Подача присадки при сварке аргоном
Обновлено: 20.09.2024
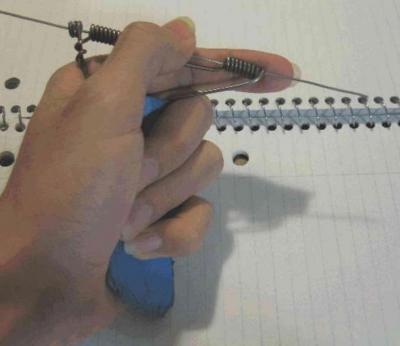
BelaZZ , спасибо за "крутящее движение", а я и не знал, поэтому этот способ подачи у меня не получался. Просто большим пальцем вперёд-назад елозил. Попробую теперь с кручением. П.С. присадку подаю движением указательного и среднего пальца. Что бы кончик присадки не трепыхался пальцы надо почти не разгибать и частоту увеличить. Тогда не трепыхается. Но ваш способ лучше.
Да, спасибо. очень наглядно. Над заметить, на листе таки кончик погуливает, но зато в реальной ситуации,в родном 'окопе,' на 'бруствер' оперся.. все в цель))) Варить, так понимаю будем справа на лево?
Попадались мне анимашки, по методикам ручной подачи присадки,там другое движение, перетащу тож сюда, пусть будет в куче, глядишь кому и пргодится
По части приспособы,сдается мне, что в оригинальном варианте, у неё задачи поскромнее,не такие маштабные, точные, аккуратные.. работына небольших толщинах.
Присадкой толщиной в палец, на токах за 200 ампер, нафик такой прицел. Эт как у советского министра обороны:Точность наших ракет 100 метров, а воронка от них 300 метров, так что вероятность попадания в цель 100% ))
В реальной ситуации до такого вылета не доходит , да и скорость подачи не так высока , но если такое случается ( варить через зазор противоположную часть трубы ) , то или опора на прихватку используется , или на кромку , равно как и с подачей - или таким диаметром быстро подаёшь , или ( если зазор велик ) больший берёшь .
По поводу роликов со способами . На камеру можно как хочешь изобразить , но в реальной ситуации - чем проще , тем эффективнее и , зачастую , все "жонглёры" во время работы все финты оставляют в стороне . Для души можно поизгаляться , но когда метры отлетают , то не до выпендрёжа . Это как и с рисунком электродом .
Константин , оно само собой получается , потому что если только толкать , то кручения нет . Я уже над этим не зацикливаюсь , крутится или нет - идёт и идёт .
И справа налево , и снизу вверх , и сверху вниз (слева направо утратил навык за ненадобностью )
BelaZZ , Минут двадцать крутил пруток. Всё хорошо, но как только попадал на кривой участок, стопор.
Присадка нужна ровная, это единственный минус
sanec ,Абсолютно верно . Если попадается гнутая ( редко , но бывает ) , дохожу до изгиба , переворачиваю и с другой стороны гоню .
Сегодня забежал в мастерскую на пол часика. ну где ж ты горелкой не потыкаешь. подсадили блин на накоркотик маньяки.
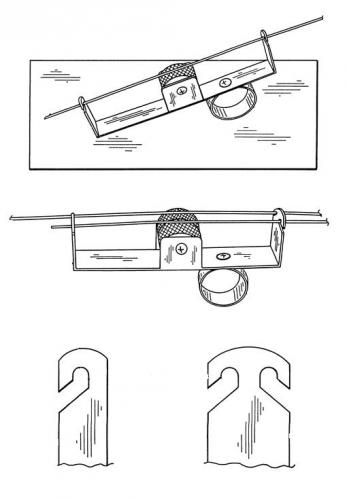
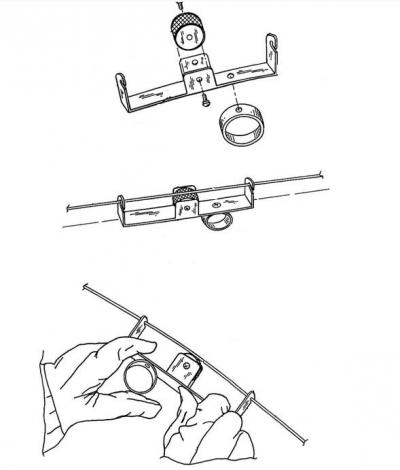
Вот обещанный эскизик, для желающих приобщится ( пока близкий к оригиналу, (как я его понял ) )
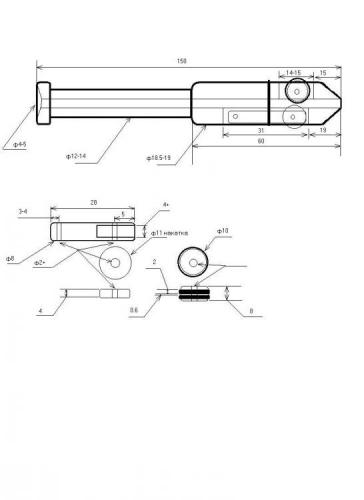
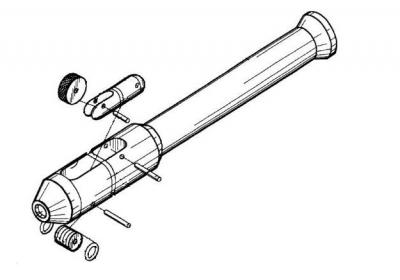
И для наглядности, картинки как он выглядит по задумке авторов.


Еси чо..мои доделки там не значительные, не требуют изменения конструкции
и не нужно никаких сложных устройств. из куска проволоки делается. кто-то на форуме уже такое делал вроде, но найти не могу.
Больше TIG PENисов хороших и разных



А вот ещё от любителей воевать комфортно
Простенько и со вкусом
BelaZZ ,Спасибо, тезка! Только вот начальство не всегда закупает пруток, а привезут катушку 2-ки . сам нарубил, выровнял и варишь- виляет она безбожно.
BelaZZ , спасибо за "крутящее движение", а я и не знал, поэтому этот способ подачи у меня не получался. Просто большим пальцем вперёд-назад елозил. Попробую теперь с кручением. П.С. присадку подаю движением указательного и среднего пальца. Что бы кончик присадки не трепыхался пальцы надо почти не разгибать и частоту увеличить. Тогда не трепыхается. Но ваш способ лучше.
А если на подушечку большого пальца чего нибудь нанести или наклеить с повышенным сцеплением. Колечко из резины например. Без прокрута будет идти.
А если на подушечку большого пальца чего нибудь нанести или наклеить с повышенным сцеплением. Колечко из резины например. Без прокрута будет идти.
То что пруток крутится , ни на что не влияет - от этого ни тепло , ни холодно . Можно пальцем его просто толкать (когда в крагах варю , то именно так это и происходит )
Когда только начинал "аргонить" , то перебрал кучу всяких одёжек для рук . Сейчас , с высоты прожитых лет , вспоминаю эти поиски удобного с улыбкой . Когда умеешь , то и в рукавицах сделаешь стык . А приблуды - неплохое подспорье , но не преминет подвернуться ситуация , когда механизмы сыграют злую шутку .
Удовольствие от высокого качества длится дольше чем радость от
Ну и я свою технику подачи внесу и так меня учили аргонщики СССР .
Американская ну не как мне не нравится , а может все зависит от индивидуального "устройства" пальчиков каждого аргонщика .
Америка ну крайне не удобно
Ну и я и с Форсажем отработали в паре.
Валер - мастер! Я такого способа ещё не видел. То же попробую. Думал, что сегодня с прокрутом испытаю, но опять москвичи нам подгадили: завтра от них проверка приезжает и сегодня мы весь день страдали ПХД. Но завтра испытаю уже два способа. Лишь бы москвичи не задержались в наших пенатах .
С растройства сваял еще одну,)) по мотивам той смешой трубочки. гораздо лучше, ест всё.
Завтра попробую отфотить
Спасибо за видео. Постараюсь научиться. Очень понравилось. Пруток не гуляет
Нее. кино эт не моеUstas_ ,Огромный плюс за Вашу работу - собрать воедино все ухищрения "тиговцев" - на первых шагах это многим "облегчит" задачу ( в кавычках , потому что вопрос очень спорный ) . Ничто , поверьте на слово , ничто не заменит ручную подачу в "динамичном" сварочном процессе . Слишком много вводных , которые все эти "фичи" сведут на "нет" . Что самое обидное , разочарование будет горьким .
Нуу, работа не большая, в основном всё делается за 5 минут на коленке.. Мне самому было интересно, заодно с народом поделился.
Что касается 'облегчения', устройства эти конечно не панацея, но определенную пользу они могут принести, как на стадии обучения, так и в процессе выполнения каких монотонных однотипных работ, причем на базе этих закарючек, можно легко соорудить адаптер под свою руку. ручная подача, эт конечно святое, но на мой взгляд, одно другому не помеха.
Думающий спец, сходу раЗберется, какую технику ( внесения присадки) удобней использовать в данном конкретном случае. чтоб легче и качественней делать свою работу..
Чтобы новичкам правильнее понять, что такое подача проволоки вручную, наверное недостаточно просто посмотреть пару движений, но лучше сразу одеть "КРАГИ", попробовать как проволока "легко и просто" поддается твоим манипуляциям в крагах, ну и выбрать себе пару реалистичных вариантов. Да и не забыть, что в рабочей позе, с горелкой в одной руке и с присадкой в другой, все действие будет происходить вокруг маленькой расплавленной ванночки с очень близко расположенным кончиком вольфрама, в который нельзя попадать присадкой, а также нельзя выводить кончик присадки из под газовой защиты, плюс еще на практике попробовать какая скорость подачи потребуется от своих рук.
Аргонщики "СССР" наверное любили варить в вязанных, плотно облегающий и гибких перчатках - в этом случае можно себе позволить разные выкрутасы, а если надеть "американские" сварочные краги , пусть даже специально мягкие для TIG-а, то кроме просто удержания проволоки, без подачи, останется только пара "американских" вариантов.
1. Первый вариант - "Просто удержание" присадки, без проталкивания ее вперед, самый простой вариант для начинающих, самый точный и самый "недолгоиграющий";
2. Второй вариант- "Традиционная подача" присадки, - передний конец присадки удерживается между указательным и средним пальцами, а задний - в "ямке" между большим пальцем и ладонью (на видео показано стрелкой). Подача может осуществляться различными комбинациями движений, как просто проталкиванием задней части большим пальцем, так и вместе с вытягиванием передней указательным и средним, в общем зависит от удобства и навыков;
3. Третий вариант - "Хват указательным пальцем" (почему-то он так его назвал, наверное не знал что это "хват аргонщиков СССР" ), - передняя часть присадки зажимается между безымянным и средним пальцем (или мизинцем), а задняя - между большим и указательным, он не сильно хорошо им владеет, да и не удобный это вариант в крагах, наверное.
4. Четвертый вариант - "Хват Кейна" (типа по имени сварщика, который хорошо варит этим способом в Интернетах) - передняя часть прихватки зажимается между большим и безымянным пальцем, а задняя - между указательным и средним, подача осуществляется естественным способом - перехватом между двумя парами пальцев.
В вязанных перчатках (или без ), очень аккуратным и удобным может быть такой вариант подачи:
Аргонная сварка: основные нюансы и видео

Несмотря на то, что для соединения металлических изделий можно использовать самые различные методы, достаточно широкое распространение получила ручная аргонодуговая сварка ввиду ее высокой универсальности применения. Если эту работу выполняет специалист, обладающий определенным опытом и навыками в сваривании изделий, то ему под силу создать довольно высокого качества швы, обеспечивающие соединяемым конструкциям высокую прочность и привлекательный вид.
Сегодня соединять алюминиевые, медные, титановые и нержавеющие изделия приходится не только в промышленности, но и в быту. Причем не во всех случаях решить эту задачу можно с помощью традиционных аппаратов для сварки. Довольно распространенным методом, к которому прибегает во время ремонта и создания конструкций из вышеперечисленных материалов, является сварка аргоном. Если поближе познакомиться с процессом сварки, то можно на личном опыте убедиться, что в выполнении этой работы нет ничего сложного. И создать надежное соединение, используя подобный способ сварки, может практически каждый даже при отсутствии необходимого опыта в выполнении подобных работ.
Особенности аргонодуговой сварки

Технология соединения металлических изделий посредством аргоновой сварки предусматривает работу неплавящимся электродом и применение инертного защитного газа аргона, благодаря которым и удается создавать достаточно качественные и прочные сварные соединения. Метод аргонодуговой сварки предпочтителен на фоне прочих способов тем, что с его помощью можно получать швы, отличающиеся ровной структуры, высокой прочностью и аккуратным видом.
Начинающим сварщикам не помешает посмотреть соответствующие видео уроки, которые позволяют познакомиться с особенностями выполнения подобной работы. И, надо заметить, подобные материалы часто оказываются весьма полезными, учитывая, что этот метод сварки предусматривает немало секретов.
Как правильно держать горелку
В качестве основного инструмента, при помощи которого выполняется соединение изделий посредством аргонодуговой сварки, выступает специальная аргоновая горелка. Ввиду особого конструкционного исполнения в ней фиксируется вольфрамовый электрод с тем расчетом, чтобы его конец выходил над поверхностью ограничительного керамического сопла на пару миллиметров.
Правила работы горелкой
Чаще всего варить металлические изделия с помощью подобной горелки приходится, держа ее в правой руке и располагая как можно ближе по отношению к сварочной ванне.
За счет создания короткой дуги удается обеспечить максимальную глубину проплавления металла, при этом создаваемый шов отличается эстетичным видом. По этой причине для качественного выполнения работы с использованием аргона полезно попрактиковаться с горелкой, чтобы обеспечить устойчивость и необходимую длину дуги.
Одной из особенностей аргоновой сварки является то, что здесь следует избегать частых колебательных движений, что разрешается при выполнении электродуговой сварки при помощи штучного электрода. По этой причине нелишним будет перед сваркой подобным методом ознакомиться с видео уроками, где демонстрируются все особенности правильного создания соединений.
Подача присадочного материала
Во время аргонодуговой сварки особое внимание следует уделить плавлению кромок и созданию сварочного шва. Подобную задачу можно решить несколькими методами:
- за счет тепла, обеспечиваемого сварочной дугой;
- посредством использования присадочных прутков.
Нюансы работы с присадкой
При этом немаловажная роль отводится технике подачи присадочного материала в зону сварки, поскольку это непосредственным образом влияет на то, какую ширину будет иметь шов, и насколько он будет аккуратно создан.

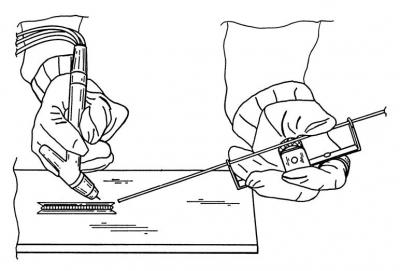
- Во время подачи присадки необходимо делать это без резких движений, так как в противном случае это может привести к образованию брызг. Во избежание столь неприятных явлений желательно, чтобы ввод присадочного материала производился равномерно в виде плавных и медленных движений наклонно по отношению к свариваемой поверхности по всей длине сварочного шва.
- Подача присадки должна выполняться таким образом, чтобы она поступала спереди сварочной горелки.
- Особое внимание необходимо уделить тому, чтобы присадочная проволока постоянно находилась в зоне газовой защиты.
Естественно, у начинающих сварщиков не всегда все получается с первого раза. Поэтому потребуется немало практиковаться, чтобы с первого раза добиться желаемого результата. Немалую пользу в работе по свариванию этим методом может принести ознакомление с соответствующими видео материалами, из которых можно узнать, как правильно выполнять сварку аргоном, чтобы потом на практике использовать приобретенные знания, соблюдая рекомендации, полученные во время просмотра подобных видео инструкций.
Предварительная подготовка кромок

Несмотря на то что, метод ручной аргонодуговой сварки отличается универсальностью, у него имеется и некоторый недостаток. Дело в том, что при соединении поверхностей необходимо вначале подготовить их к сварке. Опытный сварщик, который хорошо осведомлен о нюансах выполнения подобной работы, всегда имеет при себе соответствующее оборудование, инструмент, оснастки и разного рода приспособления, чтобы наиболее качественно выполнить подготовку обрабатываемых деталей и узлов.
К подобному необходимому набору следует отнести:
- абразивный инструмент;
- разнообразные борфрезы, шарошки, насадки;
- приспособления, которые позволяют химическим способом подготовить обрабатываемую деталь. Речь идет о разных бутылочках с ацетоном, тряпочках, просторных электрохимических ваннах, которые часто применяют в крупных производствах при создании емкостей, часто используемых в химической, пищевой и криогенной промышленности.
Важная роль в обеспечении качественного результата при выполнении аргонодуговой сварки отводится и чистоте обрабатываемых поверхностей. По этой причине перед сваркой необходимо удалить с поверхностей обрабатываемых узлов частицы жира, окисления и загрязнения, которые могут помешать созданию прочного шва.
Заключение
Несмотря на то, что метод аргонодуговой сварки входит в число наиболее популярных методов соединения изделий из разных металлов, пользоваться этим способом можно лишь при условии наличия знаний об особенностях выполнения этой работы.
Необходимо не только подготовить подходящие электроды и присадочные материалы, но и узнать, как правильно выполнять соединение этим методом. Именно в этом заключается особенность сварки с применением аргона. По этой причине многие специалисты, которые обладают достаточным опытом соединения изделий посредством электродуговой сварки, часто прибегают к помощи разных видеоматериалов, из которых можно узнать много полезного. Не помешает ознакомиться с такими видео инструкциями и начинающим сварщикам, которые мало себе представляют, как правильно соединять изделия аргонодуговой сваркой.
TIG. Учимся варить аргоном.

Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DC\AC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.



Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил б\у канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
Технология ручной аргонодуговой сварки труб
Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб - менее 100 мм, толщина стенки - до 10 мм.
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке - в зависимости от толщины стенки трубы, а при многопроходной - исходя из высоты валика, которая должна составлять 2 - 2,5 мм. Сварочный ток назначают из расчета 30 - 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Ориентировочные режимы
Диаметр W-электрода, мм
Диаметр присадка, мм
Сварочный ток, А
Напряжение на дуге, В
Расход газа, л/мин
Минимальные режимы по току в зависимости от марки W-электрода
Постоянный ток (А) полярности
Переменный ток, А
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка

Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.
Направление и очередность укладки корневого слоя

Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф с толщиной стенки более 10 мм - конец такой трубы подогревают до 250 - 300 °С.
Читайте также: