газе содержится кинетическая энергия, она дополняет тепловую, которая образуется в дуге. За счет этого, плазменная дуга и отличается высокой мощностью. Есть несколько отличий плазменной дуги от обычной:
- высокая температура;
- цилиндрическая форма;
- меньший диаметр;
- давление на металл больше;
- способность поддерживания дуги на малых токах (0,2–30А).
Типы плазменной сварки
Есть два варианта плазменной сварки. Первый – когда дуга горит между изделием и электродом. Процесс сварки осуществляется плазменной дугой. Второй – когда дуга горит между соплом и электродом, и выдувается газами. Процесс сварки происходит за счет использования струи плазмы. Первый способ более распространенный.
Прямого действия
Плазменной сваркой прямого действия называется плазменная сварка, при которой следует подключать используемый источник питания к металлическому изделию и электроду. Энергоносителем в данном случае служит электрический разряд.
Такая разновидность сварки достаточно часто применяется во многих отраслях современной техники для обработки самых различных металлов. Она характеризуется довольно большими показателями температур, а также широким диапазоном контроля многих свойств процедуры.
Процесс сварки прямого действия
Чтобы получить прямую плазменную дугу, необходимо использовать специальный плазмотрон с прямой дугой. Она возникает между обрабатываемым изделием и электродным стержнем, выполненным, как правило, из вольфрама, помещенным в небольшую газовую камеру. Сопло оборудования не имеет электрического заряда и предназначается для регулирования дуги. Последнее происходит за счет того, что через нее проходит рабочий газ, который постепенно нагреваясь, ионизируется и из сопла выходит плазменной струей цилиндрической формы, слабо расширенную к металлу.

Косвенного действия
Достаточно большой популярностью пользуется и плазменная сварка косвенного действия, представляющая собой сварку, проводимую при подключении источника питания одновременно к соплу и электроду для образования плазменной струи. В этом случае форма плазменной дуги напоминает конус с окруженной факелом вершиной, направленной в сторону изделия.
Процесс сварки косвенного действия
При выполнении плазменной сварки дугой косвенного действия тонкий газовый слой, окружающий дугу, практически не нагревается, в результате чего обеспечивается электрическая, а также тепловая изоляция между каналом сопла и дугой. Плазменная струя при этом не совмещается со столбом дуги.
Воздействие силы магнитного поля сварочного контура приводит к изгибанию линии тока. Частицы с зарядом разлетаются в стороны, соударяются друг с другом и образуют факел пламени из относительно горячего газового потока длиной в 10-20 сантиметров. Его температура повышается ближе к концу, достигая 800—1000°С.
Одним из способов проведения данного вида сварки называется атомноводородным. Переменный ток образуется между используемыми электродами из вольфрама. По каждому из них в необходимую зону поступает водородная струя, а само изделие находится вне сварочной цепи. Концы таких электродов оплавляются достаточно медленно, поэтому при работе в нормальном режиме расход вольфрама незначительный. Столб дуги окружается достаточно ярким факелом в виде плоского диска.
Как выполняется процесс плазменной сварки в нижнем положении?
Используя плазменную сварку, можно сваривать самые различные металлы и их сплавы, находясь в нижнем пространственном положении. Плазмообразующими газами являются аргон и гелий, которые нередко применяются и в качестве защитного вещества. Данный способ сваривания используется в тех случаях, когда швы идут в горизонтальном направлении по горизонтально расположенной поверхности.
В процессе плазменной сварки в нижнем положении из сильно нагретого электрода жидкий металл под силой собственного веса постепенно стекает в специальный кратер, а затем накапливается в небольшой расплавленной ванне из металла. Его вытеканию препятствуют сварные кромки обрабатываемых изделий. Также из сварочной ванны выходят шлаковые и газообразные вещества, за счет чего качество швов получается значительно лучше.
Сварные швы можно выполнять либо на себя, либо слева направо. Благодаря применению такой техники можно полностью контролировать весь процесс.
Виды плазменной сварки
Плазменная сварка бывает трех видов, обусловлено это силой тока:
- микроплазменная;
- на среднем токе;
- на большом токе.
Каждый способ эффективен в своей области использования. Это еще раз подчеркивает прогрессивность и популярность метода плазменной сварки.
Микроплазменная сварка
Плазменная и микроплазменная сварка – это метод соединения (а также резки) деталей с использованием ионизированного газа с температурой от 5 000 до 30 000 C, который называется плазмой.
Отличие от плазменной сварки
Как можно отличить плазменную сварку от микроплазменной? Если величина силы тока, применяемого при сварке, составляет до 25 А – сварку называют микроплазменной, если сила тока больше – речь идет о плазменной сварке. В отличие от плазменного процесса микроплазменная сварка происходит при воздействии микротоков, что позволяет соединять детали малой толщины от 0,025 до 0,8 мм.
Чаще всего микроплазменная сварка используется для соединения тонкостенных деталей приборов, для соединения трудносвариваемых металлов, например, алюминия, пластмасс, даже тканей.
Для выполнения процесса сварки нужен плазмообразующий газ, это, как правило, аргон, и защитный газ. Чаще всего это тоже аргон либо гелий, углекислый газ, или смесь аргона с гелием, водородом.
Для получения плазмы используется устройство, называемое плазмотрон. Когда включается источник питания, от вольфрамового электрода к соплу проходит дежурная электрическая дуга.
По мере приближения горелки к свариваемым деталям, когда между ними остается 1-1,5 мм, образуется дуга между электродом и изделием, в этот момент плазмообразующий и защитный газы смешиваются. В сопле очень малого размера дуга плотно обволакивается защитным газом, образует узкую плазменную струю в виде «шила».
При такой форме получаются сварные швы малой толщины. В этом случае деформация деталей встречается редко, поскольку площадь нагрева незначительна. Сварку можно проводить на постоянном токе или в импульсном режиме.
Устойчивое горение плазмы позволяет выполнить сварочные швы высокого качества даже малоопытным сварщикам
Процесс может производится на ручном и автоматическом оборудовании.
Аппараты для микроплазменной резки
Во всех аппаратах для осуществления микроплазменной сварки есть два основных узла, которые определяют возможности соединений.
Первый узел: источник питания, инвертор. Также содержат устройство для розжига электрической дуги, автоматику. Различаются по:
- продолжительности нагрузки, %;
- величине силы тока (номинальной и регулируемой), А;
- напряжению холостого хода, В;
- потребляемой электрической мощности, кВА.
Для соединения черных, тугоплавких деталей применяется МПУ-4, Н-146. Установка УМПС-0301, И-167 считаются более современными и удобными, сваривают почти все металлы, включая алюминий.
Вторым компонентом является плазмотрон. Отличаются друг от друга конструктивными характеристиками, такими как:
- Наибольшая толщина стали, которую можно сварить за 1 проход.
- Сила тока (прямой дуги и дежурной), А.
- Размер электрода, мм.
- Размер сопл (плазмообразующих и для защитных газов), мм.
Плазмотроны типа УСДС.Р-45 и Т-169 могут сварить сталь толщиной до 2,5 мм, ими укомплектованы установки МПУ-4, Н-136. Плазмотроны ОБ-2592 и ОБ-2628 разработаны позднее, более удобны, имеют лучшую, более экономичную конструкцию, эргономичны. Ими дополнены новые источники питания УМПС-0301, И-167, Н-155.
Существуют и готовые установки, сразу же укомплектованные всеми необходимыми компонентами. К ним относятся аппараты Microplasma 20,50,150, отличающиеся друг от друга мощностью установки, а также Мультиплаз 3500, 4000, 7500, имеющие возможность сварки водно-спиртовой смесью.
Порядок работы с плазменной сваркой
Работа с плазменной сваркой начинается с проверки требований правил безопасности при работе. В этом случае есть вероятность взрыва сжатого газа, ожог от расплавленного металла, пожар, поэтому сварщик должен быть обеспечен защитным костюмом, обязан соблюдать осторожность и продумывать последовательность своих действий.
В процессе выполнения работ существует вероятность поражения электрическим током, сварщику необходимо быть внимательным, стоять на токоизолирующем коврике.
При повышении силы тока увеличивается шум до 115 дБ, тогда необходимо защищать уши от шума с помощью беруш либо с помощью противошумной каски, наушников.
Для защиты от выделений газов, пыли помещение нужно оборудовать не только общей, но ещё местной вентиляцией.
Для защиты глаз от пыли, частиц металла, газа необходимо надеть очки защитные со светофильтрами В-2 или В-3 или защитный щиток.
Перед работой подготовить детали: очистить кромки, выполнить разметку соответствующим инструментом. Риски, царапины и разрывы не допускаются на свариваемых поверхностях, их необходимо удалить или зачистить.
Включить сварочный аппарат, отрегулировать подачу сжатого газа.
Задать ток резки, он выбирается в зависимости от толщины свариваемых изделий.
Запустить горелку. Если дуга не зажигается с трех попыток, нужно проверить износ электрода и сопла, питание.
Зазор между соплом и свариваемыми изделиями должен быть 3-5 мм. Когда будет получена нужная дежурная дуга, можно начинать процесс сварки. Для этого нажимаем на пусковое устройство плазмотрона. Когда горелка приближается к изделиям, образуется дуга между изделием и горелкой. Происходит сварка, при этом нужно следить за скоростью сварки: при высокой скорости возможен непровар детали, при слишком медленной – перегрев, прожог. Самая высокая температура факела образуется возле сопла.
После окончания сварки выключить горелку и источник питания. Охладить горелку в жидкости.
Особенности плазменно-водяной технологии сварки
Агрегат для плазменно-водяной сварки представляет собой горелку и блок питания. Устройство плазменной горелки – это пистолет, в конструкции которого предусмотрена разрядная камера, имеющая общее соединение со специальным устройством, образующим пар.
Объединенные таким способом, все эти составляющие создают систему, которая охлаждает электроды эффективно и на основе саморегулирования. Повышая мощность, выделяющуюся с помощью электродов, можно, соответственно, увеличивать объемы пара, который имеет плазмообразующую природу и вырабатывается на основе залитых в горелку 70 граммов воды. Этого количества хватает на непрерывную работу в промежутке от 20 до 40 минут.
В процессе резки металла работает горелка, имеющая заправку воды, а сварка осуществляется уже при помощи 40-процентного водного спиртового раствора. Для этих же целей можно использовать также ацетон.
Приобретая агрегат для плазменно-водяной сварки, можно работать с изделиями, имеющими толщину до 5 миллиметров. Задача освоения техники облегчается тем, что в имеющихся микропроцессорах имеются своеобразные мастер-классы. В них представлены все основные части общего процесса плазменно-водяной сварки.
С помощью карты памяти, встроенной в аппарат, легко ознакомиться со всеми нюансами предстоящей работы. А если этого недостаточно, то изображения наиболее трудных этапов можно распечатать на бумажный носитель.
Особенности работы
За время эксплуатации аппараты для плазменно-водяной сварки неоднократно удостаивались наград международного уровня. Неповоротные стыки при использовании такой технологии свариваются в любом положении – под углом, вертикально или горизонтально. Единственное, что для этого требуется – это точное наложение свариваемого шва.
Такую тонкую операцию может обеспечить только микропроцессорная техника. Она дает возможность осуществлять не только программирование, но и контролировать весь ход сварочной работы. Поскольку лучше всего сварка производится в среде углекислого газа и его примесях, в том числе аргона, производят ее с помощью неплавящегося электрода.
Данный процесс идет параллельно с подачей присадочного материала в автоматическом режиме. Этим способом свариваются титановые, алюминиевые и другие сплавы из числа наиболее трудных материалов для обычной сварки.
«Горыныч» и другие агрегаты
Использование плазменно-сварочных аппаратов во всем мире дает впечатляющие результаты. Однако именно российские аппараты получили в этой сфере наиболее интенсивное распространение. В этой связи можно даже констатировать, что в этом вопросе имеется своеобразная российская монополия.

Найти такие агрегаты на отечественном рынке несложно. Наиболее известен из их числа знаменитый «Горыныч». Среди других выделяются по качественным характеристикам агрегаты «Плазариума», «Мультиплаза», «АСпромта» и некоторых других марок.
Первый аппарат для плазменно-водяной сварки создали в СССР еще в 80-е годы. Тогда это был агрегат, который мог резать металл, охлаждая его дистиллированной водой, а сварку – производить при помощи раствора спирта.
Перевод экономики нашей страны в плоскость рыночных отношений, с параллельным развитием индивидуальной собственности, дал мощный импульс для развития частных компаний. Именно тогда родилась компания «Плазариум». Затем ее творческий потенциал способствовал созданию еще одного коллектива, объединившегося в «Мультиплаз». Эта компания, взяв в свои руки инициативу творческого развития, явилась фундаментом для фирмы «АСиПП», успешно выпускавшей того самого «Горыныча». Теперь эта функция перешла к дочернему предприятию данной компании – фирме «АСпромт».
Помимо уже названного «Горыныча», на рынке появились сварочные агрегаты «Плазар» и «Плазма-2007». Все эти изделия для плазменно-водяной сварки практически идентичны по качественным линейкам. Небольшое отличие наблюдается и в цене этих агрегатов. Поэтому покупатель выбирает, в конечном итоге, тот агрегат, который ему нравится более всего.
Плазменная сварка «Горыныч»
Плазменный аппарат «Горыныч» представляет собой универсальный прибор, способный резать и сваривать различные твердые материалы. Свое название устройство плазменной сварки получило по имени сказочного героя Змея-Горыныча, так как пламя от него напоминает огонь, изрыгаемый драконом.
Плазменный аппарат Горыныч
Многофункциональная универсальная плазменная сварка «Горыныч» является генератором электродуговой низкотемпературной плазмы, получаемой посредством разогрева паров рабочей жидкости к состоянию ионизации и предназначается для термического воздействия на негорючие материалы.

Конструктивно аппарат выполнен в виде отдельных двух блоков – генератора плазмы и блока управления с питанием. Это незаменимый и очень удобный помощник в домашнем хозяйстве, ремонте, строительстве, искусстве и в других сферах всевозможной деятельности. В плазменной сварке «Горыныч» в качестве рабочей среды для образования плазмы используется вода. Водоплазменные аппараты более компактные и более экономичные.
Принцип действия
По своим конструктивным особенностям данное устройство является классическим генератором плазмы низкой температуры. Плазму получают с помощью электрической дуги, которая возникает между катодом и анодом. Жидкость нагревается до экстремально высокой температуры и под высоким давлением превращается в узконаправленную плазменную струю.
В качестве рабочей жидкости, которая подвергается нагреву, может служить и вода, и спирт. Стоит отметить, что можно использовать лишь дистиллированную воду или раствор дистиллированной воды со спиртом (содержание спирта в 45%).
Это обстоятельство делает прибор «Горыныч» универсальным, способным работать с самыми разными материалами и выполнять различные виды работ.
Несмотря на достаточно сложный принцип работы, устройство для сварки и резки состоит из трех основных компонентов: непосредственно плазменного генератора, блока питания и системы управления.
Основные преимущества плазменного аппарата «Горыныч»
Данное устройство имеет несколько крайне важных достоинств, которые и сделали его повсеместно распространенным и практически незаменимым в целом ряде областей человеческой деятельности.
Обучится варить и резать с помощью устройства сможет любой желающий, даже если он далек от строительных и ремонтных работ. Все управление максимально упрощено, элементы контроля снабжены надписями на русском языке, а дополнительно к аппарату прилагается подробнейшая инструкция с полным описанием всех возможных работ.
Большинство аналогичных плазменных установок способны либо резать, либо сваривать. Очень дорогие приборы могут то и другое, и лишь «Горыныч» является по-настоящему универсальным. С его помощью можно варить, резать, использовать его как паяльную лампу, небольшой горн и даже как огнетушитель! Таким образом, покупая плазменную установку можно заменить ей целый комплекс дорогостоящих приспособлений.
К сожалению, основная масса сварочных аппаратов снабжены громоздкими и тяжелыми трансформаторами и поэтому весят десятки килограммов. Генератор плазмы, несмотря на всю свою универсальность и практичность, лишен трансформаторов, а его вес в рабочем состоянии составляет всего лишь 4,5 килограмма! Его легко можно переносить в сумке, и в багажнике автомобиля он не займет много места.
Даже если весь день работать с генератором (управляющий элемент устройства выполнен в форме пистолета), то рука не устанет.
В это сложно поверить, но генератор «Горыныч» запитывается от обычной розетки в 220 вольт! Не нужны трансформаторы и переходники! Обычная розетка и сварочный аппарат готов к работе. При этом, потребление энергии также минимально и составляет лишь 2,5 киловатта в час. Это рекорд для устройств такого класса!
Разновидности плазменного аппарата
Производитель делает все возможное для того, чтобы удовлетворить всех клиентов без исключения. В настоящее время выпускаются три модели, которые отличаются друг от друга по мощности.
Отличия плазменного генератора «Горыныч» от ближайших аналогов
- Одним из основных отличий данного устройства от аналогичных является его высочайшая экологичность. Выделение вредных или токсичных веществ во время работы равняется нулю. Более того, во время интенсивного испарения воды воздух насыщается кислородом.
- Следует отметить также большую рабочую емкость пистолета. Всего в него помещается порядка 100 граммов воды или спиртового раствора, и этого с избытком хватит на 20-25 минут непрерывной работы.
- Также стоит отметить невероятную неприхотливость к уровню напряжения, которое можно подавать на прибор. Его диапазон может колебаться от 130 и до 240 Вольт и на всем диапазоне генератор способен выдавать устойчивый поток плазмы.
Какие работы можно проводить с помощью плазменного генератора «Горыныч»
Сферы применения данного устройства очень велики и продолжают увеличиваются, так как люди находят все новое использование этому прибору. В данный момент времени применять его можно следующим образом:
- Сварка конструкционных, нержавеющих, легированных сталей, цветных металлов, а также их сплавов.
- Пайка и сварка изделий из цветных металлов.
- Резка стальных, чугунных изделий, цветных металлов, а также их сплавов.
- Пайка твердыми и мягкими припоями с высокой и низкой температурой плавления.
- Плавка металла в небольших количествах в тиглях.
- Поверхностная термическая обработка.
- Вспомогательная обработка металлов в литейном производственном процессе.
- Обработка тугоплавких материалов неорганического и органического происхождения (базальт, кварц, гранит, кварцевое стекло, бетон, мрамор, асбоцемент и другой материал).
- Воронение небольших изделий.
- Порошковое напыление изделий.
- Термическое оксидирование деталей.
- Закалка металлических деталей.
- Обработка термоусадочных материалов.
- Нанесение глазури.
- Изготовление и обработка продукции из стекла.
- Разделка стеклоткани.
- Получение химических соединений.
- Удаление окислов с металлических поверхностей.
- Очистка поверхностей термостойких изделий и различных отверстий в них от загрязнений органического и иного характера.
- Очистка поверхностей и микроотверстий от органических загрязнений в платиновых фильерах.
- Оплавление бетонных поверхностей для уменьшения гигроскопичности.
- Для ювелирных потребностей.
- При незначительных возгораниях в рабочей производственной зоне может использоваться в режиме погашенной дуги для мгновенного пожаротушения.
Как показывает многолетнее использование, плазменный генератор в хозяйстве может заменить такие приспособления, как болгарка, ручная пила, паяльная лампа, сварочный аппарат, газовая горелка и даже высокотемпературный лазерный резак.
В случае необходимости «Горыныч» можно использовать даже как достаточно яркий фонарь для освещения помещений.
Применение в художественной резке и сварке металла
Подавляющее большинство людей считают, что подобный прибор может только сварить или резать металл, но в реальности все обстоит по-другому. Если приложить к «Горынычу» немного фантазии, то с его помощью можно создавать настоящие произведения искусства.
К примеру, имея заранее приготовленные формы, можно отливать фигурки из металла, стекла или пластика. Для этого достаточно разогреть исходное вещество в тигле и залить его в форме. Обычно нагрев занимает не более 5 минут, а в случае со стеклом и пластиком все происходит еще быстрее.
Также, можно сваривать между собой металл и тем самым создавать любые абстрактные фигуры и конструкции ограничиваясь лишь своей фантазией.
Используя плазменный агрегат можно менять свойства твердотельных материалов. В качестве примера можно привести классическую гранитную плитку. Если её нагреть, то она станет на тон светлее, а ее способность впитывать воду увеличиваться на порядок. Таким образом, даже самую скользкую плитку можно превратить в шершавую и тем самым исключить возможность проскальзывания.
Технические характеристики
| Рабочее напряжение | 130 – 240 Вт |
| Частота сети | 50-60 Гц |
| КПД | 85% |
| Минимальное время работы от одной заправки | не менее 20 минут |
| Масса горелки с полной заправкой | 1 кг |
| Полная масса прибора (с блоком питания) | 4,5 кг |
| Габаритные размеры | 19*19*6 см |
Комплектация
При покупке данного прибора в его комплект входят сумка-переноска, блок питания, горелка в форме пистолета, сосуд для заправки (емкости 200 миллилитров), необходимый гаечный ключ, ЗИП в который входят запасные сопла и приспособления для их очистки. Помимо этого, в комплект поставки входит подробная инструкция по эксплуатации на бумажном носителе.
Производитель
Созданием и усовершенствованием данного устройства занимается компания ООО «АСпромт» — один из лидеров отечественного научно-технического рынка. Свою деятельность компания осуществляет с 2001 года и за это время добилась значительных успехов в производстве мобильных плазменных комплексов.
На сегодняшний день компания ООО «АСпромт» продает «Горыныч» в 11 стран мира и число заказов увеличивается год от года. Официально приобрести это устройство можно у девяти дилеров в России и в странах СНГ. Кроме продажи дилеры осуществляют сервисное и гарантийное обслуживание в случае необходимости, а также занимаются распространением сопутствующих товаров.
Расходные материалы
Для нормального функционирования аппарата необходимо вовремя менять запасные части и покупать качественные расходные материалы. Все это можно приобрести у официальных дилеров, так как они распространяют исключительно качественны расходники, одобренные производителем.
Наиболее важным расходным материалов для плазменного генератора является катод, который необходим для формирования правильной электрической дуги. Катоды необходимо менять по мере из выгорания, благо стоят они не дорого и не пробьют дыры в бюджете даже при интенсивной работе плазменного комплекса.
Еще одним из важных расходных материалов является сопло для резки металлов и сталей. Именно от толщины сопла зависит толщина плазменного потока. В продаже имеются сопла с радиусом 1,1 миллиметр и 2,1 миллиметра.
Можно приобрести и специальные ремонтные комплекты, с помощью которых можно восстановить работоспособность «Горыныча» в самые кратчайшие сроки.
У официальных дилеров можно приобрести вентиляторы для охлаждения блока питания, различные кнопки и ручки для регулировки и переключения режимов работы устройства. В продаже имеются и корпуса горелки, опорные шайбы и пружины и резиновые кольца-прокладки.
Благодаря простоте конструкции, приобретя ремонтный комплект можно справится с починкой плазменного комплекса самостоятельно.
Где купить
Опыт в сфере металлообработки более 30 лет. Закончил МГТУ им. Н. Баумана. Работал штамповщиком, станочником металлообработки, имею 5 разряд сварщика.
Товарищи, вы обладаете устаревшей информацией — выпущена новая модель «горыныча», которая серьезно отличаетсья от предыдущих. Горелку переработали — сделали более компактной, добавили поворотную рукоять. Также теперь горелка работает на 3% смеси амиака с водой (аммиачная вода, нашатырный спирт), уменьшено дутье, меньше выдуваеться металл в зоне сварки — качество сварки возрасло, правда при заправке воняет. Хорошо варит оцинковку, прекрасно удаляет краску и шпаклевку. Аллюминий и нержавейку все равно рекоммендую варить аргоном.
Не, «скреплять детали» можно и этим чудом науки и техники… А вот варить — это у меня не получилось.
Соглашусь с Алексеем, что уже есть новая модель, но у меня именно эта. Работает в активном режиме уже больше года. Собрал своими руками с помощью него кабину на МТЗ, переварил кучу всяких деталей, как себе так и всему селу. Так что аппарат то что нужно берите не пожалеете.
Не буду утверждать, но мне кажется все эти горелки ерунда(ред.) полная. За те деньги которые просят за горыныча, коллега купил полный комплект для аргона, а это уже СОВСЕМ другая сварка.
Помоему, лучше ацетилена пока еще ничего не придумали.
Горыныч стоит 29000-33000 рублей, за эти деньги можно собрать два полноценных переносных кислородно-ацетиленовых сварочных поста( сбалонами по 5 л).
Сопло и катод на Горыныч по 200 рублей, вроде как намного меньше, чем заправка баллонов, но только менять катод и сопло вы будите гораздо чаще, чем вам сказали в АС и ПП. А то, что вы можите сварить на пределе возможностей Горыныча, ацетиленавая сварка проглодит даже не морщась.
Еще один минус в сторону Горыныча,- расходники на него только в Зеленограде или у регианальных предствителей, которых по России можно по пальцам пересчитать и то не факт, что эти расходники у них есть, а ацетиленово-кислородные расходники везде и повсеместно. Хоть и говорят что Горыныч работает на воде, но эта информация больше похожа на проноушен, да работает, если работой можно называть способность воспроизвести плазменую струю, а что-бы этой струей начать варить, для рабочей жидкость нужно использовать спирт (именно спирт, а не его водный раствор), АС и ПП предлагает заменить спирт незамерзайкой, плесканите на раскаленную печку немного этой жидкости и ощитите как она пахнет при испарении :rolleyes: .
Большее всегда требует большего и Горыныч не панацея от проблем аргонно-кислородной сварки, он избавит вас от этих проблем, но взамен не даст приимуществ ацетелена и кислорода.
Волшебной таблетки к сожалению еще не изобрели.
Вольному воля, вы можете поддержать отечественного производителя (не решив, при этом, своих задач) :rolleyes:
Есть горыныч в хозяйстве. Технически это очень дорогая (и у меня плохо стабильная) плазмогрелка. Можно иногда попонтоваться и погреть че-нить труднодоступное например для дисковых шлифмашин. Ну и легче варианта плазмореза с комппрессором — если нести на себе это тоже важно.
Может когда-нить будет использоваться для плавки металлов в тигле.
Для сварки используется простой трансформатор, который в 10 раз дешевле и намного стабильнее.
Плазменная сварка металла
В последние годы технология плазменной сварки распространяется на все отрасли промышленности, вплоть до строительства и бытового ремонта, и все больше теснит традиционные виды сварки. Это связано с очень большими преимуществами данной технологии перед уже известными.
В первую очередь, качество шва, затем, минимальное коробление деталей, и наконец, высокая чистота и безотходность технологии. Энергоемкость такой сварки приблизительно одинакова с другими видами, а иногда превышает их.
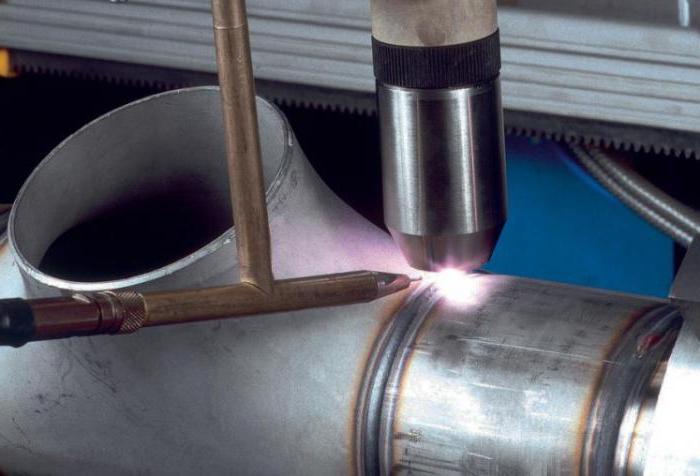
Технология плазменной сварки и резки металла
Для нагрева деталей используется плазма – ионизированный газ, полученный в результате работы электрической дуги под повышенным давлением. Небольшая плазменная горелка (плазмотрон) показана на рисунке ниже. По нему можно примерно оценить практические параметры плазменного факела:

Плазменная горелка (плазмотрон)
Плазмотрон позволяет как резать, так и сваривать любые известные в природе металлы и неметаллы, если только для этого нет серьезных фундаментальных физических или химических препятствий (адгезия, реакционная способность и т.п.).
В чём заключается сущность плазменной сварки
На поверхность металла в области шва направляется струя плазмы из плазмотрона – специальной горелки, в которую подается рабочий газ. Может быть использован еще и защитный газ для создания химически нейтральной среды. Тепловая энергия вся сосредоточена в тонкой струе плазмы и нагрев ванны происходит в только в области сварки.
Температура в этой области очень высокая, может достигать 10000-15000 градусов. Благодаря теплопроводности металла она быстро снижается до температуры плавления в узкой области шва. Если при этом область шва защищена инертной или восстановительной средой, (а часто и тем и другим), то в результате можно получить очень точный и качественный шов.

Разрез работающей плазменной горелки
Диаметр сопла на рисунке показан намного больше в пропорции, чем есть на самом деле, для наглядности.
Фактический диаметр сопла связан с рабочим давлением и оптимальным расходом газа.
Корпус горелки изготавливается из стали, анод – из чистой меди. Анод имеет полость, которая омывается охлаждающей водой. В полость между анодом и катодом подается рабочий газ под давлением 2-5 бар, который питает дуговой разряд.
Поскольку защитный газ (обычно аргон) практически не ионизирован, и не ускоряется электрическим полем дуги, то он довольно быстро “разлетается” и смешивается с воздухом. Поэтому оптимальное расстояние между сварочной ванной и торцом горелки занимает очень небольшой диапазон, который необходимо выдерживать в работе.
Поскольку при плазменной сварке не происходит лишнего прогрева металла, то и остывание шва происходит быстро, что иногда нежелательно. Поэтому процесс сварки может включать дополнительные операции: например, предварительный подогрев или даже работа несколькими горелками при автоматизированной сварке.
Технологический процесс
Включает несколько необходимых этапов: подготовка деталей, подключение электродов, запуск горелки и ее прогрев, выполнение шва с выдерживанием нужного режима по температуре и перемещение горелки к месту новой операции с проверкой готовности самой горелки.
Технология выполнения плазменной сварки
Подготовка деталей состоит в том, что их предварительно сортируют или подают к рабочему месту уже отсортированными. Если детали получены путем теплового резания или грубого механического, то кромки обрабатываются до чистоты металла и обезжириваются, чтобы получить качественный шов.
После этого детали приводят в соприкосновение по линии шва. На производстве это делается не “на коленке” как при ремонтах, а при помощи приспособлений.

Горячий шов от плазменной сварки
Если требуется, на линию шва наносят флюсы. Обычно это сильные восстановители для работы в условиях высоких температур (сварочные флюсы), смешанные с легкоплавкими связующими, которые сами по себе являются восстановителями, или дают минимум трудноудалимого нагара (шлака). Расплавленный шлак защищает ванну от действия кислорода, а восстановитель отнимает его у окислов, которые успели образоваться. Флюсы требуются не для всех металлов или их пар.
Горелка запускается импульсом высокого напряжения или контактом между соплом и катодом в течение долей секунды. Загорается дуга, в горелку подают рабочий и защитный газы, а также охлаждающую воду в корпус анода (для мощных горелок длительного действия). Горелка прогревается до стабилизации плазмы и начинается операция сварки.
При сварке плавятся состыкованные края детали, в этот расплав вводится присадочный материал в форме ленты или прутка. При автоматической сварке подача механизированная. Сварка рассматривается как непрерывный процесс плавления и застывания металла в области шва и должна обеспечить монолитность шва, одинаковые механические свойства на всей длине, равную толщину шва, полное отсутствие раковин, посторонних включений и примесей.
Расплавленный шов довольно беззащитен по отношению ко многим факторам, поэтому для получения качества приходится создавать особые условия: до ванны, в ней самой, и после, в области кристаллизации расплава. Данные условия сильно зависят от свариваемых металлов.

Процесс сварки плазморезом
После окончания шва проверяется готовность горелки к очередной операции, так, чтобы шов не пришлось прекращать в процессе сварки не доводя до конца. Любое такое прерывание, если оно вынужденное, создает лишние механические напряжения, которые потом будет или трудно, или невозможно снять. По этой причине, сварку ответственных швов: сосуды (баки) для ракетной техники, корпуса морских судов, особенно подводных, сосуды для ядерной техники и т.п. варят при непрерывной подаче катодов на горелках с мощным охлаждением сопел.
Приёмы плазменной сварки
Существует достаточно много сплавов и их пар, которые ведут себя совершенно по-разному в расплаве. У них может быть разная вязкость по температуре, газообразование, смешиваемость в расплаве и скорость застывания. Кроме того, очень большую роль играют силы тяжести – масса ванны может оказаться достаточно большой, а поверхностное натяжение расплава достаточно малым. При этих условиях ванна просто протечет, если только она как-то не уплотнена, что возможно далеко не во всех случаях.
Техника и особенности процесса во всех пространственных положениях
В технике мы имеем дело с самыми разнообразными расположениями сварных швов. При сварке отдельных деталей работа немного облегчается тем, что расположение можно свести к горизонтальному, с горелкой, расположенной сверху.

Сварка отдельных деталей
Это наиболее выгодное расположение при сварке, но не всегда технологически возможное. Например, при варке шва на корпусе судна приходится располагать горелку как угодно – судно не повернешь в доке как игрушку. Поэтому для защиты ванны от растекания за допустимые пределы приходится подбирать выгодные положения горелки.
Например, при варке вертикального шва горелка находится немного ниже шва и плазменная струя направлена вверх. С помощью подбора угла наклона и расстояния до ванны удается “сдувать” стекающий металл наверх. Это делается динамически, по мере прохождения шва и требует хороших навыков при ручном выполнении.
Варить вертикальные швы следует снизу вверх.
Сварка плазморезом цветных металлов
Сразу нужно сказать, что плазма является лишь мощным источником местного нагрева. Если так можно выразиться, она лучше “сфокусирована”, по аналогии с фотографией. И в этом отношении, по “резкости” она уступает только лазерной сварке. Плазменная струя дает хорошее проплавление шва в узкой области. Все остальное поведение металлов зависит только от их химической природы.
Если по какой-то причине сплавы не переносят “легирования” вольфрамом, гафнием, или другими добавками в структуру шва, то в плазмотроне просто используют угольный катод. Иногда наоборот, приходится вводить в расплав промежуточный металл, чтобы шов не трескался в горячем или холодном состоянии.
Цветные металлы имеют меньшую, по сравнению с черными металлами, температуру плавления и довольно легко свариваются. Тем не менее, за счет большой теплопроводности этих металлов (напр. Cu Al Mn) требуется такой же, или даже больший по мощности источник нагрева.
Главная помеха сварке – образование оксидов. Пленки окислов не дают металлам сплавляться. У большинства цветных сплавов, а это сплавы на основе меди, окислы довольно легко восстанавливаются, поэтому варить их удается и при слабых восстановителях. Достаточно даже присутствия органических радикалов в плазме (сварка водно-спиртовыми и водно-ацетоновыми смесями).
Исключением является алюминий, чрезвычайно легко окисляющийся и образующий прочную связь с атомами кислорода. К тому же, окись алюминия очень тугоплавкое вещество. Здесь необходимо применение специальных флюсов и их постоянное присутствие в ванне.
Видео ролик — сварка алюминия
Для защиты от кислорода также применяют аргон, как наиболее распространенный и дешевый из инертных газов. Но он вполне эффективен только тогда, когда ванна обдувается со всех сторон. По этой причине очень сложно варить алюминий в присутствии ветра вне помещений. Сварка титановых сплавов также требует использования аргона. Причем аргон должен быть высшего качества.
Сварка тонколистового металла плазмотроном
При сварке тонких листов плазменную горелку не следует располагать слишком близко к металлу, так как при этом можно слишком легко выдуть его. Давление плазменной дуги на металл значительно (в 5-7 раз) выше, чем обычной. Сварочный ток необходимо ограничить величиной 12-14 и менее ампер. Иногда хватает и 1-2 А.
Совет: Тонкие листы металла обычно удобнее всего сваривать газовой сваркой. Сварка плазмой требует меньше оборудования (баллонов с газом, редукторов, шлангов), но зато требует больше специальных навыков от сварщика. Некоторые мастера, в основном, ювелиры и специалисты по лабораторному и научному оборудованию, могут сваривать микроплазмой на маленьком токе даже фольгу.
Сравнение технологии лазерной сварки с плазменной сваркой
Лазерная сварка производится мощными лазерами непрерывного или импульсного действия. Благодаря фокусировке пятна на очень малой площади удается получать очень высокие температуры. На луч света не действует магнитное поле или движение газа, лазер легко можно “подать” в труднодоступные места. Изменяя апертуру луча, можно очень плавно регулировать ширину зоны нагрева. Производительность лазерной сварки примерно в 50 раз выше дуговой. Например, лист стали 20 мм сваривается со скоростью 100 метров в час за один проход.
Однако, лазерной сварке присущи и недостатки: невысокий к.п.д. из-за значительного коэффициента отражения(0.1-2%) и очень высокая цена на оборудование. Несмотря на это, есть области, где лазерная сварка оказывается незаменимой, например, в электронной промышленности при изготовлении очень многих приборов, особенно миниатюрных. Поэтому обычно рабочее место лазерного сварщика для ручной работы выглядит не совсем подходящим для стройки или гаража:

Рабочее место лазерного сварщика для ручной работы
Сравнение: сварка аргоном или плазмой
Сварка аргоном – Gas Tungsten Arc Welding (на русский переводится немного длиннее: дуговая сварка вольфрамовым электродом в среде защитного газа) и плазменная сварка часто путаются между собой неспециалистами из-за внешней схожести оборудования и даже части расходных материалов. Между тем, это совсем разные процессы.

Аппарат для плазменной сварки
Отличие аргонной сварки от плазменной сварки
Аргонная сварка производится в атмосфере аргона при обычном давлении, плотность энергии в дуге не превышает таковую для простой сварки. Просто сварочная ванна защищается от действия кислорода, а вольфрамовый электрод практически не расходуется.
Плазменная сварка выполняется плазмотроном – генератором плазменной дуги в атмосфере повышенного давления. При этом достигается очень высокая температура в узком столбе плазмы. В отличие от дуги атмосферного давления, факел у плазменной дуги почти цилиндрической формы, давление на металл в 5-8 раз больше.
Аргон или плазма: что лучше
Каждый вид процесса хорош для своих целей. Аргоновая сварка имеет очень широкую область применения: можно варить практически все, что вообще способно образовывать сплавы с приемлемыми механическими свойствами. Очень широко используется аргоновая сварка в аэрокосмической промышленности, особенно в ракетной технике, где к тонким металлическим деталям и швам предъявлены очень высокие прочностные требования.
Плазменная сварка также имеет свои преимущества. Хотя наиболее широко плазмотроны используются для резки металла (т.к. очень быстро и ровно режут), для сварочных работ они тоже применяются. Например, там, где требуется минимальное коробление металла, выгодно уменьшать зону термического воздействия. Для этого как раз и хороша плазменная сварка.
Скорость выполнения плазменной сварки гораздо выше. Плазменная дуга горит значительно стабильнее обычной. К тому же, использование защитного газа “поверх” рабочего прибавляет плазменной сварке большую часть преимуществ аргонной сварки.
Плазменная сварка, без всяких сомнений, представляет большой интерес как мощный источник нагрева с малой областью воздействия. Тот факт, что запатентована она была еще в начале 60-х прошлого века, а в открытых источниках о ней до сих пор можно найти не так уж много информации, говорит о том, что эта технология попала в гражданскую промышленность от военных, которые тщательно скрывают все и всегда, просто по природе своего ведомства. А действительно ценные вещи они берегут пуще глаз до последнего. Таким образом, и для гражданских инженеров в промышленности, и для домашних умельцев тут открывается большое поле для самостоятельных исследований.
Что такое плазменная сварка и какое оборудование применяется
Область применения плазменной сварки обширная. Таким оборудованием варят фольгу и толстый металл. На прилавках появляется оборудование для промышленного и бытового назначения. Иногда плазменную сварку путают с аргоновой. Аппараты внешне схожи. У методов много общего, но есть принципиальные различия. О них пойдет речь.
Особенности плазменной сварки
Теплогенерирующие параметры плазмы гораздо выше, чем у других сварочных методов. Чтобы контролировать режим разогрева, нужен охлаждающий контур – циркулирующая по нему вода отводит избыточное тепло, из-за этого большие энергопотери. Основные расходные материалы – сопло (горелка выходит из строя при перегреве), тугоплавкие вольфрамовые электроды. Для производства плазменного оборудования нужны огнеупорные материалы, поэтому стоимость сварочных аппаратов в разы выше, чем для электродуговой или аргоновой сварки.
Технологические сложности не пугают, плазменная сварка нередко применяется в промышленности, особенно, если нужны качественные соединения. Ровные швы не нужно зашлифовывать. Метод применим для алюминия и других сложных сплавов.
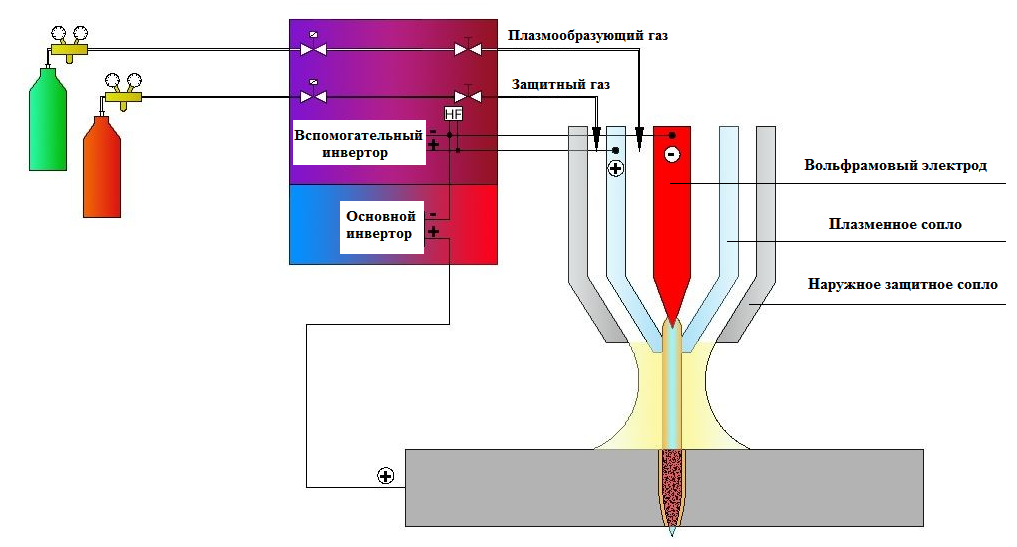
Устройство и принцип работы
Принципиальное отличие плазменного метода – высокая температура плазмы (до 8000°С), подаваемой в рабочую зону. Ванна расплава защищается атмосферой аргона, постоянный температурный режим стабилизирует система охлаждения. Без нее плазмотрон расплавится, плазма разогревается до 30 тысяч градусов.
В сущности, плазменная сварка заключается в способности аргона переходить в плазму под действием дуги. Ток работает как плазмогенератор, пронизывает электропроводный аргон.
Плазмообразование под действием прямого или переменного тока происходит в плазмотроне. Это открытый с двух сторон конус, сужающийся к низу, в котором по центру расположен тугоплавкий электрод (для этого применяют вольфрамовые с добавками лантана, тория, циркония, иттрия), а внизу – сопло. Из него под большим давлением вырывается плазма.
В качестве плазмообразующего газа применим аргон с добавлением водорода. Он принудительно нагнетается в конус сверху. Поле создается путем подведения тока к двум полюсам: электроду и наружной части горелки. При ионизации и нагреве газ моментально расширяется, он вытесняется за счет внутренних сил мощной струей. Регулятором подачи плазмы выступает сопло. От его диаметра зависит толщина плазменного потока. Размер плазмотрона зависит от режима работы. Чем выше токи, чем больше верхний и выходной диаметры. Одновременно со струей плазмы к рабочей зоне в непрерывном режиме подводится аргон для создания защитного облака, предохраняющего расплав от контакта с кислородом, содержащимся в воздухе. Благодаря аргону, швы получаются чистые, без включений окалины.
Используют два метода подключения тока: деталь-электрод; электрод-корпус горелки. Проводится условное деление на виды по мощности генератора, рабочим параметрам оборудования:
- микроплазменная проводится на низких токах, проварка неглубокая, металл не повреждается (ей посвящен отдельный раздел);
- сварка на средних токах, до 25А, соединяют детали от 3 мм и выше;
- работа с большим амперажем, до 150 А, способ подходит для варки толстостенных деталей или прошивного сваривания металла.
По механизму воздействия на рабочую зону, выделяют:
- контактную с линейными и прерывистыми швами (всеми разновидностями швов), бывает косвенного и прямого действия;
- импульсную, характеризующуюся большой глубиной прогрева деталей, бывает прямо и обратно полярная;
- точечную – одностороннюю, применяемую для изготовления листовых сэндвичей, правки швов, прихватки деталей.
Способы различаются по технологии, но качество шва стабильное. Плазменными аппаратами разрешается резать металлоконструкции. Они удобны в труднодоступных местах, куда сложно пробраться с болгаркой.
Плазменная сварка прямого действия
Принцип подключения тока для создания дуги такой же, как в электродуговой сварке: один полюс подается на электрод (минус при прямой полярности), другой присоединяется к обрабатываемому металлу. Создается прямая дуга, направленная на деталь. Принцип создания плазмы двухэтапный:
- сначала клемму присоединяют к соплу, чтобы ионизировать проходящий по плазмотрону газ;
- после плазмообразования клемму перебрасывают на свариваемую деталь, происходит пробой дуги на деталь, плазма вырывается из сопла.
Вот что такое плазменная сварка прямого действия. Струя плазмы регулируется силой тока, газ, вырывающийся из сопла, не только поддерживает дугу, но и защищает рабочую зону.
Плазменная сварка косвенного действия
Дуга возникает за счет подвода одного из полюсов к тугоплавкому электроду (при прямой полярности это минус), другого – к оболочке плазмотрона (плюс). Плазменная дуга зависит от давления плазмообразующего газа. Он при ионизации и разогреве увеличивается в объеме до 50 раз. Плазменная сварка косвенного действия более экономичная по газу. При малом расходе образуется стабильная дуга, она с большой силой вырывается из сопла. Температура плазмы косвенного метода ниже, чем у прямого. Такие установки больше подходят для напыления порошков, создания термоэффектов. Дуга за счет давления газа с силой устремляется к металлу, косвенный метод позволяет варить металлы с низкой электропроводностью (нихром; стали, легированные висмутом и другие справы). Подача защитного газа автономная.
Оборудование для плазменной сварки
Внешне устройства мало чем отличаются от других аппаратов. Они по весу и габаритам сопоставимы с инверторами, аргонно-дуговыми сварочниками, электродуговыми полуавтоматами. Функциональность профессионального оборудования для плазменной сварки поражает — помимо сварки и резки предусмотрены операции:
- воронения – химико-термическая обработка для получения нужного оттенка металла;
- термического оксидирования черных сплавов – образования тугоплавкого диоксида кремния;
- порошкового напыления красителей и защитных составов – создается ровная пленка на поверхности детали;
- закалки – термического упрочнения внутренней структуры сплавов за счет снятия внутренних напряжений.
Установки для плазменной сварки различаются по мощности: от 20 А до 250-ти. Для работы с деталями свыше 2 мм агрегат стоит в пределах от 20 до 49 тысяч. На базе электродуговой сварки плазменное оборудование можно сделать самим, соорудив горелку с плавящимся электродом. Потребуется сварочный аппарат, комплект газовых рукавов для создания защитной атмосферы и шланги для подвода воды к горелке.
Преимущества и недостатки
Основные позитивные моменты плазменного метода:
- доступность – плазмотроном дополняют имеющееся базовое сварочное оборудование;
- из-за высокой температуры в рабочей зоне, под защитной атмосферой образуются однородные по структуре соединения;
- глубина провара контролируется;
- скорость образования швов высокая, снижается объем трудозатрат;
- универсальность – метод применим для любых сплавов, можно варить и резать металл, проводить наплавку порошков.
- стоимость оборудования и работ высокая;
- сложность технологического процесса, необходимы определенные знания и навыки, спецподготовка;
- плазмотрон требует дополнительного ухода, чистки, замены горелки и электрода;
- необходим подвод плазмообразующего газа в плазмотрон;
- нужно охлаждение плазмотрона, чтобы он не выходил из строя;
- большие энергопотери.
Плазменная сварка чаще применяется в промышленных объемах, для индивидуальных работ этот метод слишком затратен.
Микроплазменная сварка
Для соединения тонких деталей от 0,3 до 2 мм толщиной, ремонта медицинских инструментов, подходит микроплазменная сварка. Она проводится на малом токе с 0,1 до 2 А, толщина вольфрамового электрода не превышает 2 мм, диаметр сопла горелки – от 0,5 до 1,5 мм.
Нахлесточные и тавровые соединения таким методом делать не стоит, а торцовые выполняются в любом положении, для них не нужна присадочная проволока. Под стыковые швы делают подкладку. Для работы нужны малоамперные инверторы, выпрямители, генерирующие стабильный ток для поддержки дежурной дуги. Среди промышленного оборудования ручной, автоматической микроплазменной сварки есть модели, имеющие разные режимы работы:
- импульсный прямой или обратной полярности;
- разно-полярно импульсный;
- прямой и обратной непрерывной полярности.
При соединении тонких деталей этим методом снижается риск прожога и тепловой деформации детали за счет узкой зоны разогрева. Фольгу варят только плазмой, другие методы не применяются.
Отличительные особенности микроплазменного шва:
- устойчивость к вибрациям и ударам из-за однородности молекулярного строения;
- гладкая поверхность, не требующая дополнительной обработки;
- высокая точность, благодаря сфокусированной дуге, удается минимизировать отклонения, так как сварочную ванну в процессе образования шва легко регулировать;
- хорошее сцепление кромок при неглубоком проваре.
Оборудование для микроплазмы мобильное, с вмонтированной емкостью для газа, автоматическая подача присадки повышает комфортность проведения работ.
Плазменная сварка – одно из перспективных направлений работ. Она применима для цветных сплавов, алюминия. Удобна во время монтажа тепловых систем в частных домах и для работы с электроникой. Самым удобным считается микроплазменное оборудование. Для соединения больших деталей плазмотрон реально изготовить своими руками.
Читайте также: