Подготовка к сварочным работам
Обновлено: 18.05.2024
Сварочные работы требуют не только наличия определенных навыков, но и хорошо подготовленного рабочего места, а также инструментов. Кроме того, необходимо знать определенные правила безопасности при проведении любых сварочных работ. Ведь от этого напрямую зависит здоровье не только непосредственно сварщика, но и окружающих. Здесь можно выделить сразу несколько негативных факторов:
• Ожоги от расплавленного металла;
• Поражение электрическим током;
• Негативное воздействие на глаза;
• Ядовитые газы и испарения во время работы;
• Попадание различных инородных предметов в глаза.
Итак, подготовка к сварочным работам начинается с изучения техники безопасности и средств индивидуальной защиты. Правила безопасности при сварочных работах во многом сходятся к общим принципам безопасности на производстве: запрещается курить на рабочем месте, проводить работы вблизи легковоспламеняющихся материалов и т.д.
Поэтому перед началом работы нужно:
1. Проверить электросеть на предмет надежности.
2. Проверить исправность изоляции кабелей.
3. Убедиться в исправности различного вспомогательного оборудования.
Кроме того, при работах внутри емкостей или на них, существуют свои меры безопасности и правила сварочных работ. Например, подготовка к сварочным работам здесь предполагает:
1. Установку специальных задвижек или заглушек для ограждения от других частей коммуникаций.
2. Очищение и удаление остаточных веществ из рабочей области, а также обработка специальными пожаробезопасными растворами.
3. Перекрытие воронок и сливных лотков, связанных с канализацией, где скапливаются различные пары и горючие газы.
4. Установление хорошей вентиляции объекта.
Как известно, есть несколько видов сварки и сварочных работ. Это, как правило, автоматическая и полуавтоматическая сварка, сварка неплавящимся или покрытым электродом, и т.д. При этом, каждый вид работ имеет свои особенности в подготовке сварочных работ:
• Универсальная автоматическая сварка (флюс). Ее особенность заключается в том, что работы выполняются на постоянном токе в обратной полярности. Поэтому следует заранее настроить приборы и правильно подключить рабочие кабели. Ролики подающего механизма на аппарате должны вращаться плавно, без рывков. Контакт между сварочной проволокой и мундштуком. При этом, сварочная проволока должна быть без следов ржавчины или масла. Автоматическую сварку с использование флюса рекомендуется производить в нижнем положении, при наклоне головки к горизонту до +8º.
• Подготовка сварочного полуавтомата к работе в защитном газе. В первую очередь следует проверить, правильно ли выбран внутренний направляющий канал в горелке и наконечник по диаметру проволоки. Очистить рабочее сопло от металла, выбрать необходимую скорость подачи подходящей сварочной проволоки и заземлить изделие обратным проводом.
• Ручная аргонодуговая сварка. Прежде всего, горелку и газопроводящие шланги нужно продувать аргоном около 30 секунд. Следует проверить баллон с аргоном, мундштук, герметичность рабочих шлангов, надежность вольфрамового электрода и подобрать соответствующий режим сварки. Кроме того, каждый месяц делается промывка шлангов спиртом и ежегодно производится замер уровня изоляции ручки горелки.
• Ручная стандартная дуговая сварка. В этом случае необходимо проверить надежность зажатия рабочего электрода, изоляцию ручки соединения кабелей и крепление самого сварочного кабеля.
Подготовка к сварочным работам не будет занимать много времени, если постоянно следовать правилам безопасности и своевременно производить проверку рабочей области и инструмента.
Как пользоваться сварочным аппаратом: секреты соединения металла
Спорить с тем, что сварка является самым надежным видом соединения металлических деталей, не станет никто. Этот метод используют в промышленности, в строительной сфере, во время ремонта или возведения жилья собственными силами. Необходимость в сварке может возникнуть не только в частном доме, но и в квартире. Сварочный аппарат нельзя назвать простейшим инструментом, поэтому многим хозяевам для таких работ приходится нанимать специалистов. Однако если есть желание «расширить горизонты», и время для этого, то можно самим научиться управляться с оборудованием. Только прежде надо понять, как работает устройство, узнать, как пользоваться сварочным аппаратом, какие модели приборов предлагает рынок, а также об особенностях обращения с ними.
Основы основ: что надо твердо знать?
Как пользоваться сварочным аппаратом — далеко не первый пункт, который следует рассмотреть при знакомстве с новой и пока не совсем понятной работой. Сначала рекомендуют изучить технику безопасности, затем узнать, какие условия нужно обеспечить для беспроблемной работы с оборудованием. Эти знания не менее важны: именно от того, насколько хорошо они усвоены, будет зависеть безопасность мастера-сварщика.
- Предварительное ознакомление с инструкцией к сварочному аппарату — этап обязательный.
- Рабочее место должно быть правильно подготовлено: с него убирают все легковоспламеняемые материалы.
- Постоянный доступ свежего воздуха — условие обязательное. Все средства для тушения пожара обязаны располагаться в непосредственной близости от сварщика в том случае, если у агрегата отсутствует защита от тока.
Правила эти понятны, а требования логичны, поэтому запомнить их труда не составляет. Создание таких условий даст уверенность в том, что работа сможет стать безопасной и где-то даже приятной. Впрочем, как и любое новое начинание.
Что такое электросварка?

Сварка не зря относится к самым надежным соединениям материалов: детали или куски материала не просто соединяются, они становятся одним целым, так как сплавляются воедино. Такое превращение обеспечивает высокая температура.
Большая часть сварочных аппаратов в своей работе использует электрическую дугу. Благодаря ей металл в зоне воздействия разогревается, причем участок этот имеет небольшую площадь. Поскольку в процессе участвует электрическая дуга, такую сварку называют электродуговой.
Разновидности электросварки
Метод сварки зависит от того, с помощью какого тока образовывается электрическая дуга — переменного или постоянного. В первом случае речь идет о сварочных трансформаторах, во втором — об одной их разновидности и об относительной новинке, об инверторе. Работа в том и другом случае имеет свои особенности, с которыми будущим мастерам необходимо познакомиться, чтобы точно представлять, как пользоваться сварочным аппаратом.
Сварочные трансформаторы
Работа с ними — наиболее сложный вариант из-за переменного тока, которому свойственны «неприличные» скачки напряжения. Они приводят к тому, что шов получается далеким от идеала. Неудобен и сам аппарат, из-за трансформатора он большой, довольно тяжелый. Шумность его считается большим минусом. Громкие звуки издает не только трансформатор, к нему присоединяется дуга.
Есть у этого сварочного оборудования и еще один недостаток — негативное влияние на электросеть. Значительные скачки напряжения при работе с ним обычное дело, однако соседи в многоквартирном доме вряд ли обрадуются появлению такого опасного «жильца». Да и хозяевам будет постоянно грозить выход из строя бытовой техники. Защиты от поражения током агрегаты не имеют.
Существует еще один вид аппаратов на основе трансформаторов. Они работают с постоянным током, их называют сварочными выпрямителями. Преимущества таких приборов — более высокое качество сварных швов, надежность, долговечность и ремонтопригодность. Однако минусы трансформаторных переменных «коллег» им тоже свойственны: это немалый вес, габариты, отсутствие защиты (чаще всего).
Инверторное оборудование
Оно — фаворит. Эти аппараты, как правило, работают от электросети в 220 вольт, но есть модели, предназначенные для трехфазной сети. Громоздкий трансформатор в них заменяет небольшая плата с полупроводниками. Переменный ток инверторы сначала преобразуют в высокочастотные колебания, потом — в постоянный. Данные агрегаты не оказывают «дурного» влияния на напряжение, они имеют большое количество настроек, а также защиту от поражения током.
В отличие от трансформаторных агрегатов, работа этого оборудования, наоборот, практически бесшумна, поэтому соседей инверторная сварка не побеспокоит. К тому же инверторы имеют небольшой вес (3-8 кг) и такие же скромные габариты. Поскольку дуга здесь образуется за счет постоянного тока, она «ведет себя» спокойно, гораздо легче перемещается и контролируется.
КПД инверторных аппаратов — 85-90%. Так как электричество не используется для нагрева трансформаторной обмотки, потребление энергии этими приборами ниже. Однако надо знать, что чем больше диаметр электрода, тем выше ее расход.
Оптимальный выбор
Поскольку недостатков у аппаратов на основе трансформаторов немало, их используют все реже, особенно модели, работающие с переменным током. Бесшумность, практичность, удобство, возможность проводить сварку в квартире и относительная простота работы — те причины, по которым инверторные аппараты довольно быстро завоевали популярность.
Поэтому данное оборудование — идеальное решение для новичков, которые пока не в курсе, но хотят узнать, как пользоваться сварочным аппаратом. Минусы инверторов тоже надо знать. Это относительная ненадежность и довольно сложный ремонт, требующий помощи профессионала в области радиоэлектроники.
Технология сварки

Чтобы обеспечить образование электрической дуги, надо иметь два токопроводящих элемента, у которых противоположный заряд. Первый — деталь из металла, второй — электрод. Последние — металлические сердечники, имеющие защитное покрытие. Помимо изделий из металла используются угольные и графитовые сварочные электроды. Но их «сфера деятельности» другая, поэтому о них знать новичкам необязательно, по крайней мере, пока — на этапе знакомства с понятием «сварка».
При контакте металла и электрода возникает электрическая дуга, после ее направления на участок работы в том месте начинает расплавляться металл. Одновременно с ним плавится стержень электрода, частички «его металла» переносятся дугой в зону плавления. Она называется сварной или сварочной «ванной».
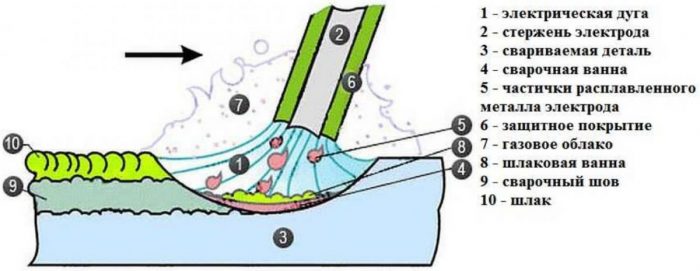
Во время этого процесса свою роль играет защитное покрытие электрода. Он плавится, часть испаряется, образуя некоторое количество газов. Они тоже выполняют важную функцию, являясь защитой металла сварной ванны от контакта с кислородом. Состав газов зависит от вида покрытия. Расплавленный шлак (или шлаковая ванна) также является дополнительной защитой металла, он помогает сохранить необходимую температуру. Чтобы работа была эффективной, нужно следить за количеством шлака: его должно быть достаточно для защиты сварной ванны.
Главное условие для получения сварного шва — движение ванны, которое обеспечивают постоянным перемещением электрода с определенной скоростью. Это и есть главная особенность сварки, но она не единственная. Мастеру придется опытным путем подбирать параметры тока и угол наклона электрода. Эти характеристики зависят только от типа соединения, который он хочет получить в результате операции.

Когда металл остывает, шлак на его поверхности превращается в корку, также защищающую участок работ от взаимодействия с кислородом. После полного остывания соединения ее оббивают небольшим молотком. Этот этап требует защитной экипировки — специальных очков, так как осколки шлака будут разлетаться во все стороны.
Как пользоваться сварочным аппаратом?
Потенциально опасное оборудование требует предварительной подготовки рабочего места и самого мастера-сварщика, потому что очень велика вероятность получить электрическую травму или ожоги. Для первого знакомства с работой оборудования рекомендуют брать толстые куски металла: для практики это наилучшее решение.
Помимо сварочного аппарата необходимо приобрести маску сварщика и толстые перчатки-краги. Чтобы уберечься от ожогов, нужна плотная одежда и обувь, изготовленная из толстой кожи, с такой же подошвой. Еще потребуется молоток и щетка из металла. Она понадобится для удаления шлаковой корки. Для этого этапа необходимы защитные очки.
Защитный комплект сварщика не единственное требование. В будущем мастеру понадобится рабочий стол, имеющий большую площадь для свободного расположения всех заготовок. Не менее важно обеспечить идеальное освещение. Деревянный настил нужен в том случае, если оборудование не имеет защиты от поражения током.
Подключение электрода
Чтобы первый опыт стал удачным, советуют приобрести универсальный электрод, имеющий диаметр 3,2 мм. Они дороже, но главная причина такого выбора — более простая работа. После ознакомления с особенностями операции, получения первых навыков можно перейти на более дешевые изделия.
Электрод вставляют в держатель, который зафиксирован на сварочном кабеле. Есть два вида креплений — винтовые и пружинные. В первом случае ручку раскручивают, устанавливают электрод, а затем его зажимают таким образом, чтобы полностью исключить даже малейшее движение. Если держатель пружинный, то достаточно нажать на клавишу, располагающуюся на ручке, а потом вставить элемент в появившееся гнездо. После установки электрода кабели можно подключать к оборудованию.

На инверторном аппарате есть два выхода — отрицательный и положительный. Кабелей тоже два. На конце одного из них находится зажим-фиксатор, его присоединяют к металлической детали. Второй оборудован держателем для электрода. Влияние на подключение оказывает тип сварочных работ.
Для инверторов чаще используют прямую полярность: минус подключают на электрод, плюс — на деталь. Однако есть исключения, первый пример — сварка нержавеющей стали. В этом случаи используется обратная полярность: плюс идет на электрод, минус — на металлический элемент.
Преимущество прямой полярности — максимальное нагревание металла, а именно лучший нагрев соединений требуется в большинстве случаев. Электроны при таком методе движутся от отрицательного полюса к положительному (от электрода к детали), дополнительно передавая металлу тепловую энергию, повышая температуру.
Как зажигают дугу?
Это следующая операция, которая является частью ответа на вопрос, как пользоваться сварочным аппаратом. Появляется электрическая дуга при соприкосновении электрода и металла. Осуществить этот контакт можно двумя способами.
- Чирканье — проведение электродом вдоль шва. В этом случае важно не прикладывать чрезмерные усилия, чтобы не оставить след от прибора.
- Постукивание. В этом случае достаточно несколько раз стукнуть по металлу свободным кончиком электрода.
Работа с новым электродом максимально проста. Поскольку его кончик оголен, контакту ничего не мешает, он происходит очень легко. На стержне «бывалого» элемента уже есть помеха — слой из защитного покрытия, толщина его — несколько миллиметров. Его отбивают, аккуратно постукивая по детали.
Какой из способов выбрать мастеру? Тот, который покажется наиболее удобным. Чтобы узнать предпочтительный вариант (для себя), надо взять толстый кусок металла и потренироваться в зажигании дуги, используя оба метода.
Немного о дуге и наклоне электрода
На качество шва неизменно влияет расстояние от электрода до поверхности металла. Существует три вида электрической дуги.
- Короткая. Ее примерная длина — 1 мм. В этом случае участок разогрева получается небольшим, в шов выпуклым. Однако есть вероятность образования дефекта, который называют «подрезом». Это канавки, образующиеся на металле по краям сварного шва. Они делают соединение ненадежным.
- Нормальная — от 2 до 3 мм. Это идеальное расстояние для первых опытов. Данная длина дуги гарантирует высокое качество шва и его хорошие «внешние данные».
- Длинная — более 3 мм. Это худший вариант, поскольку возникают проблемы с поддержкой стабильности, качеством прогрева, а значит, и работы в целом.
Основное рабочее положение прибора — небольшой наклон в сторону сварщика. Угол составляет 30-60°, только этот диапазон считается корректным, но в труднодоступных местах мастера используют прямой угол. Точный показатель выбирают в зависимости от параметров тока, от типа сварного шва. Как правило, главным ориентиром является состояние сварной ванны.
Техника ручной сварки предполагает два положения электрода — углом назад и углом вперед. Основное — первое положение: в этом случае сварная ванна и шлак следуют за кончиком электрода. Оптимальный угол наклона подбирают таким образом, чтобы шлак успевал закрывать расплавленный металл. Отличие «угла назад» — качественный, глубокий прогрев. Угол вперед, наоборот, используют в том случае, если сильно металл разогревать не требуется. При изменении угла на противоположный сварная ванна и шов «послушно» следуют за электродом, глубина прогрева минимальна.
Как нужно двигать электрод?
Ответ на вопрос, как пользоваться сварочным аппаратом, рано или чуть позднее, узнает тот, кто будет часто практиковаться. Если говорить о движениях электрода, то для постоянного контроля сварной ванны его необходимо держать на определенном расстоянии от металла: оно составляет всего 2-3 мм (нормальная длина дуги). Помимо контроля состояния сварной «емкости» следят за ее размером. Данные задачи нельзя назвать легкими, так как сварщику приходиться одновременно делать сразу несколько операций:
- передвигать электрод по требуемой траектории;
- опускать его ниже, но соблюдать расстояние 2-3 мм;
- держать под контролем состояние, размер сварной ванны;
- непрерывно контролировать точность направления сварного шва.
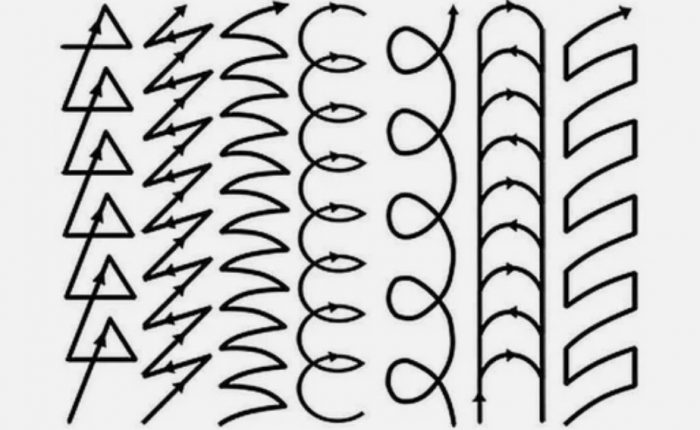
Что касается движения кончика электрода, то вариантов перемещения существует достаточно много. В этом можно убедиться, взглянув на рисунок. Все из них запоминать и использовать не придется. Обычно ограничиваются двумя-тремя способами, которые подходят для любых соединений, металлов и швов.
Именно для практики начинающему сварщику будет нужен толстый кусок металла. В этом случае речь идет не о швах, а о валиках. На вопрос о том, почему надо тренироваться на «подушках», можно ответить так: это самый лучший способ познакомиться с движениями электрода, отработать их, а также научиться держать под контролем расстояние между элементами. Но нельзя забывать, что придется постоянно следить за ванной — как за ее размерами, так и за состоянием.
Как происходит такая тренировка? Берут кусок толстого металла, на нем мелом чертят ровную линию, на которой будут создавать валик. Затем разжигают дугу, начинают практиковать движения, одновременно следя за состоянием ванны. Естественно, никто не овладеет техникой филигранно ни с первого, ни с десятого раза. Однако постепенно навыки выработаются. Со временем валик будет становиться все аккуратнее. Когда размеры всех изделий станут получаться практически одинаковыми, можно переходить к соединению металлических деталей.
Как сваривают металлические заготовки?

Это еще не все, так как пользоваться сварочным аппаратом еще не означает умения соединять части металла друг с другом. Такая работа имеет свои особенности, самой неприятной из них является «непредсказуемое поведение» металлических деталей. Дело в том, что сварной шов всегда тянет соединяемые элементы, поэтому результатом может стать брак — перекосившееся изделие либо конструкция.
Вообще, первой операцией является подготовка деталей перед сваркой. Основные этапы: очистка от любых загрязнений и покрытий, подготовка кромок и обезжиривание. С целью не допустить возможной (и вполне реальной) деформации используют предварительную операцию — соединение металлических заготовок прихватками. Это короткие швы, которые, в зависимости от размеров рабочего участка, могут иметь различную длину и шаг. Если приводить средние значения, то расстояние между «точками» находится в пределах 80-250 мм.
Перед такой подготовкой соединяемые детали жестко фиксируют специальными приспособлениями. Самый простой, знакомый пример — струбцины. Эти мини-швы «накладывают» со стороны, противоположной основному соединению. При сварке стыков — сразу с двух сторон, для компенсации напряжений. После такой подготовки приступают к основной работе.
Выбор правильного тока
Это еще один вопрос, но ответ на него достаточно прост. На этот параметр влияет диаметр электрода, а также толщина соединяемых заготовок. Эту зависимость величины силы тока от размеров прибора и заготовок можно рассмотреть в таблице.
О некоторых вещах достаточно легко рассказать, другие ответы на вопросы требуют наглядных примеров. Говорят, что для знакомства со сваркой один час практики лучше, чем день теории. Чтобы узнать, как пользоваться сварочным аппаратом, лучше всего в дополнение посмотреть видео, посвященное этой теме:
Подготовка металла к сварке: «особые особенности» каждого этапа
Сварка — только один из способов соединения деталей, но именно этот метод считается самым надежным, прочным, безукоризненным. Разновидностей сварки существует несколько, но абсолютно для всех технологий один этап, состоящий из нескольких операций, остается неизменным: это подготовка металла к сварке. Качественное сварное соединение мастер получит лишь в том случае, если перед началом «священнодействия» он корректно и тщательно подготовит свариваемые детали. О том, какие операции выполняют, в какой последовательности, об их особенностях, нужно узнать тем, кто только начал знакомиться с этой технологией. Только качественно проведенная работа с элементами позволит избежать ошибок и получить максимально прочный шов.
Что такое подготовка металла к сварке?
В подготовку металла под сварку входят следующие этапы:
- правка, необходимая для деформировавшихся изделий;
- разметка, для дальнейшего раскроя деталей конструкции;
- резка — непосредственно создание всех заготовок;
- гибка отдельных деталей, если она необходима;
- работа с торцами, кромками: разделка, зачистка;
- сборка конструкции перед началом основной сварки.
Самым сложным зачастую становится последний этап, особенно для больших пространственных конструкций. Однако любую из этих операций нельзя назвать незначительной, поэтому пропускать даже один из пунктов не рекомендуют. Чтобы узнать о сути каждого этапа, с ними нужно познакомиться поближе.
Правка
Правка — обязательная подготовительная операция, которую проводят после деформации, неудачной транспортировки или других факторов, влияющих на качество материала. Выравнивание деталей может выполняться горячим или холодным методом: выбор зависит от размеров, от того, насколько серьезны искривления.
Правку делают либо вручную, либо с помощью оборудования. Стальные или чугунные листы выпрямляют молотком либо кувалдой. Металл кладут на плиту, сделанную из аналогичного материала. Если инструменты недостаточно эффективны, то их заменяют ручным винтовым прессом. В состав этого механизма входят две плиты, между которыми помещают деформированную деталь. Оба элемента зажимают винтом, благодаря этому создается давление, выравнивающее заготовку.
Листы, профильный прокат и полосы правят на вальцовочном оборудовании. Металл пропускают через несколько валиков (7-9) до тех пор, пока он не приобретет первоначальную форму. Как правило, требуется 3-5 правок. Профиль угловой требует использования углоправильных вальцов, двутавры и швеллеры — механических, приводных прессов. Сильная деформация — причина, по которой металлу необходим предварительный нагрев.
Разметка или наметка
Это следующий этап, который обязательно проводят перед дальнейшей обработкой деталей. Разметка (или наметка) — перенос размеров заготовок с чертежа на металл. Первая состоит в вычерчивании контуров свариваемых элементов. Чтобы все риски были хорошо видны, поверхность советуют предварительно загрунтовать.
Во время операции намечают места сгиба, центры отверстий и т. д. Этот этап наиболее требователен к мастеру: даже небольшая ошибка способна стать причиной изготовления бракованной детали. Разметку производят с помощью металлической линейки, рулетки, угольника, штангенциркуля и чертилки. Керном делают углубления, но исключением для инструмента является нержавеющая сталь.
Максимально упростит работу шаблон, сделанный из тонкого листа металла (алюминия), профиля либо фанеры. Такое изготовление деталей — метод, используемый для массового производства, его называют наметкой. Данный вариант трудно назвать оптимальным, поскольку этот этап получается достаточно трудоемким, отнимает много времени.
Помимо простой разметки-наметки существуют еще две технологии. На производствах используют оптическое оборудование, его называют разметочно-маркировочным. Такие станки программируют согласно размерам будущих деталей конструкции. Наносит разметку на металл пневматический керн. Скорость работы таких машин составляет 10 метров в минуту.
Другой вид разметки — мерная. Здесь также главную роль играет программирование прибора. Операция не предусматривает отдельного этапа: аппарат, в соответствии с введенными размерами, сразу разрезает детали. Эту технологию обычно применяют для длинномерных заготовок.
Поскольку во время сварки детали неизменно укорачиваются, обязательно оставляют небольшие припуски. Для поперечных стыков они составляют 1 мм, для продольных — 0,1-0,2 мм на 1 метр.
Резка
На этом этапе подготовка металла к сварке заключается, как правило, в термической резке. Механический ее вид применяют для создания однотипных заготовок, чаще тех, что имеют прямоугольное сечение. Для прямолинейного разрезания металла толщиной до 20 мм используют гильотинные инструменты, либо пресс-ножницы. Криволинейное рассечение выполняют роликовыми ножницами, но только в том случае, если толщина металла не превышает 6 мм. Фигурные, круглые стержни обрабатывают фрикционными, зубчатыми пилами.
Термическая резка подразумевает расплавление металла по меткам, нанесенным заранее. Для работы используют электродуговую сварку, кислородный резак или плазмотрон. Термическую резку выполняют на автоматических или полуавтоматических станках. В роли горючей смеси для черных металлов выступает ацетилен, коксовая смесь или пропан. Для цветных заготовок используют плазменную резку. Для разрезания заготовок из профиля отдают предпочтение знакомому инструменту — болгарке, ножовке или ножницам по металлу. Альтернативы — гильотины и отрезные станки.
Работа с кромками
Подготовка кромок для сварки — один из важнейших этапов предварительной операции. Цель — гарантировать доступ к удаленной части шва — к его корню. Если заготовки тонкостенные (до 3 мм), то операция упрощается: в этом случае только выравнивают торцы. Деталям до 4 мм нужен зазор до 2 мм, более толстые элементы требуют швов с двух сторон. На их кромках снимают фаску, либо делают скос.
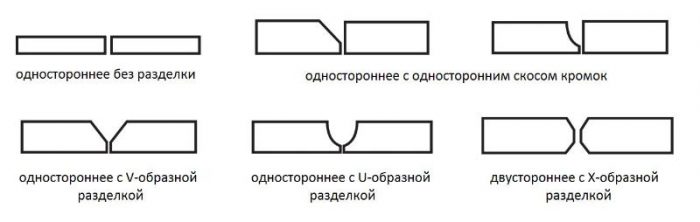
Конфигурация кромок может быть различной — плоской, U-образной, K-образной, Х-образной или V-образной, односторонней и двусторонней. Первый вариант кромки традиционно используют для тонких деталей, второй, третий (и т. д.) способы оптимальны для толстых заготовок. Для односторонней сварки подходят стыки в форме буквы «U» или «V», для двухсторонней — «K» и «X». Когда сваривают детали разной толщины, срезы делают только на толстостенном элементе. Углы сопряжения составляют 45-60°.
Существуют две технологии подготовки металла — холодная и термическая. При холодном методе кромки подрезают инструментами вручную или на станках. При термическом способе используют ручные или автоматические горелки. Холодная работа с кромками — подрезка фасок профилей. Для небольших деталей используют разнообразные ручные инструменты, для крупных заготовок — фрезерные станки.
Если говорить о качестве, то здесь выигрывают кромки, сделанные холодным методом, поэтому проблем с точностью сборки, как правило, не возникает. Фаски, созданные термическим способом, нередко требуют доработки — небольшой коррекции размеров и формы. После изготовления кромок переходят к следующему этапу — к очищению всех поверхностей.
Гибка
Для такой операции существуют ограничения, которые связаны с хрупкостью металла. Радиус сгиба должен быть в 25 раз больше толщины профиля или детали из листового материала. В противном случае возможно появление надломов или трещин.
Гибка вручную практически не позволяет создать на детали идеально точный угол, поэтому данный этап чаще предполагает механизированную операцию. Листовой прокат обрабатывают с помощью гибочных вальцев, либо используют гибочные автоматы.
Толстые полосы пропускают через станки — 3-валиковые или 4-валиковые. Чтобы изменить форму профилей, используют другое оборудование — правильно-гибочные прессы. Перед холодной гибкой проводят полную подготовку деталей к сварке: снимают кромки, размечают, сверлят отверстия и т. д.
Толстостенные заготовки не позволяют производить гибку холодным способом. Для них используют метод горячей деформации в кузницах или кузнечно-прессовых производственных участках. Кромки перед этой операцией не делают, обработкой их занимаются на уже деформированных заготовках.
Зачистка
Эта подготовка металла к сварке сводится к устранению загрязнений, следов защиты (смазки), химического налета, ржавчины или оксидных пленок. Последний дефект довольно стоек к высоким температурам, поэтому его убирают металлической щеткой или болгаркой. Для зачистки нередко используют напильник, наждачную бумагу или другие инструменты с абразивами.
На промышленном производстве зачистку выполняют с помощью дробеструйных, пескоструйных станков, или ванн, наполненных химическими реактивами. Там детали выдерживают определенное время. Есть еще один способ такой обработки, струйный. В этом случае химикаты подаются на заготовки под давлением.
Всегда очищают внешнюю сторону свариваемых деталей. Если используют сквозную сварку, то обрабатывают и внутреннюю. Есть понятие — радиус очистки поверхностей. Оно означает расстояние от шва, в обе стороны. Рекомендуют соблюдать следующие правила:
- Если будет использоваться дуговая, контактная, лазерная или электронно-лучевая сварка, то для деталей толщиной до 5 мм радиус также составляет как минимум 5 мм.
- Когда толщина заготовок составляет от 5 до 20 мм, то при аналогичных видах сварки радиус обязан быть не меньше, чем номинальное значение.
- Если операция будет проводиться методом электрошлаковой сварки, то радиус обязан быть как минимум 50 мм.
5 мм, но не менее — норма для нахлесточных, тавровых, угловых соединений, для вварки труб. Механическую очистку обычно используют для черных металлов, химическую — для цветных. Обезжиривание — обязательный этап, для этой процедуры подходит любой растворитель.
Сборка деталей для сварки

Это последний, но не менее ответственный этап. Сборка должна обеспечить корректное расположение заготовок. Во время операции оставляют зазоры для сваривания. Их величина зависит от линейного расширения конкретного сплава.
Рекомендации
При сборке деталей надо помнить несколько важных правил.
- Необходимо обеспечить максимально свободный доступ к рабочей зоне.
- Пространственная конструкция может потребовать «вмешательства» болтовых соединений.
- Все элементы должны быть закреплены таким образом, чтобы был исключен даже малейший их сдвиг.
- Если для сварки собирают сложную конструкцию, то операцию проводят, последовательно разделяя ее на этапы.
- Для временных или полужестких конструкций используют магнитные уголки, струбцины, планочные гребенки, клинья и т. п.
- Изменять положение подготовленной конструкции не рекомендуется, любые повороты и другие трансформации должны быть минимальными.
Разнообразных инструментов для фиксации металлических элементов придумано множество. Нередко для облегчения работы используют различные шаблоны, прижимные конструкции или стенды, кондукторы и т. д. Главная задача вспомогательных приспособлений — обеспечение точной стыковки в нужной плоскости.
Прихватки
Что такое прихватки? Это короткие сварные швы. В этом случае также важна подготовка металла к сварке. Участки предварительно зачищают, удаляют оксидный слой. После этого производят прихватку, во время которой соединение полностью не проваривают, а делают короткие, иногда точечные, швы. Чтобы максимально упростить задачу, используют аппарат для точечной сварки.
Длина таких прихваток составляет от 5 до 30 мм при толщине металла до 5 мм, для более толстых заготовок — 50-100 мм. Проваривание производят на глубину 1/3, шаг между точками зависит от длины соединения:
- для участков металла толщиной до 5 мм и длиной от 150 до 200 мм рекомендуемое расстояние — 50-100 мм;
- при длине металла от 200 мм — 300-500 мм;
- для больших величин — от 500 до 1000 мм.
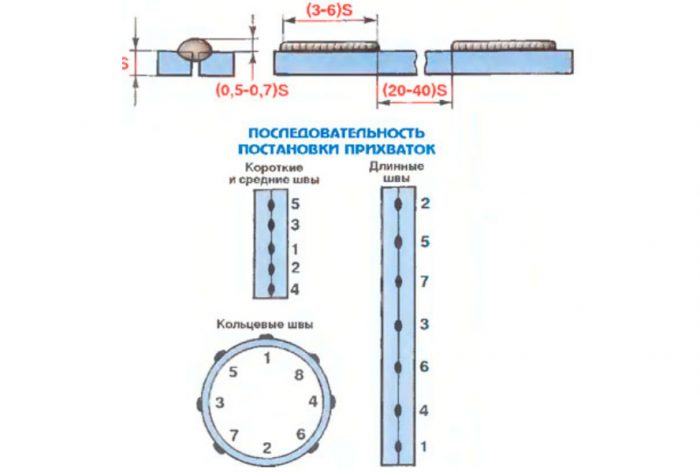
Детали рекомендуют соединять со стороны, которая противоположна основному шву. Если у заготовок сложная геометрическая форма, то вместо прихваток используют беглый шов, максимальная его глубина — ½ основного. Его зачищают во время обработки корня основного шва.
Места для коротких швов выбирают тщательно, а не наобум. Их располагают на тех участках, где возможна деформация конструкции, в точках наибольшего напряжения. На перекрестках (местах пересечения) основных сварных швов делать прихватки запрещается.
Особенности подготовки труб
Поскольку такая операция часто требуется для организации инженерных коммуникаций, на ней надо остановиться отдельно. Максимального внимания требуют трубопроводы, работающие под давлением. Главная задача мастера — исключение смещения по оси. В этом случае нужно знать особенности сварки разных изделий.

- Элементы, изготовленные из низколегированной либо углеродистой стали, и предназначенные для аргонодуговой сварки, обрабатывают исключительно холодным, механическим способом.
- Количество прихваток на стыках труб зависит от диаметра последних: их может быть 2, 4 или более. Высота их не должна превышать трети толщины стенок изделий.
- Для резки можно использовать несколько инструментов. Например, ножницы по металлу, болгарку, циркулярную пилу, насадку-фрезу, газовый резак.
- После термической резки фасок обязательно следует их механическая доработка. Глубина, на которую снимают фаску, всегда зависит от марки стали.
- Кромка обязана быть практически идеальной. На ней не должно оставаться вырывов, острых углов, заусенцев, даже небольших перепадов.
- Торец перед операцией проверяют на перпендикулярность. Точно так же тестируют толщину стенок соединяемых торцов труб.
- Снятие фасок — операция, которая обязательна для труб, толщина стенок которых превышает 3 мм.
Для любого вида сварочных работ обязательна предварительная зачистка металла по всей окружности. Исключение может составить использование электродов по ржавчине. В этом случае данный этап пропускается.
Подготовка металла к сварке — совокупность операций, которые, в общем, занимают достаточно большое количество времени, требуют значительных усилий и предполагают дополнительные расходы. Однако от точности выполнения каждого этапа зависит качество, долговечность металлоконструкции, поэтому небрежное отношение к ним недопустимо.
Как происходит подготовка металла к сварке, расскажет и покажет следующее видео:
Подготовка к сварочным работам: оборудование, детали, снаряжение

Подготовка к сварочным работам – важный этап, от которого зависит качество итогового соединения. Данный процесс не ограничивается только выбором заготовки или разметкой деталей, а включает в себя и выбор защитного снаряжения, и подготовку оборудования.
Также не меньшее значение имеет и охрана труда при проведении сварочных работ. В нашей статье мы расскажем, что нужно сделать перед началом сварки, чтобы процесс был безопасным, а шов – качественными.
Выбор аппарата и подготовка электродов к сварочным работам
Качество сварочного соединения напрямую зависит от того, какие электроды использованы при сварке. Как правило, в инструкциях указаны электроды, которые нужно применять в процессе конкретных сварочных работ. Иногда этот пункт отсутствует, и сварщик должен сам определить, какие материалы ему понадобятся. Выбор делают исходя из параметров электродов: механических свойств, толщины, марки стали, покрытия, назначения.

Выбирая электрод, в первую очередь нужно убедиться в прочности и высоком качестве проволоки. Другой важный компонент — покрытие, благодаря которому проволока раскаляется.
Электроды подбирают в соответствии с маркой и типом свариваемого металла. Кроме того, иногда нужно соединить два разных металла, поэтому имеется большое разнообразие электродов.
Если точных данных нет, то электроды выбирают в соответствии с принципами, указанными в общепринятых рекомендациях:
- углеродистые электроды применяют, работая со средне- и низкоуглеродистой сталью;
- при сварке изделий из легированной стали используют только электроды, выпускаемые по ГОСТ 9466-75 и 10052-75;
- для сварки чугунных деталей служит марка ОЗЧ-2.
На рынке представлены сотни марок электродов, разобраться в таком многообразии непросто. Можно воспользоваться рекомендациями специалистов. Например, при сварочных работах широко применяется универсальная марка УОНИ российского производства. Если работать приходится с конструкциями из низкокачественного, низкосортного металла с относительно малой плотностью, то используют электроды марок АНО и МР-3.
Выбирая сварочный инвертор для домашнего применения, нужно соблюдать несколько правил:
- Сварочный аппарат должен иметь максимальное значение тока не выше 160—200 А. Желательно приобрести мощное устройство, благодаря которому будет возможность сваривать металлические детали большой толщины.
- Иногда холостой ход напряжения бывает выше 90 В, но, например, для дачного хозяйства лучше выбрать оборудование с параметрами 50–60 В.
- Важное свойство сварочного аппарата — продолжительность включения (ПВ), показывающая, как долго устройство сможет работать без перерыва. Не рекомендуется выбирать аппараты с максимальным или минимальным значением ПВ. Оптимальный вариант — сварной агрегат с показателем ПВ 40—80 %.
Стабильность работы оборудования зависит от особенностей местной электросети. Как правило, в сельской местности случаются перебои с подачей электричества, а проводка оставляет желать лучшего. Поэтому для деревенской мастерской подбирают такой сварочный аппарат, который может работать в большом диапазоне питающего напряжения, а риск его отключения или неисправности из-за скачков в электросети будет низким.
В целях профилактики отключения электричества лучше купить устройство, которое будет работать от централизованной сети либо от альтернативного (топливного) автономного источника энергии.
Подготовка металла к сварочным работам
Правка и очистка
Если при перевозке проката на нем появились вмятины и другие виды деформации, то их ликвидируют вручную молотком или кувалдой. Если это не помогает, используют ручной пресс: между его пластинами помещают заготовку, а затем с усилием сжимают, стремясь соединить пластины. Деформированной поверхности изделия необходимо вернуть первоначальный вид, иначе возникнут внутренние напряжения, отрицательно сказывающиеся на качестве сварного шва.

Малые искривления тонких изделий корректируют на мягкой подложке. Для устранения серьезных изъянов используют:
- разнообразные прессы, создающие высокое давление;
- листоправильные станки.
Следующий этап подготовки к сварочным работам — очистка деталей. С их поверхности удаляют грязь, пыль, которые могли скопиться при хранении на складе или перевозке. Для устранения стойких загрязнений применяют воду. С металлических деталей б/у удаляют старую краску, для чего служат наждачная бумага, шлифовальный инструмент или пескоструйная обработка.
Разметка
Перед сваркой детали размечают — вручную или посредством специальных приспособлений. Используются такие инструменты, как металлическая линейка, штангенциркуль, кернер. Металлическую поверхность нужно загрунтовать, чтобы были видны риски. Если производство поточное, то применяют шаблоны: их накладывают на детали и обводят контур.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Важно различать такие термины, как «наметка» и «разметка». Первая представляет собой формирование предварительного контура, вторая — кернение по всему контуру и маркировку. Наметку используют при работе с шаблонами, сначала обводя контур чертилкой, а затем проходя по нему кернером. Если разметка ручная, то сразу осуществляют кернение.
Ручная разметка деталей — сложный и трудоемкий процесс. Рекомендуется подготавливать и собирать заготовки с применением оптической или мерной резки. Разметно-маркировочные автоматы размечают металл на основе оптической технологии по заложенной в них программе. Инструмент в них работает быстро, размеченные листы металла выходят из автомата со скоростью до 10 м/мин.
Если сварку проводят по чертежам, то детали нужно в соответствии с ними разрезать. Для этого используют специальное оборудование:
- ручное (ножницы по металлу, резак), применяется для создания простых форм из листового или ленточного проката;
- электрический инструмент (пила, болгарка, а также шуруповерт или дрель с насадкой-фрезой);
- термическое (дуговая сварка, резак — газовый или кислородный, плазмотрон), благодаря которому можно делать резы любой формы.

Принцип термической резки — расплавление металла по намеченному контуру. При поточном производстве применяют автоматическую и полуавтоматическую резку.
Разрезая металл, нельзя забывать о припусках на обработку кромок и зачистку швов. Делать это с помощью ножниц долго и неудобно, поэтому сварщики чаще используют резку термическую.
Перед сваркой металла проводят зачистку, которая предполагает снятие:
- ржавчины, чтобы предотвратить ее попадание в диффузный слой;
- заусенцев, металлических частичек, наличие которых может привести к браку;
- остатков смазки, масел, органических веществ, снижающих качество сварки;
- загрязнений, отрицательно влияющих на структуру шва;
- оксидного слоя, препятствующего образованию ванны расплава.
Зачищать металл нужно очень тщательно, поскольку даже малейшие включения в ванне расплава станут причиной брака. Можно применять абразивные инструменты, напильники, наждачную бумагу, металлические щетки. Чтобы обезжирить поверхность металлических изделий и снять с них оксидный слой, используют химически активные средства: кислоты, спирт, растворители.
Работая с алюминием, цветными металлами и высоколегированными сплавами, их очищают новой щеткой, на которой нет микрочастиц углеродистой стали. Перед сваркой со штампованных деталей снимают слой окалины, а с отливок — литейную корку.
Подготовка кромок
Если заранее не подготовить толстостенные заготовки к сварке, то качественного соединения не получится: расплавленный металл растечется по поверхности, а в стык не попадет. Соединение будет хрупким и сломается даже при малой нагрузке. Важнейшая подготовительная процедура — скругление острых кромок. В зависимости от толщины изделия металл сглаживают на высоту 2-3 мм.

Рекомендуется применять холодные способы резки (вручную или механическими средствами), так кромки выходят более аккуратными, чем при горячем способе. Тип и угол разделки зависят от материала и вида сварочного оборудования. Размеры кромок приведены в государственных стандартах.
Подготовку кромок к сварочным работам проводят для обеспечения доступа к корню шва. В случае тонкостенных деталей, имеющих толщину до 3 мм, достаточно лишь выровнять торцы. Проваривают 4 мм заготовки с зазором до 2 мм; если толщина детали больше, формируют швы с обеих сторон. Если деталь толстостенная, то на ее кромках снимают фаску.
При односторонней сварке формируют V- или U-образные стыки, а при сварке с обеих сторон — X- или K-образные. Угол сопряжения составляет 45—60°. Если нужно сварить изделия разной толщины, то обрабатывают только толстостенную заготовку. Необходимо выбрать правильный угол среза, поскольку от него зависят:
- расход электродов или сварной проволоки;
- глубина проварки металла;
- размеры шовного валика.
Кромки подрезают вручную, с помощью механических средств или горелок.
Подготовка защитного снаряжения для сварочных работ
Важно при подготовке к работе со сварочным аппаратом обеспечить надежные средства защиты сварщика.
Неотъемлемой частью защитного комплекта является специальная маска. Она предохраняет глаза и лицо от вредного воздействия сварочной дуги. Предлагается большое разнообразие масок: разной формы, с креплением для головы, с автозатемнением и без него и др. Основные требования к маске — легкость и комфортность в ношении. Чтобы руки были свободными, удобно закреплять маску на голове. Крепление регулируют в соответствии с размером и формой головы.

Популярны сварочные маски со встроенным светофильтром, который автоматически затемняется. Перед тем как зажжется дуга, сварщик видит через окошко маски точку начала сварного соединения. При загорании дуги происходит автозатемнение, защищающее глаза. Как только дуга погаснет, фильтр отключается, и сварщик снова может видеть рабочую поверхность, способен визуально оценить шов, состояние горелки и электрода.
Можно продолжать сварку, не снимая при этом маску. В ней же удобно зачищать свариваемые поверхности от заусенцев: автозатемнение включаться не будет, а стекло защитит от попадания частиц металла в глаза.
На рынке представлены различные модели масок: с регулированием степени затемнения, его скорости, времени отключения фильтра. Автоматические светофильтры питаются от встроенных аккумуляторов или от обычных батареек. Второй вариант стоит дороже, но зато со временем нужно будет лишь купить новые батарейки. Несъемные элементы питания однажды выработают свой ресурс, и придется менять весь светофильтр, цена которого может составлять половину стоимости всей маски или даже больше.
Важная деталь защиты — специальный костюм сварщика. Руки от воздействия электрического тока и попадания брызг раскаленного металла защищают с помощью плотных кожаных краг. Одежда сварщика также должна быть сшита из плотного материала, чтобы защитить тело от ожогов и других повреждений. Обувь нужна прочная, на толстой подошве, защищающая от влаги и действия тока.
Охрана труда при подготовке и проведении сварочных работ
Если правильно начать и вести процесс сварки, то можно избежать многих неприятностей.
Перед началом работ всегда оценивают, в каком состоянии находится оборудование, при этом:
- проверяют основные блоки сварного агрегата, наличие материалов и дополнительных приспособлений;
- заземляют оборудование, чтобы предотвратить поражение электрическим током;
- при работе на высоте проверяют, надежно ли закреплены леса и иные строительные конструкции;
- замеряют протяженность провода (применять провода длиной более 10 м запрещено).
- если капли воды попали на питающие кабели, то их просушивают, так как влага может разрушить изоляцию.
Необходимо также выполнять требования по охране труда.
Работники по окончании сварки обязаны сделать следующее:
- Отключить оборудование от электросети.
- Прежде чем проверять качество сварных швов, ждут полного остывания деталей. Прикасаться к горячему металлу запрещается.
- Очищают агрегат от грязи, проверяют состояние основных блоков. Инструменты и вспомогательные приспособления помещают в предназначенные для них контейнеры.
При возникновении аварийных ситуаций к охране труда предъявляются особые требования.
Необходимо соблюдать следующие правила:
- останавливают сварку, если трубопровод находится под давлением;
- при попадании в помещение взрывоопасных паров сварочные работы проводить запрещено;
- продумывают план действий, благодаря которому травмирование рабочих при авариях будет исключено.
Применяя на практике рекомендации специалистов, каждый может научиться сваривать металлические изделия. Главное соблюдать технологию и проводить правильную подготовку площадки, оборудования и спецзащиты к сварочным работам. Важно всегда соблюдать правила техники безопасности, а опыт придет со временем.
Правила проведения сварочных работ

О СВАРКЕ
Сварка считается опасным и вредным видом работ. На производственных площадках травмоопасные ситуации возникают постоянно.

Это объясняется присутствием легковоспламеняющихся веществ, нагретых предметов. Поэтому при проведении сварочных работ необходимо соблюдать технику безопасности.
Необходимость соблюдения правил
Вне зависимости от типа используемого оборудования на сварщика и других присутствующих на рабочей площадке людей воздействует негативные факторы.
Необходимость соблюдения правил объясняется возможностью возникновения следующих травмоопасных ситуаций:
- попадания искр на одежду сварщика;
- прожигания обуви из легкоплавких материалов;
- травмирования кожи лица, органов зрения горячими парами металлов;
- возгорания находящихся на площадке материалов от распространения искр;
- ожогов от попадающих на кожу частиц;
- поражения электрическим током высокой силы;
- падения плохо зафиксированных частей металлоконструкции.
Что представляет опасность
К физическим и химическим факторам вредности сварки относятся:
- высокий уровень шума, издаваемый сварочными аппаратами;
- интенсивное инфракрасное и ультрафиолетовое излучение;
- ослепляющий свет видимого спектра;
- содержание тяжелых металлов в парах расплава;
- присутствие горячих частиц над сварочной ванной;
- тепловую энергию, вырабатывающуюся при работе горелки.
Общие положения при проведении сварочных работ
При соединении элементов металлоконструкций любым способом соблюдают следующие правила:
- Оборудование устанавливают на специализированных рабочих местах, снабженных защитными ширмами. Высота экрана должна составлять не менее 180 см.
- В закрытом помещении сварку начинают после запуска приточной вытяжки.
- В цехах с повышенной влажностью работают в резиновом защитном костюме. При принятии сварщиком сидячего или лежачего положения применяют войлочные подложки.
- Перед началом сварки проверяют целостность питающего и заземляющего кабелей.
- При ремонте автомобиля предварительно отключают массу аккумулятора. Топливный бак демонтируют.
- Агрегат перемещают только в отключенном от сети состоянии. Держатель при этом устанавливают на диэлектрическую подложку.
Требования к сотруднику для допуска к работам
Приступающий к сварке человек должен:
- Иметь установленную требованиями закона квалификацию.
- Предоставить свидетельство о прохождении краткого инструктажа по ТБ.
- Иметь навыки работы со сварочными агрегатами. Устройства применяют строго по назначению, с разрешения мастера.
- Применять средства индивидуальной защиты, поддерживать рабочую одежду в надлежащем состоянии.
- Быть ознакомленным с порядком оказания первой медицинской помощи пострадавшим при производстве людям.
- Уметь применять противопожарные системы при возникновении аварийных ситуаций. Необходимо ознакомиться с принципом действия сигнальных датчиков, расположением запасных выходов, планом эвакуации.

Необходимые средства защиты кожи и глаз
Приступая к работам, сварщик должен использовать следующие принадлежности, исключающие травмирование:
- Рабочий костюм. Специальная одежда выдается предприятием. Она шьется из огнеупорных тканей – брезента, замши, спилка. Костюмы из синтетических тканей запрещены к применению. В зимнее время надевают суконную одежду.
- Рукавицы или перчатки. Наиболее качественными являются замшевые изделия. Брезент быстро сгорает, поэтому менять рукавицы придется часто.
- Обувь, изготавливаемую из разных материалов. Чаще всего предприятия выдают работникам кирзовые сапоги или ботинки с прорезиненной подошвой. Обувь не должна иметь гвоздей, повышающих риск поражения током.
- Сварочную маску. Применять изготовленные своими руками щитки нежелательно. Даже небольшая щель в маске способна привести к поражению органов зрения.
К промышленным средствам защиты при сварке предъявляются повышенные требования.
Положения по охране труда
При правильном начале и ведении сварочного процесса можно избежать большинства проблем.
Подготовка к работам
Рабочую смену начинают с оценки состояния оборудования, при которой выполняют следующие действия:
- проверяют основные блоки аппарата, расходные материалы и вспомогательные приспособления;
- при работе на высоте надежно закрепляют леса и иные конструкции;
- заземляют агрегат, что исключает вероятность возникновения электротравм;
- просушивают питающие кабели, если на них присутствуют капли влаги (вода способствует разрушению изоляции);
- замеряют длину провода (нельзя использовать изделия протяженностью более 10 м).
По окончании процесса
Завершая сварку, также нужно соблюдать требования охраны труда.
Работники выполняют следующие действия:
- Отключают агрегат от электрической сети.
- Перед проверкой качества сварного соединения дожидаются остывания деталей. Прикасаться к раскаленному металлу запрещено.
- Очищают оборудование от загрязнений, проверяют целостность основных блоков. Укладывают вспомогательные инструменты в специально отведенные контейнеры.
Во время аварийных ситуаций
В таких случаях предъявляются особые требования к охране труда.
К ним относят следующие правила:
- при нахождении трубопровода под давлением сварочные работы останавливают;
- сварку запрещено проводить при наличии взрывоопасных паров в помещении;
- необходимо продумать план действий, помогающих исключить травмирование сотрудников при авариях.
Каким должно быть помещение, где выполняются работы
Сварка ведется в специально оборудованном цехе с хорошей вентиляцией. При работе в закрытых емкостях применяют дополнительные средства защиты от вредных паров. В помещении должен присутствовать отсек для складирования газовых баллонов.
Каждое рабочее место отгораживают ширмой.
.jpg)
Особые требования предъявляют к уровню освещенности, отсутствию взрывоопасных материалов в зоне сварки.
Нормы хранения инструментов и эксплуатации оборудования
При складировании и использовании технических средств соблюдают следующие правила безопасности:
- Оборудование хранят в сухом отапливаемом помещении, без насекомых и грызунов. Отсыревшие шланги и кабели становятся причиной возникновения аварийных ситуаций.
- Электроды хранят в прохладном сухом месте. При складировании в условиях повышенной влажности стержни невозможно использовать для возбуждения электрической дуги.
- Генераторы размещают так, чтобы они не падали, не подвергались ударам. Устройства без гидрозатвора использовать при сварке нельзя. Не рекомендуется применять генераторы при температуре ниже нуля.
- Нельзя устанавливать шланги длиной более 20 м. При работе на высоте протяженность элементов можно увеличивать до 40 м. Запрещено менять местами шланги подачи кислорода и ацетилена. После завершения работы их складывают кольцами, не перегибая, не сдавливая.
- Перед снятием колпака с баллона проверяют целостность штуцера и вентиля. Нельзя выбивать деталь молотком, направлять поток газа на себя или других людей. Баллон устанавливают на ровную подставку в вертикальном положении. Нельзя размещать его вблизи источников тепла.
Запретные действия
Согласно технике безопасности, при выполнении сварочных работ нельзя:
- Продолжать процесс при повреждении сварочной маски.
- Работать при неисправной или отключенной вентиляционной системе. Продолжать сварку на улице после начала дождя или снегопада нельзя. Это повышает риск получения травм от тока.
- Соединять электросваркой незакрепленные металлические заготовки. Нельзя держать детали руками.
- Варить в помещениях с легковоспламеняющимися материалами или газами.
- Присоединять новые элементы к трубопроводам, находящимся под давлением.
- Использовать в качестве заземления толстые металлические листы или профили.
- Долго удерживать в замкнутом состоянии держатель или электрод. Это способствует выходу сварочного оборудования из строя.
.jpg)
Отдельная техника безопасности для конкретных видов сварки
К некоторым категориям работ предъявляются дополнительные требования охраны труда.
Резка и сварка газом
При выполнении таких сварочных работ требования будут более обширными.
Электросварщик должен соблюдать следующие правила:
- Баллоны с ацетиленом или кислородом хранят и транспортируют только в вертикальном положении. Отработанные емкости складируют отдельно от полных.
- В первую очередь прекращают подачу ацетилена. Это исключает возникновение обратного удара.
- Газовые генераторы нельзя устанавливать возле кислородных баллонов, лестниц.
- Запрещено подключать к одной емкости несколько горелок. Нельзя самовольно выключать автоматические системы, работать в загрязненной маслом одежде.
- При работе с генератором нужно отслеживать уровень жидкости в затворе.
- Возле баллонов не должны находиться источники открытого огня. Курить разрешается на расстоянии не менее 20 м от сварочной площадки.
- Замерзшее оборудование нельзя отогревать открытым пламенем. Для этих целей используют кипящую воду.
- Газовые редукторы со сломанными манометрами исключают из производственного процесса.
Использование электрооборудования
Исключить получение травм при ручной дуговой сварке помогает соблюдение следующих правил:
- Все электрические приборы тщательно зануляют и заземляют. Для этого используют медные кабели достаточного сечения.
- Сварочное оборудование подключают через отдельный защитный автомат и УЗО.
- При необходимости ремонта провода обрыв устраняют, используя соединительную муфту. Кабели подвешивают на высоте более 2 м. Опускать их к агрегатам следует через заземленный стальной рукав. Места прокладки проводов оборудуют резиновыми держателями.
- При работе на открытых площадках над оборудованием сооружают навес. При наличии осадков проведение сварки откладывают.
- Неисправные кабели перед началом работ заменяют.
Плазменная сварка и резка
При выполнении таких видов работ соблюдают следующие правила:
- Во время сварки обе руки защищают перчатками. Рукавицы не должны иметь повреждений и загрязнений.
- Для защиты органов дыхания надевают респиратор. Кроме того, используют средства, препятствующие повреждению органов слуха при высоком уровне шума.
- Образующиеся при сварке загрязнения удаляют из воздуха вытяжными системами. Установки бывают стационарными или переносными.
- Для защиты кожи от частиц расплава надевают специальную обувь, кожаный фартук, рукавицы.
- Грат, образующийся при электросварке, утилизируют в соответствии с правилами управления отходами при замкнутом цикле использования материалов.
Соблюдение требований охраны труда во время сварки помогает сделать производственный процесс более безопасным.
Читайте также: