Точечная сварка ювелирных изделий
Обновлено: 21.05.2024
Недавно ремонтировал точечно-искровой сварочный аппарат Ding Xing Jewelry Machine и после того, как вернул его хозяину, решил собрать себе такой же. Естественно, с заменой части оригинальных комплектующих на то, что есть «в тумбочке».
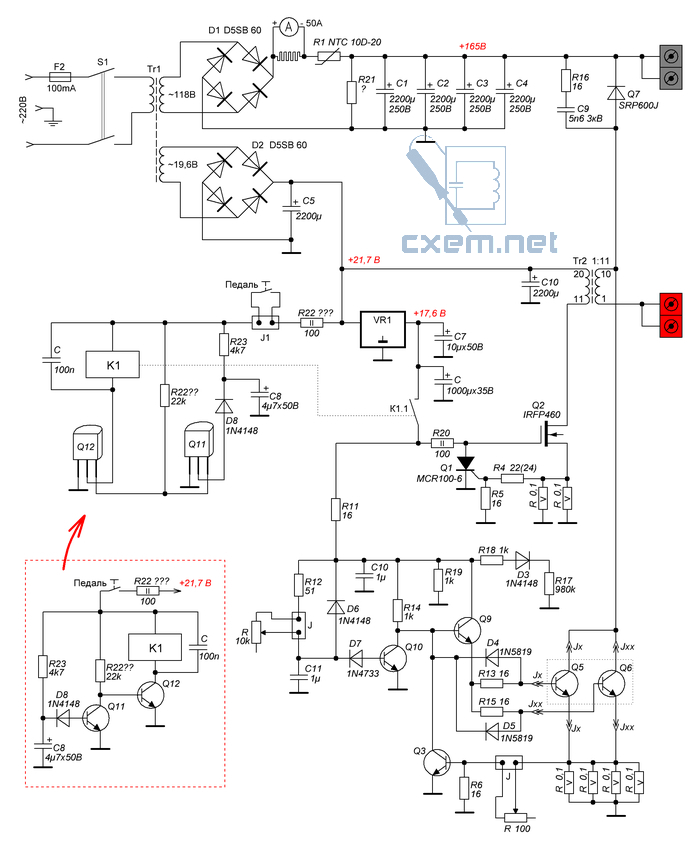
Принцип работы аппарата достаточно простой – на конденсаторе C5 (рис.1) накапливается такое количество энергии, что при открывании транзистора Q9 её хватает, чтобы в месте сварки точечно расплавить металл.
С трансформатора питания Tr1 напряжение 15 В после выпрямления, фильтрации и стабилизации поступает на те части схемы, что отвечают за управление характеристиками сварочного импульса (длительность, ток) и создания высоковольтного «поджигающего» импульса. Напряжение 110 В после выпрямления заряжает конденсатор С5, который (при нажатии на педаль) разряжается в точку сварки через силовой транзистор Q8 и через вторичную обмотку трансформатора Tr2. Этот трансформатор совместно с узлом на транзисторах Q5 и Q8 создают на выводах вторичной обмотки высоковольтный импульс, пробивающий воздушный промежуток между сварочным электродом (вольфрамовой иглой, красный вывод) и свариваемыми деталями, подключенными к чёрному выводу. Это, скорее всего, необходимо для химически чистой сварки ювелирных изделий (вольфрам достаточно тугоплавкий металл).
Часть схемы на элементах R1, C1, D1, D2, R2, Q1, R3, Q2, K1 и D5 обеспечивает кратковременное включение реле К1 на время около 10 мс, зависящее от скорости заряда конденсатора С1 через резистор R1. Реле через контакты К1.1 подаёт стабилизированное напряжение питания +12 В на два узла. Первый, на элементах C8, Q5, R15, R16, Q8, R18, R20 и Tr2 – это уже упомянутый генератор высоковольтного «поджигающего» импульса. Второй узел на R5, C2, R6, D6, D7, R9, C4, R10, Q3, R12, Q4, R13, R14, Q6, R24, Q7, R17, R21, D8, R22, Q9 и R23 – генератор одиночного сварочного импульса, регулируемого резисторами R6 по длительности (1…5 мс) и R17 по току. На транзисторе Q3 собран, собственно, сам генератор импульса (принцип работы как и на включение реле), а транзисторы Q6 и Q7 – это составной эмиттерный повторитель, нагрузкой которого является силовой ключ на транзисторе Q9. Низкоомный резистор R23 - датчик силы сварочного тока, напряжение с него проходит через регулируемый делитель R22, R17, R14 и открывает транзистор Q4, который уменьшает напряжение открывания выходного транзистора Q9 и этим ограничивает протекающий ток. Параметры регулировки тока точно определить не удалось, но расчётный верхний предел не более 150 А (определяется внутренним сопротивлением транзистора Q9, сопротивлениями вторичной обмотки Tr2, резистора R23, монтажных проводников и мест пайки).
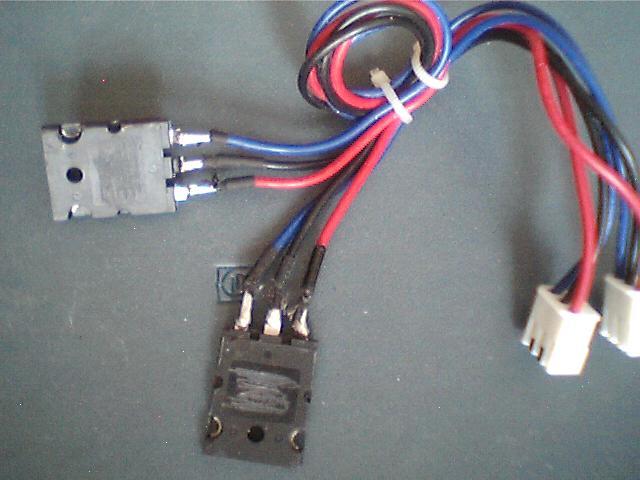
Полевой транзистор Q8 собран из четырёх IRF630, включенных параллельно (в оригинальной схеме стоит один IRFP460). Силовой транзистор Q9 состоит из десяти FJP13009, также включенных «параллельно» (в оригинальной схеме стоят два IGBT транзистора). Схема «запараллеливания» показана на рис.2 и кроме транзисторов содержит в себе элементы R21, D8, R22 и R23 каждые для своего транзистора (рис.3).
Низкоомные резисторы R20 и R23 выполнены их нихромовой проволоки диаметром 0,35 мм. На рис.4 и рис.5 показано изготовление и крепёж резисторов R23.
Печатные платы в формате программы Sprint-Layout развёл (рис.6 и рис.7), но заниматься их изготовлением по технологии ЛУТ не стал, а просто вырезал на фольгированном текстолите дорожки и «пятачки» (видно на рис.8). Размеры печатных плат 100х110 мм и 153х50 мм. Контактные соединения между ними выполнены короткими и толстыми проводниками.
Трансформатор питания Tr1 «сделан» из трёх разных трансформаторов, первичные обмотки которых включены параллельно, а вторичные последовательно для получения нужного выходного напряжения.
Сердечник импульсного трансформатора Tr2 набран из четырёх ферритовых сердечников строчных трансформаторов от старых «кинескопных» мониторов. Первичная обмотка намотана проводом ПЭЛ (ПЭВ) диаметром 1 мм и имеет 4 витка. Вторичная обмотка намотана проводом в ПВХ изоляции с диаметром жилы 0,4 мм. Количество витков в последнем варианте намотки – 36, т.е. коэффициент трансформации равен 9 (в оригинальной схеме применялся трансформатор с Ктр.=11). «Начало-конец» одной из обмоток надо скоммутировать так, чтобы выходной отрицательный импульс на красном выводе аппарата возникал после закрытия полевого транзистора Q8. Это можно проверить опытным путём – при правильном подключении искра «мощней».
Элементы R19, C10 являются демпфирующей антирезонансной цепочкой (снаббер), а такое включение диода D9 обеспечивает на красном выводе сварочного аппарата отрицательную полуволну высоковольтного «поджигающего» импульса и защищает транзистор Q9 от пробоя высоким напряжением.
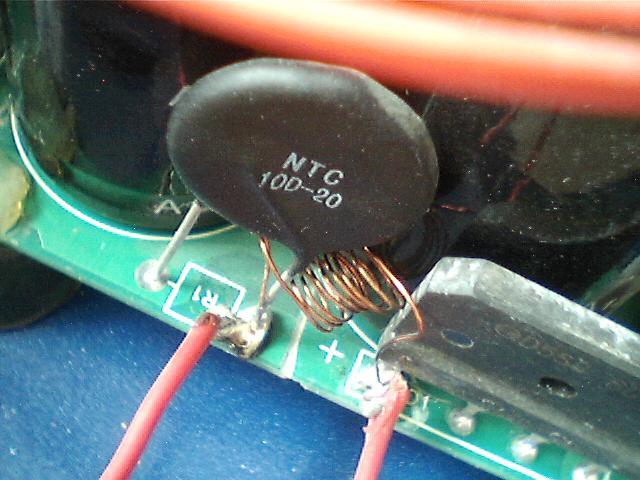
Накопительный конденсатор С5 составлен из 30 электролитических конденсаторов разной ёмкости (от 100 до 470 мкФ, 200 В), включенных параллельно. Их общая ёмкость – около 8700 мкФ (в оригинальной схеме применены 4 конденсатора по 2200 мкФ). Чтобы ограничить зарядный ток конденсаторов, в схеме стоит резистор R8 NTC 10D-20. Для контроля тока используется стрелочный индикатор, подключенный к шунту R7.
Аппарат был собран в компьютерном корпусе размерами 370х380х130 мм. Все платы и другие элементы закреплены на куске толстой фанеры подходящего размера. Фото расположения элементов во время настройки на рис.8. В окончательном варианте с передней панели был убран шунт R7 и стрелочный индикатор тока (рис.9). Если же индикатор нужно ставить в аппарат, то сопротивление резистора R7 придётся подбирать по рабочему току используемого индикатора.
Сборку и настройку аппарата лучше производить последовательно и поэтапно. Сначала проверяется работа трансформатора питания Tr2 вместе с выпрямителями D3, D4, конденсаторами С3, С5, С9, стабилизатором VR1 и конденсаторами С6 и С7.
Затем собрать схему включения реле К1 и подбором ёмкости конденсатора С1 или сопротивления резистора R1 добиться устойчивого срабатывания реле на время около 10-15 мс при замыкании контактов на педали.
После этого можно собрать узел высоковольтного «поджигающего» импульса и, поднеся выводы вторичной обмотки друг к другу на расстояние долей миллиметра, проверит, проскакивает ли между ними искра во время срабатывания реле К1. Хорошо бы ещё убедиться, что её длительность лежит в пределах 0,3…0,5 мс.
Потом собрать остальную часть схемы управления (ту, что ниже R9 по рис.1), но к коллектору транзистора Q9 подключить не трансформатор Tr2, а резистор сопротивлением 5-10 Ом. Второй вывод резистора припаять к плюсовому выводу конденсатора С9. Включить схему и убедиться, что при нажатии педали на этом резисторе появляются импульсы длительностью от 1 до 5 мс. Чтобы проверить работу регулировки по току, нужно будет или собирать высоковольтную часть аппарата или, увеличив сопротивление R23 до нескольких Ом, посмотреть, меняется ли длительность и форма импульса тока, протекающего через Q9. Если меняется – это значит, что защита работает.
Возможно, что понадобится подбор номиналов резистора R9 и конденсатора C4. Дело в том, что для того, чтобы полностью «открыть» транзисторы Q9.1-Q9.10, нужен достаточно большой ток, который пропускает через себя Q7. Соответственно, уровень напряжения питания на конденсаторе С4 начинает «просаживаться», но этого времени должно хватать, чтобы провести сварку. Излишне большое увеличение ёмкости конденсатора C4 может привести к замедленному появлению питания в узле, а соответственно, к задержке по времени сварочного импульса относительно «поджигающего». Лучшим выходом из этой ситуации является уменьшение управляющего тока, т.е. замена десяти транзисторов 13007 на два-три мощных IGBT. Например, IRGPS60B120 (1200 В, 120 А) или IRG4PSC71 (600 В, 85 А). Ну, тогда есть смысл и в установке "родного" транзистора IRFP460 в узле, формирующем высоковольтный «поджигающий» импульс.
Не скажу, что аппарат оказался очень нужным в хозяйстве :-), но за прошедшие три недели было приварено всего несколько проводников и резисторов к лепесткам электролитических конденсаторов при изготовление блока питания и сделано несколько «показательных выступлений» для любознательных зрителей. Во всех случаях в качестве электрода использовалась медная оголённая миллиметровая проволока.
Недавно провёл "доработку" - вместо педали поставил кнопку на передней панели и добавил индикацию включения аппарата (обыкновенная лампочка накаливания, подключенная к обмотке с подходящим напряжением одного из трансформатора).
Особенности сварки ювелирных изделий
При изготовлении и ремонте ювелирных изделий возникает необходимость создания прочных неразъемных соединений очень мелких деталей. Специфика этого тонкого ремесла предъявляет высочайшие требования к технологии выполнения таких работ.
Помимо того, что при работе с изделиями, представляющими некоторую художественную ценность, эстетическая составляющая находится на первом месте, особую специфику создает то обстоятельство, что изготовлены они, как правило, из золота и других драгоценных металлов.
Традиционными способами создания соединения в ювелирном деле являются клепка и пайка, с успехом применяющиеся по сей день. Ранее сварка для ювелиров применялась редко. Но с развитием сварочных технологий, она все чаще используется для создания украшений и других ценных изделий.

Основные способы
Общее развитие сварочных и электронных технологий привело к появлению новых методов сварки ценных ювелирных изделий. Существующие в настоящее время сварочные аппараты для ювелирных работ по используемой технологии процесса можно разделить на три типа:
- точечная электродуговая сварка с применением неплавящегося электрода;
- электрическая контактная сварка;
- сварка с использованием лазера.
Кроме перечисленных технологий, существует также диффузионное соединение. Этот способ следует рассматривать отдельно от вышеперечисленных, так как, осуществляется он довольно примитивными средствами и не требует применения сложных технических устройств.
Дуговая точечная
Общий принцип данной технологии точечной ювелирной сварки такой же, как и у обычного электродугового процесса. Источником энергии для плавления свариваемого металла служит электрическая дуга, зажигаемая между тугоплавким электродом и изделием.
Тем не менее, имеются существенные отличия дуговых аппаратов для ювелирной сварки от их более мощных промышленных собратьев. Главное различие заключается в режиме сварочного процесса.
Работа большого промышленного сварочного аппарата характеризуется достаточно длительным режимом горения электрической дуги (это относится к работе как с плавящимся, так и с тугоплавким, вольфрамовым или угольным электродом).
Ювелирную точечную электрическую сварку отличает импульсный характер работы. Сварочная дуга в данном случае представляет собой короткий электрический разряд, который, не смотря на это, успевает расплавить металл в зоне сварки и образовать сварное соединение в небольшой области (точке). По этой причине данная разновидность сварки называется точечной.
Конструкция аппарата для ювелирной сварки имеет еще более существенные отличия. Источником напряжения для создания дуги в нем служит накопительный конденсатор, который разряжается во время сварочного импульса.
Образцы устройств
Примером аппаратов для ювелирной точечной сварки может служить агрегат фирмы «Lampert» (Германия) и Orion pulse150i (США).

Оба аппарата снабжены биноклями, в которые можно рассмотреть мельчайшие детали ювелирного изделия. Для защиты глаз окуляры снабжены шторкой, которая закрывается в момент дугового разряда.
Работа происходит следующим образом. Ювелирное изделие закрепляют в предназначенном для этого месте, при этом, специальный зажим обеспечивает надежный его контакт с одним полюсом аппарата.
Ювелир прикасается электродом к изделию в нужном месте. В этот момент происходит разряд накопительного конденсатора, а подвижная часть электрода автоматически втягивается, создавая искровой зазор, в котором горит электрическая дуга. В это же время осуществляется подача порции аргона через отверстие в центре электрода.
В процессе сварки при необходимости может использоваться присадочная проволока, сплавляющаяся с материалом изделия.
Контактная
Данный вид соединения деталей принципиально не отличается от широко распространенной в машиностроении контактной сварки. Соединяемые детали сжимают, и через их точечный контакт пропускают сварочный ток.
Неразъемное соединение образуется вследствие пластического деформирования деталей под воздействием внешнего давления и их сплавления в месте контакта.
Сварочный аппарат для ювелирных украшений, основанный на методе контактной сварки, работает следующим образом. Свариваемые детали закрепляются в специальном приспособлении, служащем пуансоном и обеспечивающем контакт с электрическими полюсами аппарата, после чего (чаще всего посредством нажатия на педаль) подается сварочный ток.
Данный способ соединения часто используется в качестве средства временной фиксации деталей для дальнейшей пайки соединения.
Лазерная
Принцип лазерной технологии заключается в расплавлении кромок соединяемых деталей не электрической дугой, а лазерным лучом, то есть, когерентным пучком света. Источником излучения является твердотельный лазер, использующий кристалл алюмоиттриевого граната.

Этот выбор не случаен. Излучение, создаваемое именно этим минералом, наиболее полно поглощается драгоценными металлами, то есть, их разогрев этим лазером осуществляется наиболее эффективно.
Лазерная сварка ювелирных изделий характеризуется уникальными свойствами:
- возможностью чрезвычайно точной фокусировки луча;
- возможностью локального разогрева очень малой зоны поверхности изделия;
- отсутствием необходимости защиты глаз затемненным стеклом, что позволяет в мельчайших деталях наблюдать сварочный процесс.
Аппараты лазерной сварки отличаются габаритами и ценой. Регулируя мощность, можно сваривать ювелирные изделия из различных сплавов.
Диффузионная сварка
Суть диффузионного процесса сводится к следующему. Поверхности контакта ювелирных изделий шлифуют и тщательно очищают, после чего с большим усилием зажимают между стальными пластинами и нагреваются «докрасна» (если быть точным, до 70 – 80% температуры плавления) в муфельной печи или кузнечном горне.
При выдержке заготовок в таком состоянии определенное время, в месте контакта деталей происходит взаимная диффузия их атомов, что приводит к созданию прочного неразъемного соединения.
Тонкости ювелирной пайки
Изготовление и ремонт различных ювелирных украшений из металла требует применения технологии создания неразъёмных соединений достаточно мелких деталей. Одним из наиболее распространённых способов достижения этой цели является ювелирная пайка.
По сути, этот процесс не отличается от других видов пайки. В его основе лежит принцип соединения металлических изделий путём их смачивания расплавом вспомогательного материала, называемого припоем.
При этом не происходит расплавления основных деталей, так как температура плавления вспомогательного сплава всегда ниже температуры, при которой плавится соединяемый металл.
Особенности работы с украшениями
Существует несколько особенностей, отличающих пайку ювелирных изделий от пайки, применяемой в бытовых и технических целях:
- эстетичность паяного соединения, как основная цель выполняемой работы, наряду с необходимой прочностью;
- выполнение операций с очень мелкими деталями, требующими применения специфического инструмента и приспособлений;
- работа с дорогим материалом, содержащим драгоценные металлы – серебро, золото, платину.
По понятным причинам, качественно проводить ювелирную пайку могут только профессионалы. Но попробовать свои силы и обучиться тонкостям процесса не запрещено никому.
Оборудование

К металлам, с которыми наиболее часто приходится сталкиваться в ювелирном деле, относятся в первую очередь, золото и серебро. Технология пайки этих металлов требует высокой температуры.
Нагревание соединяемых деталей и расплавление припоя осуществляется посредством газопламенного оборудования. Это могут быть установки, работающие на газе или бензине. Гораздо чаще для ювелирных работ используются газовые аппараты. Это обусловлено тем, что газовое оборудование более удобно в применении, не создаёт дискомфорта из-за резкого запаха (как в случае с бензином).
Сжатый газ, находящийся в баллоне, готов к употреблению, его подача осуществляется за счёт собственного давления. При применении бензина, готовят бензино-воздушную смесь, для чего необходим сжатый воздух. То есть, в этом случае требуется применение насосного или компрессорного оборудования.
Аппарат, применяемый при ювелирной пайке, должен быть укомплектован газовой горелкой, имеющей регулятор интенсивности пламени. Для выполнения ювелирных работ желательно иметь две горелки.
Одна из них, более мощная, применяется для расплавления металлов в тиглях. Другая должна иметь тонкий факел для разогрева и пайки миниатюрных компонентов.
Для ювелирной пайки могут применяться лазерные аппараты. Однако стоимость их высока, поэтому их устанавливают далеко не в каждой мастерской.
Приготовление флюса
Чтобы подготовить поверхность изделий, подлежащих пайке, применяются различные вещества. Химические соединения, применяемые для удаления окисных плёнок с поверхности металла, а также уменьшающие силы поверхностного натяжения расплавленного припоя, с целью лучшего смачивания паяемой поверхности, называются флюсами.
Флюс чаще всего используют в жидком виде, нанося его на подготавливаемую к пайке поверхность. Ювелиры для этой цели очень часто применяют порошок буры, делая из него насыщенный водный раствор.
Приготовление такого флюса осуществляют в два этапа. Сначала порошок буры заливают водой и нагревают до полного его растворения.
После этого раствору дают высохнуть. Когда влага полностью испариться, разрыхлённый порошок буры растирают ступкой, после чего, добавляя воду, доводят смесь до состояния жидкой кашицы. Данным составом покрывается поверхность изделия перед пайкой.
Своеобразным методом осуществляется подготовка к ювелирной пайке золотых изделий, в составе которых имеется примесь никеля. Такое ювелирное изделие вначале кипятят в воде с борной кислотой.
После этой процедуры на поверхности золота образуется тонкая плёнка, препятствующая образованию окислов. Затем, непосредственно перед пайкой, поверхность покрывается флюсом из раствора буры.
Припои для драгоценных металлов
Основным материалом при пайке является припой, специальный расплавляемый сплав. Ювелирные припои имеют в своём составе драгоценные металлы.
Классификация этих сплавов осуществляется по температурной шкале их плавления. Сплавы для пайки, применяемые в ювелирном деле, обычно плавятся при температуре от 650 до 1000 ℃.
Эти относительно высокие значения температур и определяют газопламенное оборудование в качестве основного в ювелирной пайке.

Электрический паяльник не в состоянии обеспечить нагрев до такой степени. Условно припои делятся на мягкие и твёрдые. Чем ниже температура плавления такого сплава, тем он мягче, и наоборот.
Выбор сплава для ювелирной пайки представляет особую важность и должен осуществляется индивидуально к каждому изделию. Важнейшим критерием в этом вопросе является цвет изделия.
Дело в том, что в зависимости от пробы металла, из которого изготовлено украшение, а также состава добавок, применённых в сплаве, цвет материала может иметь различные оттенки.
Очевидно, что при пайке ювелирных изделий, цвет применяемого сплава должен совпадать с цветом основного материала, в противном случае, работа может быть признана браком.
С этой целью, сплав, использующийся для ювелирной пайки золотых и серебряных изделий должен иметь ту же пробу, что и материал изделия, а также по возможности близкий состав.
Готовить самому или купить
Припои могут приобретаться в готовом виде, либо готовятся самостоятельно. При самостоятельном изготовлении сплавов для ювелирной пайки, необходимые компоненты в нужных пропорциях помещаются в тигель и расплавляются пламенем газовой горелки.
Весовые доли компонентов должны быть выверены очень точно, для чего обычно используются тонкие аптекарские весы. После расплавления и перемешивания всех составляющих, из жидкого расплава отливаются прутки, для чего используются специальные формы.
Многие мастера, для удобства последующей ювелирной пайки, раскатывают прутки в тонкие пластины и нарезают их на кусочки.
Состав
Для пайки изделий из золота используют золотой сплав, для пайки серебра – серебряный. В соответствии с различными стандартами, принятыми в разных странах, при изготовлении ювелирных украшений используются драгоценные металлы разных проб.
В продаже можно найти по несколько видов припоя каждой имеющей распространение пробы, которые отличаются друг от друга по составу и соответственно, по цвету.
Кроме пробы и цвета, сплавы, применяемые для ювелирной пайки должны обладать специфическими качествами, которые обеспечиваются введением в них особых добавок, иногда не содержащихся в соединяемых металлах. Например, в золотые припои могут включаться серебро, медь, цинк и кадмий.
При добавлении в припой серебра, понижается температура плавления полученного сплава, повышается его текучесть, обеспечивающая надёжное заполнение в процессе пайки микронеровностей спаиваемого стыка.
Кроме этого, серебро ослабляет желтизну оттенка золотого сплава. Введение меди напротив, повышает тугоплавкость и твёрдость припоя и добавляет красноватые тона в его окраску.
Добавление в припой кадмия и цинка снижают твёрдость, но при этом, первый придает изделию зеленоватый оттенок, второй же, ослабляет интенсивность окраски сплава.
Кроме названных компонентов, золотой ювелирный припой может содержать никель и палладий, которые придают сплаву белый цвет. Припои, содержащие эти элементы, используются для пайки ювелирных изделий из белого золота и платины.
К припоям для пайки серебряных изделий не предъявляются столь жёсткие требования в части пробы, как к золотым. Серебряные припои изготавливаются с содержанием меньшего количества компонентов, чем сплавы для пайки золота. Кроме самого серебра, в серебряном припое обычно присутствует либо только медь, либо медь с цинком.
Бижутерия
Благодаря развитию технологий в металлургии и производстве ювелирных изделий, прослеживается мировая тенденция увеличения доли сравнительно недорогой бижутерии в общем объёме ювелирного производства.

И это совершенно оправдано. Продолжающийся рост цен на драгоценные металлы делает непрактичным ношение дорогих изделий из золота и платины, в то время как появляется альтернатива в виде дешёвой и красивой бижутерии.
Способы пайки недорогих ювелирных украшений зависят от материала, из которого они изготовлены. К сожалению, некоторые сплавы, применяемые при изготовлении этих изделий, могут не поддаваться пайке.
В том случае, когда пайка возможна, лучше подобрать для этого сплав, состоящий из недорогих компонентов, так как припой может оказаться на порядок дороже самого изделия.
Ремонт контактно-точечно-искрового сварочного аппарата Ding Xing Jewelry Machine
Попросил знакомый «посмотреть» нерабочий сварочный аппарат. Говорит, что уже отдавал его в ремонт, там сказали что проблема, скорее всего в трансформаторе и ничем помочь не могут. Я, в общем-то, ремонтом не занимаюсь, но на «посмотреть» что-либо обычно соглашаюсь. Посмотреть-то не сложно, ну а вдруг «оно» ещё и отремонтируется – мне не сложно, а люди радуются.
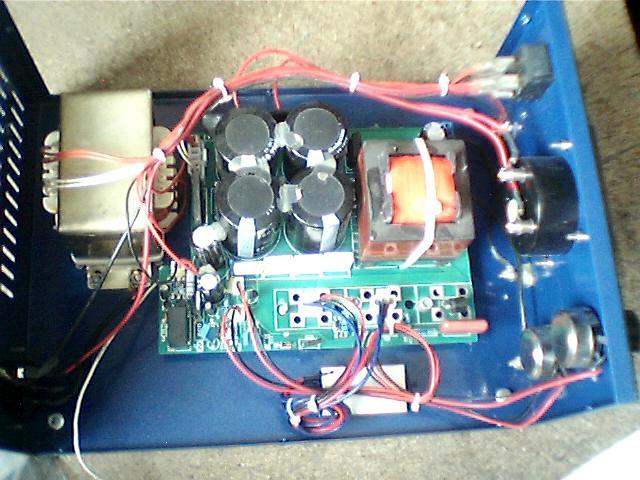
Хозяин аппарата объяснил, что предназначен он для сварки ювелирных изделий точечными одиночными импульсами, управляется ножной педалью и для работы нужна вольфрамовая игла. Сварочный импульс, вроде, есть, но по технологии должна быть ещё «зажигающая» искра, пробивающая расстояние до 1-3 мм, а её как раз нет. Называется всё это чудо – Ding Xing Jewelry Machine (рис.1).

На передней панели аппарата (рис.2) стоят два регулятора режима сварки – длительность и ток импульса, стрелочный индикатор тока со шкалой до 50 А, два винтовых зажима – красный и чёрный (к красному подключается игла, к чёрному – свариваемые детали), круглое гнездо для разъёма ножной педали-переключателя и сетевой выключатель с подсветкой.

На задней стенке расположен сетевой разъём и предохранительная колодка.
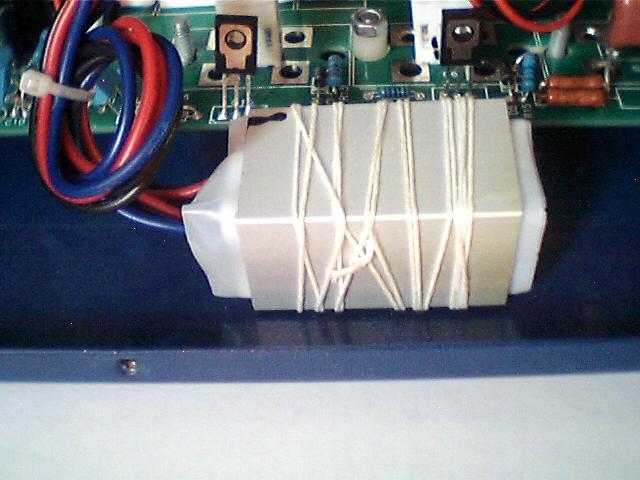
Аппарат показался достаточно лёгким, поэтому сразу же сняли верхнюю крышку (рис.3) и заглянули внутрь – вдруг там чего-нибудь не хватает? Но, нет, вроде всё на месте – небольшой сетевой трансформатор ватт на 100, несколько электролитических конденсаторов и трансформатор на ферритовом сердечнике ещё меньшего размера, чем сетевой. Ещё мелочь какая-то на плате и непонятный белый брусок с подходящими к нему проводами. Почти все соединения с платой разъёмные.
Ладно, забрал аппарат домой, буду «посмотреть».
Дома сразу же полез в Интернет искать схему. И, конечно же, надеялся, что кто-нибудь уже ремонтировал такое «чудо» и поделился впечатлениями. Ан, нет. Ничего подходящего не нашёл. Даже нормального описания работы с ним… Ладно, тогда начнём с осмотра.
Плата к днищу корпуса крепится с одного края на трёх стойках сделанных из винтов М4 (рис.4), а с другого была когда-то приклеена термоклеем к резиновой бобышке (ножка корпусная, видна на фото слева на заднем плане). Клей, конечно же, уже оторван (или сам отвалился).
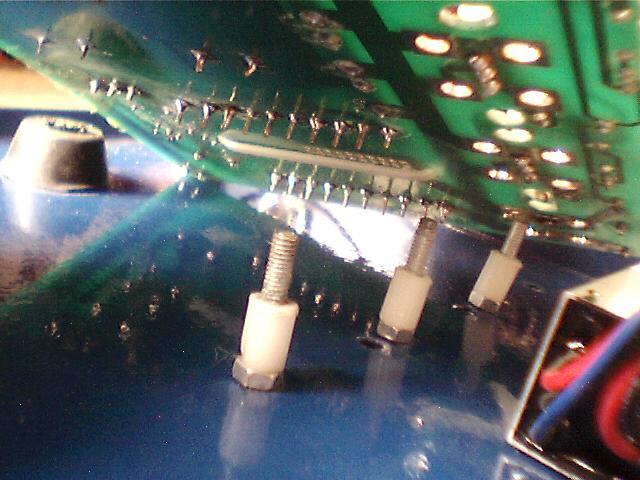
К стойкам плата прикручивается гайками через изолирующие прокладки (рис.5). На рисунке видно, что с транзистора Q10 стёрта маркировка. Как оказалось, маркировка стёрта и со всех остальных транзисторов и со стабилизатора питания тоже (рис.6). Шифруются, однако…

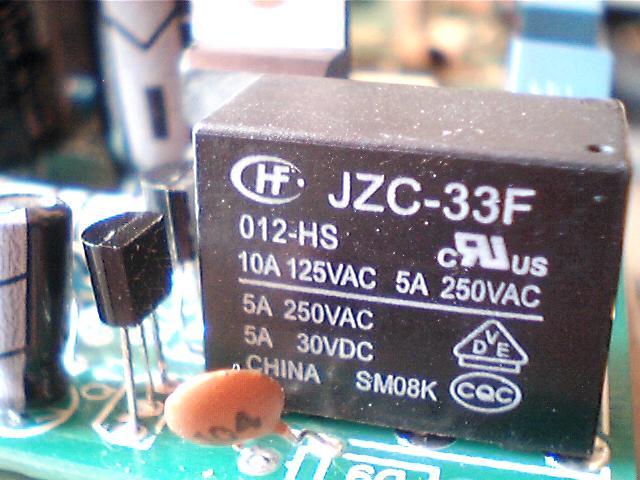
Реле, видимое в нижнем правом углу предыдущего фото, более подробно показано на рисунке №7:
Провода к амперметру, что стоит на передней панели аппарата, идут от шунта, выполненного из эмалированного медного провода (рис.8). Провода припаяны, разъёма нет. Даже рядом. Возможно, что сначала подразумевалось прибор подключать в другое место схемы.
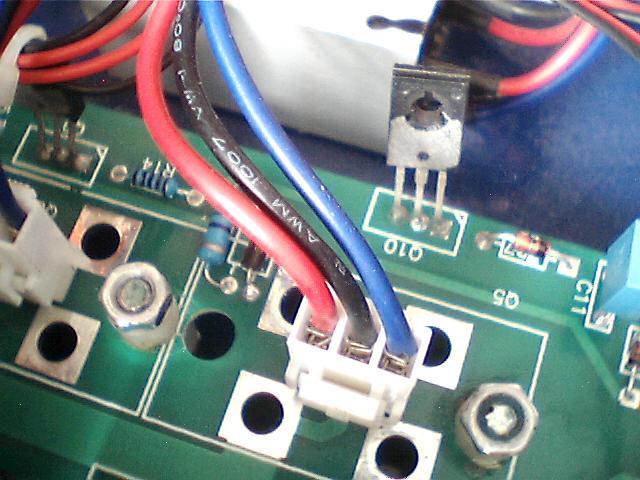
На рисунке №9 показан разъём, по которому подаётся питание с силового трансформатора. Видны вставленные спички – наверное, это уже «наши» доработки…

На рисунке №10 тот же разъём, но фото сделано уже с платы, вытащенной из корпуса аппарата. Учитывая две пары проводов, подходящих к этому разъёму и два выпрямительных моста около него, можно сделать предположение, что схема питается двумя напряжениями и одно из них достаточно высоковольтное. Скорее всего, оно и является «сварочным». А второе, низковольтное, питает схему управления.
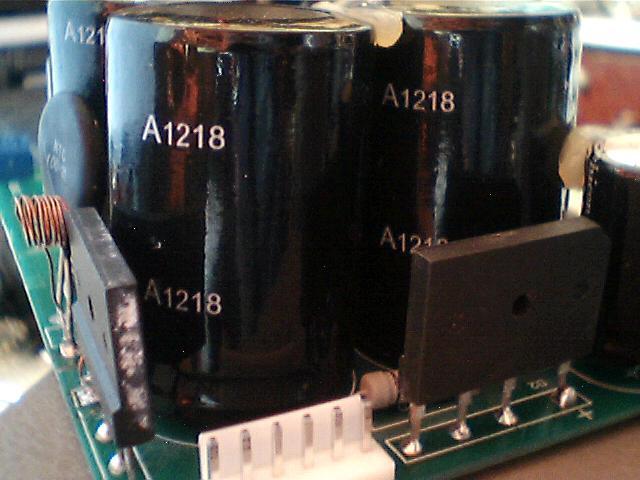
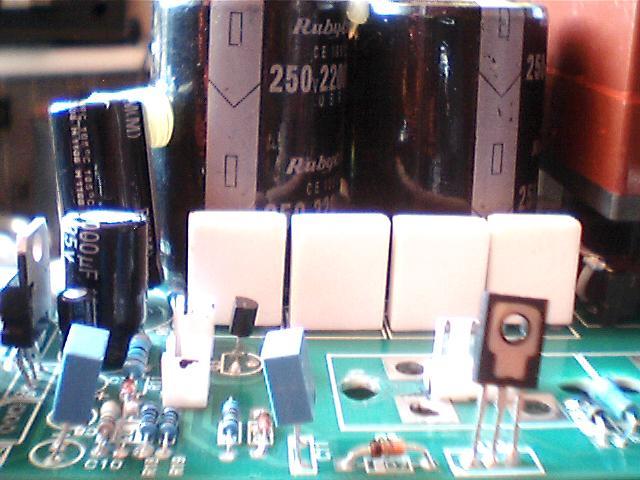
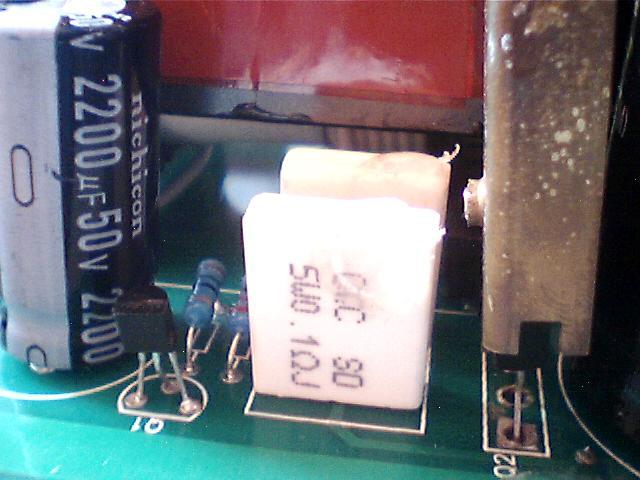
Электролитические конденсаторы на 250 В и 2200 мкФ стоят марки Rubycon (рис.11 и рис.12). Четыре белых прямоугольника перед ними на рисунке №11 – это резисторы сопротивлением 0,1 Ом и мощностью по 5 Вт.
В другом углу платы стоят ещё два таких же резистора и электролитический конденсатор Nichicon 2200 мкФ 50 В (рис.13). Справа на фото – радиатор, к которому прикручен мощный транзистор Q2 в корпусе TO-247.
Надо полагать, что если в приборе применяются конденсаторы именно таких марок, то высока вероятность того, что в этих частях схемы повышена требовательность к низкому сопротивлению источников питания при импульсной сильноточной нагрузке.
На рисунке №14 показаны выходные клеммы на плате, к которым короткими толстыми проводниками подключаются винтовые разъёмы, находящиеся на передней панели аппарата. Буквы «КР» и «Ч» - это уже я подписал, чтобы знать, куда какой разъём подключать при экспериментах на столе.

В этом же углу печатной платы нанесена маркировка «S1878» (рис.15). Так как больше никаких опознавательных данных нет, то очень вероятно, что эти цифры относятся к версии аппарата.

Фото непонятного белого бруска, прикрученного к днищу, показано на рисунках №16…18.



Брусок похож на отпиленный кусок дюралюминиевой трубы прямоугольного профиля, в который что-то вставлено и залито эпоксидной смолой. Смола не очень твёрдая – царапается кончиком ножа и, наверное, можно будет попробовать расковырять её. Но для начального понимания, хорошо было бы на схему глянуть – куда этот «брусок» подключается. Беглый осмотр дорожек, подходящих к разъёмам, ничего не прояснил – чёрные и синие проводники на плате соединяются между собой, синие идут к четырём пятиваттным резисторам, красные – раздельно к мелким резисторам с диодами (но, похоже, что одинаковым по номиналам), чёрные – к одной из обмоток ферритового трансформатора. Тестер показывает, что между чёрным и синим выводами стоит диод. Контакты одного разъёма никак не «звонятся» с контактами другого. Очень похоже, что это два раздельных транзистора. Скорее всего, IGBT или полевые. Надо срисовывать схему с платы …
К обеду следующего дня схема аппарата стала более-менее понятной (рис.19). И хоть «рожицы» всех активных элементов были ободраны и где какие выводы у них было не ясно, но по схемотехнике узлов становилось понятно, кто что делает и за что отвечает.
Схему можно разделить на две части в соответствии с уровнями питающих напряжений. Первая часть, высоковольтная – это та, что запитывается от обмотки трансформатора Tr1 с напряжением 118 В. Выпрямленное мостом D1 напряжение проходит через токовый шунт, ограничительный терморезистор R1, фильтруется конденсаторами С1…С4 и поступает на чёрный винтовой зажим на передней панели аппарата. Здесь всё сразу понятно.
Вторая часть, низковольтная, питается от 19,6 В – это все остальные элементы. Они служат для создания искры (импульса пробоя) на выводах вторичной обмотки трансформатора Tr2 и для разряда в этот же момент накопленной конденсаторами С1…С4 энергии в место сварки. Разряд происходит через вторичную обмотку Tr2 и через транзисторы Q5, Q6 (они, скорее всего, IGBT).
Есть две неожиданности в той части схемы, куда подаётся напряжение через педаль. Первая – это то, что два резистора имеют одинаковую нумерацию «R22» (помечены вопросительными знаками). Вторая – то, что катушка реле зашунтирована конденсатором 100 нФ (он виден на переднем плане на рисунке №7). Конденсатор впаян вместо диода, место установки которого обозначено на плате как D9.
Схема на транзисторах Q11 и Q12 отвечает за кратковременное включение реле К1 при нажатии на педаль. Если рассматривать работу этого узла в схемотехнике, показанной в обведённой пунктиром схеме, то в момент подачи питания транзистор Q11 должен быть закрытым (так как С8 ещё разряжен), а соответственно, Q12 открывается током, проходящим через R22 (тот, который в коллекторе Q11). Реле К1 включится. Когда конденсатор С8 зарядится через R23, напряжение на базе Q11 повысится, он откроется и закроет Q12. Реле отключится. Чтобы включить реле ещё раз, надо отпустить педаль, дать некоторое время для разряда конденсатора С8 и опять нажать педаль.
Работа других частей схемы тоже понятна – при нажатии на педаль срабатывает реле К1 и напряжение со стабилизатора VR1 через контакты К1.1 поступает на резисторы R11 и R20. Если смотреть в сторону R20, то это напряжение открывает силовой транзистор Q2, нагрузкой которого является первичная обмотка трансформатора Tr2. Трансформатор начинает накапливать энергию и ток в обмотке растёт до того момента, пока напряжение падения на двух резисторах по 0,1 Ом и R4R5, стоящих в истоке транзистора, не станет достаточным для открывания тиристора Q1. Напряжение на затворе Q2 пропадает, транзистор закрывается и трансформатор отдаёт накопленную энергию во вторичную обмотку. Трансформатор Tr2 – повышающий, его первичная обмотка имеет 6 витков, вторичная 66. Если расстояния между проводниками, подключенным к чёрному и красному разъёмам аппарата, будет достаточным для пробоя, то возникает искровой разряд.
В то же время, когда напряжение подаётся на R20, оно же поступает и через резистор R11 на транзисторы Q10, Q9, Q3. На них собран узел, открывающий на некоторое время транзисторы Q5, Q6 (через них разряжаются конденсаторы С1…С4) и поддерживающий разрядный ток на заданном уровне. Происходит это так – при появлении напряжения питания оно через R14 поступает на базу Q9. Этот транзистор выполняет роль эмиттерного повторителя – с него напряжение поступает на базы транзисторов Q5, Q6. Открывшись, эти транзисторы могут пропускать через себя весь сварочный ток. Датчиком силы этого тока являются четыре резистора сопротивлением по 0,1 Ом, включенные параллельно. Напряжение падение с них поступает на регулируемый делитель, образованный постоянным резистором R6 и переменным резистором 100 Ом, стоящим на передней панели аппарата и являющимся регулятором сварочного тока. Когда напряжение на базе Q3 достигнет уровня открывания транзистора, он, естественно, начинает открываться и уменьшать напряжение на базе транзистора Q9 и запирать Q5, Q6, чем вызывает уменьшение протекающего через них тока. Понятно, что этот процесс не может продолжаться долго – ведь конденсаторы С1…С4 разряжаются и напряжение на них уменьшается, поэтому в схему внесены элементы, ограничивающие время сварочного импульса – через резистор R12 и переменный резистор сопротивлением 10 кОм происходит заряд конденсатора С11 (как и в схеме включения реле К1). Когда напряжение на базе транзистора Q10 будет достаточно для его открывания, он откроется и зашунтирует собой базу Q9 на «землю». Чем вызовет полное закрывание силовых транзисторов Q5 и Q6 и прекращение сварочного импульса.
Для удовлетворения любопытства, решил разобрать этот «брусок» и посмотреть, что же там точно находится. Сточил одну грань алюминиевого корпуса и вынул внутренности (рис.20). Действительно, что-то залито, и это «что-то» было предварительно засунуто в термоусадочную трубку и приклеено термоклеем к внутренним противоположным боковинам профиля.

Вскрытие термоусадки показало, что под ней скрывается «что-то» в корпусе TO247 (рис.21).

Обкусав кусачками и расковыряв жалом нагретого паяльника клей по краям болванки стало возможным достать транзистор (рис.22 и рис.23)


Маркировка и здесь содрана (рис.24). Жаль, конечно, но этого и следовало ожидать. Но зато душа успокоилась и теперь стало более-менее понятно, что там скрывалось (рис.25)

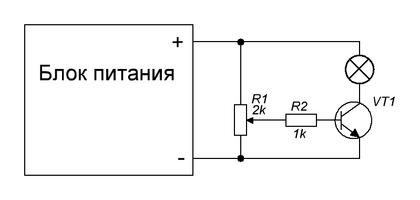
Для проверки целостности этих транзисторов собрал простейшую усилительную схему (рис.26). Всё нормально работало, транзисторы открывались, лампочка загоралась. Красные выводы - базы (затворы), чёрные - коллекторы (стоки), синие - эмиттеры (истоки).
Теперь всё это надо назад в алюминиевый профиль «упаковать». Приклеил транзисторы к оставшейся болванке-заливке, обмотал в три слоя фторопластовой лентой, аккуратно засунул в профиль и туго обмотал сверху толстыми нитками (рис.27). Проверил, что нигде ничего не сломано и не замыкает и пропитал всё это клеем БФ-2, разведённым в спирте. Сутки на сушку.
Теперь, когда схема аппарата есть и в целом понятно, как он должен работать, надо искать неисправность. Ещё во время срисовывания схемы обратил внимание, что транзистор Q2 был «паяный» и одна дорожка около переходного отверстия была порвана, а потом восстановлена. Прозвонка транзистора прямо в схеме показала, что он «звонится» по всем ножкам, показывая на переходе сток-исток (и наоборот) сопротивление около 2 Ом. Кстати, его маркировка была сцарапана не очень сильно и по остаткам символов можно было догадаться, что это транзистор IRFP460. Однако… 500 В и до 80 А в импульсе…
Таких транзисторов «в тумбочке» не было, поставил три в параллель IRF630. Сварочник ожил, начал «искрить», но искра была короткая, много меньше полумиллиметра. Хозяин аппарата посмотрел на неё, попробовал сам и сказал «не правильно»…
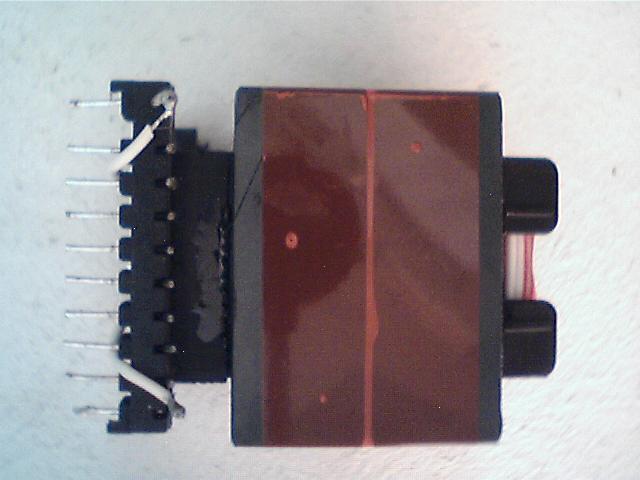
Опять разбираю корпус, вытряхиваю внутренности и пытаюсь определить, что же может ещё не работать. Решил разобрать трансформатор, посмотреть, а нет ли межвиткового замыкания во вторичной обмотке. Выводы выпаянного трансформатора фотографирую для того, чтобы потом назад всё так же намотать и не перепутать начала и концы обмоток (рис.28 и рис.29).

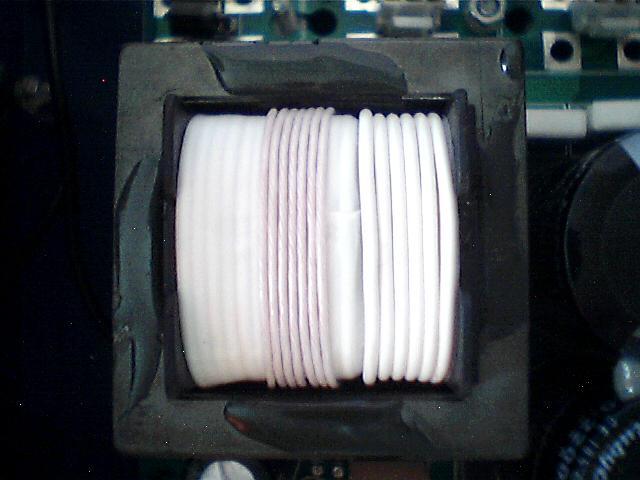
Провод для намотки обеих обмоток использован достаточно тонкий, многожильный. Но в толстой изоляции. На ощупь она мягкая и шершавая и кажется, что прилипает к рукам. При 66-ти витках вторичная обмотка имеет сопротивление 1 Ом по постоянному току. Намотана ближе к сердечнику.
Пока занимался разматыванием, обратил внимание, что сердечник слегка намагничен и притягивает мелкие металлические шайбы и стружку. Ну и, в общем-то, это единственное, что узнал нового – подозрения на межвитковое замыкание не оправдались, всё внутри было чисто и аккуратно. Трансформатор до меня не разбирали. Собрал всё назад, впаял, проверил – всё осталось как и было, искры практически нет. Для эксперимента домотал ко вторичке ещё 6 витков толстым проводом МГТФ (рис.30) но ничего не поменялось.
Вспомнил, что забыл размагнитить сердечник. Выпаял транзистор Q2 и подключил первичку трансформатора к выходу усилителя НЧ вместо акустики. На вход усилителя подал синусоидальный сигнал частотой 100 кГц и пошёл варить кофе. По прошествии некоторого времени, потраченного на выпивание чашки кофе и просмотра новостей, выключил усилитель и проверил сердечник. Намагниченность пропала. Впаял транзистор, включил аппарат – искра есть и её длина увеличилась примерно до 1 мм. Уже хорошо… Но хозяин сварочника говорил, что должна быть и 3 мм. Звоню ему, прошу при случае купить «родной» транзистор – IRFP460.
Буквально через несколько дней транзистор был впаян и аппарат заработал так, как ему и было положено. Провёл небольшую профилактику платы и всех разъёмов (почистил, помыл, подогнул), сделал несколько проб по свариванию выводов резисторов (рис.31) и отнёс хозяину.
Читайте также: