Почему греется масса на сварочном аппарате
Обновлено: 28.05.2024
На работе доделываю аппарат точечной сварки .
Пытались собрать до меня ранее, но трансформатор грелся .
Трансформаторы одинаковой мощности порядка 0,8 кВА выход одного 2,2 вольта, второго порядка 6 вольт .
Аппарат такой маломощный нужен для сварки оцинковки и листового железа толщиной не более 0,5 мм .
Второй с повышенным напряжением грелся почему ?
Понимаю, что чем выше напряжение, тем ниже выходной ток при одинаковой мощности, однако оба трансформатора работают в режиме кз, связан ли нагрев второго с коэффициентом заполнения паза и с плотностью тока на выходе ?
Если нагрев второго был связан именно с этим, то каким образом ?
Если спросить проще, то почему вторичная обмотка в 4 витка не греется даже при разогреве шпильки диаметром 8 мм, а обмотка в 12 витков греется при том же режиме кз на выходе ?
Ради прикола посчитайте мощность, которую потребляет эта сварка - 2,2*1000А=2200 ватт, а у второго ток ещё больше, потому, что напряжение выше, это же классика.
У второго как раз ток еще меньше , а не больше .
2,2 вольта это трансформатор , который поставил сейчас .
Трансформатор этот с какой то промышленной маломощной точечной сварки .
Габаритная мощность трансформаторов по железу примерно одинакова - 800 В*А , трансформатор не может выдать мощность более , чем заложено по железу .
Полная мощность - P = U * I
800/2,2 = 363 ампера при 2,2 вольтах
800/6 = 133 ампера при 6 вольтах
При всем этом собирал ранее точечную сварку на 6 вольт при габаритной мощности трансформатора 1,5 кВ*А - работало нормально .
Греется трансформатор как раз при меньшем токе в обмотке , а не при большем , в том то и дело .
Потому и написал про возможную взаимосвязь плотности тока и коэффициента заполнения паза .
Выходная мощность ограничена габаритной мощностью трансформатора .
В данном случае мощность трансформатора 800 В*А .
Yavsyuha Мудрец (16458) Правильно. А хотите Вы с него снять киловата 3-4. Может Вы витков 50 намотаете и будите удивляться, почему не тянет. Вас ослепил режим КЗ. Вы не учли самые главные параметры - Сечение железа и Выходное напряжение. Посчитали что Uкз = 0, а это физический и математический нонсенс.
Откуда дровишки про то, что чем выше напряжение, тем ниже выходной ток? Закон Ома знаете? Чем выше напряжение, тем выше и ток при одном и том же сопротивлении нагрузки. Аппарат точечной сварки работает в режиме КЗ, то есть, ток определяется внутренним сопротивлением трансформатора. Если трансформаторы имеют примерно одинаковую конструкцию, то и внутреннее сопротивление у них почти одинаковое. Так что, трансформатор с напряжением на ХХ 6 вольт выдаст ток примерно раза в два выше, чем трансформатор на 2,2 вольта. И энергия почти вся рассеется на сопротивлении проводов. Вот и будет греться трансформатор раз в пять больше, чем низковольтный.
А если выходное напряжение будет 800 вольт , то при такой габаритной мощности трансформатора выходной ток будет всего 1 ампер .
Выходной ток ограничивается мощностью , которую может выдать трансформатор .
vgg60 Просветленный (21284) Не будет всего один ампер. Откуда трансформатор знает, что Вы ему насчитали габаритную мощность 800 ватт? Ему по барабану Ваши расчёты. Он получает на вход 220 вольт, трансформирует на вторичку это напряжение пропорционально количеству витков и выдаёт на ХХ соответствующее напряжение, например - 6 вольт. Прицепили к нему нагрузку 1 Ом, он выдаст 6 ампер. Прицепили нагрузку 0,1 Ома, он выдаст немного меньше шестидесяти ампер - начнёт работать его внутреннее сопротивление и ограничивать ток. Но это сопротивление определяется, главным образом, сопротивлением проводов и индуктивностью рассеяния трансформатора (коэффициентом связи между обмотками). Если индуктивное сопротивление окажется больше омического сопротивления, то именно оно и будет ограничивать ток. А габаритная мощность - это чисто умозрительная характеристика, нужная для грубой оценки перегрева. Ничего она больше не определяет. Намотали первичную и вторичную обмотки на разных стержнях, и никакого тока не высосете из транса.
Это как никак трансформатор с ограниченной железом выходной мощностью , а не идеальный источник тока , мощность которого неограниченна и внутреннее сопротивление которого равно всегда нулю .
vgg60 Просветленный (21284) Железо накладывает ограничение не на мощность, а на количество меди, которое приходится заталкивать в это железо. Непосредственно на мощность трансформатора железо влиять никак не может - нет такого механизма у него. Габаритная мощность реально ничего не ограничивает. Служит только для грубых оценок, что можно в принципе выкачать из данного железа без существенного перегрева. А с перегревом - запросто можно и больше. Число, записанное на бумажке ( а габаритная мощность - именно число и ничего больше) никак не может ограничивать ток. Ток ограничивают совсем другие параметры.
Ремонт сварочных инверторов. Часть вторая.

Вернемсь назад. Я человек который имеет немго (мало) опыта. Элементарные понятия имею . Пояльник держу в руках без мандража, (пить не предлагать - номер не проходит) Короче как в фильме кавказ. пленница фраза " Имею желание. но не имею возможности , Имею возможность. но не имею возможности" В мастеской ломанули цену почти как за новый . Пришлось указать куда им нужно немедленно идти. Надеюсь на Вашу помощь и терпение и зву в помощь госпожу удачу. Участок от 220 по Тр идентичны , возле транса деталей поболее
С чего начинать ?
danja написал :
Схема zx7 немного подходит даю схему zx7 (кусок нашол на форуме)
Здесь она целиком.
Не мучаться и в ремонт его сдать. Дешевле выйдет и нервы целее будут.
А для интересу ветки по ремонту перечитать можно, и первую часть здесь. И на Валодине по ремонту аналогичных.
Они разные бывают. И на УС, и на Випере и на транзисторах, как в этой схемке. Так что проверять нужно по плате.
для интеререса как выбрать качественный igbt и реально ли сделать заказ в космодроме
По идее- одинаковые на всех.
По поводу одинаковых неисправностей: начитался здесь о том как по слою отсыревшей пыли пробивает схему. После работы на стройке вскрыл свой апп и обалдел-весь белый в штукатурной пыли. Хочу сказать спасибо тем кто сталкиваясь с такими случаями не ленится рассказывать об этом другим.
Много как то и здесь писал, и на других ветках, что неплохо бы "для себя" профлюсовать плату. И фото выкладывал, как пришел зимой аппарат, так ноги транзисторов были не то, что в конденсате, а в слое воды. Но транзисторы выжили. До этого аппарат был в ремонте уже, (релюха накрывалась) и тогда платы пролил флюсом, это их и спасло. (Второй раз пришел в ремонт со вздутыми электролитами).
ГОСТ , и каким флюсом проливал, если не секрет?
У меня раньше была возможность доставать покровный лак на производстве. К сожалению чел оттуда уволился, теперь такой возможности нет.
Добрый день.
Помогите пожалуйста со схемой spark mma200-pro(похожа на z7-225)
Отсутствует напруга на выходе(тр-ры и диоды целые,не запускается ШИМ 3846)
Спасибо.

bumba , Фига се! Вы уже новый год встретили судя по дате на фотках!
А начинать надо с проверки питания тогда уж, раз ШИМ не работает.
Garik_31 C датой ошибочка вышла ,питание +310,+-15,+24 присутствует(на микрухах соответственно тоже)
bumba , Почитайте сдесь.
У Вас на выходе напруги вообще нет или какое - то всё же есть? Ежели 8 - 14 вольт имеется, то , возможно , это работа БСН и он у Вас исправен.
Бывало такое, что пропадает контакт в байонетах. Потяните их за провод посильнее.
Ежели всё ОК, то проверьте резистор белый на плате питания. Оборван - менять и его и реле.
И последнее, точнее первое:
как Вы проверяли и какие данные у Вас получились?
bumba , это типа 145-го Сварога наверно
joha На вскидку, от 165-го отличается отсутствием перемычки S3 на первом фото (VRD - вкл/выкл), висит какой-то элемент (скорее всего диод, на фото плохо видно) от белой "кляксы" рядом с 6-контактным разъемом справа до правого края платы ШИМ (возможно, "обход" отсутствующей перемычки с отключением VRD), на плате ШИМ с оборотной стороны припаян резистор. И что расположено (как будто завернутое в пленку) между силовым трансом и выходными разъемами?
А ШИМ может не запускаться из-за того, что заблокирован включившимся оптроном U5 - он включается отрицательным напряжением, приходящем через диоды от системы VRD (D18) и от системы антизалипания (D11) на приложенном фото. А в приложенном .pdf файле смотрите схему для ARC160/ARC180 - качество схемы оставляет желать лучшего, но другой нет. А термодатчик исправен? А то он тоже может блокировать ШИМ, но будет светиться индикатор "перегрев"
имеется сварочник техника-164 после пробоя ключей, осциллограммы на uc3845 на выходе нет прямоугольного импульса! Уже всю голову сломал, микруху и полевик заменил. На первой фото сигнал на 4ноге, на остальных ногах тоже порядок. Что может быть?
sar444 написал :
осциллограммы на uc3845 на выходе нет прямоугольного импульса!
Откинуть от её выхода нагрузку (полевик. Похоже на сильную емкостную нагрузку.), если и тогда не будет прямоугольника - значит бобик сдох (УС). Новую ставить, бывают целые партии бракованные.
без полевика картина таже. Сильно сомневаюсь что шим сдох, со старым сигналы такие же. Может чего с оциллографом?
Простейший аппарат. Есть ветка - полное руководство по его ремонту. Разжевано все донельзя. Только народу читать, видно вообще влом.
tehsvar написал :
bumba , Почитайте сдесь.
У Вас на выходе напруги вообще нет или какое - то всё же есть? Ежели 8 - 14 вольт имеется, то , возможно , это работа БСН и он у Вас исправен.
Бывало такое, что пропадает контакт в байонетах. Потяните их за провод посильнее.
Ежели всё ОК, то проверьте резистор белый на плате питания. Оборван - менять и его и реле.
И последнее, точнее первое:
На выходе полный ноль,резистор не оборван,питание на igbt есть,тр-ры и диоды проверял мультиметром на короткое(в предыдущем не правильно выразился) предварительно выпаяв.
borys78rus написал :
На вскидку, от 165-го отличается отсутствием перемычки S3 на первом фото (VRD - вкл/выкл), висит какой-то элемент (скорее всего диод, на фото плохо видно) от белой "кляксы" рядом с 6-контактным разъемом справа до правого края платы ШИМ (возможно, "обход" отсутствующей перемычки с отключением VRD), на плате ШИМ с оборотной стороны припаян резистор. И что расположено (как будто завернутое в пленку) между силовым трансом и выходными разъемами?
Термодатчик исправен(при закорачивании горит светодиод перегрева).
Выпаял irf.Подскажите какое напряжение должно быть на 11,14(1,4,5,16) ногах 3846,осцила не имею.
В пакетике болтики чтобы не про-ть
Настройка сварочного полуавтомата.

Для кого-то это вообще не проблема. Кто-то нашел "волшебное" соотношение крутилок и уже варит. Но о том, как настраивать полуавтомат "по фен шую" не сильно то и прочитаешь. Люди, обычно описывающие "как настроить", обычно являются опытными сварщиками и им непонятны проблемы новичков. Сам являюсь очень начинающим сварщиком, и думаю, что написанное мною будет полезно тем, кто впервые взял в руки горелку полуавтомата. На то, что предложенное мною, "истина" не претендую.
Для начала — немного "воды". Как должна "звучать" дуга (жжжжжжжжжззззззззззз) — описывать не буду. Поищите в You Tube видео и послушайте, штук 5-10, пока не поймёте какой должен быть звук. Как ни странно — звук дуги у меня был основным ориентиром.
Далее запоминаем, что для сварки в разных пространственных положениях, разных стыков и разных толщин металла будут требоваться разные настройки.
Не существует "волшебной" настройки, при которой будет варить всё.
Для некоторых — это будет откровением, но это суровая реальность. По сути — изменяя настройки полуавтомата — мы регулируем, сколько тепла будет вложено в свариваемые детали и одновременно израсходованного на плавление сварочной проволоки. В тонкие детали (например 0,8 + 0,8 мм) требуется меньше тепла, иначе будет прожог, а сваривая что-то потолще (например 2 + 2 мм) — требуется больше тепла, иначе будет непровар и сваркой просто "насрёт". По аналогии со сваркой электродом "закоренелые" сварные называют это "добавить или убавить ток".
Однако в ПА (полуавтомате) — две основные настройки — напряжение и подача проволоки. Подача проволоки некоторыми производителями может называться "ток", по сути — это одно и то же, так как при увеличении скорости подачи проволоки увеличивается сварочный ток и наоборот. Ручка напряжение — увеличивает или уменьшает напряжение дуги, но сварочный процесс в ПА устроен так, что при увеличении напряжения увеличивается и сварочный ток.
Главное, что надо уяснить — регулировки напряжения и подачи проволоки в полуавтомате — сильно взаимосвязаны. Существует лишь небольшая область взаимных положений регулировок, при которых будет протекать устойчивый, комфортный и "правильный" сварочный процесс. Пояснить это может рисунок из какой-то совдеповской книги:

Мною намеренно были убраны значения по горизонтальной оси. Потому что тут кроется "засада №1":
Настройки полуавтомата зависят от очень многих условий и может потребоваться подстройка, даже если регулировки никто не трогал.
Перечислю лишь несколько пунктов, которые позволят осмыслить сказанное. Настройки ПА изменятся, т.к.:
1) Бюджетные ПА не имеют идентичных параметров настроек из-за разброса параметров деталей при производстве, да и задачи такой перед производителем не стоит, т.е. даже имея два одинаковых ПА — их настройки могут сильно отличаться;
2) Может быть разное состояние питающей сети 220 В, куда подключен ПА — просадки и тонкая проводка будут давать другие настройки относительно нормальной, "жесткой" питающей сети, или просто сосед по кооперативу "врубил" что-то мощное (важное замечание — трансформаторный ПА при просадках сети может варить хуже или вообще не варить, но не поломается, а инверторный — будет варить, но может от просадок сгореть…);
3) Тип (смесь или углекислота) или состав защитного газа — а также точно или нет при заправке выдержали состав смеси, всё это будет влиять на параметры настройки. Поменяли газ и не варит — настраиваем;
4) Летом варили при +35, а зимой — при -25 — будет необходимо разное тепловложение (затраченная на нагрев мощность) для сварки двух идентичных деталей, что потребует разных натроек;
5) Для разного диаметра и марки проволоки — будут разные настройки;
6) Поменяли катушку на новую, заново отрегулировали тормоз катушки — настройки "уйдут" … а может рукав чуть засорился и опять — настройки;
7) Для разного пронстранственного положения и типа стыка-соединения будут разные настройки;
8) При изменении толщины свариваемого металла необходимо соответствующим изменить настройки.
Может что забыл, но не важно. Важно понять, что настраивать или подстраивать ПА придется часто, а для этого самим процессом настройки, умением "поймать режим" и корректировать его — надо овладеть, и сложного в этом ничего нет.
Когда 100% придется заново искать "область рабочих параметров сварки":
1) поменяли диаметр или марку, тип проволоки (например самозащитную на омедненную);
2) изменили тип защитного газа, например углекислоту на смесь, или смесь теперь с другим соотношением газов;
3) поменяли полуавтомат, даже на точно такой же (см. выше).
Хватит "воды", теперь о самой настройке. Буду описывать, как найти ту самую "область рекомендуемых режимов". Про настройку подачи газа — написано много и без меня, как заправлять проволоку и настраивать её прижим — тоже. Будем считать, что это сделано правильно. Первым делом ищем "подопытный" кусок железа толщиной 4-5 мм и размерами примерно 30*30 см — этого хватит. Зачищаем железо до блеска от ржи, краски и всего остального:


после этого выставляем напряжение 15-16 вольт, среднюю подачу проволоки (ток) и готовимся делать "валики" на куске железа таким образом, что бы одна рука была с горелкой, а вторая — могла крутить ручки настройки. Начинаем варить — вести "валик", и одновременно подстраиваем туда-сюда или напряжение или подачу проволоки, добиваемся наиболее красивого звука (подобного тому, что слышали в видяшках), чем чище это жжжжжззззз — тем лучще. На проплавление и форму валика — пока не смотрим, важен правильный звук и вид дуги — равномерный, с небольшими брызгами.
Если при данном напряжении не удалось найти "рабочую точку" — пробуем при чуть более высоком, на 1-1,5 вольта. Очень важно найти то соотношение напряжение/подача проволоки, при котором будет "правильная дуга и правильный звук" — это будет отправной точкой для дальнейшей настройки полуавтомата на работу в зоне оптимальных настроек.
Итак — первая рабочая точка, в которой полуавтомат работает правильно — была найдена. Записываем значения регуляторов, при которых это получилось. Теперь, не изменяя значения напряжения уменьшаем подачу проволоки, и наблюдая за звуком/дугой ищем то минимальное значение подачи проволоки, при котором процесс ешё нормальный и устойчивый. Когда находим минимум подачи, при неизменном напряжении, и устойчивой дуге — записываем это значение. Потом точно так же ищем максимум подачи проволоки при неизменном напряжении. После нахождения максимума — это значение тоже записываем.
На данном этапе — мы имеем одну запись таблицы — при данном напряжении варить следует от такого до такого положения ручки подачи проволоки.
Далее — уменьшаем на 0,5 вольта напряжение и опять ищем минимальную и максимальную подачу проволоки, при которых сварочный процесс правильный и устойчивый. Полученные значения — записываем.
Повторяем "измерения" с уменьшением напряжения по 0,5 В, пока ПА сможет варить — вы сами увидите тот минимум, когда Ваш полуавтомат с уменьшением напряжения перестанет стабильно варить. Главное — не забывать записывать найденные минимумы и максимумы подачи для каждого напряжения.
После того, как были найдены и записаны самые "слабые" режимы работы ПА — возвращаем настройки к первой найденной рабочей точке, увеличиваем напряжение на 0,5 вольта и опять находим минимум и максимум подачи проволоки при "правильном звуке и красивой дуге". Записываем результаты.
Продолжаем производить настройку — измерения, увеличивая напряжение по 0,5 вольта. В определенный момент, после очередного увеличения напряжения Вы увидите и услышите, что больше нет того правильного звука, пошел крупнокапельный перенос металла с проволоки в сварочную ванну (а настраивали всё это время — на "режим сварки короткой дугой с короткими замыканиями"), значит надо остановиться — область настроек найдена.
Согласно собственноручно составленной таблице, где каждому напряжению соответствует минимум и максимум подачи проволоки — можете нарисовать себе график с областью, в которой следует "работать".
После "проб и настроек" кусок железа выглядел так:

У меня, для моего ПА Контур-180, проволоки 0,6 мм и защитного газа углекислота — получился следующий график:

Между зеленой и красными линиями — варит красиво и комфортно.
Для тонкой проволоки — 0,6 мм выяснилась такая особенность в настройках — проще было находить минимум и максимум напряжения при неизменной подаче проволоки. Для проволоки 0,8 мм — было проще измерять так, как описал выше.
Теперь — пару слов, зачем мне это было надо — пользуюсь полученным графиком. Если надо больше "тепла" — выбираю рабочую точку правее по графику, если сильно "жарит" — смещаюсь левее. Если надо больше тепла при той же подаче проволоки в сварочную ванну — в пределах графика добавляю напряжение, и наоборот …
Надеюсь написанное мною было хоть кому-то полезно, и два часа на написание данного "трактата" — были потрачены не зря. Замечания в комментариях — приветствуются, я сильно начинающий сварщик и мог написать что-то не так.
Приводим в порядок провод массы от сварочного инвертора.

Всем привет.
Давно чесались руки, но сегодня решил осуществить задуманное.
На моем китайском сварочном инверторном аппарате kaiser nbc-200 требовал ревизии провод массы, а так же замены самого зажима.

Провод был в таком виде:
клемма на сам держатель была зажата обычными тисками когда-то в течении 8 лет эксплуатации аппарата, т.к. родная давным давно обломилась.


Это часть, которая вставляется в сам аппарат, тут я еще не лазил, это так от производителя

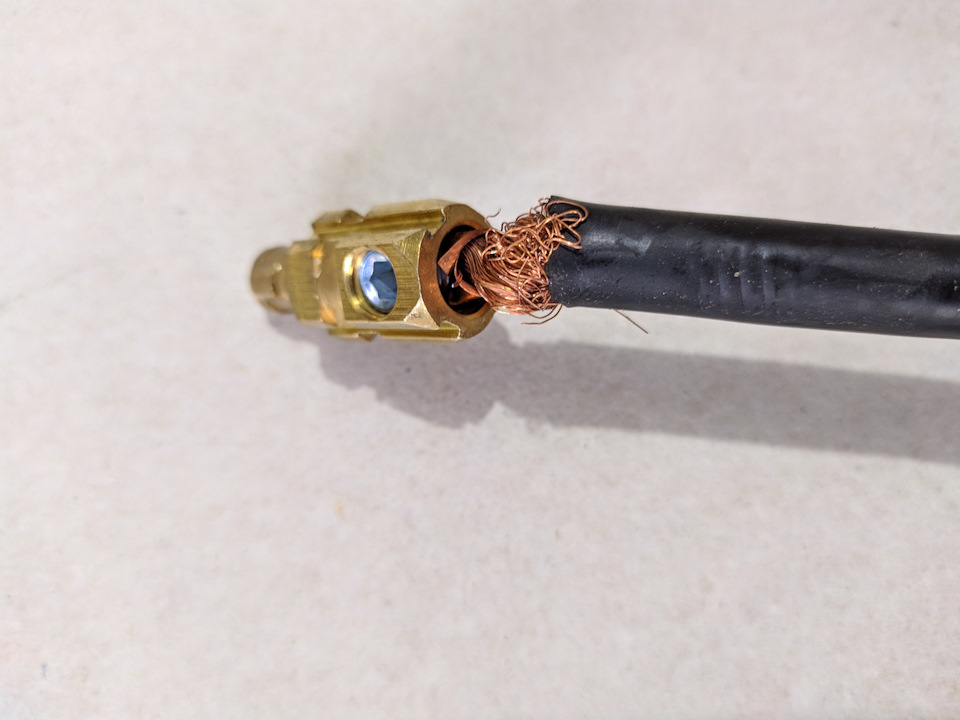
Откручиваем шестигранник и видим что жилы провода завернуты в кусочек фольги и зажаты.


Вытащив все и видим как часть жил просто обломлены

Ну и… провод не полностью медный. Он из чего-то и обмеднен. Сечение 16мм2. В общем пока будет такой, со временем сделаю, возможно, но это не точно, из КГ16 или КГ25 новый. А может и нет…

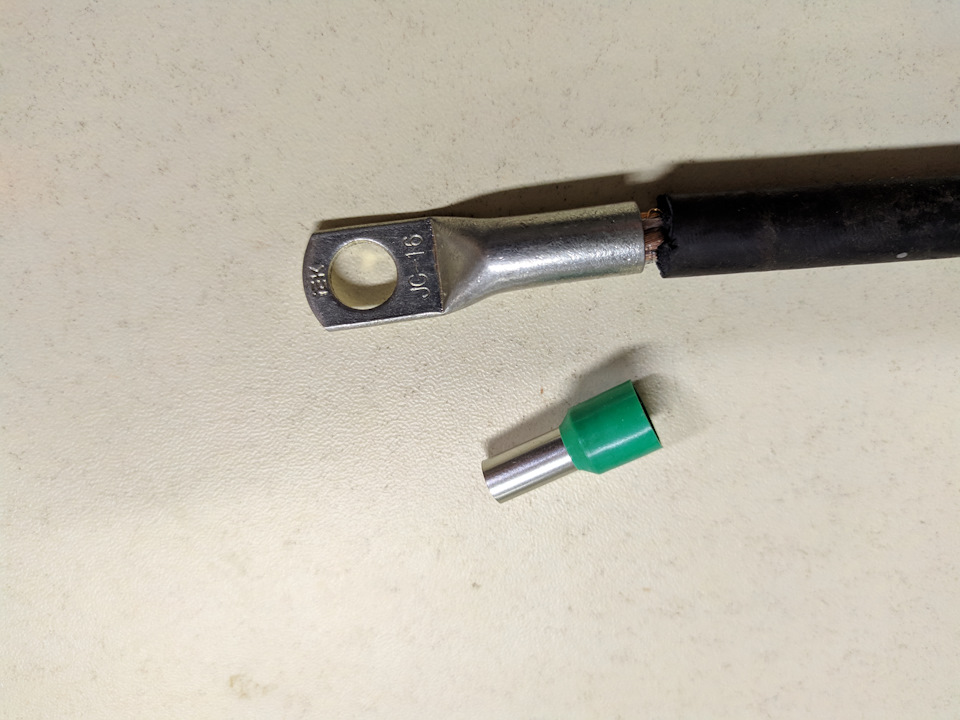
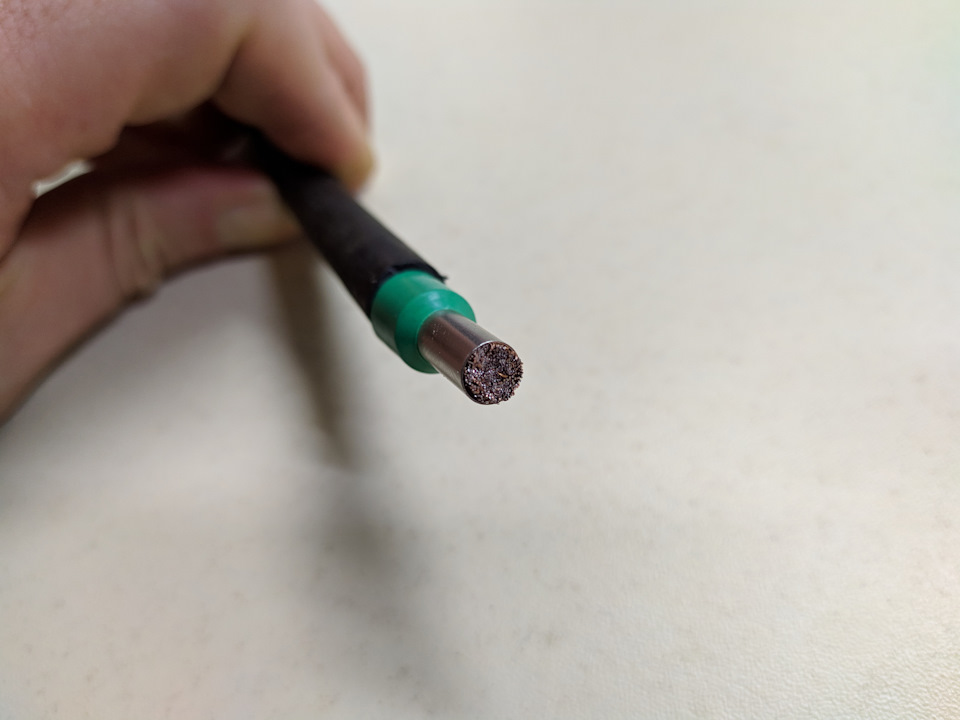
Вооружаемся наконечником медным луженым на 16мм2, НШВИ наконечником на это же сечение
В пресс матрицы под этот наконечник
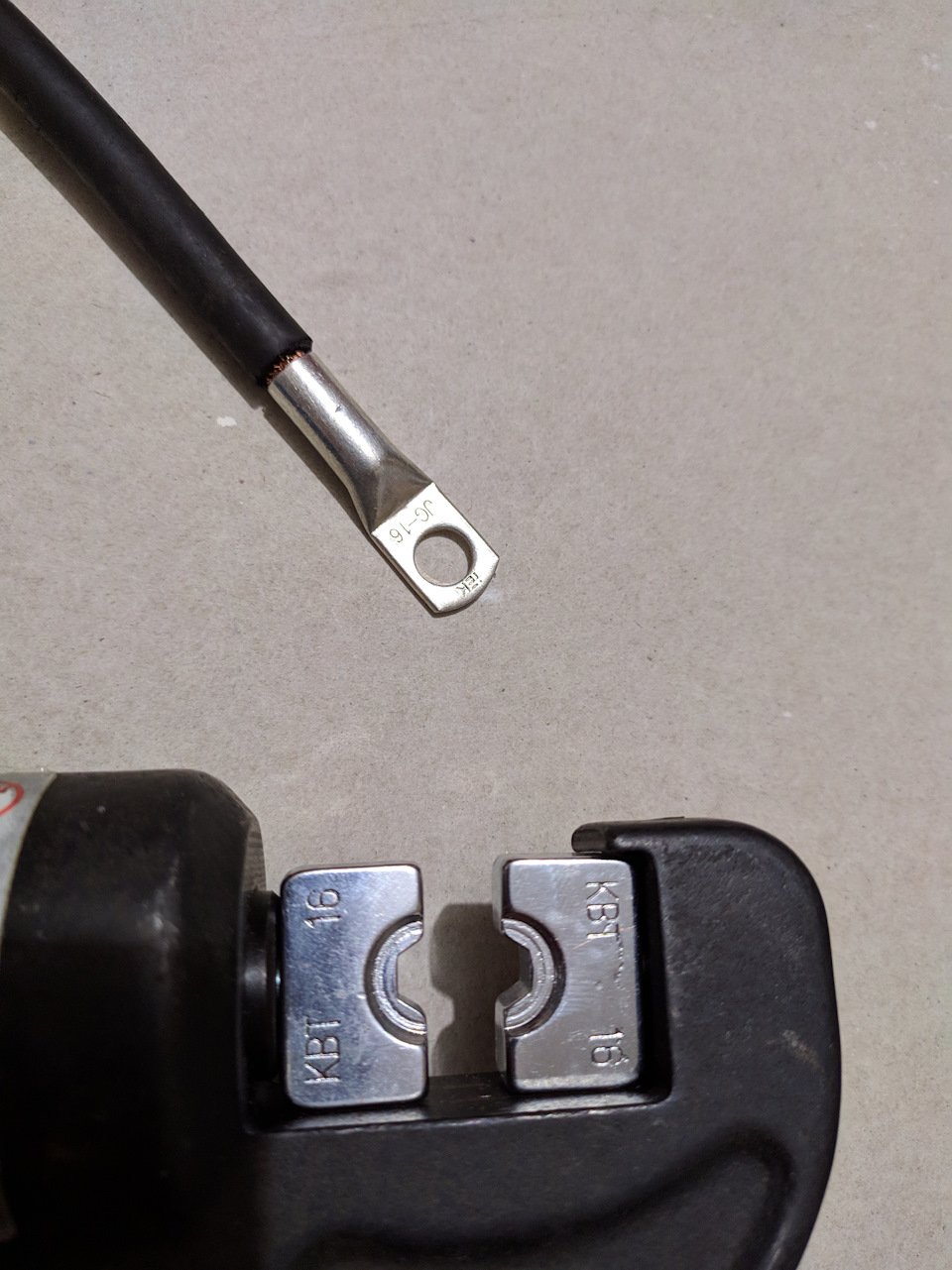
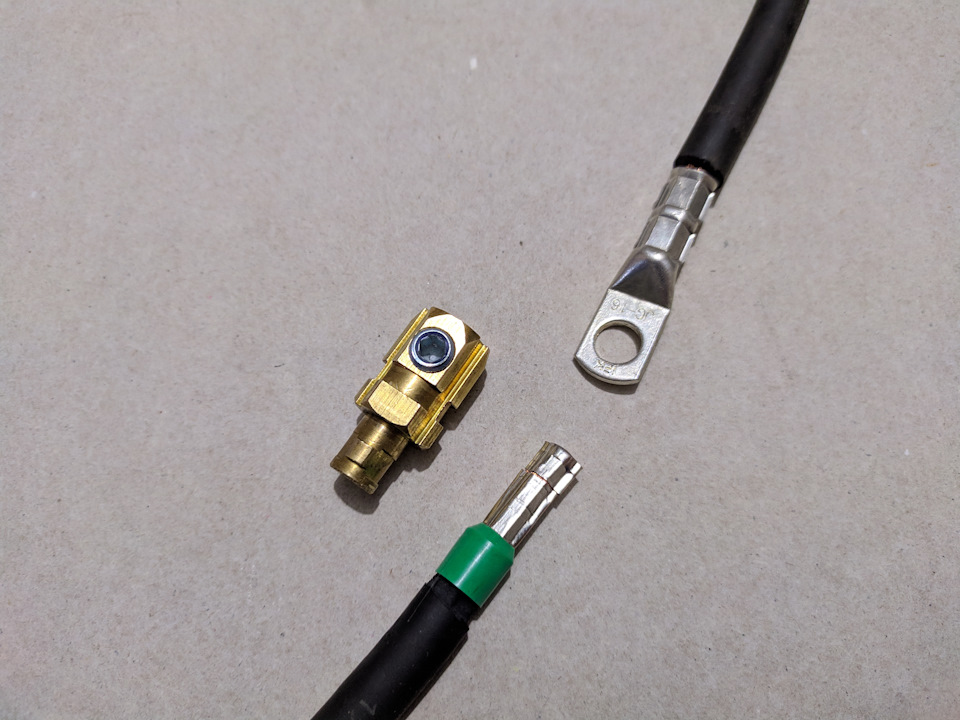

Зажимаем в клемму



Ну и термоусадка с клеевым слоем. Ее тут не обязательно использовать, но она очень жесткая и не даст проводу обламываться по наконечнику.


Остается только купить сам зажим и готово.
Комментарии 20
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Если б китайцы повысили качество монтажа до Вашего уровня, боюсь, цена бы существенно возросла

Ну, я вот после купил сварочный аппарат Aurora Overman 200, так там как раз с проводами полный порядок. С виду чистая медь, а не омеднение. Такой же наконечник опрессован на провод массы, довольно не плохой массковый крокодил. Но, правда да, цена аппарата видимо все это в себя включает. Сейчас почти 40000р.

да, пресс гидравлический тема. очень рад что купил его)
спасибо!
Я бы недотумкал обжать НШВИ тем же прессом, возьму на заметку)))
а почему нет-то)))
если матрица подойдет, то вполне. у меня под НШВИ такие себе клещики, они до 2*6мм2, а выше уже нечем, иногда вот этот пресс выручает.

Кстати, ты не думал об альтернативном применении пресса? По идее им можно жать и тросы, и можно и в нож для толстых кабелей переоборудовать. Поискал готовые решения матриц, но производители шибко не хотят чтоб мы обходились одним инструментом))))
Я тросс обжимал уже для ручника. Прекрасно справился со своей задачей. 5тонн хватило усилия для этого.
А вот про нож и толстые кабели не думал. я с большими сечениями не работал, больше 70мм2 никогда и не жал.
да и 70 то пару раз было всего.
если из толстых в основном 35 или 40мм2.
Матрицу я у товарища на заводе с парком ЧПУ станков в теории могу заказать. С термообработкой, все как положено.

Термоусадка с клеевым слоем отличный вариант там, от перелома спасет и защита от окисления .
Почему греется вилка и провод на сварочном инверторе аппарат не выдает требуемый ток

Я, конечно, отвечаю на такие вопросы сварщиков, но изначально спрашиваю про то, что такое электричество, переменный и постоянный ток и понимает ли человек начинающий сваривать металл, принцип работы сварочного аппарата?
Так почему же греется вилка на сварочном инверторе
Как известно сварочный аппарат — это прибор, потребляющий большое количество энергии, измеряющейся в амперах. Что бы передать такую энергию без потерь необходимо достаточное сечение провода (измеряется в квадратах). Медный провод лучше проводит ток чем алюминиевый, а золотой лучше, чем медный. (Пользуйтесь золотыми проводами!)). Розетка и вилка как правило — это слабое звено в эклектической цепи, это как яма на асфальте тормозит и портит технику, потому что ограничен проход тока. Розетки и вилки для сварочных аппаратов должны применятся специальные не менее 16 ампер, а не как часто в гаражах, я извиняюсь, сопли висят от китайских новогодних гирлянд. При плохом контакте происходит нагрев и оплавление или возгорание с последствиями.

Почему не тянет сварочный инвертор и не выдает нужные параметры тока
Первая причина (если, конечно, считать, что аппарат исправен) это недостаточное напряжение в сети. Так часто бывает в гаражных кооперативах или дачных товариществах. Устранить, можно применив стабилизаторы напряжения, они подбираются по мощности и стоят порой не меньше самого аппарата.
Вторая причина — это длинный тонкий кабель (как с высокой стороны(220-380вольт) так и сварочный кабель со стороны сварочного аппарата(60вольт). Кабель для сварки должен соответствовать не только сварочному току, но и длине. Чем длиннее кабель, тем больше потерь. Попробуйте вылить стакан воды в длинный желобок и сколько воды соберете на другом конце? Так и с проводом-часть энергии уйдет на нагрев провода.

Третья причина — это наша лень размотать провод с катушки удлинителя 220 вольт. Существует такая штука как электромагнитная индукция, которая широко используется в индуктивных нагревателях. Не разматывая катушку удлинителя, мы получаем свой нагревательный элемент, который не только снижает напряжение к инвертору, но в итоге может пыхнуть огнем и коротким замыканием со всеми вытекающими последствиями.
Вот так все, кажется, просто и понятно, но как показывает мировая практика сварщиков много, а грабли для всех одни и их многовато.
Читайте также: