Плазменно дуговая сварка и наплавка
Обновлено: 04.10.2024
Общие сведения. Плазма — это высокотемпературное сильно ионизированное вещество. Ионизация вызывается либо действием высокой температуры электрической дуги, либо действием электрического поля высокой частоты. В зависимости от вида возбуждения различают дуговую и высокочастотную плазму. На ремонтных предприятиях наибольшее применение получает дуговая плазма. Устройство, в котором получают плазменную струю (сжатую дугу), называют плазменной горелкой или плазмотроном. Принципиальные схемы плазменных горелок (плазмотронов) изображены на рисунке 32. Возможны три схемы плазмообразования: дугой прямого действия, дугой косвенного действия и комбинированной дугой. Горелка прямого действия. Дуга, горящая между неплавящимся вольфрамовым электродом 6 (рис. 32) и деталью 1, подключенной к аноду, сжимается узким каналом водоохлаждаемого сопла 2 и ппазмообразующим газом, поступающим в пространство 5. Часть газа, проходя через столб сжатой дуги, ионизируется и выходит из сопла в виде плазменной струи. Температура плазменной струи, образующейся в горелке прямого действия, может достигать более 30 ООО°С. Такую схему применяют при резке металлов и других операциях, требующих повышенного нагрева детали.
Горелка косвенного действия. Дуга горит между неплавящимся электродом 6 (рис. 32, б) и водоохлаждаемым соплом 2. Нагретый и в значительной степени ионизированный газовый поток выходит из сопла в виде яркого факела пламени температурой до 16 000°С. Здесь большая часть энергии расходуется на нагрев газового потока, но интенсивность его теплового воздействия ниже, так как с возрастанием тока увеличиваются поверхность столба свободной дуги и теплопередача в окружающую среду. Схему косвенного действия дуги применяют для поверхностной закалки, металлизации и напыления тугоплавких металлов и соединении.
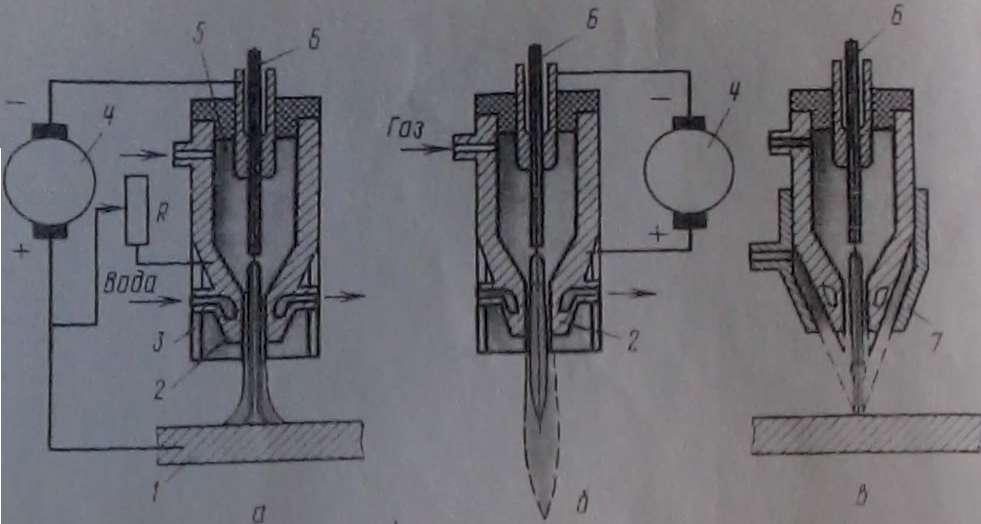
Рис. 32. Схемы плазменных горелок:
а — прямого действия; 6 — косвенного действия; в — микроплазменной, 1 — деталь; 2 — водоохлаждаемое сопло; 3 — газозащитное сопло; 4 — источник питания; 5 — камера для плазмообразующего газа; б — электрод; 7 — фокусирующее сопло.
Горелка комбинированного действия. Горят две дуги — между неплавящимся вольфрамовым электродом и водоохлаждаемым каналом и между тем же электродом и деталью. Эта схема получила распространение при наплавке деталей порошком, вдуваемым в струю плазмы. Выпускаемые горелки могут работать по любой из описанных трех схем.
В горелках прямого действия затруднено возбуждение дуги между электродом и деталью через узкий канал сопла. Поэтому в таких случаях при помощи осциллятора или угольного стержня возбуждают вспомогательную (дежурную) дугу между электродом и соплом (рис. 32, а), которая питается через ограничивающее сопротивление R от того же источника 4, что и основная дуга. Как только разогретая вспомогательная дуга коснется детали, автоматически загорается основная дуга и выключается вспомогательная.
Истечение плазменной струи из сопла с высокой скоростью увеличивает приток газов из окружающего воздуха в зону сварки, и поэтому горелки снабжают газозащитными соплами 3, Кроме того, их применяют для вторичного обжатия засоплового участка плазменной струи, а иногда и для фокусирования струи (рис. 32, Ш Такие горелки называют микроплазменными, так как они позволяют получить остроконечную дугу в области малых токов порядка 0,5 . 30 А.
Характерные особенности плазменной струи — высокая температура факела; возможность концентрации большой тепловой мощности на небольших объемах материалов; пригодность для плавления и даже
испарения практически любых материалов, встречающихся в природе; меньшая, чем при других видах наплавки, зона термического влияния и возможность получения наплавленного слоя толщиной от 0,10 мм до нескольких миллиметров.
Применение различных электрических схем для образования плазменной струи позволяет использовать разные присадочные материалы (проволоку, прутки, порошки и т.д.), в широком диапазоне раздельно регулировать плавление присадочного и основного материала, получать наплавленные слои различных материалов с минимальной глубиной проплавления. Получены хорошие результаты наплавки бронзы, меди и латуни на сталь. Содержание в слоях железа не превышает 0,5%. На малоуглеродистые и низколегированные стали наплавляют любые износостойкие материалы с минимальными примесями основного металла.
Как показывает практика, при помощи плазменной струи, кроме нанесения покрытий, выполняют сварку, резку и точение металлов, а также проводят металлургические процессы плазменным нагревом.
Плазмообразующие газы, электроды и присадочные материалы. В качестве плазмообразующего газа используют аргон, азот, гелий и др. Лучшим считается аргон, а наиболее дешевым — азот. Для защиты зоны наплавки применяют эти же газы, их смеси, а также углекислый газ.
В качестве неплавящегося электрода в горелках всех типов используют вольфрамовые стержни. Более стойкие — вольфрамовые стержни с присадкой 1. 2% оксида лантана.
Наплавочными материалами могут быть проволоки и металлические порошки всех видов. Свойство плазменной струи, позволяющее получать тонкие наплавленные слои с минимальным проплавлением основного металла, то есть минимальным перемешиванием с основным металлом, и хорошее качество поверхности, дает возможность применять дорогие, но износостойкие материалы. Минимальный припуск на механическую обработку (после наплавки сразу шлифовка) значительно сокращает потери материала. Поэтому при плазменной наплавке успешно применяют дорогостоящие порошки на никелевой основе ПГ-СР2, ПГ-СРЗ, ПГ-СР4, твердосплавные порошки на железной основе ПГ-ФБХ-6-2, КБХ, ПГ-УС25 и другие, а также смеси различных порошков.

Оборудование для плазменной наплавки включает в себя источник питания током, плазменную горелку, пульт управления и контроля, балластные реостаты, дроссель, механизм для подачи порошка или проволоки, системы циркуляции воды, баллоны с плазмообразующим н защитным газами и станок для перемещения детали и плазменной горелки Источники питания. В качестве источников питания током используют специальные полупроводниковые выпрямители типа И ПН- 100/600, а также сварочные преобразователи постоянного тока и выпрямители с напряжением холостого хода не ниже 120 В и крутопадающей характеристикой. Для регулирования тока используют балластные реостаты типа РБ-300.
Рис. 33. Плазменная горелка и схема наплавки прутками твердых сплавов или проволокой 1 — пруток (проволока); 2 — защитное сопло, 3 — рабочее сопло; 4 - вольфрамовый электрод. 5 — каналы пол пола воды и тока; б — капал для защитного газа
Плазменные горелки. Конструкция плазменных горелок во многом зависит от их назначения и схемы плазмообразования. На рисунке 33 показана горелка для наплавки прутками твердых сплавов. Горелка при наплавке перемещается впереди прутка. Сварочная ванна защищается аргоном, подаваемым через канал 6.
Вместо литых прутков / можно применять для наплавки различные сварочные проволоки. Режим наплавки подбирают опытным путем. Например, при наплавке сателлитов выдерживается такой режим: ток дежурной (закрытой) дуги 15. 20 А, ток основной дуги 120. I30 А, напряжение дуги 40. 45 В, расход плазмообразующего и защитного газа (аргона) 8. 10 дм 3 /мин, диаметр вольфрамового электрода 3 мм и диаметр сопла 8 мм. При наплавке деталей с использованием порошков применяют горелки другого конструктивного исполнения.
Пульт управления выполнен в виде шкафа, в котором размещена электрическая и газовая аппаратура 'для управления процессом и его контроля.
Прочее оборудование. При наплавке с использованием порошков применяют специальные порошковые питатели, а при наплавке проволокой — механизмы, аналогичные механизмам подачи проволоки в обычных сварочных автоматах. Охлаждают плазменные горелки от водопроводной сети с подачей воды не менее 5 л/мин.
Цилиндрические и другие детали наплавляют на переоборудованных токарных или специальных наплавочных станках, аналогичных станкам, на которых ведут автоматическую дуговую сварку.
На ремонтных предприятиях наплавкой с применением плазменной струи восстанавливают изношенные посадочные места под подшипники на валах и осях, наружные шлицы, коленчатые валы, фаски клапанов автотракторных двигателей и другие детали.
Плазменная и плазменно-порошковая наплавка
Плазменная наплавка – это нанесение с помощью сжатой дуги слоя металла на поверхность изделия. Плазменная наплавка применяется при восстановлении изношенных деталей, когда необходимо восстановить размеры деталей и при этом обеспечить свойства наплавленного слоя, близкие к свойствам основного металла. Она также применяется при изготовлении новых деталей с целью придания рабочим поверхностям специальных свойств, например, жаропрочности, износостойкости, коррозионной стойкости и т. д. Масса металла наплавки в таких изделиях обычно составляет несколько процентов от массы всего изделия, а работоспособность поверхности детали значительно превосходит работоспособность однородного (без наплавки) изделия. При плазменной наплавке стремятся к минимальному перемешиванию основного металла с наплавленным, что обеспечивает высокие свойства наплавленного слоя.
Сущность плазменной наплавки состоит в том, что присадочный и основной металл расплавляются с помощью высококонцентрированного электродугового разряда (плазменного потока), который формируется между электродом плазмотрона и изделием (плазма прямого действия) или между электродом и водоохлаждаемым соплом плазмотрона (косвенного действия). При этом присадочный материал также может быть электрически нейтральным по отношению к струе плазмы или электрически связанным с ней (рис. 1). В качестве присадочного материала используются проволоки, прутки, сыпучие порошковые материалы или специально приготовленные шнуры из порошков.
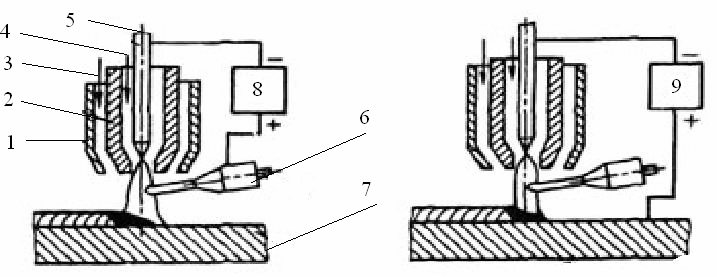
Рис. 1. Схемы плазменной наплавки: а – плазменной струей с токоведущей присадочной проволокой; б – плазменной дугой с нейтральной присадочной проволокой; 1 – защитное сопло; 2 – сопло плазмотрона; 3 – защитный газ; 4 – плазмообразующий газ; 5 – электрод; 6 – присадочная проволока; 7 – изделие; 8 – источник питания косвенной дуги; 9 – источник питания дуги прямого действия
Преимущества плазменной наплавки по сравнению с другими способами нанесения слоев на поверхность сводятся к следующему.
- Гладкая и ровная наплавленная поверхность, что позволяет оставлять припуск на механическую обработку в пределах 0,4…0,9 мм.
- Малая глубина проплавления основного металла (0,3…2,5 мм) и небольшая зона термического влияния (3…6 мм) обусловливают долю основного металла в покрытии < 5 %.
- Малое вложение тепла в обрабатываемую деталь обеспечивает небольшие деформации и термические воздействия на структуру основы.
- При плазменной наплавке получают слой толщиной 0,2…6,5 мм и шириной 1,2…45 мм. Если наносится легкоплавкий материал, то возможно нанесение покрытия с проплавлением очень тонких поверхностных слоев практически без оплавления поверхности.
- Термический КПД наплавки в 2…3 раза выше, чем при электродуговом процессе. Производительность процесса 0,4… 5,5 кг/ч. Производительность плазменно-порошковой наплавки аустенитных нержавеющих сталей не уступает производительности электродуговой наплавки.
Плазменно-порошковая наплавка (ППН) (рис. 2) – механизированный процесс, при котором источником теплоты служит сжатая дуга (плазма), а присадочным материалом – гранулированные металлические порошки, которые подаются в плазмотрон транспортирующим газом с помощью специального питателя.
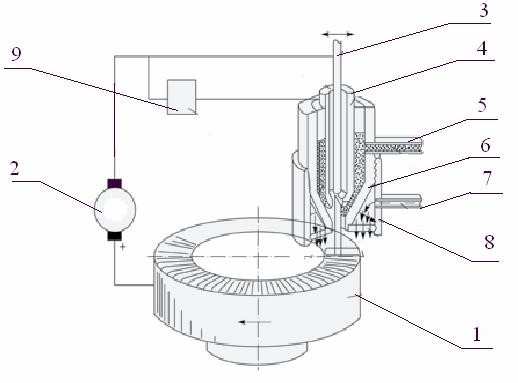
Рис. 2. Схема плазменно-порошковой наплавки: 1 – изделие; 2 – источник питания плазменной дуги; 3 – вольфрамовый электрод; 4 – стабилизирующее сопло плазмотрона; 5 – ввод транспортирующего газа с порошком; 6 – фокусирующее сопло; 7 – ввод защитного газа; 8 – защитное сопло; 9 – устройство поджига дуги
Процесс плазменно-порошковой наплавки отличается уникальными технологическими возможностями. Малая глубина проплавления основного металла, прецизионная точность, высокая культура производства и возможность наплавки самых разнообразных сплавов – все это делает его незаменимым при наплавке клапанов ДВС, запорной арматуры, шнеков экструдеров и термопластавтоматов, инструмента и многих других деталей. Для плазменно-порошковой наплавки используется специализированное оборудование, состоящее из источника питания плазмы, плазмотрона, устройства для подачи порошка, пульта управления, блока охлаждения и газобаллонной арматуры. Например, аппарат типа ПМ-300 и его модификации предназначены для плазменно-порошковой наплавки плоских, цилиндрических и других поверхностей различных деталей (рис. 3). Для вращения или перемещения детали относительно плазмотрона может использоваться токарно-винторезный станок, манипулятор либо какой-нибудь другой механизм. Наплавка осуществляется высокотемпературной сжатой дугой, получаемой в плазмотроне с неплавящимся электродом. Присадочным материалом служит мелкозернистый порошок износостойких, коррозионно-стойких и других сплавов на основе Fe, Ni, Co и Cu.
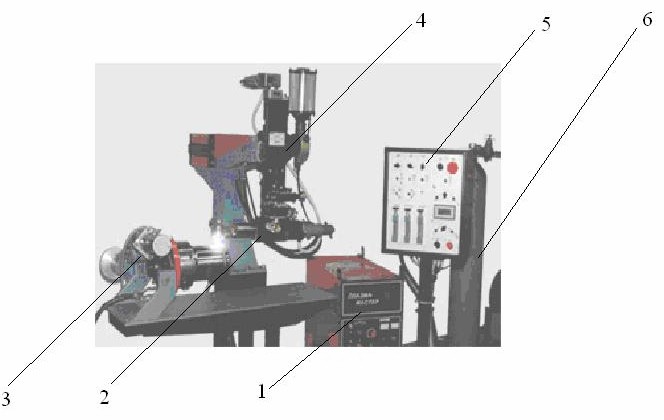
Рис. 3. Установка для плазменно-порошковой наплавки ПМ-300В: 1 – источник питания; 2 – плазмотрон; 3 – манипулятор-вращатель; 4 – механизм регулировки плазмотрона и подачи порошка; 5 – пульт управления; 6 – баллон с аргоном
Благодаря возможности регулирования в широком диапазоне соотношения между тепловой мощностью дуги и подачей присадочного порошка ППН обеспечивает достаточно высокую производительность при минимальном проплавлении основного металла, что позволяет обеспечивать требуемую твердость и заданный химический состав наплавленного металла уже на расстоянии 0,3…0,5 мм от поверхности сплавления. Это дает возможность ограничиться однослойной наплавкой там, где электродуговым способом необходимо наплавить 3…4 слоя.
Важной особенностью ППН является отличное формирование наплавленных валиков, стабильность и хорошая воспроизводимость их размеров. Установлено, что у 95 % наплавленных деталей отклонение толщины наплавленного слоя от номинального размера не превышает 0,5 мм. Это позволяет существенно сократить расход наплавочных материалов, время наплавки, а также затраты на механическую обработку наплавленных деталей.
ППН обеспечивает высокую работоспособность деталей за счет отличного качества наплавленного металла, его однородности, а также благоприятной структуры, определяемой специфическими условиями кристаллизации металла сварочной ванны.
Основные преимущества ППН:
- высокая производительность (до 10 кг/ч);
- высокое качество наплавленного металла;
- малая глубина проплавления основного металла (до 5 %);
- минимальные потери присадочного материала;
- возможность наплавки относительно тонких слоев (0,5…5,0 мм).
В наплавочных плазмотронах можно использовать три схемы ввода порошка в дугу:
- распределенный через кольцевую щель между соплами (рис 2);
- локальный боковой через канал в торце сопла;
- аксиальный через полый электрод.
Наплавка комбинированным способом состоит в том, что в зону наплавки одновременно подаются порошок из питателя транспортирующим газом и проволока подающим механизмом (рис. 4).
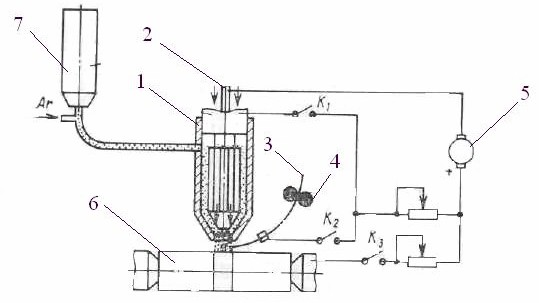
Рис. 4. Схема установки плазменной наплавки комбинированным способом: 1 – корпус плазмотрона (анод); 2 – вольфрамовый электрод; 3 – электродная проволока; 4 – механизм подачи проволоки; 5 – источник питания; 6 – наплавляемая деталь; 7 – порошковый питатель
Известный способ наплавки плазменной струей с токоведущей проволокой позволяет наплавлять слои с минимальной глубиной проплавления. Однако этот способ ограничивается использованием проволок с температурой плавления ниже температуры плавления основного металла (проволоки из меди, медных сплавов, аустенитных сталей).
Применение для наплавки на стальные изделия сварочных низкоуглеродистых проволок (Св-08А, Св-082ГС), а также легированных износостойких наплавочных проволок (Нп-ЗОХГСА, Нп-65Г и др.) в качестве токоведущих не обеспечивает качественного формирования слоев из-за недостаточного подвода теплоты к основному металлу и плохой смачиваемости его подложки. Слои, наплавленные порошками твердых сплавов, характеризуются высокой износостойкостью, но низкой пластичностью. Слои, наплавленные проволоками, имеют, как правило, высокую пластичность, но значительно уступают порошкам по износостойкости и степени перемешивания с основным металлом. Объединение проволоки и порошка в единую схему позволило повысить эффективность сжатой дуги и добиться образования слоев без пор, трещин за один проход.
Важное преимущество комбинированного способа наплавки — возможность расширения диапазона регулирования состава наплавленного металла и получения слоев с требуемыми свойствами.
Плазменная наплавка твердыми сплавами. Для восстановления быстроизнашивающихся деталей тракторов, автомобилей, сельскохозяйственных машин и т. д. широко применяется износостойкая наплавка. Такая наплавка осуществляется различными твердыми сплавами: литыми (стеллит, сормайт), трубчатыми (рэлит), порошковыми (сталинит, сормайт, боридохромовые смеси). Плазменная наплавка рассматриваемых твердых сплавов может быть осуществлена как по схеме наплавки с токоведущей присадочной проволокой (в случае применения литых или трубчатых сплавов), так и по схеме наплавки порошками. Так как проволока из литых и трубчатых сплавов не изготавливается, то вместо присадочной проволоки применяются присадочные токоведущие прутки. Присадочный пруток подается к плазменной струе между двумя направляющими роликами по направляющей медной трубке. В качестве плазмообразующего и защитного газа используется аргон.
Плазменная наплавка с применением в качестве присадочного материала металлического порошка. В ряде случаев из наплавочного сплава трудно изготовить проволоку, ленту или даже прутки. Тогда для плазменной наплавки в качестве присадочного материала могут применяться металлические порошки. Способы наплавки с использованием порошков удобно применять и тогда, когда необходимо получить тонкий (менее 1 мм) слой металла наплавки.
При наплавке по слою порошка присадкой служит крупнозернистый порошок требуемого состава. Такой порошок либо заранее насыпается на наплавляемую поверхность, либо подается в сварочную ванну из питателя непосредственно в процессе наплавки через плазмотрон. Разработана целая гамма плазмотронов для плазменнопорошковой наплавки различных поверхностей и рассчитанных на различные мощности плазмы. Например, универсальный плазмотрон ПП-6-03 предназначен для плазменно-порошковой наплавки различных деталей сплавами на основе Fe, Ni и Co с целью защиты их от износа, коррозии и т. д. Конструктивно плазмотрон состоит из двух частей – собственно плазмотрона и держателя с горизонтальным расположением коммуникаций, являющегося неотъемлемой его частью. Плазмотрон присоединяется к держателю с помощью четырех питающих трубок и фиксируется четырьмя полыми винтами, что позволяет очень быстро присоединять или отсоединять его при монтаже и обслуживании (рис. 5).
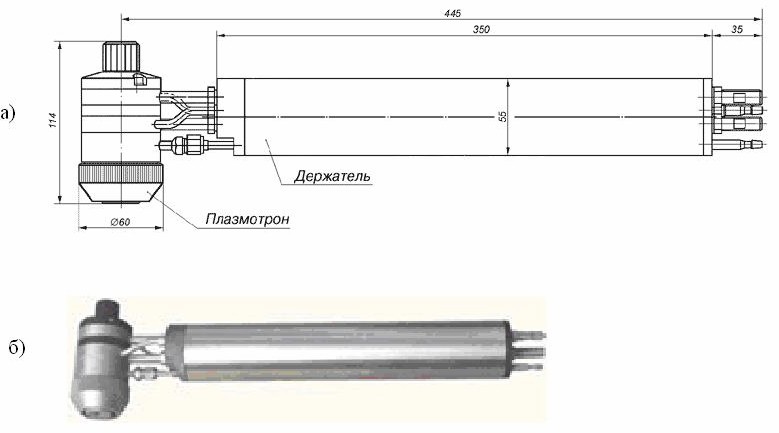
Рис. 5. Универсальный плазмотрон для плазменно-порошковой наплавки ПП-6-03: а – схема плазмотрона; б – внешний вид
Чаще всего для плазменной наплавки применяются порошки на основе никеля, кобальта или железа. Присадки бора и кремния снижают температуру плавления сплава, что позволяет получить тонкий слой металла наплавки при малой (меньше 10 %) степени проплавления основного металла. В то же время примеси бора и кремния повышают твердость и износостойкость металла наплавки. Такие сплавы жаростойки до температуры 950 °С, сохраняют высокую твердость при нагреве до 750 °С и обладают хорошей коррозионной стойкостью в растворах NH4Cl, KCl, NaOH, 10 %-ной серной кислоте и других средах. Поэтому хромоникелевые сплавы с бором и кремнием нашли широкое применение для наплавки клапанов двигателей внутреннего сгорания, поршней кислотных насосов и т. д.
Плазменная наплавка по способу вдувания порошка в струю может применяться как для наплавки на основной металл легкоплавких, так и тугоплавких сплавов. Достижимая минимальная глубина проплавления основного металла составляет около 0,25 мм. Минимальная толщина слоя наплавки 0,5 мм; максимальная толщина при наплавке в один проход составляет 5…6 мм. Для наплавки по способу вдувания порошка в плазменную струю используются те же порошки, что и при наплавке по слою порошка. Качество наплавки при этом остается хорошим.
Плазменная наплавка с применением присадочных материалов в виде порошковых сплавов обеспечивает высокое качество наплавленного металла. Так, наплавленный порошком ЛП8 металл по химическому составу соответствует кобальтовому стеллиту. Порошки ПГ-У30Х28Н4С4 и ЛП3 предназначены для наплавки деталей, работающих в условиях абразивного износа. При наплавке сплавов на основе кобальта с добавками хрома (21…32 %), вольфрама (4…17 %), углерода, кремния, марганца, железа, никеля обеспечивается твердость наплавленного слоя HRC 32…52, на основе никеля HRC 34…54, на основе железа – HRC 55…63.
Микроплазменное напыление с использованием проволочных материалов. Одним из видов плазменно-дугового напыления (наплавки) является метод получения покрытий с использованием проволок в качестве присадочного материала. До настоящего времени такое напыление осуществлялось плазмотронами достаточно большой мощности. Например, в установке УПУ-8М плазмотрон мощностью 40 кВт проводит напыление из проволочных материалов диаметром 0,8…1,2 мм. При этом на деталях с толщиной стенок 1 мм возникает опасность местного перегрева и коробления изделия. Необходимость плазменного напыления на узкие ребра или дорожки ведет к большим потерям напыляемого материала (диаметр пятна напыления обычно составляет 15…30 мм). Анализируя существующие установки и теоретическую оценку возможности распыления проволоки микроплазменной струей, ученые ИЭС им. Е.О. Патона разработали приставку к плазмотрону для микроплазменного напыления, позволяющую проводить процесс с применением проволочных материалов. Приставка была использована в комплекте с существующей установкой МПН-004, предназначенной для напыления покрытий из порошковых материалов. Она включает источник питания с панелью управления, плазмотрон и специальное устройство для подачи порошка. Конструкция и параметры работы плазмотрона обеспечивают формирование ламинарной плазменной струи, что обусловливает ряд особенностей процесса:
- возможность уменьшения размера пятна напыления до 1…5 мм;
- возможность нанесения покрытий на изделия малых размеров с тонкими стенками без излишнего локального перегрева и коробления;
- низкий уровень звука ламинарной плазменной струи (всего 30…50 дБ).
Отличительной особенностью этой установки является наличие компактного механизма подачи проволоки в межэлектродный участок плазменной струи. Проволока подается приводом постоянного тока при помощи фрикционных роликов. Подающий механизм имеет ступенчатую (за счет сменных роликов) и плавную (за счет изменения числа оборотов на валу электродвигателя) регулировки скорости подачи проволоки.
Плазменно дуговая сварка и наплавка
Плазменно-дуговая сварка и наплавка
Общие сведения. Плазма — это высокотемпературное сильно ионизированное вещество. Ионизация вызывается либо действием высокой температуры электрической дуги, либо действием электрического поля высокой частоты. В зависимости от вида возбуждения различают дуговую и высокочастотную плазму. На ремонтных предприятиях наибольшее применение получает дуговая плазма.
Устройство, в котором получают плазменную струю (сжатую дугу), называют плазменной горелкой или плазмотроном. Принципиальные схемы плазменных горелок (плазмотронов) изображены на рисунке 1. Возможны три схемы плазмообразования: дугой прямого действия, дугой косвенного действия и комбинированной дугой.
Горелка прямого действия. Дуга, горящая между неплавящимся вольфрамовым электродом и деталью, подключенной к аноду, сжимается узким каналом водоохлаждаемого сопла и плазмообразующим газом, поступающим в пространство. Часть газа, проходя через столб сжатой дуги, ионизируется и выходит из сопла в виде плазменной струи. Температура плазменной струи, образующейся в горелке прямого действия, может достигать более 30 000. Такую схему применяют при резке металлов и других операциях, требующих повышенного нагрева Детали.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Горелка косвенного действия. Дуга горит между неплавящимся электродом и водоохлаждаемым соплом. Нагретый и в значительной степени ионизированный газовый поток выходит из сопла в виде яркого факела пламени температурой до 16 000 °С. Здесь большая часть энергии расходуется на нагрев газового потока, но интенсивность его теплового воздействия ниже, так как с возрастанием тока увеличиваются поверхность столба свободной дуги и теплопередача в окружающую среду. Схему косвенного действия дуги применяют для поверхностной закалки, металлизации и напыления тугоплавких металлов и соединений.
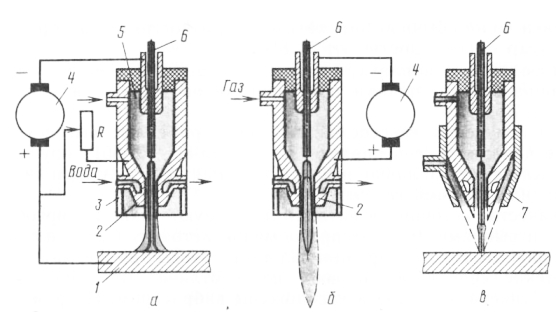
Рис. 1. Схемы плазменных горелок:
а — прямого действия; б — косвенного действия; в — микроплазменной; 1 — водоохлаждаемое сопло; 3 — газозащитное сопло; 4 — источник питания; 5 — плазмообразующего газа; 6 — электрод; 7 — фокусирующее сопло.
Горелка комбинированного действия. Горят две дуги — между неплавящимся вольфрамовым электродом и водоохлаждаемым каналом и между тем же электродом и деталью. Эта схема получила распространение при наплавке деталей порошком, вдуваемым в струю плазмы. Выпускаемые горелки могут работать по любой из описанных трех схем.
В горелках прямого действия затруднено возбуждение дуги между электродом и деталью через узкий канал сопла. Поэтому в таких случаях при помощи осциллятора или угольного стержня возбуждают вспомогательную (дежурную) дугу между электродом и соплом, которая питается через ограничивающее сопротивление от того же источника, что и основная дуга. Как только разогретая вспомогательная дуга коснется детали, автоматически загорается основная дуга и выключается вспомогательная.
Истечение плазменной струи из сопла с высокой скоростью увеличивает приток газов из окружающего воздуха в зону сварки, и поэтому горелки снабжают газозащитными соплами. Кроме того, их применяют для вторичного обжатия засоплового участка плазменной струи, а иногда и для фокусирования струи. Такие горелки называют микроплазменными, так как они позволяют получить остроконечную дугу в области малых токов порядка 0,5 …30 А.
Характерные особенности плазменной струи — высокая температура факела; возможность концентрации большой тепловой мощности на небольших объемах материалов; пригодность для плавления и даже испарения практически любых материалов, встреча-юшихся в природе; меньшая, чем при других видах .наплавки, зона термического влияния и возможность получения наплавленного слоя толщиной от 0,10 мм до нескольких миллиметров.
Плазмообразующие газы, электроды и присадочные материалы.
В качестве плазмообразующего газа используют аргон, азот, гелий и др. Лучшим считается аргон, а наиболее дешевым — азот. Для защиты зоны наплавки применяют эти же газы, их смеси, а также углекислый газ.
В качестве неплавящегося электрода в горелках всех типов используют вольфрамовые стержни. Более стойкие — вольфрамовые стержни с присадкой 1…2% оксида лантана.
Наплавочными материалами могут быть проволоки и металлические порошки всех видов. Свойство плазменной струи, позволяющее получать тонкие наплавленные слои с минимальным про-плавлением основного металла, то есть минимальным перемешиванием с основным металлом, и хорошее качество поверхности, дает возможность применять дорогие, но износостойкие материалы. Минимальный припуск на механическую обработку (после наплавки сразу шлифовка) значительно сокращает потери материала. Поэтому при плазменной наплавке успешно применяют дорогостоящие порошки на никелевой основе ПГ-СР2, ПГ- СРЗ , ПГ-СР4, твердосплавные порошки на железной основе ПГ- ФБХ -6-2, КБХ , ПГ-УС25 и другие, а также смеси различных порошков.
Оборудование для плазменной наплавки включает в себя источник питания током, плазменную горелку, пульт управления и контроля, балластные реостаты, дроссель, механизм для подачи порошка или проволоки, системы циркуляции воды, баллоны с плазмообразующим и защитным газами и станок для перемещения Детали и плазменной горелки
Источники питания. В качестве источников питания током используют специальные полупроводниковые выпрямители типа ИПН -100/600, а также сварочные преобразователи постоянного тока и выпрямители с напряжением холостого хода не ниже 120 В и крутопадающей характеристикой. Для регулирования тока используют балластные реостаты типа РБ-300.
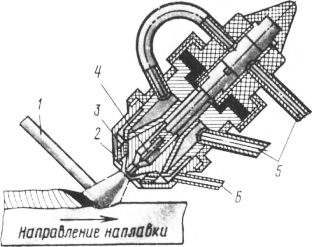
Рис. 2. Плазменная горелка и схема наплавки прутками твердых сплавов или проволокой:
1 — пруток (проволока); 2 — защитное сопло; 3 — рабочее сопло; -4 вольфрамовый электрод; 5 каналы подвода воды и тока; 6 – канал для защитного газа.
Плазменные горел-к и. Конструкция плазменных горелок во многом зависит от их назначения и схемы плазмо-образования. На рисунке 33 показана горелка для наплавки прутками твердых сплавов. Горелка при наплавке перемещается впереди прутка. Сварочная ванна защищается аргоном, подаваемым через канал.
Вместо литых прутков можно применять для наплавки различные сварочные проволоки. Режим наплавки подбирают опытным путем. Например, при наплавке сателлитов выдерживается такой режим: ток дежурной (закрытой) дуги 15…20 А, ток основной дуги 120…130 А, напряжение дуги 40…45 В, расход плазмообразующего и защитного газа (аргона) 8… 10 дм3/мин, диаметр вольфрамового электрода 3 мм и диаметр сопла 8 мм. При наплавке деталей с использованием порошков применяют горелки другого конструктивного исполнения.
Пульт управления выполнен в виде шкафа, в котором размещена электрическая и газовая аппаратура -для управления процессом и его контроля.
Механизированные способы электродуговой сварки и наплавки
Автоматическая наплавка под слоем флюса — один из прогрессивных и широко применяемых способов восстановления деталей на ремонтных предприятиях. Впервые он был разработан Киевским институтом электросварки им. Е. О. Патона.
Сущность этого способа заключается в следующем. К дуге, образующейся между электродом 6 и поверхностью вращающейся детали, через мундштук специальным устройством (автоматом) непрерывно подается электродная проволока, а из бункера слоем 50…60 мм насыпается гранулированный флюс. Дуга, утопленная в массе флюса, горит под жидким слоем расплавленного флюса в газовом пространстве. Жидкий слой флюса надежно предохраняет расплавленный металл от окружающего воздуха, в большой степени уменьшает разбрызгивание металла, улучшает формирование шва, использование теплоты дуги и материала электродной проволоки. Шлаковая корка, образующаяся при остывании, замедляет охлаждение расплавленного металла и улучшает условия формирования его структурных превращений. Небольшой вылет электрода (расстояние от мундштука до детали) дает возможность увеличить плотность применяемых сварочных токов до 150…200 А/мм2. Значительно улучшаются условия труда сварщика. Потери на угар и разбрызгивание металла при наплавке под слоем флюса не превышают 2% от массы расплавленного металла. Коэффициент наплавки составляет 14…16 г/А-ч, то есть в 1,5…2 раза выше, чем при ручной сварке.

Рис. 1. Схема автоматической наплавки под слоем флюса:
1 — деталь; 2 — слой флюса; 3 — газовое пространство; 4 — бункер с флюсом; 5 — мундштук; 6 — электрод; 7 — электрическая дуга; 8 — шлаковая корка; 9 — наплавленный слой (шов).
При наплавке под слоем флюса оба сомножителя в этой формуле значительно больше, чем при ручной сварке, поэтому производительность возрастает в 6… 10 раз.
Недостатки сварки под слоем флюса — невидимость дуги и значительные расход и стоимость флюса. Невидимость места сварки требует повышенной точности подготовки изделия к процессу и сборке, а кроме того, затрудняет сварку при сложной конфигурации шва.
Автоматическую наплавку под флюсом применяют для восстановления плоских и цилиндрических деталей. Изношенные тракторные и автомобильные детали наплавляют на специальных токарных станках, которые оборудуют редуктором, позволяющим получать частоту вращения шпинделя в пределах от 0,2 до 5 мин“1.
Сварочную головку устанавливают на суппорте станка. Для подвода тока к детали на шпинделе устанавливают токосъемник. Деталь, подготовленную к наплавке, зажимают в токарном патроне или в центрах. Наплавка деталей диаметром менее 80 мм затруднительна, а диаметром менее 40 мм совсем невозможна. Это следует отнести к недостаткам данного способа. Чтобы получить шов хорошего качества на поверхности детали, электрод смещают от зенита в направлении против вращения детали на размер а. Смещение зависит от диаметра детали, силы сварочного тока, длины и напряжения дуги, частоты вращения. При наплавке деталей диаметром 80…300 мм смещение электрода колеблется от 5 до 30 мм, с уменьшением диаметра смещение увеличивается. В каждом конкретном случае смещение электрода определяют опытным путем по качеству шва.
Хорошее качество наплавки во многом зависит от применяемого флюса. При автоматической наплавке используются плавленые и неплавленые керамические флюсы, а также флюсы-смеси.
Плавленые флюсы представляют собой сравнительно сложные силикаты, по своим свойствам близкие к стеклу. Температура их плавления не более 1200 °С. По размеру зерен (0,1…5 мм) оНи стандартизированы на четыре группы. В состав плавленых флюсов не входят ферросплавы, свободные металлы, углеродистые вещества. Эти флюсы, как правило, слабые раскислители. В ремонтной практике наибольшее применение получили плавленые флюсы ДН-348А, ОСЦ -45 и АН-15, содержащие в своем составе 35…43% закиси марганца. Такие флюсы позволяют получить наибольшую устойчивость дуги, меньше выделяют вредных примесей и в сочетании с углеродистыми и низколегированными проволоками способствуют высокому качеству наплавки.
Керамические флюсы по своему составу и способу приготовления во многом сходны с качественными (толстыми) покрытиями электродов. Эти флюсы наряду с защитными содержат легирующие и модифицирующие элементы. В отличие от плавленых флюсов керамические позволяют в широком диапазоне легировать наплавленный слой и при использовании даже дешевой низкоуглеродистой проволоки получать качественные износостойкие покрытия. Размер зерен выпускаемых керамических флюсов 1..3 мм. Наибольшее применение для наплавки деталей получили флюсы АНК -3, АНК -30, АНК -18, АНК -19 и ЖСН -1.
Флюсы- смеси приготавливают преимущественно из плавленых и керамических в различных соотношениях в зависимости от того, какие свойства важно получить в наплавленном металле. При смешивании необходимо, чтобы размер зерен и их плотность были близкими. Иногда в плавленые флюсы добавляют до 40% чугунной стружки, которая повышает коэффициент наплавки и твердость наплавленного слоя за счет его науглероживания.
Электродная проволока для наплавки изношенных деталей под слоем флюса выбирается принципиально так же, как и при ручной наплавке. Кроме сварочной проволоки типа Св, широко используют специальную наплавочную проволоку типа Нп (Нп-30, Нп-50Г, Нп-30Х5, Нп-45Х4ВЗФ и др.).
Все большее распространение при восстановлении деталей получают порошковые проволоки. Они представляют собой непрерывный электрод диаметром 2,5…5,0 мм, состоящий из металлической оболочки, заполненной порошком. В качестве наполнителя применяют смесь металлических порошков, ферросплавов, шлако-и газообразующих и других элементов, подобных используемым для электродных покрытий. Изменение состава наполнительных порошков позволяет с достаточно большой точностью получать необходимое качество наплавленного слоя без дополнительной защиты зоны наплавки флюсом или другим способом.
Порошковые проволоки марок ПП-АН1, ПП-1ДСК и другие при сварке или наплавке низко- и среднеуглеродистых сталей позволяют получать хорошее качество шва без дополнительной защиты. Самозащитные проволоки марок ПП-ЗХ13-0, ПП-ЗХ4ВЗФ-0 и другие дают поверхность повышенной износостойкости с твердостью до HRC 56 без термической обработки.
Повышение производительности при восстановлении сильно изношенных деталей (опорных катков, поддерживающих роликов, направляющих колес гусеничных тракторов и др.) достигают применением двух и многоэлектродной наплавки, а также наплавки стальным или порошковым ленточным электродом.
Автоматической наплавкой под слоем флюса восстанавливают шейки коленчатых валов и другие ответственные детали, поверхности которых находятся в условиях повышенного изнашивания.
Автоматическая наплавка в среде защитных газов. Во многих случаях, когда затруднительно, невозможно или слишком дорого применять сварку под слоем флюса, используют другие защитные среды: аргон, углекислый газ, пар и т. п. Наибольшее применение в ремонте машин получил углекислый газ.
Сущность процесса наплавки в среде углекислого газа заключается в следующем. Газ подается в зону сварки из специальных горелок, монтируемых на автоматических сварочных головках, а также с помощью специальных аппаратов, предназначенных для сварки в среде углекислого газа. Из баллона по трубке углекислый газ поступает в сопло горелки, прикрепленной к мундштуку. Омывая наконечник и электродную проволоку, углекислый газ оттесняет воздух и защищает зону сварки от воздействия азота и кислорода.
Преимущества этого способа: видимость места сварки, отсутствие шлаковой корки, дешевизна углекислого газа по сравнению с флюсом и возможность наложения неудобных и сложной конфигурации швов вплоть до потолочных.
Применение тонкой электродной проволоки толщиной 0,5…1,2 мм на малых токах в сочетании с видимостью процесса дало возможность широко использовать этот способ при ремонте кузовов, кабин и оперения тракторов и автомобилей.
Недостаток наплавки в среде углекислого газа — повышенная податливость наплавленного слоя к образованию трещин, а также к выгоранию легирующих элементов. Этому способствует разложение углекислого газа при высоких температурах на оксид углерода и атомарный кислород. Вредное явление предупреждают, применяя электродную проволоку с повышенным содержанием марганца, кремния, хрома, титана и других раскислителей.
Иногда вместо углекислого газа для защиты зоны сварки применяют пар. В этом случае изготавливают новое сопло горелки, которое отличается тем, что во внутренней части сделана кольцевая полость для сбора конденсата. Пар значительно дешевле флюса и углекислого газа, но наплавляемый шов может получаться с порами и трещинами. Поэтому пар применяют для наплавки неответственных деталей: опорных катков, поддерживающих роликов, направляющих колес и др.

Рис. 2. Схема автоматической наплавки в среде углекислого газа:
1 — мундштук; 2 — трубка для углекислого газа; 3 — сопло; 4 — наконечник; 5 — электродная проволока.
Оборудование для автоматической наплавки состоит из источника питания током, сварочной головки и станка для наплавки или переоборудованного токарного станка.
Источники питания током. Обычно используют постоянный ток, потому что при переменном токе сложнее добиться устойчивого горения дуги. В качестве источника тока используют сварочные преобразователи типа ПСО -300, ПД-501, ГД-502 или универсальные сварочные выпрямители типов ВДУ -305, ВДУ -504, ВДУ -1201 и ВДУ -1601. Кроме того, для автоматической сварки и наплавки промышленность выпускает специальные выпрямители типа ВДГ -601.
Сварочная головка — основной элемент автоматической наплавочной установки. Она состоит из подающего механизма с электродвигателем и редуктором, позволяющим изменять скорость подачи проволоки в широком диапазоне; кассеты для электродной проволоки; бункера для флюса и аппаратного ящика или щита управления. На ремонтных предприятиях применяют головки марок А-580М, А-874М, А-874С, А-384МК, ОКС -5523 ГОСНИТИ и др.
Наряду с автоматами для сварки и наплавки широко применяют полуавтоматы. В них механизирована только подача прго-волоки и флюса, а сварочную дугу перемещают вручную. Поэтому токопроводящий мундштук отделен от механизма подачи проволоки и выполнен в виде держателя для удобства пользования. Механизм подачи проволоки соединен с держателем гибким шлангом, внутри которого проходит электродная проволока. Это дает возможность большой маневренности. Таким полуавтоматом можно сваривать швы любой конфигурации даже в труднодоступных местах.
Деление сварочных аппаратов на автоматы и полуавтоматы можно считать условным. Достаточно закрепить держатель полуавтомата на суппорте токарного станка, а свариваемой детали сообщить постоянную скорость движения в направлении свариваемого шва, как полуавтомат превращается в автомат. Поэтому полуавтоматы на ремонтных предприятиях используют более широко, чем автоматы. По своему назначению полуавтоматы условно разделяют на полуавтоматы для сварки под слоем флюса, в защитных газах, универсальные и специальные.
г Для сварки под слоем флюса используют полуавтоматы ПШ-54, ПДШМ -500 и ПДШР -500, но в ремонтной практике они не получили большого применения из-за невидимости дуги при сварке и низкой маневренности. В ремонте более широко используют полуавтоматы марок А-547У, А-547Р, ПДПГ -500, А-929С и другие для сварки в защитных газах и универсальные полуавтоматы марок А-715, А-765, А-1197 и др. Универсальные полуавтоматы снабжены сменным унифицированным оборудованием, позволяющим использовать их для сварки и наплавки под слоем флюсов, в защитных газах, а также сплошной и порошковой проволоками.
Специальные полуавтоматы выпускают для выполнения сварки в монтажных или полевых условиях и, кроме того, для сварки цветных металлов.
Переносные полуавтоматы А-1114 и ранцевого типа ПДГ -304 предназначены для сварки в монтажных и полевых условиях на постоянном токе проволокой диаметрами от 0,8 до 2 мм. Полуавтомат ПШП -10 предназначен для сварки алюминия и его сплавов в защитных газах.
Станки для наплавки. В качестве устройства для перемещения наплавляемой детали, автоматической и сварочной головки на ремонтных предприятиях часто используют токарный станок, оборудованный специальным редуктором, понижающим частоту вращения шпинделя. Наплавляемую деталь крепят в шпинделе или в центрах станка, а сварочную головку — на суппорте. Но уже разработаны универсальные (У-651, У-652 и др.) и специализированные (У-425, У-427 и др.) наплавочные станки.
Вибродуговая наплавка — разновидность автоматической наплавки под слоем флюса и в защитных газах. Она отличается тем, что сварку ведут проволочным электродом с частотой 50…110 колебаний в секунду. Амплитуда колебаний электрода относительно наплавляемой детали обычно составляет 1…3 мм. Вибрация электрода существенно влияет на качество наплавки и на весь ход процесса и дает ряд преимуществ по сравнению с обычной электродуговой наплавкой.
В связи с разрывом дуги при вибродуговой наплавке происходит мелкокапельный переход металла с электрода на деталь; образуется минимально возможная сварочная ванна, способствующая достаточно хорошему сплавлению электродного металла с основным, небольшому нагреву детали и созданию малой по глубине зоны термического влияния. Кроме того, уменьшается выгорание легирующих элементов электродной проволоки по сравнению с обычной дуговой наплавкой. Вибродуговой наплавкой можно получить сравнительно тонкие и весьма прочные покрытия толщиной 0,8…2,5 мм на круглых деталях диаметром от 15 мм и больше.
Часто при вибродуговой наплавке используют охлаждающую жидкость (3…5%-ный водный раствор кальцинированной соды), которую подают н,а деталь в виде струи на 15…20 мм выше зоны горения дуги.
Наряду с преимуществами вибродуговая наплавка имеет и целый ряд недостатков. Наплавленный слой часто получается пористым и неоднородным по твердости и структуре металла. В результате усталостная прочность деталей снижается почти в 2 раза. В связи с этим применение вибродуговой наплавки для восстановления ответственных деталей, подвергающихся большим знакопеременным и циклическим нагрузкам (цапфы, коленчатые валы и др.), весьма ограниченно. Производительность вибродуговой наплавки ниже обычной автоматической, а потери на разбрызгивание и угар выше и достигают 6…8%.
Вибродуговую наплавку ведут преимущественно на постоянном токе обратной полярности при напряжении 12…20 В и плотности тока 50…70 А/мм2.
Для получения износостойких слоев применяют высокоуглеродистые наплавочные проволоки Нп-65, Нп-80, Нп-65Г, пружинную и др- Качество наплавки повышают, защищая зону сварки углекислым или другими газами.
В качестве источников питания используют такие же преобразователи и выпрямители, как при обычной автоматической наплавке.
Сварочные головки принципиально устроены так же, как и автоматические сварочные головки, но в отличие от последних не имеют бункера для флюса и снабжены вибратором. На ремонтных предприятиях в основном применяют наплавочные головки с механическим вибратором ОКС -1252, ОКС -6569, ВГ-4, ВГ-5 и ВГ-8М. Последняя предназначена для вибродуговой наплавки в среде углекислого газа.
Плазменно-дуговая наплавка

Способ основан на использовании в качестве источника теплоты плазменной дуги, для получения которой служат устройства, называемые плазмотронами (рис. 10).
Плазмотрон состоит из охлаждаемых водой катода и анода, смонтированных в рукоятке. Катод обычно изготовляют из вольфрама или лантанированного вольфрама (вольфрамовые стержни с присадкой 1. 2 % оксида лантана), анод (сопло) — из меди (водо-охлаждаемое сопло). Катод и анод изолированы друг от друга прокладкой из изоляционного материала (асбеста).
Для получения плазменной струи между катодом и анодом возбуждают электрическую дугу от источника постоянного напряжения 80. 100 В. Электрическая дуга, горящая между катодом и анодом, нагревает подаваемый в плазмотрон газ до температуры плазмы, т. е. до состояния электропроводности. В поток нагретого газа вводят материал для сварки и наплавки. Образующиеся расплавленные частицы материала выносятся потоком горячего газа из сопла и наносятся на поверхность изделия.
В качестве плазмообразующих газов используют аргон, азот, гелий и аргон-азотную смесь.
Область применения способа — нанесение тонкослойных покрытий на нагруженные детали с малым износом. Плазменную наплавку применяют при восстановлении коленчатых, кулачковых и распределительных валов, валов турбокомпрессоров, осей, крестовин карданных шарниров и др.
При плазменной наплавке получают покрытия толщиной 0,2. 6,5 мм и шириной 1,2. 45 мм. Если наносят легкоплавкий материал, то возможно нанесение покрытия с проплавлением очень тонких поверхностных слоев без оплавления поверхности.
Термический КПД наплавки в 2. 3 раза больше, чем при электродуговом процессе. Производительность процесса 0,4. 5,5 кг/ч. Производительность плазменно-порошковой наплавки аустенит-ных нержавеющих сталей не уступает производительности электродуговой наплавки.
Различают наплавку по винтовой линии с непрерывной подачей плазмотрона и широкослойную наплавку с его гармоническими колебаниями относительно оси вращающейся детали. Для нанесения покрытий толщиной более 4 мм применяют многослойную наплавку.
Материалы для плазменной наплавки разнообразны и включают железоуглеродистые высоколегированные сплавы, колмонои, стеллиты, инструментальные и быстрорежущие стали. Применяют прутки, проволоку, порошки и комбинации материалов.
В ремонтной практике для получения износостойких покрытий используют порошковые материалы ПР-Н73Х16СЗРЗ, 204 ПР-Н70Х17МС4Р4, Х5, ПР-Х4ГСР и порошковые смеси ПЖВ-1, 1ПР-М6ФЗ, ПР-Х18Н9.
Оптимальный размер частиц порошка 60. 100 мкм. Эффективнее подавать присадочный порошок вдоль оси плазменной струи (через отверстие анода, в этом случае полностью расплавляются кастицы размером 200. 250 мкм и создаются наилучшие условия для расплавления и формирования покрытия.
Для плазменной наплавки применяют установки УД-417, УПН-303, УН-602, для сварки - УПС-301, УПС-403, УПС-804.
Сварка с использованием ультрозвука
Ультразвук — это волнообразно распространяющееся колебательное движение частиц твердых тел, жидкостей и газов, происходящее с частотой более 16. 20 кГц.
Сущность процесса ультразвуковой сварки состоит в том, что при приложении колебаний высокой частоты к свариваемым деталям в них возникают касательные напряжения, вызывающие пластические деформации материала свариваемых поверхностей.
В результате механических колебаний в месте соединения металла повышается температура, зависящая от свойств свариваемого материала. Эта температура способствует возникновению пластического состояния материалов и их соединению. В местах сварки образуются совместные кристаллы, обеспечивающие прочность сварного соединения. Длительность процесса сварки исчисляется для деталей малой толщины долями секунды.
Схема установки для получения точечных соединений ультразвуком показана на рисунке 10. Вибратор 5, обмотка которого питается током высокой частоты, охлаждается водой. Вибрато служит для преобразования тока высокой частоты в механически колебания, которые передаются на волновод 4, являющийся одно временно усилителем-концентратором механических колебаний На конце волновода имеется выступ 3, который служит одним и электродов. При сварке деталь 2 зажимают между выступом 3 волновода и подвижным зажимом 7, через который передается на де таль необходимое для сварки давление. Сварка происходит в момент включения электрического тока высокой частоты на вибратора.
Способ применяют как для сварки двух листов малой толщины так и для пакетной сварки, сварки разнородных металлов (коррозионно-стойких сталей с алюминием, меди с алюминием и др.), дета лей малой и большой толщины, трудносвариваемых металлов (молибдена, вольфрама, тантала, циркония и др.), а также для сварю пластмасс. Прочность соединения, выполненного сваркой ультра звуком, превышает прочность соединения, полученного контактной сваркой. При сварке сталей различных толщин ультразвуковые колебания вводят со стороны более тонкой детали.
Для выполнения сварки ультразвуком применяют установки УЗСМ-1, УТ-4, УЗТШ-1, МТУ-4 и др.
Читайте также: