Плотность тока при сварке в аргоне
Обновлено: 17.05.2024
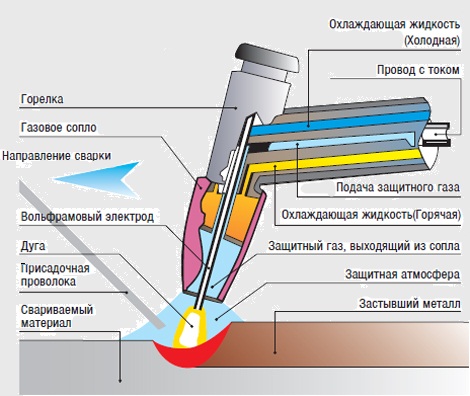
Дуговая сварка, при которой в качестве защитного газа используется аргон. Применяют аргонодуговую сварку неплавящимся вольфрамовым и плавящимся электродами. Аргонодуговая сварка вольфрамовым электродом может быть ручной и автоматической. Сварка возможна без подачи и с подачей присадочной проволоки. Этот процесс предназначен главным образом для металлов толщиной менее 3—4 мм. Большинство металлов сваривают на постоянном токе прямой полярности. Сварку алюминия, магния и бериллия ведут на переменном токе. При прямой полярности (плюс на изделии, минус на электроде) лучше условия термоэлектронной эмиссии, выше стойкость вольфрамового электрода и допускаемый предельный ток. Допускаемый ток при использовании вольфрамового электрода диаметром 3 мм составляет ориентировочно при прямой полярности 140"—280 А, обратной — только 2—4 А, при переменном токе — промежуточное значение lit—16 А. Дуга на прямой полярности легко зажигается и горит устойчиво при напряжении 10— 15 В в широком диапазоне плотностей тока.
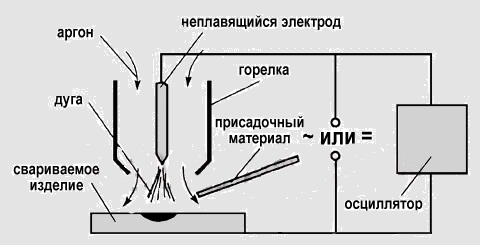
При обратной полярности возрастает напряжение дуги, уменьшается устойчивость ее горения, резко уменьшается стойкость электрода, повышаются его нагрев и расход. Эти особенности дуги обратной полярности делают ее непригодной для непосредственного применения в сварочном процессе. Однако дуга обратной полярности обладает важным технологическим свойством: при ее действии с поверхности свариваемого металла удаляются окислы и загрязнения. Это явление объясняется тем, что при обратной полярности поверхность металла бомбардируется тяжелыми положительными ионами аргона, которые, перемещаясь под действием электрического поля от плюса (электрод) к минусу (изделие), разрушают окисные пленки на свариваемом металле, а выходящие с катода (поверхности изделия) электроны способствуют удалению разрушенных окисных пленок. Этот процесс удаления окислов называется катодным распылением. Указанное свойство дуги обратной полярности используют при сварке Al, Mg, Be и их сплавов, имеющих прочные окисные пленки. Но так как при постоянном токе обратной полярности стойкость вольфрамового электрода низка, то для этой цели используют переменный ток. При этом удаление пленки, т. е. катодное распыление, происходит, когда свариваемое изделие является катодом. Таким образом, при сварке неплавящимся электродом на переменном токе в определенной степени реализуются преимущества дуги прямой и обратной полярности, т. е. при этом обеспечивается и устойчивость электрода и разрушение окисных пленок. Простейшие электрические и газовые схемы для аргонодуговой сварки приведены на рис. 60, с, б.
Технология аргонодуговой сварки вольфрамовым электродом. Характерная циклограмма процесса аргонодуговой сварки вольфрамовым электродом. На циклограмме показано изменение основных параметров процесса ручной сварки: сварочного тока /св, напряжения дуги f/a, скорости подачи присадочной проволоки, скорости сварки, расхода аргона Qr и дополнительного параметра — напряжения осциллятора в течение цикла сварки t. Газ подают за 10—15 с до начала горения дуги, давление газа составляет (1,1—1,3) «105? Па, средний расход газа для защиты зоны сварки — 10—15 л/мин, для обратной стороны шва — 30—50% от основного расхода. Дуга возбуждается замыканием электрода и металла угольным стержнем или кратковременным разрядом высокой частоты и напряжения с помощью осциллятора. Ручную сварку выполняют наклонной горелкой углом вперед, угол наклона к поверхности изделия составляет 70—80°. Присадочную проволоку подают под углом 10— 15° (рис. 62). По окончании сварки дугу постепенно обрывают для заварки кратера, при ручной сварке — ее постепенным растяжением, при автоматической — специальным устройством заварки кратера, обеспечивающим постепенное уменьшение сварочного тока. Для защиты охлаждающегося металла подачу газа прекращают через 10—15 с после выключения тока. Примерный режим ручной аргонодуговой сварки вольфрамовым электродом стыкового соединения из высоколегированной стали толщиной 3 мм: диаметр вольфрамового электрода 3—4 мм, диаметр присадочной проволоки 1,6— 2 мм, сварочный ток 120—160 А, напряжение на дуге 12— 16 В, расход аргона 6—7 л/мин. Аргонодуговой сваркой выполняют швы стыковых, тавровых и угловых соединений. При толщине листа до 2,5 мм целесообразно сваривать с отбортовкой кромок, при малой величине зазора (0,1—0,5 мм) можно сваривать тонколистовой металл толщиной от 0,4 до 4 мм без разделки кромок. Допустимый зазор тем меньше, чем меньше толщина свариваемого материала. Листы толщиной более 4 мм сваривают встык с разделкой, при этом допустимый зазор должен быть не более 1,0 мм. Разработано несколько разновидностей, аргонодуговой сварки вольфрамовым электродом, основанных на увеличении проплавляющей способности дуги за счет увеличения интенсивности теплового и силового воздействия дуги на свариваемый металл. К этим разновидностям относятся: сварка погруженной дугой, с применением флюса, при повышенном давлении защитной атмосферы, импульсно-дуговая, плазменная сварка. Сварка погруженной дугой. С увеличением диаметра электрода и силы тока увеличиваются давление дуги и удельное количество вводимой теплоты. Под давлением дуги происходит оттеснение под электродом жидкого металла. Дуга при этом погружается в сварочную ванну, а поддержание заданного напряжения (длины дуги) достигается опусканием электрода ниже поверхности свариваемого металла.
Глубина проплавления достигает 10— 12 мм и выше, расход аргона в сопло горелки составляет 15—20 л/мин, в приставку для защиты остывающего шва 15—30 л/мин и на обратную сторону шва 6—10 л/мин. Сварка с применением флюса. Нанесение на поверхность свариваемого металла слоя флюса не большой толщины (0,2—0,5 мм), состоящего из соединений фтора, хлора и некоторых окислов, способствует повышению сосредоточенности теплового потока в пятне нагрева и увеличению проплавляющей способности дуги. При этом благодаря концентрации тепловой энергии повышается эффективность проплавления и снижаются затраты погонной энергии при сварке. Сварка при повышенном давлении защитной атмосферы. Мощность дуги возрастает с увеличением давления защитной атмосферы при неизменном токе и длине дуги. Дуга при этом сжимается, благодаря чему увеличивается ее проплавляющая способность примерно на 25—60%. Этот способ можно использовать при сварке в камерах с контролируемой атмосферой. Импульсно-дуговая сварка вольфрамовым электродом заключается в применении в качестве источника теплоты импульсной (пульсирующей) дуги с целью концентрации во времени теплового и силового воздействия дуги на основной и электродный металл. При стесненном теплоотводе полнее используется теплота на расплавление основного металла, чем при сварке постоянной дугой. Дуга пульсирует с заданным соотношением импульса и паузы.
Сплошной шов получается расплавлением отдельных точек с определенным перекрытием. Повторные возбуждения и устойчивость дуги обеспечиваются благодаря горению маломощной дежурной дуги (10—15% от силы тока в импульсе). Наряду с силой тока, напряжением, скоростью сварки к основным параметрам импульсно-дуговой сварки относятся длительность импульса и паузы, длительность цикла сварки t=tCB+tn и шаг точек где vcb — скорость сварки. Отношение называется жесткостью режима. Жесткость режима при заданной энергии импульса и длительности цикла характеризует проплавляющую способность дуги. Изменяя параметры режима импульсно-дуговой сварки, можно в широких пределах изменять кристаллизацию металла и таким образом влиять на свойства сварных соединений. Технологические преимущества сварки импульсной дугой вольфрамовым электродом в наибольшей степени проявляются при сварке тонколистовых материалов: практически отсутствуют дефекты формирования шва, провисание и подрезы, улучшаются условия формирования шва в различных пространственных положениях, снижаются требования к квалификации сварщика при ручной сварке. Так как для сварки металла определенной толщины требуется значительно меньшая погонная энергия, существенно уменьшаются деформации и прожоги тонколистовых материалов. Таким образом, импульсно-дуговая сварка вольфрамовым электродом предназначена главным образом для регулирования проплавления основного металла и формирования шва при сварке тонколистового металла. Аргонодуговая сварка плавящимся электродом. Область применения этого вида — сварка цветных металлов (А1, Mg, Си, Ti и их сплавов) и легированных сталей. Сварка происходит с капельным и струйным переносом, С увеличением тока капельный перенос металла электрода сменяется струйным и глубина проплавления увеличивается. Критическая величина тока, при которой капельный перенос сменяется струйным, составляет: при сварке сталей — от 60 до 120 А на 1 мм2 сечения электродной проволоки, при сварке алюминия — 70 А. Например, для проволоки марки Св-12Х18Н9Т разных диаметров при горении дуги в среде аргона критический ток имеет следующие значения: диаметр электрода, мм 1,0 2,0 3,0 критический ток, А , ISO 280 350 При аргонодуговой сварке плавящимся электродом предъявляются более жесткие требования к сборке, чем при сварке вольфрамовым электродом, перед сваркой необходима тщательная очистка кромок свариваемых материалов и проволоки.
Технология и режимы аргонно-дуговой сварки
Сварка тонколистовой нержавеющей и жароупорной аустенитной стали. Типы соединений, применяемых при сварке тонколистовой стали, показаны на рисунке ниже. Перед сваркой поверхность кромок должна зачищаться до блеска стальной щеткой, а затем промываться растворителем (дихлорэтаном, ацетоном, авиабензином) для удаления жира, следы которого вызывают пористость шва и снижают устойчивость дуги.
Перед сваркой детали соединяют прихватками через 50-75мм. При ручной и механизированной сварке нержавеющей стали обычно применяют вольфрамовые электроды, допускающие повышенную плотность тока, вследствие чего увеличивается производительность сварки. При сварке плавящимся электродом используется проволока того же состава, что и свариваемый металл.
Сварку ведут справа налево. Дуга возбуждается при касании электродом металла, после чего электрод отводят, поддерживая длину дуги 1,5-2 мм. Угол между присадочным прутком и свариваемым металлом не должен превышать 15-20°. Пруток лучше укладывать на линию шва. В этом случае струя аргона надежнее защищает плавящийся металл прутка и изделия. Присадочный металл вводится в ванну равномерно и перемещается по шву впереди горелки. Поперечные движения прутком делать нельзя, так как при этом в зону сварки может попасть кислород из воздуха и окислить металл шва.
При сварке без присадочного металла электрод держат под углом 90° к листу. В целях уменьшения расхода вольфрамовых электродов нельзя прекращать подачу аргона сразу после окончания сварки; это нужно делать спустя 1-1,5 мин, когда конец электрода уже охладится.
Если используется вольфрамовый электрод и переменный ток, то для облегчения зажигания дуги в том месте, где начинают сварку, можно укладывать графитовый стержень. Зажженную на стержне дугу затем переводят на свариваемый металл.
Ручная сварка нержавеющих и жароупорных аустенитных сталей вольфрамовым электродом в среде аргона производится на постоянном токе прямой полярности; сварка может производиться и на переменном токе, но с использованием осциллятора. Сталь толщиной более 3 мм сваривают плавящимся электродом из проволоки нержавеющей стали на постоянном токе обратной полярности.
Режимы ручной сварки вольфрамовым электродом тонкой нержавеющей стали в аргоне приведены в табл. 45. Для сварки швов на вертикальной плоскости ток снижают на 10-15%, для потолочных швов —на 20%) против величин, указанных в таблице ниже.

Обратную сторону шва защищают от воздействия воздуха медными и стальными подкладками. Во время сварки струю аргона подводят под нижнюю поверхность кромок свариваемых листов, для чего в подкладке вдоль линии шва выбирается канавка.
Сварка легких сплавов неплавящимся вольфрамовым электродом. При сварке легких сплавов небольшой толщины применяют такие же типы соединений, как и при сварке тонколистовой нержавеющей стали (см. рис. 181).
Перед сваркой кромки листов на ширине 25-30 мм очищают шкуркой или щеткой из тонкой проволоки. Кромки деталей из алюминиевых сплавов можно очищать травлением в растворе хромовой кислоты. Перед травлением кромки обезжиривают растворителем или теплым раствором каустика. Затем промывают горячей водой и тщательно протирают. Сварка должна производиться не позже чем через 8 ч после травления, иначе поверхность листов вновь покроемся слоем окислов.
При сварке легких сплавов особенно вредной является примесь влаги в аргоне, которую удаляют тщательной осушкой как газа, так и баллонов перед наполнением их аргоном.
Присадочным материалом служит проволока из того же сплава, что и свариваемый. Для сварки термообрабатываемых алюминиевых сплавов используют алюминиевую проволоку Св-АК-5, содержащую до 5% кремния.
Сварку выполняют в приспособлении, зажимающем свариваемые листы в нужном положении. Листы укладывают на подкладку из нержавеющей стали, имеющую вдоль линии шва канавку, обеспечивающую формирование обратной стороны шва.
Присадочный пруток во время сварки держат под углом 10-30°, а электрод -70-80° к плоскости сварки. Поперечные колебания электродом и присадочным прутком не производят. Сварка ведется с максимально возможной скоростью, при которой еще происходит нормальное сплавление присадочного металла с кромками. При сварке легких сплавов вольфрамовым электродом применяют переменный ток и осциллятор. Режимы сварки легких сплавов на переменном токе приведены в табл. 46.

В целях получения плотных швов, свободных от пор и окисных пленок, И. М. Терентьев, Ф. Е. Баруткин и Г. С. Коновалов рекомендуют применять повышенные режимы сварки вольфрамовым электродом алюминиевых сплавов АМг-6, АМц и ВАД-1, а именно:

При этих режимах проникающее и возмущающее действие дуги обеспечивает более полное разрушение окисной пленки. Расход аргона для всех толщин 12 л/мин, ток переменный.
Сварка легких сплавов плавящимся электродом. Сварку плавящимся электродом из проволоки того же сплава, что и свариваемый, ведут на постоянном токе обратной полярности. Плавящимся электродом в аргоне можно выполнять многослойную сварку изделия из алюминия и его сплавов толщиной до 100 мм, а также заваривать дефекты литья из алюминия, магния и их сплавов.
Для алюминиевых сплавов АМг-5В и АМг-6 толщиной от 20 до 100 мм В. И. Дятлов и Ю. А. Деминский разработали режим сварки в аргоне дугой большой мощности и проволокой большого диаметра (4 мм). В этом случае обеспечивается струйный перенос металла в дуге, являющийся оптимальным. Диаметр сопла для аргона должен равняться 26 мм. Сварка ведется с наклоном электрода вперед под углом 80°. Проволока применяется из того же сплава, что и свариваемый металл. Для сварки авторы рекомендуют применять сварочный трактор АДС-1000 с автоматическим регулированием длины дуги, так как при диаметре проволоки 4 мм плотность тока на электроде равна 30—40 а/мм 2 , что недостаточно для саморегулирования дуги, требующего плотности тока 70—110 а/мм 2 . В качестве источника питания используется преобразователь ПС-500. Трактор АДС-1000 должен быть несколько переделан: увеличена скорость подачи проволоки, установлена головка для сварки плавящимся электродом в аргоне с водяным охлаждением и соплом для аргона диаметром 26 мм.
Режимы сварки толщин от 20 до 100 мм: ток 500—560 а, напряжение дуги 26—28 в, скорость сварки 11 —18 м/ч, расход аргона 20—25 дм 3 /мин. Число проходов: для толщины 20 мм — 2; 35 мм — 4—6; 50 мм—10—12; 100 мм—18—22. Для толщин 100 мм зазор 0±2 мм; для 50 и 100 мм угол разделки кромок 80°.
Сварка меди. Медь сваривают вольфрамовым электродом на постоянном токе прямой полярности или на переменном токе с применением осциллятора. В качестве инертного газа при сварке меди М-1 и М-2 вместо аргона можно применять гелий или азот.
Присадочные прутки могут быть из сплавов: хромистой меди, содержащей 1-1,2% хрома, остальное - медь; кремнемарганцовистой меди (эвердур) КМц-3-1, содержащей 1-1,5% марганца, 2,75-3,5% кремния, остальное - медь. Для гелие-дуговой сварки меди толщиной 2-3 мм применяют режим: ток 100-165 а, скорость сварки 22—24 м/ч, расход гелия 550-600 дм 3 /ч, диаметр вольфрамового электрода 2-2,5 мм, диаметр присадочной проволоки 2,5-3 мм, диаметр отверстия мундштука 6 мм.
Если в качестве защитного газа используют азот, то для получения требуемых механических свойств наплавленного металла применяют присадочный пруток из медной проволоки, покрытой флюсом. В состав флюса вводят раскислители (фосфор, кремний и марганец) в виде ферросплавов: феррофосфора, ферросилиция и ферромарганца; флюс можно наносить не на проволоку, а насыпать в канавку подкладки, расположенную под швом.
Медь марки М-3 содержит больше примесей, чем медь марок М-1 и М-2, и потому сваривается хуже - шов получается хрупким. Исследования Г. А. Асиновской и И. С. Шапиро показали, что медь М-3 толщиной до 3 мм целесообразно сваривать аргонодуговым способом на переменном токе, а в качестве присадочного прутка использовать бронзу Бр. КМц-3-1. При испытаниях сварочное соединение показало следующие свойства: временное сопротивление после сварки 19 кгс/мм 2 , после проковки в холодном состоянии 23 кгс/мм 2 , угол загиба 180°. Сварку рекомендуется вести на таком режиме:

Сварка бронзы. Бронза Бр. ОЦС-4-4-2,5 (олова 3,5%; цинка 3,5%, свинца 2,2%, медь — остальное) обладает высокой прочностью (ов = 30 кгс/мм 2 ), хорошей пластичностью, упругостью и сопротивлением усталости и износу, вследствие чего находит широкое применение в промышленности. Аргоно-дуговую сварку выполняют вольфрамовым электродом диаметром 3,5 мм. Бронзу толщиной 1,4—2,5 мм сваривают без присадочного материала на постоянном токе прямой полярности или на переменном токе с осциллятором. Аргон применяют марки В. Швы сваривают встык на медной подкладке без зазора. Режимы см. в табл. 47.

Механическая обработка и прокатка сварных швов улучшает их механические свойства. Химический состав металла шва несколько отличается от основного, так как при сварке происходит выгорание цинка и окисление свинца и олова. Уменьшение легирующих примесей и литая структура обусловливают пониженную прочность металла шва по сравнению с основным металлом.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Сущность аргонно-дуговой сварки, газы, электроды
В инертных газах - аргоне, гелии, азоте и их смесях сваривают нержавеющие стали, легкие металлы - алюминий, магний, титан, цирконий и медь. Данный способ обеспечивает высокую производительность и получение швов высокого качества.
Наибольшее применение получили два способа сварки в аргоне: неплавящимся электродом и плавящимся электродом. Инертные газы не взаимодействуют с расплавленным металлом и его окислами; они обеспечивают лишь защиту дуги и расплавленного металла от действия кислорода окружающего воздуха, создавая вокруг них защитную газовую атмосферу.
Сварка в аргоне, гелии и других инертных газах имеет следующие преимущества перед сваркой покрытыми электродами и под флюсом:
1. Обеспечивает надежную защиту расплавленного металла от воздействия кислорода окружающего воздуха.
2. Не требует применения покрытий и флюсов, флюсы усложняют аппаратуру и процесс сварки и образуют, как и покрытия, шлаки, могущие загрязнять шов.
3. Характеризуется высокой производительностью и устойчивостью процесса сварки.
4. Позволяет осуществлять полную автоматизацию и механизацию процесса сварки.
5. Допускает возможность сварки разнородных металлов.
6. Дает наплавленный металл с высокими механическими свойствами и постоянством состава.
7. Обеспечивает хороший внешний вид сварного шва.
8. Дает малую зону теплового влияния, что уменьшает деформации, возникающие при сварке.
9. Делает возможной сварку металлов малой толщины.
10. Отсутствуют трудоемкие операции по очистке изделия от шлаков и остатков флюса.
Применяемые газы и электроды
Защитные газы. Требования к чистоте аргона и гелия определяются свойствами свариваемых металлов. Промышленностью выпускается для сварки аргон газообразный чистый по ГОСТ 10157-79 трех марок:
Марки А — для сварки и плавки активных и редких металлов (титана, циркония, ниобия) и сплавов на их основе, а также для сварки особо ответственных изделий из других материалов на заключительных этапах изготовления.
Марки Б — для плавки и сварки плавящимся и неплавящимся вольфрамовым электродом сплавов на основе алюминия и магния, а также других сплавов, чувствительных к примесям газов, растворимых в металле.
Марки В — для сварки и плавки нержавеющих, хромоникелевых, жаропрочных сплавов, легированных сталей различных марок и чистого алюминия.
Требования к аргону приведены в таблице ниже.

ГОСТ 10157—62 разрешает также по согласованным техническим условиям поставку газообразного аргона в смеси с кислородом, водородом, гелием и азотом.
Гелий выпускается по ВТУМХП 0446—54 двух марок:

Гелий и аргон поставляются в баллонах под давлением 150±5 кгс/см 2 . Баллоны для аргона окрашены в серый цвет. На верхней части баллона нанесена зеленая полоса и сделана черная надпись «Аргон чистый». Баллоны для гелия окрашивают в коричневый цвет; баллоны с гелием I надписи не имеют, с гелием II — имеют белую надпись «Гелий».
Если аргон содержит повышенное количество углекислого газа, влаги и кислорода, его можно подвергать дополнительной очистке, пропуская перед поступлением в горелку через очистительные колонки, заполненные 30%-ным раствором едкого калия (для очистки от С02) и кусками едкого калия (для осушки от влаги). Затем аргон пропускают через электропечь с медной стружкой, которая при температуре 650—700° С удерживает кислород. Расход аргона при сварке зависит от диаметра электрода и обычно составляет от 120 до 600 дм 3 /ч.
Расход гелия при сварке на 30—40% выше расхода аргона, напряжение дуги в гелии в 1,5—2 раза больше, чем в аргоне. Дуга в гелии при одинаковом токе выделяет больше тепла, чем в аргоне и обладает большей проплавляющей способностью. Изменение длины дуги в гелии оказывает большее влияние на глубину проплавления. Гелий в 10 раз легче аргона. Более широкое применение для сварки получил аргон.
Электроды. В качестве неплавящихся электродов применяют вольфрамовые стержни. Вольфрам представляет собой тугоплавкий металл, плавящийся при 3350—3600° С. Для электрода берется вольфрамовая проволока диаметром от 1 до 8 мм, содержащая до 1,5—2% окиси тория, или вольфрамовая проволока BЛ-10 с примесью лантана. Добавка к вольфраму тория или лантана при сварке на постоянном токе прямой полярности обеспечивает высокую устойчивость дуги, хорошее ее зажигание, позволяет повысить плотность тока в электроде при малом расходе вольфрама и уменьшает чувствительность электрода к загрязнениям при коротких замыканиях его на изделие. В процессе сварки электрод частично испаряется; расход вольфрамовых электродов при токе до 300 А равен примерно 0,5 г/м шва.
Угольные или графитированные электроды можно применять только при сварке нержавеющих и жароупорных сталей и нельзя использовать при сварке легких сплавов (алюминиевых и магниевых), так как в этом случае на поверхности шва получается темный налет и образуются поры. При сварке угольными электродами не обязательна дополнительная очистка технического аргона от примеси кислорода и влаги, так как эти вещества химически связываются углеродом электрода и поэтому не оказывают вредного влияния на качество шва.
При сварке плавящимся электродом используется металлическая проволока из того же металла, что и свариваемый металл (алюминий, нержавеющая сталь).
Выбор диаметра вольфрамового электрода
В качестве неплавящихся электродов для дуговой сварки в среде инертных газов применяются главным образом вольфрамовые прутки.
Некоторые сведения о вольфраме. Вольфрам - самый тугоплавкий металл, уступающий в этом отношении только углероду. Удельный вес вольфрама 19,3 г/см 3 . Наряду с высокой температурой плавления, равной 3350-3600° С, он обладает ничтожной летучестью при высоких температурах и низким коэффициентом теплопроводности (фиг. 76).

В свободном состоянии вольфрам в природе не встречается. Важными соединениями, в виде которых встречается вольфрам, являются соли вольфрамовой кислоты. Вольфрам практически не является редким металлом, так как он распространен в земной коре не меньше, чем свинец и олово, и вдвое больше, чем медь.
Схематически производство вольфрамовой проволоки состоит из следующих стадий:
1) химической обработки вольфрамовой руды с целью получения вольфрамовой кислоты;
2) восстановления вольфрамовой кислоты в металл;
3) протяжки металлического вольфрама в вольфрамовую проволоку.
Вольфрамовая кислота H2W04, просушенная и размолотая, представляет собой мелкий порошок желтого цвета. Она является соединением окиси вольфрама W03 с водой.
Восстановление вольфрамовой кислоты производится в специальных электропечах, где происходит процесс отнятия кислорода от кислоты водородом при температуре не ниже 700°. Затем полученный порошок вольфрама прессуется, спекается и сваривается. Полученный таким образом вольфрам подвергают механической обработке: ковке и протяжке до нужного диаметра. Механическую обработку ввиду хрупкости вольфрама при обычной температуре производят в нагретом состоянии. На различных стадиях обработки температура нагрева изменяется. Наибольший нагрев до 1500° дается при ковке, при волочении температура нагрева снижается до 800-950°. Таким путем получают вольфрамовую проволоку или прутки.
Вольфрамовая проволока или прутки, применяемые в качестве электродов для сварки, должны удовлетворять специальным техническим условиям.
Выбор диаметра вольфрамового электрода
Для сварки в среде инертных газов обычно применяют вольфрамовые электроды диаметром от 0,8 мм и выше в зависимости от тока, необходимого для достижения требуемого проплавления. Чаще всего применяют электроды диаметром от 0,8 до 6,0 мм.
Допустимая сила или плотность тока устанавливается, исходя из следующих соображений. Конец электрода на поверхности в том месте, где горит дуга, расплавлен. Если вольфрам недостаточно разогрет, то дуга нестабильна и колеблется из стороны в сторону. Дуга горит стабильно лишь при определенной плотности тока, когда вольфрам уже достаточно разогрет.
Помимо стабильности дуги при установлении минимального тока приходится считаться с явлением эрозии кончика электрода. Исследованием влияния силы тока на вольфрамовый электрод было установлено, что если применяется ток недостаточной силы, то горение дуги между вольфрамовым электродом и малоуглеродистой сталью в среде гелия вызывает эрозию или постепенное истечение металла с электрода, которое стремится сузить конец электрода. Истечение металла направлено к концу электрода, вызывая образование шарика на его конце и удлинение электрода. В одном опыте эта эрозия настолько усилилась, что кончик электрода дрогнул и готов был оторваться (фиг. 77, а). Отрыв кончика электрода был предупрежден увеличением сварочного тока, благодаря чему можно было наблюдать, как кончик электрода плавился, (фиг. 77, б) прежде чем эрозия достигла предельной величины. После расплавления кончика электрода явление эрозии исчезает и конец электрода сохраняет правильное сферическое очертание (фиг. 77, в).
При горении дуги в среде аргона слабый ток вызывает образование на одной стороне конца электрода небольшого расплавленного шарика (фиг. 77, г). Этот шарик стремится обойти вокруг кончика электрода, образуя изогнутый наплыв (фиг. 77, д). Затем наступает момент, когда шарик открывается и тотчас же образуется новый. Если увеличить ток настолько чтобы расплавился кончик электрода, то последний сохраняет постоянную сферическую форму (фиг. 77, е).
Таким образом, минимально допустимый ток определяется, с одной стороны, стабильностью дуги, а с другой - сохранением неизменной сферической формы конца электрода.
Максимальная величина сварочного тока ограничивается склонностью к образованию чрезмерно больших шариков расплавленного вольфрама на конце электрода, к вибрированию этих шариков, к отрыву их и переносу в расплавленную ванночку. Даже в тех случаях, когда большая капля расплавленного вольфрама не отрывается, наличие ее весьма затрудняет процесс сварки, ибо малейший толчок электрододержателя вызывает вибрацию капли расплавленного вольфрама, в результате чего столб дуги проходит на изделие от точки капли, ближайшей к изделию.
В таких случаях получается волнистый шов и недостаточный провар в некоторых точках. Кроме того, слишком большая капля препятствует нормальному истечению газа из сопла, вследствие чего в зону сварки попадает воздух.
Чем выше сварочный ток (в пределах допустимой величины), тем устойчивее дуга.
Таблица 18. Допустимые значения тока для электродов различного диаметра при сварке постоянным током в среде инертных газов высокой чистоты (99,8%)
На фиг. 78, а и б даны графики предельных значений сварочного тока для электродов различных диаметров при питании дуги переменным током и использовании технического (фиг. 78, а) и чистого (фиг. 78, б) аргона.

В табл. 18 приведены предельные значения сварочного тока при наиболее употребляемых диаметрах вольфрамовых электродов для постоянного тока и при чистых аргоне и гелии. Материал изделия, по-видимому, не оказывает влияния на предельные значения тока. Следует заметить, что эти величины приблизительны, так как они зависят от конструкции электрододержателя, состояния поверхности электрода и в известной мере от опытности сварщика.

При сварке на постоянном токе полезно применять торированные вольфрамовые электроды. Эти электроды содержат некоторое количество окиси тория, которая добавляется в вольфрамовый порошок перед формовкой и спеканием электрода.

Оптимальными характеристиками обладают вольфрамовые электроды, содержащие 15% окиси тория, но производственное применение нашли электроды, содержащие 1 % окиси тория. Допускаемая для торированных электродов плотность тока выше (табл. 19), и концы их не плавятся и не меняют во время сварки своей формы (фиг. 79, б). Значительно облегчается зажигание дуги, которое происходит быстрее, чем при неторированных электродах (фиг. 80) при более низком напряжении холостого хода (табл. 20) и при этом конец электрода не разрушается. Поэтому зажигание дуги легко производится на изделии без опасности попадания включений вольфрама в шов.
При случайных касаниях концом электрода расплавленного алюминия, вольфрам не загрязняется, и поэтому сварку можно вести без остановки. Расход таких электродов меньше, чем обычных.

Особенностью применения торированных вольфрамовых электродов является снижение напряжения дуги на 3-5 в. В гелии напряжение дуги снижается в большей степени, чем в аргоне.
Напряжение холостого хода для зажигания дуги при обычных и торированных электродах:

Технология сварки цветных металлов и сплавов на их основе

Для алюминия и его сплавов используют все виды сварки плавлением. Наибольшее применение нашли автоматическая и полуавтоматическая дуговая сварка неплавящимся и плавящимся электродом в среде инертных защитных газов, автоматическая дуговая сварка с использованием флюса (открытой и закрытой дугой), электрошлаковая сварка, ручная дуговая сварка плавящимся электродом, электронно-лучевая сварка.
Дуговую сварку в среде инертных газов осуществляют неплавящимися (вольфрамовыми чистыми, лантанированными и иттрированными) и плавящимися электродами. Используемые инертные газы: аргон высшего и первого сорта по ГОСТ 10157-79, гелий повышенной чистоты, смесь аргона с гелием. Выбор конкретного способа сварки определяется конструкцией изделия и условиями производства.
Сварка неплавящимся электродом диаметром 2 . 6 мм используется для узлов с толщиной стенки до 12 мм. Толщины 3 мм сваривают за один проход на стальной подкладке, толщины 4 . 6 мм - за два прохода (по проходу с каждой стороны), более 6 мм - за несколько проходов с предварительной разделкой кромок (V- или Х-образной). Присадочный металл выбирают в зависимости от марки сплава: для технического алюминия - проволоку марок АО, АД или АК, для сплавов типа АМг - проволоки той же марки, но с увеличенным (на 1 . 1,5 %) содержанием магния для компенсации его угара. Диаметр проволок 2 . 5 мм.
Ручную дуговую сварку вольфрамовым электродом ведут на специально для этого разработанных установках типа УДГ. При других условиях питание дуги при сварке неплавящимся электродом может осуществляться от других источников переменного тока. Использование источников переменного тока связано с тем, что при сварке постоянным током обратной полярности допустим сварочный ток небольшой величины из-за возможного расплавления электрода, а при сварке постоянным током прямой полярности не происходит удаления окисной пленки с поверхности алюминия. Расход аргона составляет 6 . 15 л/мин. При переходе на гелий расход газа увеличивается примерно в 2 раза. Напряжение дуги при сварке в аргоне 15 . 20 В, а в гелии 25 . 30 В. Рекомендуемые режимы сварки приведены в табл. 1.
Табл. 1 Рекомендуемые режимы сварки вольфрамовым электродом
Толщина металла
Сила тока, А
вольфрамового электрода
присадочной проволоки
При выполнении швов на алюминии вручную особое внимание уделяется технике сварки. Угол между присадочной проволокой и электродом должен быть примерно 90°. Присадка подается короткими возвратно-поступательными движениями. Недопустимы поперечные колебания вольфрамового электрода. Длина дуги 1,5 . 2,5 мм. Вылет электрода от торца наконечника горелки 1 . 1,5 мм. Сварку ведут обычно справа налево ("левый" способ), чтобы снизить перегрев свариваемого металла. При автоматической сварке вольфрамовым электродом качество и свойства шва по его длине более стабильны, чем при ручной сварке.
Производительность сварки вольфрамовым электродом можно повысить в 3 . 5 раз, если использовать трехфазную дугу (рис. 1). Благодаря более интенсивному прогреву за один проход на подкладке сваривают листы толщиной до 30 мм. Сварку осуществляют как ручным, так и механизированным способом (табл. 2).
Сварку плавящимся электродом выполняют полуавтоматом или автоматом в чистом аргоне либо в смеси из аргона и гелия (до 70 % Не) на постоянном токе обратной полярности проволокой диаметром 1,5 . 2,5 мм. Режимы сварки плавящимся электродом сплавов типа АМг приведены в табл. 3.
При использовании газовой смеси (30 % Аr и 70 % Не) увеличиваются ширина и глубина провара и улучшается форма шва.
Рис. 1 Схема сварки трехфазной дугой (a) и поперечное сечение сварного шва (б): 1 - сопло; 2,3 - электроды; 4 - изделие
Для обеспечения большей устойчивости процесса переноса капель с плавящегося электрода, особенно при сварке в различных пространственных положениях, используют наложение на основной сварочный ток импульсов тока заданных параметров с частотой 50 . 100 Гц.
Табл. 2 Ориентировочные режимы аргонодуговой сварки алюминия трехфазной дугой
Толщина металла, мм
vсв, м/ч (vсв103,м/с)
вольфр. электродов
присад. проволоки
Сварка без разделки кромок на подкладке
Табл. 3 Рекомендуемые режимы сварки плавящимся электродом в защитных газах алюминиевых сплавов типа АМг
Тип разделки
Число проходов
Диаметр электрода, мм
Первый проход
Последующие проходы
напряжение, В
скорость сварки,
Примечание. Расход аргона 15 . 20 л/мин.
При сварке листов малых толщин хорошие результаты по формированию сварного соединения получают при микроплазменной сварке. При этом аргон является плазмообразующим газом, а гелий - защитным. Гелий выполняет две функции: охлаждает периферийные слои плазмы и защищает жидкий металл сварочной ванны от воздействия воздуха.
Автоматическая сварка алюминия и его ставов с применением флюсов реализуется в двух вариантах: сварка по флюсу полуоткрытой дугой и сварка под флюсом закрытой дугой.
Сварку по флюсу применяют при производстве сосудов из алюминия и сплавов типа АМц с использованием фторидно-хлоридных флюсов. Сварка по флюсу ведется вследствие высокой электропроводности данных флюсов даже в нерасплавленном состоянии, а поэтому возможно шунтирование дуги и нарушение стабильности ее горения. Благодаря высокой концентрации энергии при сварке алюминия по флюсу достигается глубокое проплавление основного металла.
При равных токах глубина проплавления алюминия в 2 . 3 раза выше, чем стали. Для технического алюминия применяют флюс АН-А1, а для сплавов - другие флюсы, не содержащие NaCl, так как в случае загрязнения металла шва восстановленным натрием ухудшается его пластичность. Толщина слоя насыпанного флюса обычно составляет 7 . 16 мм, а ширина 25 . 45 мм в зависимости от толщины свариваемого металла. Сварка ведется на постоянном токе обратной полярности одинарным (табл. 4) или сдвоенным (расщепленным) электродом на стальной формирующей подкладке.
Табл. 4 Режимы однопроходной сварки по слою флюса одиночным электродом на формирующей подкладке
Диаметр электродной проволоки, мм
Плотность тока,
Напряжение дуги, В
Скорость сварки, м/ч
Сварочные алюминиевые проволоки обладают небольшой жесткостью и вследствие значительных колебаний конца проволоки при сварке могут возникнуть непровары. Использование сдвоенных проволок позволяет увеличить размеры сварочной ванны, время пребывания в жидком состоянии, улучшить условия для дегазации сварочной ванны и уменьшить пористость.
В конструкцию тракторов для автоматической сварки по флюсу вносят специальные бункеры с дозаторами флюса, подающие механизмы тянущего типа, специальные водоохлаждаемые мундштуки, газоотсасывающее устройство. Основные преимущества сварки по флюсу: высокие производительность и экономичность по сравнению с другими способами, меньшее коробление конструкции. Недостаток - необходимость удаления шлака после сварки.
Автоматическую сварку под флюсом ведут на больших плотностях тока расщепленным электродом переменным или постоянным обратной полярности током. Применяют керамические флюсы ЖА-64 и ЖА-64А. При этом предъявляются повышенные требования к вентиляционным системам для удаления паров флюса.
Электрошлаковую сварку алюминия и его сплавов осуществляют для толщин металла 50 . 250 мм. Сварку ведут на переменном токе пластинчатыми электродами или плавящимися мундштуками. Применяют флюсы АН-301, АН-302 на основе галогенидов щелочных и щелочноземельных металлов. Формирование шва осуществляют медными водоохлаждаемыми или графитовыми кристаллизаторами. Плотность тока в электроде около 2,5 А/мм2, скорость сварки 6 . 8 м/ч. Прочность сварных соединений составляет 80 . 100 % прочности основного металла. Технико-экономическая эффективность данного способа сварки возрастает с увеличением толщины свариваемых изделий.
Ручная дуговая сварка покрытыми электродами выполняется для изделий из технического алюминия, алюминиево-марганцевых и алюминиево-магниевых (с содержанием магния до 5 %) сплавов, силуминов при толщине металла более 4 мм. Можно сваривать металл толщиной до 20 мм без разделки кромок, но рекомендуется производить разделку с толщин 10 мм.
Наиболее применяемый тип соединения - стыковое. Соединения внахлестку и тавровые не рекомендуют, так как возможно затекание шлака в зазоры, откуда его сложно удалить при промывке. Остатки шлака могут вызвать коррозию.
При сварке необходим подогрев до 100 . 400 °С в зависимости от толщины деталей. Диаметр электродов d = 4 . 8 мм. Стержень электрода изготовляют из проволок состава, близкого к составу основного металла. Для сплавов типа АМг берут проволоку с увеличенным на 2 % содержанием магния для компенсации его угара при сварке.
Основу покрытия составляют криолит, хлористые и фтористые соли натрия и калия. Ток постоянный обратной полярности. При сварке алюминиевый электрод расплавляется в 2 . 3 раза быстрее стального. Покрытия электродов имеют значительное электрическое сопротивление. При обрывах дуги кратер и конец электрода покрываются пленкой шлака, препятствующей ее повторному зажиганию. Поэтому сварку рекомендуют выполнять на высоких скоростях, без колебания конца электрода, непрерывно в пределах одного электрода.
При выполнении многослойных швов перед наложением каждого слоя требуется тщательная зачистка от шлака и окислов. Получаемые сварные соединения обладают удовлетворительными механическими свойствами.
Ручная дуговая сварка угольными электродами производится только для неответственных конструкций из алюминия. Сварку производят постоянным током прямой полярности. Диаметр угольного электрода dэ = 10 . 20 мм. Конец угольного электрода затачивают на конус под углом 60°. Металл толщиной до 2,5 мм сваривают без разделки кромок, а свыше - с разделкой (угол разделки 70 . 90°). Используют присадочный пруток диаметром 2 . 5 мм. Предварительно на присадочный пруток наносят слой флюса многократным окунанием в водный раствор флюса (смеси фторидно-хлоридных солей) или флюс наносят в виде пасты на свариваемые кромки.
Газовая сварка алюминия ведется с использованием ацетилена и реже с использованием пропан-бутановой смеси и метана. Сварка ведется нормальным пламенем при незначительном избытке ацетилена. При выборе горелки исходят из расхода примерно 100 л/ч ацетилена на 1 мм толщины основного металла. Номер наконечника выбирают в зависимости от толщины свариваемых заготовок. Диаметр присадочного прутка 1,5 . 5,5 мм в зависимости от толщины свариваемых заготовок.
Наиболее распространенный флюс АФ-4А наносится на присадочный пруток или свариваемые кромки. При толщине заготовок до 4 мм разделку кромок не выполняют, а свыше 4 мм - рекомендуется выполнять. При толщине листов более 8 мм производят общий или местный подогрев. Сварку выполняют "левым" способом. После сварки швы промывают для удаления флюсов теплой или подкисленной (2 %-ный раствор хромовой кислоты) водой.
Электронно-лучевая сварка (ЭЛС) является эффективным способом соединения заготовок из алюминиевых сплавов. По сравнению с другими способами этот способ позволяет производить сварку при высокой плотности теплового потока, минимальных тепловложениях, высоких скоростях и получать минимальное разупрочнение металла в зоне термического влияния, плотные качественные швы, минимальные деформации конструкций.
Разрушение окисной пленки при электронно-лучевой сварке идет за счет воздействия на пленку паров металла и за счет разложения окиси алюминия в вакууме с образованием газообразной субокиси алюминия А1О. Вакуум способствует удалению водорода из шва.
Магний и его сплавы
Сварку магниевых сплавов в основном осуществляют вольфрамовым лантанированным или иттрированным электродом в аргоне (иногда в гелии) на переменном токе. Инертный газ аргон обеспечивает хорошую защиту сварочной ванны от окружающей атмосферы, а переменный ток способствует разрушению окисной пленки в периоды обратной полярности вследствие катодного распыления. Для предотвращения попадания в металл окисной пленки с корня шва сварку ведут с полным проплавлением кромок на подкладках из металлов с малой теплопроводностью (аустенитные стали). С этой позиции менее технологичны нахлесточные, тавровые и угловые соединения. Наилучшие защита зоны сварки и эффект катодного распыления обеспечиваются при малой длине дуги (1 . 1,5 мм). Ориентировочные режимы сварки вольфрамовым электродом приведены в табл. 5.
Для сварки металлов толщиной более 5 мм может быть использована сварка плавящимся электродом со струйным переносом электродного металла на повышенных токах. Сварку плавящимся электродом осуществляют от источников постоянного тока на обратной полярности. Сварка магниевых сплавов плавящимся электродом осуществляется за один проход при толщинах до 5 мм без разделки кромок, толщинах 10 . 20 мм -с V-образной разделкой с углом раскрытия 50 . 60° и притуплением 2 . 6 мм, при толщинах больше 20 мм - Х-образной разделкой.
Табл. 5 Ориентировочные режимы аргонодуговой сварки вольфрамовым электродом магниевых сплавов
Читайте также: