Почему пузырится шов при сварке полуавтоматом
Обновлено: 28.06.2024
тонкий металл своим полуавтоматом я не варил раньше, поэтому вопроса такого не было. варил в основном всякие уголки и прочую чернуху.
на выходных был вынужден заняться ремонтом выхлопной на пежо и впроцессе работы понял, что аппарат на минимальных настройках херачит дырки только в путь. приставил, нажал, дырка. приставил, нажал, дырка. короче выипся весь, пришлось варит точками. где металл оказался потолще, лег отличный сплошной шов.
игрался со скоростью подачи, патался увеличить расход газа чтоб охлаждало ванну, короче дрючится до посинения. нашел кусок железки кузовной около 1 мм начал его мучить. получается вот что. подносишь горелку, возникает дуга, начинаешь тянуть шов и через пару сантиметров ванна проваливается, образуя дырку. что это может быть?
почему то в голове крутится мысль о неправильной полярности
Я верю короткими нажатиями, как бы пятачек на половину предыдущего кладу .
Глушаки варю инвертором электродом 2мм, очень даже аккуратненько получается .
А зачем тянешь шов)))) Вари аккуратно пятаками, sokol76 правильно тебе подсказал, ставишь всё на минимум и вперёд.
у меня полуавтомат, плюс на горелке, минус на детали, защитный газ чистое СО2, 2 атмосферы на выходе. точечно такая же фигня. жмешь - дырка, но это на выхлопной. на листе 1 мм что получается я писал. как поймать когда начнется капельный перенос?
как поймать когда начнется капельный перенос?
незнаю )) ампераж ставь на полную и уменьшай подачу.надо что бы проволка згорала сразу и каплей висела у горелки эта каплякасается метала делая каплю шва на метале одновременно сгорает новая проволка делая каплю у горелке )) и так далее - я так часто варю . правда проволокой 0.6 ,а 0.8 варю уже более толстый метал.кстате каплепереносом варил метал до 1 мм но там ток очень большой нужен ,ещё инвертер сдорово в каплепереносе помогает - но это мне можно - у меня отдельно подача проволоки и силовой агрегат(тоесть полуавтомат состоит из 3х блоков : балон+апарат подачи проволоки+силовой агрегат(трансформатор или инвертор).
Андрюх есть варианты когда при горизонтальном расположение всё равно ванна проваливается - кстате варить можно не снизу вверх а сверху вниз - так часть дуги уходит на привареный метал а часть раскаляет сварваемый
нужно кое что прояснить.
у меня вот такой (http://itermit.ru/?p=1446) полуавтомат.
на панели 3 регулятора: "скорость подачи", "напряжение" и "индуктивность"
если с первыми двумя все понятно, то с индуктивностью загадка. я его никогда не крутил, потому что считал что это относится к режиму прогрева угольным электродом, который мне как бы пох, но почитав инструкцию понял, что эта шляпа работает как раз в режиме сварки.
что имеется относительно этой регулировки в инструкции:
п. 1.2 Функции источника питания - регулируемый электронный дроссель (индуктивность)
п. 5.8 Регулятор "индуктивность" изменяет динамические свойства источника.
и ФСЁ.
что делает мать ее индуктивность.
что делает мать ее индуктивность.
да там чото схемотехнику обсуждают, а по сути вопроса непонятно ничего. есть ссылка, почитал:
Для уменьшения разбрызгивания электродного металла необходимо сжимающее усилие, возникающее в проводнике при коротком замыкании, сделать более плавным. Это достигается введением в источник сварочного тока регулируемой индуктивности. Максимальная величина сжимающего усилия определяется уровнем тока короткого замыкания, который зависит от конструкции блока питания. Величина индуктивности определяет скорость нарастания сжимающего усилия. При малой индуктивности капля будет быстро и сильно сжата - электрод начинает брызгать. При большой индуктивности увеличивается время отделения капли, и она плавно переходит в сварочную ванну. Сварной шов получается более гладким и чистым.
как я понимаю на факт образования дырок это не влияет :(
как это не влияет. дуга греет метал - метал остывает - если дуга греет а метал разлетается то ванна может прорватся от перегрева. только теория это конечно хорошо )) но практика тоже нужна.ещё смекалка нужна. ещё бухать нельзя - мозги высыхают при чем не только как калькулятор но по всем направлениям - смекалка тоже высыхает. и человек превращается в деревянного )))
Почему возникают пузыри и вздутия на шве?
Опыт всегда приходит сразу после того, как он был нужен.
Я одну причину нашел вчера-наконечник на мм выходил за сопло. Но это не единственная причина. Мой пост далеко от проходов и др. Сквозняка нет. Вытяжка тоже не может газ сдуть. Может причина в качестве самого газа? (я евромиксом варю) Или проволка плохо покрыта?
Смысл в том,что Вы ничего не показав и не объяснив хотите знать ответ.А мы из Вас вытягиваем по кусочкам.Назовите тип,модель,покажите фото горелки,"пузырей и вздутий".Условия труда,соединения и процентное соотношение смеси,.Чем покрыта Ваша проволока:маш.маслом,мылом или может обмеднена?
Смысл в том,что Вы ничего не показав и не объяснив хотите знать ответ.А мы из Вас вытягиваем по кусочкам.Назовите тип,модель,покажите фото горелки,"пузырей и вздутий".Условия труда,соединения и процентное соотношение смеси,.Чем покрыта Ваша проволока:маш.маслом,мылом или может обмеднена?
Проволка обмеднена. Хотя все-таки дело было в сквозняке. Сегодня пост закрыл получше ,вытяжку послабее сделал и ни одного пузыря за весь день. Спасибо форуму . .
александер, Поры и пузыри это разные вещи. Поры возникают из-за недостатка газовой защиты, а пузыри из-за грязи, масла, подсоса воздуха из завариваемой трещины. Микс более склонен к образованию пузырей, чем при сварке в СО2 и требует идеальной чистоты металла.
Попробуйте просто увеличить подачу газа на редукторе, и нормально работайте.
Когда варишь старые выхлопные системы миксом, то хоть 30 л/мин ставь, всё равно не поможет. Только СО2 выручает.
Когда варишь старые выхлопные системы миксом, то хоть 30 л/мин ставь, всё равно не поможет. Только СО2 выручает.
Всем привет!Работаю на предприятии уже давно,работа одна и таже.Только вот иногда возникает проблема.После приварки кольца к обечайке с разделкой за два прохода.Изделие отпровляют на мех.обработку.При осмотре шва,он чистый.После механики иногда вскрываются какие то отверстия.Это не поры,они одиночные и в диаметре размером примерно 3-5мм.Подбирал всякие режимы,иногда всё чисто,но бывают появляются.Чего делать,чтоб вообще их небыло?Между проходами зачищаю.
[attachment=9338:IMG007.jpg][attachment=9339:IMG008.jpg][attachment=9340:IMG009.jpg]
Здравствуйте. Маловато информации, что за металл ? прокат или литьё? Чем варите?
Только щас заметил что тема полуавтомат. А чего-то такие страшненькие швы? Режимы? Защита углекислота или смесь ?
Банальная грязь в разделке? Ну и собственно аппарат и режимы какие?
Смущает дефект на обработанной поверхности - фото №3 почти посередине. И на приварном кольце такой же. На литье такое часто, но это же прокат ? Хотя встречался мне прокат плохого качества. Причина может быть такова - В дефект при обработке попадает эмульсия , вы же на станках детальки обрабатываете? скорее всего с эмульсией.
И никакое обезжиривание её от туда не удалит. Далее вы проходите шов и при нагреве эмульсия выгорает и образует такой именно пузырь 3-5 мм, хотя обычно меньше всё таки, внутри шва.
В общем дайте больше информации. Профессия у меня такая - сварщик-дефектолог ,исправляю дефекты.
Sedoj,назовите марку св.проволоки и марки стали,которые сварили без дефектов и с дефектами.Флакены на пустом месте не образуются.
Здравствуйте. Маловато информации, что за металл ? прокат или литьё? Чем варите?
В общем дайте больше информации. Профессия у меня такая - сварщик-дефектолог ,исправляю дефекты.
Приветствую!Сталь обычная,Варили раньше кислотой,сейчас я настоял перейти на смесь.Св.проволока Св08Г2С О,Прокат,Кольцо вырезают из такой же трубы,т.е.Прокат одинаковый.Швы вроде нормальные и чистые,может на фото так получилось,не знаю.Режимы сами подбираем,Конструктора есть,только они привыкли не черта не делать,вот и приходится самим подбирать.Кольцо обвариваем с обеих сторон,я стал первый проход заваривать тот который идёт под механику,всё равно есть.Меньше правда.Режимы уменьшил вроде пропали.Я дамаю,что при больших режимах просто воздух не успевает весь выйти наружу.Может такое быть?Детали чистые,патрубок перед приваркой кольца песочат.На фото№3,это скорей всего брызги.Да,ещё варили проволокой 1,6,сейчас перешли на 1,2,полуавтомат купили EWM Taurus 451.
Я дамаю,что при больших режимах просто воздух не успевает весь выйти наружу.Может такое быть?
Щас я думать немогу, пиатница.
НО, мммм. невышедший воздух образует пору-дефект, в конце шва.
Кстати вопрос к мастерам, как с этим бороться ? сам тоже незнаю.
Аппарат "плюется" на больших токах. С чем связано?
Kemppi FastMig KM 400 с подающим устройством MF33. Варим сталь омедненкой 1,2. Проблема вот в чем, на малых токах сварка идет ровно. Как только увеличишь режимы - начинает "плеваться", прыгают режимы так, что иногда прожигается металл, шов неровный. В чем может быть причина? Уже поменяли все расходники, вплоть до того, что уже горелку с психу новую поставила. Вероятно в электрике дело, а в чем именно - не разберусь. Поможете?
Трудно так с ходу сообразить. Какие режимы выставляете. Сколько лет аппарату. Может подающий механизм барахлит.
А то вам тут чес на советуют.
Catherine , Не помешали бы фото ,а еще лучше видео
Что именно вы вкладываете в слово "плюется"
Ток увеличивается, а подающий (по каким-то причинам) работает неравномерно с рывками или отстает - отсюда и плевки и прожиги.
Такое было когда аппарат долгое время ( около полугода) не работал, а подающий механизм не был расслаблен ( проволока была заряжена и ролики поджаты).
Порой бывает, если проволока плохого качества и при больших токах начинается выгорание полезных веществ и происходит образование капель. Часто бывало, когда снабженцы или идиоты. Еще бывает полный от скол обмазки электрода по всей его длине, тоже по причине того, что электрод низкого качества. Причин достаточно, надо все проверять.
Еще все привыкли что полуавтоматы это бессмертные драконы на самом деле может произойти сбой в реле управления и все ставиш подачу она либо маленькая а вроде стоит много либо меняется во время сварки сама, еще иногда бывает что тумблер реле прокручивается потому что шею ему свернули короче многие привыкли и думают если он купит аппарат дорогой и все норм и даже не подумает а в его условиях сколько он будет работать без глюков и поломок они же сделаны под чистый цех а его тащат либо на стройку по ближе к цементу либо в цеху где нету магнита для уборки металл пыли с пола и еще магнит на вентилятор надо вешать на сам аппарат что бы металл пыль во внутырь не попадала из за чего схемы могут глючитть у меня так постоянно было в одном гадюшнике где все в пыли там резки было много а распускные станки сделаны не правильно по причини безалаберности начальства или упертости или самого главнного на руси фактора.
И еще не забываете про углекислоту которая может быть тоже плохого качества.
Сварщик убийца , а знаки препинания за Вас Пушкин, чтоли ставить будет? Почему пользователи должны глаза ломать, пытаясь прочитать Ваше предложение на 9 строк с одной запятой?
Варите на синергетике?
Проволока нормальная, от ребят жалоб не было на нее. Газ тоже не виноват. В общем отдала аппарат на диагностику, отпишусь потом в чем дело было. Спрашивала у сервисников - говорят с такой моделью частенько встречались подобные проблемы.
Спрашивала у сервисников - говорят с такой моделью частенько встречались подобные проблемы.
Через меня прошло много КМов.
Это надежный и не прихотливый аппарат. Его как правило берут на метало-конструкции с продолжительным режимом работы.
Электронно в подающем ломаться нечему, так как вся схема управления находится в источнике.
Источник может выдавать напряжение или нет, так что электронно он исправен, потому что на малых токах варит нормально.
Остается разобраться с причиной того, что на малых работает, а на больших плюется.
1. Плохой контакт силовой части. Чаще всего это масса заземления или плохо прижатые разъемы промежуточного кабеля между источником и подающим или массы.
2. Маловероятно, но может быть проблема с сетью. Просаживаясь меняются параметры настройки.
Помогите. Полуавтомат плюется!
Всем привет! Уже умучился и не знаю что делать. В общем имею полуавтомат BestWeld Master 132A. Не варит среде защитного газа. Порошковой проволокой варит нормально, но швы как птица нагадила, а омедненной в углекислоте не хочет. При попытке варить омедненной с углекислотой, сварка просто плюется и не приваривает ничего. Просто получаются капли окалин на металле и все. Уже все перепробовал, и с настройками игрался, и напругу замерял, и полярности менял. Толку нет. Грешу на плохой газ уже…Подскажите, у кого такое было!
Комментарии 101
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Первым делом при такой картине надо проверить полярность.
Омеднённой проволокой варят на обратной полярности — минус на корпус, плюс на электрод.
Потом всё остальное, что в треде писали.

У меня похожая проблема возникла, когда забрали полуавтомат Fubag (был товарища) взял старый ненужный fubag друга, но подуставший. Заправил в него ту же проволоку и с газом плюется, а без газа начинает варить, но понятно что шов говно. Полярность менял и с настройками играл часа 2. Так и не удалось настроить. Грешу на заедание проволоки (катушка рывками крутится), либо плохой контакт с носиком. Почитал комменты, появились новые мысли. Спасибо всем

Привет) Дело оказалось просто в проволоке))))

Поздравляю с победой!У меня такая же проблема, Какую проволоку используете сейчас?
Вообще esab, только дороговата она(
Спасибо, надо попробовать

у меня такая херня была, настроили вроди всё норм, досталась проволока на халяву — поставили — плюёт и наконечники палит, думали брак аппарата, но опняли всю фишку тогда когда проволоку перестал подавать, сняли крышку а в катушке… ВНИМАНИЕ… провод — СМОТАННЫЙ! ))))) катушку давали нам в коробке(куплен был в ЭПИЦЕНТРЕ, синяяэтикетка, название не скажу)
Всем спасибо парни. все заработало. купил ради эксперимента новый килограммовый моток проволки и все заварило в идеале)

Мне кажется дело в углекислоте. Отключи газ, если разница будет небольшая — вот где собака порылассь
спасибо) Дело было в проволоке)

еще может быть давление газа слишком большое. попробуй уменьшить на самый мимнимум, насколько это возможно. вариант — используй пропановую лягушку. просто врежь её в шланг. Газа она дает маловато, но достаточно.
напряжение в сети. на сколько проседает, когда варишь?
Щас уже не помню… В том году мерил отец. Она жрет у меня меньше чайника электрического
выкинуть китайское гавно и купить норм сварочник уже было?
И купить брендовое говно в 3 дорога собранное в китае?
все намного проще. я купил тритон 160 вместо китая. все проблемы ушли. з.ч есть в любом радио и авто магазине. варит даже на 180 вольтах без всяких стабилизаторов. на работе такойже уже лет 10-15 пашет
поищи б.у т. к новых таких не видал.

Было подобное. Внутри че-тот"померло" по гарантии отремонтировали и все гуд

спасибо) Завтра попробую

меняй контактник на горелки у тебя скорей всего стоит 1мм а под омедненнку 0.8 нужен 0.8 тогда будет все ровно и посмотри на сколько ролик протяжки стоит должен тоже на 0.8 быть иначе рывки будут . а по поводу контактника если он больше проволоки то ток постоянно не переносится с него на проволоку и нет дуги .
и ролик 0,8 и наконечник 0,8…
а проволока на сколько ? сними наконечник(изолятор) и посмотри не попала ли окалина между ним и контактником если нет то попробуй не прикасаться к детали которую варишь у тебя ток утекает или не контакт в горелке . для парашковой (от слова параша ей вообще не стоит варить она не проваривает а только засирает шов ) нужен меньший ток .
и проволока 0,8. Завтра проверю. А так вообще часто чищу все. Ну по поводу порошковой не поспоришь, но у меня выбора не было.ей варил. но уж очень надоело. поэтому все же решил как то настроить углекислоту

А что если сильно зажать ролик то проволка тоже будет идти рывками как будто поплевывает или троит?
да . нужно зажать так что бы на проволоки не оставалось зарубок от ролика иначе они будут за канал цепляться и протирать . я долго подбирал правильное усилие на прижим .
Спасибо да у меня зажат завтра гляну то нормуль другое отверстие варишь начинает троить горки растут в виде кратера вулкана с отверстием
это потому что контактник разбитый и нет переноса тока на проволоку или же окалина в мундштуке или нет изоляции его . если канал стоит сток а он полиэтилен то его менять надо каждые 15 кг проволоки если тефлон типо бензоль то 40-50 кг. а еще в трубке на которую мундштук одевается и контактник закручивается где изгиб проволокой протачивается бороздка и проволока цепляется .
Да наконечник у меня был совсем разбит я даже сверлил его так как не где было купить. Вот и варил тем что есть. Но поставив новый все произходит тоже самое что и было даже прилипает проволка чаще чем на разбитом. Уже не заморачиваюсь пасатижи рядом всегда. Сегодня ролик опущю посмотрю давление уменьшу. Иногда варит так звук зинь и все даже не обычный смотришь капля так ее нет она гладко полностью залила место пайки у меня давление 2.5-3-4 пляшет редуктор плохой но выбора нет доделать доварить но для себя понять ньюансы работы чтоб быть чуть чуть с пониманием того что произходит.
нужно что бы токосъемник был точно под проволоку один в один иначе будет проволока внутри него будет подгорать и залипать и как раз будет плеваться .
Спасибо понял у меня как раз появился наконечник на 0.8 поменяю.а сейчас стоит 1.0. Спасибо
у меня с начало стоял 0.9 но в нем заварилась проволока я по дурости поставил 1.0 и стало еще хуже и только когда поставил 0.8 стало так варить как на фото

Привет спасибо большое! Мне как раз дети прислали новые наконечники даже есть на 0.6 и есть один наконечник на 0.8 дожди идут с утра снег был а вон опять снег летает ветер сильный. Как погода наладиться так и попробую обязательно за советы всем огромное спасибо и удачи в любых начинаниях!
Привет поставил наконечник на 08 отпустил пружину на ролике выставил. Блин прям сварщик стал звук такой металический дзи- к и все пошло капли прям вообще красота дырка вся заплавляется ну блин ты голова. Спасибо большое будут вопросы теперь знаю куда бежать удачи во всем вам.
да не за что ))) я то учился и учусь на своих ошибках и методах тыка . я пока весь сварочный и горелку не разобрал не понял из за чего плюет .
Кстати вопрос варютолько только нажал варит убрал ну быстро раз и все смотрю дырка как лазером блин метал однерка как? Типо прихватить хотел а она прожигаетдаже выкключить не успеваешь потом снова нормально?
а метал какой толщины если это латка и варишь с краю и есть зазор то это нормально нужно ток понизить . какой ток стоит ?
Ена пятерочку ставлю
а сварочник какой ?
Блюю195 или брюлю хер знает синий
это очень много ставь на 3-4 и подачу на 2-3 и все будет отлично . 5 это гдето 120а под 3-4мм для 1мм стали нужно 70-90 не больше на холодный метал если разогретый то еще меньше . а регулировка проволоки нужна для насыщенности шва тоесть если нужно поднять его .
Завтра попробую спасибко!¡! Потом отпишу. Сейчас запишу на личточек а то у меня память все наоборот сделаю а то.
А подача тоже на пять
Может газа много она только нагрела и продавила дырку как прям резак, только секунды.

коменты не читал но думаю наконечник надо сменить, проволока болтается, плохой контакт — плохо варит…

попробуй выставить давление не по манометру а на слух тоесть послушай горелку не когда вариш а просто подниси писталет к уху и нажми кнопку если сразу шипит сильно а потом становится тише то глючит редуктор также выставь давку так когда нажимаеш кнопку шипение должно быть ели слышно чтоб метал успевал расплавлятся так как угликислота охлаждает . ещё можно обратить внимание на растояние от конца токоснимателя до конца наконечника где выходит проволока чем он глубже посажен внутерь тем должен быть сильнее ток если сварка слабенькая то будет срать попробуй стачить тотокосниматель чтоб он был практически на одном уравне с наконечником тоесть край наканечника должен быть утоплен на пару мм вглубь гарелки и увидеш как варит я думаю всё получится
завтра попробую давку уменьшить, посмотрим что получится. А наконечник и там не сильно углублен. с этим тоже эксперементировал.
просто чем больше давка тем больше остывает метал соответственно чем меньше давка тем лучше он растикается удачи в экспирементах
ну это я вкурсе)Спасибо)
Я ставил давление 2.5 то прям варит супер раз два. То одни горки с дырками. Дырки почему получаются как кратер вулкана. Приходиться стачивать и снова горку и снова варить смотриш разтеклось. Две капли так две прям на выставку. Тоже ничего ни понимаю намаелся но сварил. Подскажи пожалуйста почему?
если получаются кратеры вулкана то в этот момент не идёт газ совсем и метал горит послушайте как шипит с момента нажатия кнопки и подержите некоторое время кнопку нажатой на слух шипение не должно менятся если меняется то дело в редукторе ( для экономии проволки отсоидените колёсики подачи и эксперементируйте с газом ) лично я последние годы не смотрю на цифры манометра выстовляю только на слух и обращаю внимание на то чтоб с первого момента нажатия и после как держу кнопку довление не должно полностью падать в начале шипит сильнее но через пару секунд шипение становится равномерным и полностью не исчезает . ещё вариант некоректно работает клапан газа который внутри сварки тоже пару раз было . ещё какая длинна шланга может слишком длинный и не получается отрегулировать давку . и ещё давка 2,5 ОЧЕНЬ большая я смотрел по стрелки она чучуть поднемается буквально на одно деление тоесть гдето ~~ 0,6-0,8
Понял буду сегодня пробовать убавлю давление.попробую мне тоже кажется из за давления. Ну спасибо потом отпишусь.

Возможно разбито отверстие в медном наконечнике, через который проходит проволока, или оно загрязнено. Когда его разбивает, возникает плохой контакт проволоки с этим наконечником и соответственно проблемы при сварке. У меня такое было, тоже гадал в чем дело. В итоге выкрутил этот медный наконечник, зажимал постепенно его в тисках, одновременно двигая в нем отрезок проволоки, пока проволока не начинала в нем скользить с небольшим натягом.
Борьба с косяками (Ужасная сварка, непровары и обретение новых навыков — сварка полуавтоматом)










Отец его настраивал на слух. Я таким талантом не обладал, поэтому пришлось искать ему замену.
В итоге вычитал, что самым удобным для контроля подачи углекислого газа является ротаметр. Собственно на следующий день за ним и отправился. Купил последний в наличии, в обычной картонной упаковке и без инструкции, — ну а что взять с дилетанта в этом деле (это я о себе)… Приехал, установил, начал настраивать.
При выставлении указанных в интернете 10-13 л/мин обратный клапан начал пропускать газ. Думаю, косяк в клапане (стоял "Клапан электромагнитный (холостого хода)" от "классики").

Купил новый клапан, поменял. Проблема осталась. Раз дело не в клапане, значит в ротаметре, — логично?! Логично =). Наверное он неправильно показывает, поскольку были подозрения, что это дитя китайской подвального производства…
Поехал в магазин, с директором вышел разговор на повышенных, причём дерзить мне он начал первым. Немного осадив его, мы поговорили по душам и он предложил мне заменить автомобильный клапан на итальянский, заверив, что проблема в нём. Ударив по рукам, и приобретя клапан я поехал внедрять чудо итальянской технологии.

Новый клапан стал держать давление, но этот чудо ротаметр как-то не очень хотел со мной ладить, — не получалось у меня его настроить. В итоге я поехал менять его на нормальный ротаметр в заводской упаковкой и инструкцией. Долго они препираться не стали, поскольку я кого хочешь достану =[]. Счастливый поехал домой.
Установив, дело закипело.
Ненужную пластину поддомкратника использовал как тренировочную деталь.

Её я проварил полностью с двух сторон, пока настраивал полуавтомат.


Худо-бедно, но начало получаться.
Первым делом, вооружившись гравёром, начал вычищать тот срач сварной, на мототном щите

Затем заварил новые непровары, и те, которые ранее были замазаны шпаклей при при первом ремонте этой машины.


Гравёр конечно творит чудеса. Без него можно было бы даже не заморачиваться с восстановлением.



Параллельно с этим доварил и обработал шов, в том месте, где был вварен кусок рамки лобового стекла.


Доварил непровары на рамке лобового, — они тоже была замазаны шпаклей… рука лицо :(


Решил даже видео добавить, как я поварил рамку лобового)
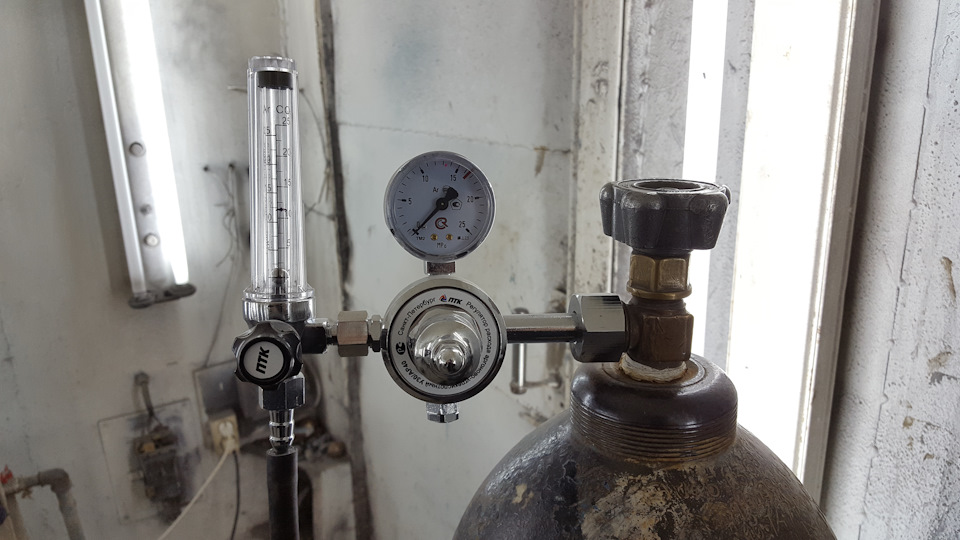
Сварка усложнялась тем, что машина в своё время была очень хорошо обработана антикорром, и когда я начинал варить, то антикорр в зазорах разогревался и начинал течь, а это приводило к разбрызгиванию сварки и тому, что металл просто прогорал, но не варился. Приходилось его вымывать оттуда узкой жёсткой кисточкой смесью бензина и растворителя. И так практически по всем швам со стороны салона машины. В общем, на заваривании этих непроваров я и научился варить =D.
По поводу того, зачем я так подробно всё расписал. Во-первых, конечно хочется рассказать, сколько труда было вложено в эту машину, а во-вторых, это уберечь многих от ненужной работы и сохранения своего драгоценного времени. В моём случае, я приобрёл очень много знаний, умений и опыта, и хочу как-то связать свою жизнь с автомобилями, помимо основной профессии. Но должен заметить:у меня было место, где проводить эти работы; оборудование, хотя многое приходилось ремонтировать, модернизировать, покупать новый инструмент и оборудование. А на всё это уходило ооочень много времени (!).
В общем, неизвестно куда приведут ваши начинания. Могут и пользу принести, а могут просто отнять у вас время и средства, а результат будет посредственный. Поэтому взвешивайте все за и против, прежде, чем окунуться во что-то с головой.
Если кто-то осилил, и дочитал до конца, — жму руку! Постараюсь не затягивать со следующей записью, но всё упирается во время. Всем спасибо и до скорого!
Читайте также: