Плотность проволоки св08г2с сварочной
Обновлено: 14.05.2024
Технология полуавтоматической сварки в атмосфере инертных газов требует применения соответствующих сварочных материалов. Одним из самых популярных -проволока СВ08Г2С. Она может быть покрыта слоем меди и разработана для соединения низкоуглеродистых сплавов атмосфере аргона. СВ08Г2С используется в судостроении, производстве станков и промышленных технологических установок, при разнообразных ремонтных работах. Проволока подходит для сварочных соединений, и для наплавки.

Проволока сварочная СВ08Г2С
Характеристики и назначение проволоки
Проволока СВ08Г2С предназначена для использования в атмосфере аргона как сварочная присадка и для наплавочных работ. Она содержит 0,08% С, 2 % и до 1% Si.
По специальному заказу, для получения уникальных технических характеристик, сварочная проволока СВ08Г2С может быть дополнительно легирована и другими веществами.
Виды продукции и химические элементы в составе
СВ08Г2С выпускается в двух версиях: неомедненная и омедненная. В последнем случае к обозначению добавляют литеру «О».
Омедненная версия выпускается диаметром от 0,8 до 1,6 миллиметра, а неомедненная — от 0,6 до 6 миллиметров.
В состав СВ08Г2С а входят следующие химические элементы:
- Углерод — от 0,05 до 0,11%.
- Марганец — от 1,8 до 2,1%.
- Кремний — от 0,7 до 0,95%.
- Сера — менее 0,025%.
- Фосфор — менее 0,03 %.
- Медь — до 0.25% в неомедненной и 0,3% в омедненной.

В состав сварочной проволоки СВ08Г2С включают также до 0, 25% Ni и до 0, 2% Cr.
механические характеристики
Производители в обязательном порядке проводят прочностные испытания. Каждая партия сварочной проволоки 08г2с должна удовлетворять следующим нормам:
| Диаметр, мм | Сопротивление разрыву, кгс/мм 2 | |
| Наплавочная | Сварочная | |
| Менее 1,5 | 89-136 | — |
| 1,6 | 89-136 | 69-101 |
| 2,0 | 79-121 | 69-101 |
| Свыше 2 | 69-106 | 64-96 |
Коэффициент относительного удлинения – как минимум 30%. Предел текучести продукта должен попадать в диапазон 415-440 Мпа. Значение ударной вязкости материала, измеренное при 40 °С- 56, а при 20 ° С- 69дж/см 2 .
ГОСТами нормируются и некоторые другие характеристики СВ08Г2С.
Отличительные особенности
При выборе сварочных материалов как перед технологами на производстве, так и перед домашним мастером встает серьезный вопрос. Ему надо найти проволоку или электроды, и обеспечивающие высокое качество шовных соединений, и неприхотливые к режимам сварки, и, не в последнюю очередь, не слишком дорогостоящие. Проволока СВ08Г2С при сравнении выходит вперед по многим параметрам.
СВ08Г2С имеет следующие особенности по сравнению с другими сварочными материалами:
- способствует стабильности электрической дуги, снижает риск прилипания электрода к поверхности заготовки;
- поддерживает широкий спектр режимов сварочных работ;
- совместима с большинством типов сварочных аппаратов;
- позволяет минимизировать расплескивание расплавленного металла;
- облегчает повторный розжиг сварочной дуги;
- способствует экономии других расходных материалов, таких, как медные наконечники.

Автоматическая сварка проволокой
Совокупность этих особенностей позволяет сваривать прочные и долговечные швы, с качественным проваром кромок, равномерные по своему составу и обладающие минимумом пористости и других дефектов.
Область применения
СВ08Г2С широко применяется на машиностроительных производствах, в судостроении, при разнообразных ремонтных работах — везде, где требуется сваривать детали из углеродистых стальных сплавов широкого назначения. Приобретает она популярность и среди владельцев небольших автомастерских и просто среди домашних мастеров.
Отдельной популярностью заслуженно пользуется омедненная проволока. Медный слой способствует росту проводимости по причине снижения сопротивления в точке контакта. Это свойство значительно повышает стабильность электродуги и увеличивает прочность и, главное, долговечность шовного материала. Это происходит благодаря подавлению окислительных процессов в шве и околошовном пространстве.
Широкий диапазон выпускаемых сечений позволяет подобрать наиболее подходящий сварочный материал и для мелких или тонколистовых деталей, и для массивных заготовок и крупногабаритных конструкций. Двухмиллиметровая модель зачастую используется для ремонта мелких изделий, став популярной в домашних мастерских. Шестимиллиметровая модель применяется в индустриальной обстановке, поскольку требует мощных источников тока.

Полуавтоматическая сварка проволокой
- В ручном режиме в атмосфере чистого Ar, а также совместно с CO2 – в качестве присадки. Вводится в рабочую область вручную, плавится и входит в шовный материал после кристаллизации. Сварка при этом ведется вольфрамовым неплавким электродом.
- В полуавтоматической сварке в атмосфере Ar .
- Как легирующая присадка в сварочную ванну. Флюс образует облако защитных газов, а шлаки — твердую поверхность, предохраняющую материал сварочной ванны от окисления во время кристаллизации.
СВ08Г2С обладает наилучшей сочетаемостью с промышленными автоматическими и полуавтоматическими аппаратами. Она помогает сваривать вручную практически любые углеродистые стали с высоким качеством. Шов отличается отличной геометрией и стабильностью химического состава. Эксперты особо отмечают уникальность свойств проволоки для таких операций, как формирование шовного валика и равномерного заполнения сварочного зазора между кромками заготовок.
Показатель коэффициента наплавки СВ08Г2С
Наплавочные работы применяются для исправления геометрической формы и размеров заготовок в случае допущения брака, а также в плановом порядке — для придания определенным участкам поверхности изделия улучшенных физико-механических свойств. Коэффициент наплавки является одним из наиболее важных параметров сварочных материалов.
Он характеризует массу расплава, наплавленного за некоторый промежуток времени при определенной силе рабочего тока.

Сварной шов при сварке проволокой
Конкретная величина коэффициента определяется:
- химическим составом вещества;
- наличием покрытия (омедненная/неомедненная);
- полярностью сварочного тока (прямая/обратная);
- род тока (переменный/постоянный).
Показатель наплавки измеряется в граммах на ампер×час и для СВ08Г2С не может опускаться ниже 8,5.
Показатель наплавки влияет на техническую и экономическую эффективность наплавочных работ, на размер потерь металла на разбрызгивание и испарение.
От показателя наплавки зависит и коэффициент расплавления основного металла, напрямую влияющий на прочностные характеристики и долговечность соединения.
Расшифровка маркировки проволоки и ее главные достоинства
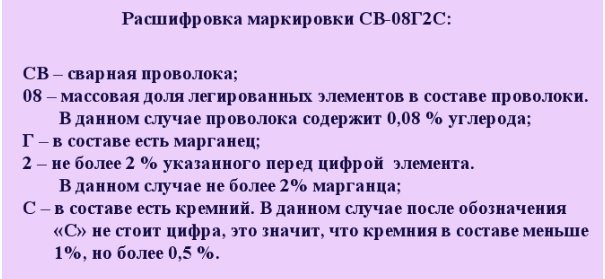
Аббревиатура Св-08Г2С только на первый взгляд представляет собой непонятный набор цифр и букв. Она легко поддается расшифровке: две буквы в начале «Св» означают, что это сварочный материал. «08» указывает на содержание С в сотых долях процента, Буква «Г» установлена ГОСТом для обозначения Mn. Марганец добавлен с целью упорядочения кристаллической структуры шва. Следующая за ней цифра «2» указывает содержание этого элемента в процентах. Буква «С» означает Si, отсутствие цифр значит, что Si содержится менее одного процента. Этот элемент добавляется для улучшения физико-механических свойств.
Выдерживание пропорции Si к Mn как 0,83 к 1,95 позволяет добиться стабильности химического состава на фоне повышенной прочности и долговечности сварного шва.
В состав проволоки входят и другие упомянутые выше химические элементы, такие, как никель, хром, медь, сера и фосфор. Согласно требованиям ГОСТ, поскольку их содержание менее одного процента, они в обозначении не отражаются.
Характеристики сварочной проволоки СВ08Г2С

При проведении сварки используется расходный материал в виде сварочной проволоки, необходимой для создания прочного сварного соединения. Качество полученного шва во многом зависит от ее характеристик. Благодаря входящим легирующим элементам одним из наиболее востребованных подобных изделий является сварочная проволока св08г2с, которая применяется во многих видах сварки.

Ее аббревиатура расшифровывается так:
СВ — обозначает назначение для сварки;
08 — количество углерода в процентах (С=0,08%);
Г — наличие в составе марганца;
2 — количество марганца в процентах.
С — наличие в составе кремния, не более 1%.
Виды продукции и химические элементы в составе
Производят проволоку в двух видах: с покрытием медным слоем (в обозначении добавляется в конце О, что значит «омедненная») и без применения покрытия
Омедненная продукция производится с сечением от 0,8 до 2,0 мм и может иметь размер: 0,8; 1,0; 1,2; 1,4; и 1,6 мм.
Непокрытые изделия имеют сечение в диапазоне от 0,6 до 6,0 мм.
В состав продукции в соответствии с нормативной документацией должны входить:
Общее содержание меди для проволоки с покрытием не более 0,3% (с учетом покрытия медью, толщиной не менее 0,1 мкм).
В состав также может входить не более 0,25% никеля и не больше 0,2% хрома.
Под заказ проволока может легироваться также другими элементами в небольших количествах. Это могут быть ванадий, молибден, титан.
Требования к условиям поставки

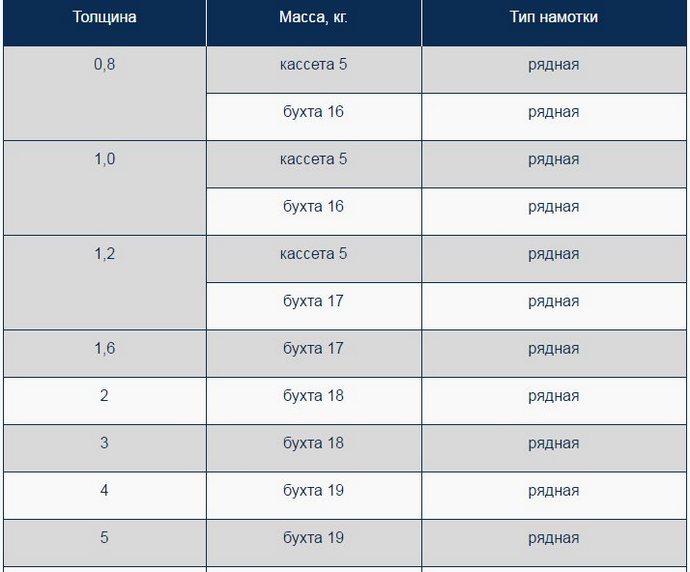
Поставка изделий с согласия потребителей осуществляется в катушках или кассетах весом 5 кг или 15 кг. Намотка проволоки должна представлять непрерывную нить, уложенную плотными рядами, не допускающими ее произвольного разматывания во время транспортировки.
Продукция большого диаметра реализуется в герметичных упаковках без намотки на катушки, весом по 80 или 250 кг.
Допускается термическая обработка поставленной проволоки для улучшения ее свойств, если по стандартной технологии изготовления это не было предусмотрено.
Поверхность продукции с медным покрытием иногда при поставке может иметь остатки технологической обработки в виде мыльной смазки. Это, в соответствии с требованием ГОСТ, допустимо в небольших количествах, но при этом в составе смазки не должна присутствовать сера и графит.
Механические характеристики
- Изделия после изготовления обязательно проходят проверку на разрыв.
Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм 2 ):
- для Ø до 1,5 мм значение Sв должно быть в интервале от 90 до 135;
- для Ø 1,6 мм — в интервале 90-130(для наплавки) и 70-100 (для электродов);
- для Ø 2,0 мм — в интервале 80-120 (для наплавки), 70-100 (для электродов);
- для Ø больше 2,0 мм в интервале 70-105 (для наплавки), 65-95 (для электродов).
- Показатель относительного удлинения не менее 30%.
- Значение предела текучести в МПа — в интервале от 415 до 440.
- Показатель ударной вязкости, (Дж/см 2 ): при 40 о С равен 56, при 20 о С — 69.
Проволока св08г2с используется для сварки углеродистых и низкоуглеродистых марок сталей, которые имеют широкое назначение. Они применяются в машиностроительной отрасли, кораблестроении, а также в строительстве, при ремонте различных изделий из углеродистых сталей.
Особенно востребованной является проволока с медным покрытием. Такое покрытие значительно увеличивает проводимость тока за счет уменьшения контактного сопротивления. Это дает возможность поддерживать равномерную дугу сварки и повышать качество сварного шва за счет отсутствия окисления.

ПОСМОТРЕТЬ Проволока сварочная на AliExpress 708 рублей →
Благодаря производству разных по диаметру изделий, можно подобрать нужное сечение проволоки для сварки как тонких деталей, так и конструкций больших размеров. Например, сечение 2 мм часто применяется при ремонте небольших металлических предметов и является самым востребованным в быту. Продукция, сечением до 6 мм, применяется преимущественно в машиностроительной области для сварки конструкций.
Проволока сварочная омедненная св08г2с применяется:
- В качестве соединяющего материала при проведении аргонодуговой сварки с использованием полуавтоматических сварочных аппаратов, а также при ручной сварке в среде аргона или его смеси с углекислым газом. Проволоку вводят в область сварного соединения, где она под действием пламени горелки расплавляется, а после отвердевания образует единое целое с металлом соединяемых деталей. Для проведения аргонодуговой сварки применяются неплавящиеся вольфрамовые электроды.
- В качестве присадки для образования флюса при выполнении ванной сварки. При расплавлении проволоки и сварных торцов металла, поднявшиеся вверх шлаки после остывания расплава образуют защитную пленку и предохраняют область шва от окисления. Кроме того, с помощью сварочной проволоки можно добиться за счет дополнительного легирования улучшения сварного шва.
При проведении сварки успех работы и ее скорость во многом зависит от показателя коэффициента наплавки проволоки. Он обозначает количество наплава металла за единицу времени при заданной величине силы тока. Для св08г2с он бывает не менее 8,5 г/А*ч и зависит от состава химических элементов проволоки, ее типа (омедненная или без покрытия), а также характера тока при выполнении работ (постоянный или переменный, в этом случае важна его полярность).
Показатель наплавления проволоки влияет на скорость проведения сварки, потери плавящегося электрода при испарении (показатель испарения), разбрызгивание расплава, а также на окисление сплава.
Величина коэффициента расплавления соединяемого металла также зависит от этого показателя. А это влияет на качество сварного шва и его прочности.
Проволока св08г2с отличается от других расходных продуктов сварки своими преимуществами:
- она обеспечивает устойчивость сварочной дуги и исключает возможность «залипания» электрода;
- может применяться в большом диапазоне сварочных режимов;
- хорошо подходит для работы с любым классом сварочных аппаратов;
- обеспечивает незначительное разбрызгивание расплава в газовой среде;
- позволяет экономно расходовать медные наконечники и производить повторное разжигание дуги;
- обеспечивает ровный качественный шов с хорошей кромочной провариваемостью соединяемых деталей, без присутствия пор и посторонних включений, а также с равномерным химическим составом.
Заключение
При изготовлении проволоки св08г2с применяются высокие требования стандарта. Поэтому она отличается своими хорошими эксплуатационными качествами и может использоваться в широком диапазоне различных видов сварки. Однако, при выборе конкретной марки изделия нужно учитывать совместимость проволоки с характеристиками свариваемых металлов: плавиться они должны при одинаковой температуре и иметь одинаковые характеристики прочности, а состав входящих в металл проволоки элементов должен повышать легирование соединяемых металлических частей.
Для чего нужна проволока сварочная св08г2с?

Производят проволоку в двух видах: с покрытием медным слоем (в обозначении добавляется в конце О, что значит «омедненная») и без применения покрытия
Омедненная продукция производится с сечением от 0,8 до 2,0 мм и может иметь размер: 0,8; 1,0; 1,2; 1,4; и 1,6 мм.
Под заказ проволока может легироваться также другими элементами в небольших количествах. Это могут быть ванадий, молибден, титан.
ПОСМОТРЕТЬ Проволока сварочная на AliExpress →
Поставка изделий с согласия потребителей осуществляется в катушках или кассетах весом 5 кг или 15 кг. Намотка проволоки должна представлять непрерывную нить, уложенную плотными рядами, не допускающими ее произвольного разматывания во время транспортировки.
Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм2):
- для Ø до 1,5 мм значение Sв должно быть в интервале от 90 до 135;
- для Ø 1,6 мм — в интервале 90-130(для наплавки) и 70-100 (для электродов);
- для Ø 2,0 мм — в интервале 80-120 (для наплавки), 70-100 (для электродов);
- для Ø больше 2,0 мм в интервале 70-105 (для наплавки), 65-95 (для электродов).
- Показатель относительного удлинения не менее 30%.
- Значение предела текучести в МПа — в интервале от 415 до 440.
- Показатель ударной вязкости, (Дж/см2): при 40оС равен 56, при 20оС — 69.
Проволока стальная сварочная СВ08Г2С ГОСТ 2246-70 . Химический состав этого материала описан ниже в таблице.
| Элемент | Количество (%) |
| Никель | До 0,25 |
| Хром | До 0,2 |
| Сера | 0,025 |
| Марганец | 2 |
| Кремний | До 0,95 |
| Углерод | 0,08 |
| Фосфор | 0,03 |
Отдельной популярностью заслуженно пользуется омедненная сварочная проволока — СВ08Г2С-О. Медный слой способствует росту проводимости по причине снижения сопротивления в точке контакта. Это свойство значительно повышает стабильность электродуги и увеличивает прочность и, главное, долговечность шовного материала.
Меди в составе омедненного типа может быть до 0,3%, с учетом самого покрытия, которое не меньше 0,1 мкм. Когда проволока делается на заказ, в ее составе могут быть: ванадий, титан, молибден, по желанию заказчика.
Теперь непосредственно про характеристики проволоки СВ08Г2С.
- Вел. сопротивления на разрыв у материала сечением до 1,5 мм – 882-1372 МПа.
- Вел. сопротивления на разрыв у материала сечением 2 мм – 686-1029 МПа.
- Показатель относительного вытягивания – от 30%.
- Предел текучести – 415-440 МПа.
Проволока СВ08Г2С усиливает устойчивость сварочной дуги и благодаря этому электроды меньше залипают.
- Ударная вязкость при 40 градусах по Цельсию равна 56 Дж/см², а при 20 градусах по Цельсию – 69 Дж/см².
- Большой коэффициент наплавки.
- Возможна термическая обработка проволоки с пометкой О.
- Мыльная, смазочная пленка часто попадается на поверхности этого материала, но это допускается даже по ГОСТу.

Фото проволока сварочная СВ08Г2С-О омедненная
ПОСМОТРЕТЬ Проволока сварочная на AliExpress 708 рублей → Благодаря производству разных по диаметру изделий, можно подобрать нужное сечение проволоки для сварки как тонких деталей, так и конструкций больших размеров. Например, сечение 2 мм часто применяется при ремонте небольших металлических предметов и является самым востребованным в быту. Продукция, сечением до 6 мм, применяется преимущественно в машиностроительной области для сварки конструкций.
Применение проволоки СВ08Г2С
Ознакомьтесь также с этими статьями
- Находим надежный материал для отделки стен в разных помещениях
- Надвигается ремонт – полипропиленовые мешки для мусора пригодятся
- Плюсы и минусы межкомнатных дверей из экошпона
- Основные виды и особенности современных отопительных котлов для частного дома
В промышленности данная сварочная проволока применяется очень часто. При этом это могут быть самые разнообразные типы промышленности. Ее часто приобретают для сварочных полуавтоматов и автоматов. Проволока подходит для сварочных соединений, и для наплавки.
Чаще всего она берется:
- при зашивании дыр между частями заготовки;
- для образования валика на шве.
Нередко эту легированную проволоку используют как присадочный материал.
Благодаря оптимальному количеству кремния и марганца в составе, сварочная проволока СВ08Г2С применяется и для наплавки. Она позволяет:
- получить соединение высшего уровня;
- снизить стоимость изготовления сварного материала;
- добиться прочного шва.
При проведении сварки успех работы и ее скорость во многом зависит от показателя коэффициента наплавки проволоки. Он обозначает количество наплава металла за единицу времени при заданной величине силы тока. Для св08г2с он бывает не менее 8,5 г/А*ч и зависит от состава химических элементов проволоки, ее типа (омедненная или без покрытия), а также характера тока при выполнении работ (постоянный или переменный, в этом случае важна его полярность).
Показатель наплавления проволоки влияет на скорость проведения сварки, потери плавящегося электрода при испарении (показатель испарения), разбрызгивание расплава, а также на окисление сплава.
Величина коэффициента расплавления соединяемого металла также зависит от этого показателя. А это влияет на качество сварного шва и его прочности.
Цена и форма выпуска
Проволока сварочная СВ08Г2С делается в соответствии с ГОСТ 2246-70. Допустимое сечение от 0,3 мм. Она собирается в бухты (связки) весом по 5 и 15 кг. Материал крупного сечения реализуется в бунтах и катушках весом 80-250 кг. Если проволока омедненная, то бунты чаще всего выпускаются прямоугольными, до 50-90 мм в высоту. Внутренний диаметр – 100-400 мм, внешний – 175-600 мм.
Если есть определенное разрешение, легированную проволоку СВ08Г2С могут поставлять в кассетах или бобинах. Наматывается она аккуратно, чтобы не было разрывов в нити. Намотка проволоки проводится прямыми рядами, один к одному, чтобы исключить шанс разматывания и запутывания во время транспортировки.
На цену влияет размера мотка, катушки, тип проволоки, и она может колебаться от 100 рублей за килограмм. Если же брать паками с большим весом, то например, проволока весом 250 кг продается в среднем за 30000-40000 тысяч рублей. Ну и, разумеется, этот материал можно закупать оптом. Это будет намного дешевле, однако такая закупка практикуется только на больших производствах.
Рекомендации
Напоследок дадим несколько рекомендаций касаемо покупки сварочной проволоки. Эти советы применимы и в случае приобретения любых других сварочных комплектующих.
Перед покупкой запросите у продавца сертификат соответствия. В нем указано, каким стандартам соответствует проволока и вообще подлинна ли она. Это защитит вас от подделок и контрафактных комплектующих. Сертификат тоже подделывают, но редко.

Также рекомендуем покупать проволоку в крупных магазинах, а не в мелких полуподвальных или в интернете. Вы не знаете, как она хранилась и в каких условиях. Вполне вероятно, что условия хранения не соответствуют нормам. А в крупных магазинах эти правила еще стараются соблюдать.
И последний, вполне очевидный совет, о котором многие забывают. Не покупайте самую дешевую проволоку. Вы не сэкономите свой бюджет. Потому что такая проволока быстро придет в негодность и качество сварки окажется неудовлетворительным. Вам придется снова идти в магазин и покупать другую проволоку. Выбирайте сварочные комплектующие из средней ценовой категории. Зачастую они являются примером идеального соотношения цены и качества.
Проволока сварочная СВ08Г2С светлая и омедненная на кассетах, катушках и мотках
Сварочная проволока ГОСТ 2246-70 применяется для механизированных способов сварки. Изготавливается диаметром: 1,2, 1,6; 2,0; 2,5; 3,0; 4,0 мм. Для изготовления применяют стали марок Св08, 08А, Г2С.
Временное сопротивление разрыву соответствует ГОСТу 2246-70. Поставляется в мотках прямоугольного сечения или на крупногабаритных металлических катушках емкостью до 1000 кг.
Мотки сварочной проволоки обертываются влагонепроницаемой бумагой, затем тарной тканью, на катушках не упаковывается. Проволока сварочная СВ08Г2С применяется для изготовления электродов для сварки.
Изготавливается диаметром 2,0; 2,5; 3,0; 4,0; 5,0; 6,0 мм. По назначению сварочная проволока подразделяется:
- для сварки (наплавки);
- для изготовления сварочных электродов.
Сварочная проволока поставляется на катушках массой до 1000 кг, по требованию потребителя в мотках. Требования к упаковке согласно ГОСТ 2246-70.
Химический состав сварочной проволоки.
| Марка | Р | Mn | Si | P | S | Cr | Ni | Cu |
| Св08 | 0,1 | 0,35 — 0,60 | 0,03 | 0,04 | 0,04 | 0,15 | 0,3 | 0,25 |
| Св08А | 0,1 | 0,35 — 0,60 | 0,03 | 0,03 | 0,03 | 0,12 | 0,25 | 0,25 |
| Св08Г2С | 0.03 | 1.80 — 2.10 | 0.7 — 0.95 | 0.03 | 0.025 | 0.20 | 0.25 | 0.20 |
Проволока сварочная омедненная марки СВ08Г2С гарантирует высокие сварочно-технологические свойства, стабильность механических свойств металлошва и надежность сварных соединений.
Основные преимущества омедненной сварочной проволоки плотного контакта между проволокой и медным токопроводящим наконечником:
- Устойчивое горение дуги в широком диапазоне режимов сварки при использовании оборудования любого класса сложности;
- Минимальное разбрызгивание электродного металла при сварке в защитных газах;
- Низкий расход медных наконечников;
- Повышение уровня механизации сварочных работ;
- Хорошее повторное зажигание дуги (специально для роботизированной сварки);
Сварочная омедненная проволока марки СВ08Г2С разработана для тех потребителей, которые ценят чистый и надежный сварной шов. Высококачественная омедненная сварочная проволока для дуговой сварки в газовой среде, используется для сварки углеродистых и низколегированных сталей: конструкционной стали, стали для сосудов под высоким давлением и судостроительной стали.

Порядная намотка и правильная геометрия сварочной проволоки позволяет существенно увеличить срок службы дорогостоящих сварочных полуавтоматов.
Проволока сварочная омедненная для механизированной дуговой сварки в защитных газах оказывает существенное влияние на устойчивость горения дуги, уровень разбрызгивания, качество швов, надежность эксплуатации сварочных полуавтоматов и автоматов.
Многолетний опыт применения стальной сварочной проволоки с омедненной поверхностью свидетельствует о ее несомненных преимуществах перед проволокой с другими видами покрытий.
Проволока сварочная используется для дуговой сварки в атмосфере СО2 деталей машин.
Пример условного обозначения:Проволока сварочная СВ08Г2С диаметром 1,6 мм, для полуавтоматической сварки (наплавки) с омедненной поверхностью: Проволока для сварки 1.6, СВ08Г2С — О ГОСТ 2246-70
Cварочная проволока СВ08Г2С диаметром 2,0 мм, для сварки, наплавки с омедненной поверхностью:
Проволока для сварки 2.0, СВ08Г2С — О ГОСТ 2246-70
Цена на проволоку. Сортамент сварочной проволоки.
| Диаметр, мм | Предельные отклонения, мм |
| Проволока сварочная д. 0,8 | -0,04 |
| Проволока сварочная д. 1,0 | -0,06 |
| Проволока сварочная д. 1,2 | -0,09 |
| Проволока сварочная д. 1,6 | -0,12 |
В зависимости от времени сопротивления разрыву сварочная проволока подразделяется на две группы прочности:
Толщина медного покрытия не менее 0,15 мм, поставляется на металлических или пластмассовых катушках потребителя; проволочных кассетах; в мотках прямоугольного сечения, крупногабаритных металлических катушках емкостью до 1000 кг.
Продажа сварочной проволоки. Механические свойства.
Проволока сварочная. Цена руб/тн без НДС.
Как купить проволоку сварочную светлую и омедненную СВ08Г2С по низким ценам:
Доставка по РФ: Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Оренбург, Пенза, Пермь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.
Представленная на данном сайте информация содержит каталог справочной информации о более 3000 наименованиях металлоизделий, носит информационный, ознакомительный характер, может быть применена в разных областях деятельности предприятий.
Плотность проволоки св08г2с сварочной



Ее аббревиатура расшифровывается так: СВ — обозначает назначение для сварки; 08 — количество углерода в процентах (С=0,08%); Г — наличие в составе марганца; 2 — количество марганца в процентах. С — наличие в составе кремния, не более 1%.
Производят проволоку в двух видах: с покрытием медным слоем (в обозначении добавляется в конце О, что значит «омедненная») и без применения покрытия. Омедненная продукция производится с сечением от 0,8 до 2,0 мм и может иметь размер: 0,8; 1,0; 1,2; 1,4; и 1,6 мм. Непокрытые изделия имеют сечение в диапазоне от 0,6 до 6,0 мм. В состав продукции в соответствии с нормативной документацией должны входить: С= 0,05 — 0,11%; Mn= 1,8 — 2,1 %; Si= 0,70 — 0,95%; S< 0,025 %; Р< 0,03 %; Cu < 0,25 %. Общее содержание меди для проволоки с покрытием не более 0,3% (с учетом покрытия медью, толщиной не менее 0,1 мкм). В состав также может входить не более 0,25% никеля и не больше 0,2% хрома.
Под заказ проволока может легироваться также другими элементами в небольших количествах. Это могут быть ванадий, молибден, титан.

Требования к условиям поставки
Продукция большого диаметра реализуется в герметичных упаковках без намотки на катушки, весом по 80 или 250 кг. Допускается термическая обработка поставленной проволоки для улучшения ее свойств, если по стандартной технологии изготовления это не было предусмотрено. Поверхность продукции с медным покрытием иногда при поставке может иметь остатки технологической обработки в виде мыльной смазки. Это, в соответствии с требованием ГОСТ, допустимо в небольших количествах, но при этом в составе смазки не должна присутствовать сера и графит.
1. Изделия после изготовления обязательно проходят проверку на разрыв. Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм2): для Ø до 1,5 мм значение Sв должно быть в интервале от 90 до 135; для Ø 1,6 мм — в интервале 90-130(для наплавки) и 70-100 (для электродов); для Ø 2,0 мм — в интервале 80-120 (для наплавки), 70-100 (для электродов); для Ø больше 2,0 мм в интервале 70-105 (для наплавки), 65-95 (для электродов).
2. Показатель относительного удлинения не менее 30%.
3. Значение предела текучести в МПа — в интервале от 415 до 440.
4. Показатель ударной вязкости, (Дж/см2): при 40оС равен 56, при 20оС — 69.
Проволока св08г2с используется для сварки углеродистых и низкоуглеродистых марок сталей, которые имеют широкое назначение. Они применяются в машиностроительной отрасли, кораблестроении, а также в строительстве, при ремонте различных изделий из углеродистых сталей. Особенно востребованной является проволока с медным покрытием. Такое покрытие значительно увеличивает проводимость тока за счет уменьшения контактного сопротивления. Это дает возможность поддерживать равномерную дугу сварки и повышать качество сварного шва за счет отсутствия окисления. Благодаря производству разных по диаметру изделий, можно подобрать нужное сечение проволоки для сварки как тонких деталей, так и конструкций больших размеров. Например, сечение 2 мм часто применяется при ремонте небольших металлических предметов и является самым востребованным в быту. Продукция, сечением до 6 мм, применяется преимущественно в машиностроительной области для сварки конструкций.
При проведении сварки успех работы и ее скорость во многом зависит от показателя коэффициента наплавки проволоки. Он обозначает количество наплава металла за единицу времени при заданной величине силы тока. Для св08г2с он бывает не менее 8,5 г/А*ч и зависит от состава химических элементов проволоки, ее типа (омедненная или без покрытия), а также характера тока при выполнении работ (постоянный или переменный, в этом случае важна его полярность). Показатель наплавления проволоки влияет на скорость проведения сварки, потери плавящегося электрода при испарении (показатель испарения), разбрызгивание расплава, а также на окисление сплава.
Величина коэффициента расплавления соединяемого металла также зависит от этого показателя. А это влияет на качество сварного шва и его прочности.
Проволока св08г2с отличается от других расходных продуктов сварки своими преимуществами: она обеспечивает устойчивость сварочной дуги и исключает возможность «залипания» электрода; может применяться в большом диапазоне сварочных режимов; хорошо подходит для работы с любым классом сварочных аппаратов; обеспечивает незначительное разбрызгивание расплава в газовой среде; позволяет экономно расходовать медные наконечники и производить повторное разжигание дуги; обеспечивает ровный качественный шов с хорошей кромочной провариваемостью соединяемых деталей, без присутствия пор и посторонних включений, а также с равномерным химическим составом.
Технические характеристики сварочной проволоки Св-08Г2С
Проволока сварочная Св-08Г2С ГОСТ 2246-70 производится для разнообразных сварочных работ с узлами и деталями повышенной ответственности. Ею можно выполнять также и наплавочные работы.
Рассматриваемый сортамент может выпускаться также с поверхностным омеднением, на что указывает дополнительная буква О в обозначении материала. В ряде источников такую проволоку именуют СВ08Г2С, но это не дополнительное её легирование вольфрамом или кремнием, а лишь небольшая техническая вольность.
Состав, сортамент и свойства

Химический состав данного материала представлен следующими элементами:
- Углеродом, в пределах 0,06…0,10%.
- Кремнием, в пределах 0,70…0,95%.
- Марганцем, в пределах 0,85…1,05% (для проволоки сечением до 1,4 мм процентное содержание марганца может увеличиваться, с согласия потребителя, до 1,65%)
- Хромом и никелем, в пределах 0,20…0,25%.
Опускаемые отклонения по химсоставу в большинстве случаев не превышают 0,02 %. Кроме того, в качестве примесей при выплавке, присутствуют в незначительном количестве также фосфор и сера. На качество конечной продукции они не влияют.
Важно, что для сварочной проволоки имеются также дополнительные ограничения на количество связанного азота, который может в больших количествах влиять на стабильность проведения сварочных операций. В частности, для данной марки действующий стандарт допускает не более 0,01% азота.
ГОСТ 2246 определяет мотки, как основное состояние поставки данной сварочной проволоки. При этом масса мотка для материала диаметром 2 мм не должна быть меньше 20 кг (при внутреннем диаметре до 600 мм), а для проволоки больших диаметров масса составляет не менее 30 кг.
Проволока может поставляться также в виде размотки на кассеты или бобины.
Технические характеристики сварочной проволоки Св-08Г2С определяются следующими параметрами, зависящими от дальнейшего применения материала (сварка или наплавка):
- Пределом прочности, МПа 882…1030 (меньшие значения относятся к сортаменту с меньшим диаметром сечения). Если проволока будет использоваться преимущественно для производства сварочных электродов, прочностные характеристики снижаются на 9…11%;
- Проволока может подвергаться термической обработке. Наиболее употребительным её видом считается закалка в масло с температур 880…920°C с последующим охлаждением на воздухе. В результате материал становится более пластичным. В частности, предел прочности снижается до 430…450 МПа, и это позволяет производить из таких заготовок электроды более сложной конфигурации;
- Какие либо поверхностные дефекты на проволоке недопустимы, за исключением поверхностных рисок (образующихся при волочении) вмятин и царапин. Они не должны занимать более 5% площади поверхности проволоки.
Процесс получения
Традиционным способом производства рассматриваемого сортамента считается холодная прокатка на специализированных станках. Прокатка проводится по групповой технологии, когда получают материал в определённой размерной группе, а затем на волочильных барабанах непрерывного действия выполняют так называемое «мокрое» волочение в размер.

Особенность данного процесса заключается в том, что после заправки торцевой части стального мотка в зазор между фильерами (конец проволоки предварительно заостряют на специальном станке), в зону волочения подаётся под давлением смазочно-охлаждающая жидкость.
Она выполняет следующие функции:
- Охлаждает зону обработки, поскольку фильеры, несмотря на то, что изготовлены из высокостойкой инструментальной стали, заметно нагреваются, из-за чего могут потерять в своей износостойкости.
- Обеспечивает высокое качество поверхности проволоки, вследствие чего исключается нежелательное искажение сечения сортамента, и снижается шероховатость.
- Позволяет вести процесс деформирования с повышенными скоростями протягивания полуфабриката, не беспокоясь о возможных разрывах (такая опасность вполне вероятна, учитывая то, что в процессе волочения сталь подвергается преимущественно растягивающим напряжениям).
- Повышает качество конечной продукции из-за минимально возможных зазоров между волочильной фильерой и материалом. Точность проволоки после «мокрого» волочения составляет не менее ±0,01…0,02 мм по всей длине мотка.
После волочения, при необходимости, продукция обезжиривается, а оставшаяся технологическая смазка удаляется с поверхности. По желанию потребителя возможно выполнение химического травления в растворе концентрированной соляной кислоты. Иные способы (например, обработка в серной кислоте) нежелательны из-за заметного охрупчивания материала.
Цена сварочной проволоки Св-08Г2С возрастает при наличии в технологии её производства всех вышеперечисленных операций.
Особые свойства
Для целей наплавки поверхность материала часто покрывают медью. Омеднённая сварочная проволока Св-08Г2С характеризуется следующими отличиями:
- Выплавку стали производят преимущественно в электровакуумных печах, при более жёстком температурном контроле процесса.
- Прокатку выполняют с более высокой скоростью, благодаря чему точность поперечного сечения проката увеличивается на 40…50%.
- Ужесточаются допуски на овальность профиля.
- Термическая обработка такой проволоки, как правило, не производится.
Процесс контактного, наиболее распространённого способа омеднения сварочной проволоки выполняется так. Поверхность исходного материала химически очищают от поверхностных загрязнений и обезжиривают.
Затем полуфабрикат опускают в раствор медного купороса и, при пропускании через него электрического тока, формируют на внешнем диаметре прочную медьсодержащую плёнку, размеры которой составляют 0,1…0,2 мм. После окончания процесса, проволоку высушивают и подвергают калибровке, в ходе которой происходит некоторое упрочнение материала.

Эффективность меднения устанавливается по коэффициенту наплавки, которым оценивается прирост массы материала от электрохимического действия тока в единицу времени. Обычно он не должен быть менее 8,5…9,0 г/А∙ч. Повышенные значения коэффициента наплавки увеличивают производительность операции, снижают потери массы в сварочном стержне, уменьшают окисление наплавляемой поверхности под воздействием высоких температур.
Омеднённую проволоку данного химического состава и свойств можно также применять:
- При формировании сварочного валика на кромках;
- Для заполнения оставшихся после сваривания зазоров;
- С целью повышения коррозионной стойкости сварного соединения.
Рассмотренная проволока широко используется как надёжный материал для обеспечения высококачественных сварных соединений. Это обусловлено оптимальным процентным соотношением основных легирующих элементов – марганца и кремния, а также благоприятной кристаллографической структурой готового сварного шва.
Зарубежными аналогами данного материала является сварочная проволока марок ER70S-6 и ER49-1.
Расшифровка и стоимость
Цена за кг сварочной проволоки Св-08Г2С определяется объёмами поставки, диаметром сечения, наличием (либо отсутствием) поверхностного покрытия. Стоимость данного материала по стране составляет в среднем 80…100 руб/кг.
Читайте также: