Подготовка сварочного оборудования к работе
Обновлено: 14.05.2024
Сварочные работы требуют не только наличия определенных навыков, но и хорошо подготовленного рабочего места, а также инструментов. Кроме того, необходимо знать определенные правила безопасности при проведении любых сварочных работ. Ведь от этого напрямую зависит здоровье не только непосредственно сварщика, но и окружающих. Здесь можно выделить сразу несколько негативных факторов:
• Ожоги от расплавленного металла;
• Поражение электрическим током;
• Негативное воздействие на глаза;
• Ядовитые газы и испарения во время работы;
• Попадание различных инородных предметов в глаза.
Итак, подготовка к сварочным работам начинается с изучения техники безопасности и средств индивидуальной защиты. Правила безопасности при сварочных работах во многом сходятся к общим принципам безопасности на производстве: запрещается курить на рабочем месте, проводить работы вблизи легковоспламеняющихся материалов и т.д.
Поэтому перед началом работы нужно:
1. Проверить электросеть на предмет надежности.
2. Проверить исправность изоляции кабелей.
3. Убедиться в исправности различного вспомогательного оборудования.
Кроме того, при работах внутри емкостей или на них, существуют свои меры безопасности и правила сварочных работ. Например, подготовка к сварочным работам здесь предполагает:
1. Установку специальных задвижек или заглушек для ограждения от других частей коммуникаций.
2. Очищение и удаление остаточных веществ из рабочей области, а также обработка специальными пожаробезопасными растворами.
3. Перекрытие воронок и сливных лотков, связанных с канализацией, где скапливаются различные пары и горючие газы.
4. Установление хорошей вентиляции объекта.
Как известно, есть несколько видов сварки и сварочных работ. Это, как правило, автоматическая и полуавтоматическая сварка, сварка неплавящимся или покрытым электродом, и т.д. При этом, каждый вид работ имеет свои особенности в подготовке сварочных работ:
• Универсальная автоматическая сварка (флюс). Ее особенность заключается в том, что работы выполняются на постоянном токе в обратной полярности. Поэтому следует заранее настроить приборы и правильно подключить рабочие кабели. Ролики подающего механизма на аппарате должны вращаться плавно, без рывков. Контакт между сварочной проволокой и мундштуком. При этом, сварочная проволока должна быть без следов ржавчины или масла. Автоматическую сварку с использование флюса рекомендуется производить в нижнем положении, при наклоне головки к горизонту до +8º.
• Подготовка сварочного полуавтомата к работе в защитном газе. В первую очередь следует проверить, правильно ли выбран внутренний направляющий канал в горелке и наконечник по диаметру проволоки. Очистить рабочее сопло от металла, выбрать необходимую скорость подачи подходящей сварочной проволоки и заземлить изделие обратным проводом.
• Ручная аргонодуговая сварка. Прежде всего, горелку и газопроводящие шланги нужно продувать аргоном около 30 секунд. Следует проверить баллон с аргоном, мундштук, герметичность рабочих шлангов, надежность вольфрамового электрода и подобрать соответствующий режим сварки. Кроме того, каждый месяц делается промывка шлангов спиртом и ежегодно производится замер уровня изоляции ручки горелки.
• Ручная стандартная дуговая сварка. В этом случае необходимо проверить надежность зажатия рабочего электрода, изоляцию ручки соединения кабелей и крепление самого сварочного кабеля.
Подготовка к сварочным работам не будет занимать много времени, если постоянно следовать правилам безопасности и своевременно производить проверку рабочей области и инструмента.
Правила настройки и подготовки оборудования к сварочному процессу
Под полуавтоматической сваркой понимают такой тип применения дугового разряда при соединении металлов, при котором подача проволоки, используемой в сварке, осуществляется в автоматическом режиме, в то время как все необходимые установочные и корректировочные процессы, а также перемещение самой сварочной горелки происходит только посредством работы самого оператора. Основным принципом дуговой сварки в углекислом газе является оттеснение обычного воздуха из зоны сварки специально сформированным потоком газа.
Особенности сварки в углекислом газе
В связи с тем, что атмосфера вокруг металла носит окислительный характер, нередко можно увидеть, что углерод и легирующие составляющие металла очень быстро выгорают, в результате чего в шве образуются поры, а сам сварочный процесс можно охарактеризовать повышением разбрызгивания металла.
Для того чтобы минимизировать окислительные процессы при осуществлении сварочного процесса, используются специальные виды проволоки, которые прошли легирование с помощью кремния и марганца. Указанные химические элементы по своей сути представляют хорошие раскислители. За счет введения раскислителей окисление углерода сокращается, равно как и выгорание составных элементов металла, в результате чего количество пор в сварочном шве уменьшается, а сам шов становится более качественным, с точки зрения механических параметров.
Все выполнение сварки происходит с помощью тока с обратной полярностью, что позволяет обеспечить стабильное функционирование дуги. Итогом становится качественное сплавление кромок. Если осуществлять сварочный процесс с током прямой полярности, то будет происходить наплавление металла, а также его разбрызгивание.
Параметры режимов сварки
Используемые сварочные режимы в настоящее время зависят от большого числа факторов, а именно:
- виды изделий, подлежащих соединению с помощью сварки;
- место, в котором осуществляется весь сварочный процесс.
Если речь идет о сварочном процессе в отношении ответственных конструкций, например, о сварке труб, то необходимо применять импульсно-дуговой сварочный метод с проволокой, имеющей сплошное сечение, подаваемой в углекислом газе, при котором осуществляется мелкокапельный перенос управляемого типа в отношении наплавляемого металла. Такой метод может быть достигнут за счет использования специального электронного модуля микропроцессорного типа, который установлен в инверторном источнике тока. Настройку такого оборудования можно провести только путем привлечения специалиста. В остальных случаях все режимы можно подобрать на основании тех параметров, которые имеет металл. Отследить наиболее часто используемые параметры можно на основании данных в таблице.
Правила настройки и подготовки оборудования к сварочному процессу
Подготовку сварочного оборудования к работе можно разделить на несколько этапов:
1.Подготовка с теоретической точки зрения. На этом этапе необходимо ознакомиться с основными положениями электробезопасности ввиду работы с электрическим прибором повышенной опасности. Кроме того, на этапе теоретической подготовки следует изучить инструкцию по эксплуатации самого сварочного аппарата, а также имеющиеся рекомендации по его настройке.
2. Подготовка электрической сети. В связи с тем, что сварочные аппараты очень мощные в плане потребления тока, следует убедиться, что предохранительные автоматы установлены с расчетом перегруза сети от использования сварочного аппарата (мощность одного аппарата должна быть не менее 16 А, что позволит и выполнить необходимые технологические задачи, и защитить электрическую сеть от перегрузок). При наличии возможности следует подготовить отдельную электрическую линию, в которой сечение провода будет не менее 2,5 квадратных миллиметров. При подключении сварочного оборудования следует сократить количество и длину используемых удлинителей для сокращения вероятности короткого замыкания.
3. Изучение самого аппарата и напряжения, с которым он может работать. Так как существует два типа аппаратов – которые работают от сети 220 В и 380 В, – следует понимать, что для последних придется подготовить специальную шину или гнездо, которое позволит запитать аппарат от напряжения в 380 В.
4. Сборка сварочного аппарата. Производить ее рекомендуется только в выключенном от сети состоянии в соответствии с правилами, которые указаны в инструкции по эксплуатации и в схеме сборки. Соединение всех частей должно быть закреплено с помощью специальных хомутов с целью исключения вероятности рассоединения в период работы. Если предстоит осуществлять сварку в условиях низких температур, следует подготовить специальный подогреватель редуктора, который обеспечит прогревание подающих газ каналов внутри редуктора, что исключит перекрытие подачи газа.
5. Установка кассеты со сварочной проволокой. Данная манипуляция осуществляется только после того, как полностью собран весь аппарат, но до его подключения к сети. Конец проволоки, выведенный из кассеты, необходимо аккуратно продеть между прижимными и подающими роликами и зафиксировать прижимным механизмом. Аккуратность подготовки кассеты обусловлена тем, что при повреждении проволоки при осуществлении сварки в швах может возникнуть брак.
6. После полной сборки сварочного аппарата он подключается в электрическую сеть, после чего выполняются пробные сварочные швы. Если сборка и настройка осуществляются в отношении нового аппарата, то все пробные швы, в том числе для определения оптимальных настроек, следует делать на деталях, имитирующих свариваемые в последующем.
Подготовка сварочного оборудования к работе, исполняя автоматическую сварку под флюсом

Прежде, чем приступать непосредственно к работе сварщик или оператор оборудования проводит тщательный осмотр аппаратов, которые будут задействованы в процессе работ. Первое, что необходимо установить — в каком состоянии находится сварочное оборудование и другие агрегаты, что будут использоваться в процессе исполнения работ. Оно должно быть исправным, пыль и грязь должны отсутствовать на источниках питания.
Расскажем о подготовительном процессе на примере автоматической сварки под флюсом. Так, как автоматическая дуговая сварка имеет некоторые особенности, главная из которых заключается в том, что производится она на постоянном токе обратной полярности, то прежде чем приступить к выполнению работ, нужно убедиться в том, что все кабели подключены правильно, а приборы слежения и позиционирования не только находятся в исправном состоянии, но также размещены на правильных местах и готовы исполнять свои непосредственные функции.
Далее сварщику необходимо провести в соответствии с производственно-технологической документацией настройку параметров сварочного тока и скорости самой сварки. Этот пункт особенно повлияет на качество конечных работ, а также на уровень безопасности. Если в сварочных работах вы новичок, то даже получив минимальный опыт не стоит пренебрегать правилами безопасности, а также пропускать подготовительный процесс.
Не забывайте проверить в каком состоянии находятся ролики подающего механизма. Они должны двигаться очень плавно, а такое явление как рывки и вообще должно быть полностью исключено. На роликах в нормальном их состоянии специалист наблюдает насечки.
Сварочная проволока и мундштук — это две детали, которые должны все время находиться в надежном контакте.
Что касается сварочной проволоке, то заряжая её в кассеты стоит убедиться в том, что на ней отсутствуют следы ржавчины и масла. В кассету проволока должна входить легко и без проблем наматываться ровными рядами.
Если сварочной флюс в бункере присутствует — это очень хорошо, но после того, как он закончиться, сварщик должен засыпать в бункер не просто тот флюс, что первым попадется под руку. Обязательное требование — флюс и проволока должны сочетаться.
Если нужно произвести сварку кольцевых швов, то обязательно стоит проверить в каком состоянии находится специальное оборудование (кантователи, манипуляторы и так далее). Здесь должна отсутствовать такие явления как продольные перемещения, а также рывки.
Сварка, о подготовочном процессе к которой мы вам только что рассказали в идеальном варианте должна проводиться в нижнем положении. Но из этого правила также есть исключения — допускается проводить её при наклоне головки по отношении к горизонту до восьми градусов.
Стоит отметить, что каждый вид сварки уникален не только оборудованием и характеристиками, а также этапами подготовительных работ перед сваркой. Но исполнение всех правил станет гарантией того, что в ходе работ ни вы, ни ваше здоровье не пострадает, а конечный результат будет обладать более высокими показателями качества.
Подготовка полуавтоматов и автоматов к работе и устранение неисправностей
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Подготовка полуавтоматов и автоматов к работе
1. Все операции надо начинать с подключения заземляющего провода в строгом соответствии с инструкцией, изложенной в паспорте на полуавтомат.
2. При подключении источника сварочного тока к цеховому пускателю напряжения питающей сети необходимо убедиться в соответствии напряжения питающей сети напряжению, указанному на заводской табличке источника.
3. Установить на выпрямителе с помощью переключателя вид жестких внешних характеристик.
4. Установить на блоке управления БУСП-1 необходимый режим работы — «непрерывный», «прерывистый» или «точечный» и вид управления — дистанционный.
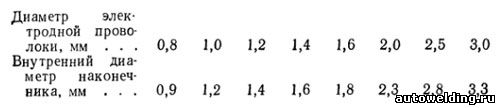
5. Диаметр отверстия токоподводящего наконечника горелки установить в соответствии с данными:
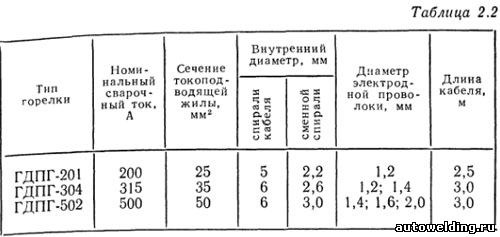
Диаметр направляющего канала установить, исходя из заданного диаметра электродной проволоки и в соответствии с данными табл. 2.2.
6. При подсоединении горелки к подающему устройству проверить соосность отверстия хвостовика горелки и канавки подающих роликов, учитывая, что смещение их на 1,0 мм уже через несколько минут приводит к прекращению подачи проволоки из-за попадания стружки проволоки в направляющий канал. Хвостовик горелки должен быть максимально приближен к роликам.
7. При намотке проволоки на кассету укладка ее должна быть рядовой. Применение ржавой проволоки недопустимо.
8. При заправке проволоки в направляющий канал горелки с помощью выключателя-кнопки на подающем устройстве установить необходимое давление роликов на проволоку, чтобы она подавалась равномерно, без пробуксовки. При несоосности токоподводящего наконечника и свечи или плохой зенковке наконечника проволока может «утыкаться» в него и возможна либо пробуксовка роликов, либо их остановка в случае чрезмерного давления на проволоку. При этом необходимо либо заменить наконечник, либо сначала пропустить проволоку в неввинченный наконечник, а затем ввернуть его в свечу. В последнем случае возрастает усилие проталкивания проволоки.
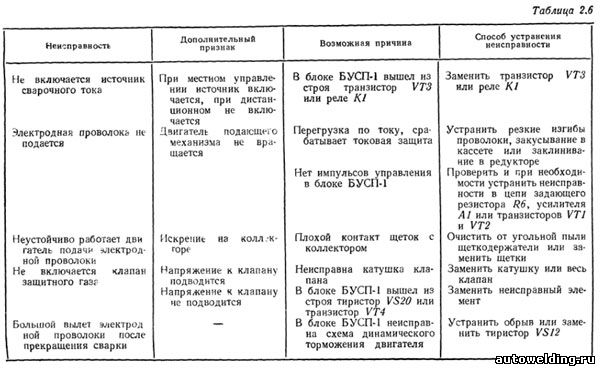
Неисправности и их устранение
Наиболее вероятные неисправности при условии правильной подготовки полуавтомата к эксплуатации и способы их устранения приведены в табл. 2.6.
Современные схемы управления сварочным оборудованием достаточно сложны. Они строятся на транзисторах, тиристорах, интегральных микросхемах. Их алгоритм работы также сложен. Поэтому понимание обслуживающим персоналом основ микроэлектроники является непременным условием бесперебойной работы современного электросварочного оборудования.
Подготовка к сварочным работам: оборудование, детали, снаряжение

Подготовка к сварочным работам – важный этап, от которого зависит качество итогового соединения. Данный процесс не ограничивается только выбором заготовки или разметкой деталей, а включает в себя и выбор защитного снаряжения, и подготовку оборудования.
Также не меньшее значение имеет и охрана труда при проведении сварочных работ. В нашей статье мы расскажем, что нужно сделать перед началом сварки, чтобы процесс был безопасным, а шов – качественными.
Выбор аппарата и подготовка электродов к сварочным работам
Качество сварочного соединения напрямую зависит от того, какие электроды использованы при сварке. Как правило, в инструкциях указаны электроды, которые нужно применять в процессе конкретных сварочных работ. Иногда этот пункт отсутствует, и сварщик должен сам определить, какие материалы ему понадобятся. Выбор делают исходя из параметров электродов: механических свойств, толщины, марки стали, покрытия, назначения.

Выбирая электрод, в первую очередь нужно убедиться в прочности и высоком качестве проволоки. Другой важный компонент — покрытие, благодаря которому проволока раскаляется.
Электроды подбирают в соответствии с маркой и типом свариваемого металла. Кроме того, иногда нужно соединить два разных металла, поэтому имеется большое разнообразие электродов.
Если точных данных нет, то электроды выбирают в соответствии с принципами, указанными в общепринятых рекомендациях:
- углеродистые электроды применяют, работая со средне- и низкоуглеродистой сталью;
- при сварке изделий из легированной стали используют только электроды, выпускаемые по ГОСТ 9466-75 и 10052-75;
- для сварки чугунных деталей служит марка ОЗЧ-2.
На рынке представлены сотни марок электродов, разобраться в таком многообразии непросто. Можно воспользоваться рекомендациями специалистов. Например, при сварочных работах широко применяется универсальная марка УОНИ российского производства. Если работать приходится с конструкциями из низкокачественного, низкосортного металла с относительно малой плотностью, то используют электроды марок АНО и МР-3.
Выбирая сварочный инвертор для домашнего применения, нужно соблюдать несколько правил:
- Сварочный аппарат должен иметь максимальное значение тока не выше 160—200 А. Желательно приобрести мощное устройство, благодаря которому будет возможность сваривать металлические детали большой толщины.
- Иногда холостой ход напряжения бывает выше 90 В, но, например, для дачного хозяйства лучше выбрать оборудование с параметрами 50–60 В.
- Важное свойство сварочного аппарата — продолжительность включения (ПВ), показывающая, как долго устройство сможет работать без перерыва. Не рекомендуется выбирать аппараты с максимальным или минимальным значением ПВ. Оптимальный вариант — сварной агрегат с показателем ПВ 40—80 %.
Стабильность работы оборудования зависит от особенностей местной электросети. Как правило, в сельской местности случаются перебои с подачей электричества, а проводка оставляет желать лучшего. Поэтому для деревенской мастерской подбирают такой сварочный аппарат, который может работать в большом диапазоне питающего напряжения, а риск его отключения или неисправности из-за скачков в электросети будет низким.
В целях профилактики отключения электричества лучше купить устройство, которое будет работать от централизованной сети либо от альтернативного (топливного) автономного источника энергии.
Подготовка металла к сварочным работам
Правка и очистка
Если при перевозке проката на нем появились вмятины и другие виды деформации, то их ликвидируют вручную молотком или кувалдой. Если это не помогает, используют ручной пресс: между его пластинами помещают заготовку, а затем с усилием сжимают, стремясь соединить пластины. Деформированной поверхности изделия необходимо вернуть первоначальный вид, иначе возникнут внутренние напряжения, отрицательно сказывающиеся на качестве сварного шва.

Малые искривления тонких изделий корректируют на мягкой подложке. Для устранения серьезных изъянов используют:
- разнообразные прессы, создающие высокое давление;
- листоправильные станки.
Следующий этап подготовки к сварочным работам — очистка деталей. С их поверхности удаляют грязь, пыль, которые могли скопиться при хранении на складе или перевозке. Для устранения стойких загрязнений применяют воду. С металлических деталей б/у удаляют старую краску, для чего служат наждачная бумага, шлифовальный инструмент или пескоструйная обработка.
Разметка
Перед сваркой детали размечают — вручную или посредством специальных приспособлений. Используются такие инструменты, как металлическая линейка, штангенциркуль, кернер. Металлическую поверхность нужно загрунтовать, чтобы были видны риски. Если производство поточное, то применяют шаблоны: их накладывают на детали и обводят контур.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Важно различать такие термины, как «наметка» и «разметка». Первая представляет собой формирование предварительного контура, вторая — кернение по всему контуру и маркировку. Наметку используют при работе с шаблонами, сначала обводя контур чертилкой, а затем проходя по нему кернером. Если разметка ручная, то сразу осуществляют кернение.
Ручная разметка деталей — сложный и трудоемкий процесс. Рекомендуется подготавливать и собирать заготовки с применением оптической или мерной резки. Разметно-маркировочные автоматы размечают металл на основе оптической технологии по заложенной в них программе. Инструмент в них работает быстро, размеченные листы металла выходят из автомата со скоростью до 10 м/мин.
Резка
Если сварку проводят по чертежам, то детали нужно в соответствии с ними разрезать. Для этого используют специальное оборудование:
- ручное (ножницы по металлу, резак), применяется для создания простых форм из листового или ленточного проката;
- электрический инструмент (пила, болгарка, а также шуруповерт или дрель с насадкой-фрезой);
- термическое (дуговая сварка, резак — газовый или кислородный, плазмотрон), благодаря которому можно делать резы любой формы.

Принцип термической резки — расплавление металла по намеченному контуру. При поточном производстве применяют автоматическую и полуавтоматическую резку.
Разрезая металл, нельзя забывать о припусках на обработку кромок и зачистку швов. Делать это с помощью ножниц долго и неудобно, поэтому сварщики чаще используют резку термическую.
Зачистка
Перед сваркой металла проводят зачистку, которая предполагает снятие:
- ржавчины, чтобы предотвратить ее попадание в диффузный слой;
- заусенцев, металлических частичек, наличие которых может привести к браку;
- остатков смазки, масел, органических веществ, снижающих качество сварки;
- загрязнений, отрицательно влияющих на структуру шва;
- оксидного слоя, препятствующего образованию ванны расплава.
Зачищать металл нужно очень тщательно, поскольку даже малейшие включения в ванне расплава станут причиной брака. Можно применять абразивные инструменты, напильники, наждачную бумагу, металлические щетки. Чтобы обезжирить поверхность металлических изделий и снять с них оксидный слой, используют химически активные средства: кислоты, спирт, растворители.
Работая с алюминием, цветными металлами и высоколегированными сплавами, их очищают новой щеткой, на которой нет микрочастиц углеродистой стали. Перед сваркой со штампованных деталей снимают слой окалины, а с отливок — литейную корку.
Подготовка кромок
Если заранее не подготовить толстостенные заготовки к сварке, то качественного соединения не получится: расплавленный металл растечется по поверхности, а в стык не попадет. Соединение будет хрупким и сломается даже при малой нагрузке. Важнейшая подготовительная процедура — скругление острых кромок. В зависимости от толщины изделия металл сглаживают на высоту 2-3 мм.

Рекомендуется применять холодные способы резки (вручную или механическими средствами), так кромки выходят более аккуратными, чем при горячем способе. Тип и угол разделки зависят от материала и вида сварочного оборудования. Размеры кромок приведены в государственных стандартах.
Подготовку кромок к сварочным работам проводят для обеспечения доступа к корню шва. В случае тонкостенных деталей, имеющих толщину до 3 мм, достаточно лишь выровнять торцы. Проваривают 4 мм заготовки с зазором до 2 мм; если толщина детали больше, формируют швы с обеих сторон. Если деталь толстостенная, то на ее кромках снимают фаску.
При односторонней сварке формируют V- или U-образные стыки, а при сварке с обеих сторон — X- или K-образные. Угол сопряжения составляет 45—60°. Если нужно сварить изделия разной толщины, то обрабатывают только толстостенную заготовку. Необходимо выбрать правильный угол среза, поскольку от него зависят:
- расход электродов или сварной проволоки;
- глубина проварки металла;
- размеры шовного валика.
Кромки подрезают вручную, с помощью механических средств или горелок.
Подготовка защитного снаряжения для сварочных работ
Важно при подготовке к работе со сварочным аппаратом обеспечить надежные средства защиты сварщика.
Неотъемлемой частью защитного комплекта является специальная маска. Она предохраняет глаза и лицо от вредного воздействия сварочной дуги. Предлагается большое разнообразие масок: разной формы, с креплением для головы, с автозатемнением и без него и др. Основные требования к маске — легкость и комфортность в ношении. Чтобы руки были свободными, удобно закреплять маску на голове. Крепление регулируют в соответствии с размером и формой головы.

Популярны сварочные маски со встроенным светофильтром, который автоматически затемняется. Перед тем как зажжется дуга, сварщик видит через окошко маски точку начала сварного соединения. При загорании дуги происходит автозатемнение, защищающее глаза. Как только дуга погаснет, фильтр отключается, и сварщик снова может видеть рабочую поверхность, способен визуально оценить шов, состояние горелки и электрода.
Можно продолжать сварку, не снимая при этом маску. В ней же удобно зачищать свариваемые поверхности от заусенцев: автозатемнение включаться не будет, а стекло защитит от попадания частиц металла в глаза.
На рынке представлены различные модели масок: с регулированием степени затемнения, его скорости, времени отключения фильтра. Автоматические светофильтры питаются от встроенных аккумуляторов или от обычных батареек. Второй вариант стоит дороже, но зато со временем нужно будет лишь купить новые батарейки. Несъемные элементы питания однажды выработают свой ресурс, и придется менять весь светофильтр, цена которого может составлять половину стоимости всей маски или даже больше.
Важная деталь защиты — специальный костюм сварщика. Руки от воздействия электрического тока и попадания брызг раскаленного металла защищают с помощью плотных кожаных краг. Одежда сварщика также должна быть сшита из плотного материала, чтобы защитить тело от ожогов и других повреждений. Обувь нужна прочная, на толстой подошве, защищающая от влаги и действия тока.
Охрана труда при подготовке и проведении сварочных работ
Если правильно начать и вести процесс сварки, то можно избежать многих неприятностей.
Перед началом работ всегда оценивают, в каком состоянии находится оборудование, при этом:
- проверяют основные блоки сварного агрегата, наличие материалов и дополнительных приспособлений;
- заземляют оборудование, чтобы предотвратить поражение электрическим током;
- при работе на высоте проверяют, надежно ли закреплены леса и иные строительные конструкции;
- замеряют протяженность провода (применять провода длиной более 10 м запрещено).
- если капли воды попали на питающие кабели, то их просушивают, так как влага может разрушить изоляцию.
Необходимо также выполнять требования по охране труда.
Работники по окончании сварки обязаны сделать следующее:
- Отключить оборудование от электросети.
- Прежде чем проверять качество сварных швов, ждут полного остывания деталей. Прикасаться к горячему металлу запрещается.
- Очищают агрегат от грязи, проверяют состояние основных блоков. Инструменты и вспомогательные приспособления помещают в предназначенные для них контейнеры.
При возникновении аварийных ситуаций к охране труда предъявляются особые требования.
Необходимо соблюдать следующие правила:
- останавливают сварку, если трубопровод находится под давлением;
- при попадании в помещение взрывоопасных паров сварочные работы проводить запрещено;
- продумывают план действий, благодаря которому травмирование рабочих при авариях будет исключено.
Применяя на практике рекомендации специалистов, каждый может научиться сваривать металлические изделия. Главное соблюдать технологию и проводить правильную подготовку площадки, оборудования и спецзащиты к сварочным работам. Важно всегда соблюдать правила техники безопасности, а опыт придет со временем.
Читайте также: