Подготовка торцов труб к сварке
Обновлено: 04.10.2024
Перед тем, как выполнять любую сварку деталей, необходимо правильно обработать их и придать краям нужную форму. Эту процедуру обычно называют «разделка». В данной статье мы постараемся рассказать все о разделке труб под сварку и не только.
Зачастую разделка выполняется на заготовках толщины больше средней. Для чего это нужно:
- Чтобы мастеру было удобно добраться своими инструментами к зоне выполнения шва;
- Выполнить высококачественную сварку по всей толщи свариваемых деталей.
Когда выполняется операция по разделке кромок труб под сварку, автоматически увеличивается область шва, а, следовательно, и количество расходуемого сырья. Самый малый расход материалов получается, когда разделка не осуществляется совсем. Сваривают детали без подготовки. Если толщина заготовки малая, то выполняется отбортовка.
Зачистка торцов труб перед подготовкой
Прежде чем начать подготовку труб, обязательно необходимо выполнить зачистку торцов. Обычно выполняется в 2 стадии:
- Механическая зачистка – первый этап, с помощью которого удаляется грязь, коррозия и всевозможные загрязнения. Такой вид зачистки проводится с помощью проволочных щеток-насадок или абразивных кругов, имеющих различные формы и зернистость. Маленькие элементы можно зачищать вручную, а вот для больших уже применяются угловые шлифовальные машины, или другими словами «болгарка».
- Химическая зачистка – второй этап, который используется, чтобы обезжирить зону шва и удалить из нее оставшиеся загрязнения, не поддавшиеся механической очистке. Для нее применяются растворители.

Если не выполнять очистку деталей перед сварочными работами, то вся грязь, оставшаяся в области шва, значительно сократят срок эксплуатации деталей: прочность и время эксплуатации будут под вопросом.
По завершению очистки металла, переходят непосредственно к разделке труб под сварку. Ее выполняют для освобождения места под инструмент для дальнейших работ, то есть увеличивается геометрия стыковки с одной или даже с двух сторон. Такая процедура важна, когда стены конструкции, с которыми работаем мастер, толстые, где необходимо проваривать по несколько раз. Основная задача разделки кромки труб под сварку – обеспечить полное и глубокое сваривание по длине шва.
Верное и тщательное приготовление заготовки – залог качества, ведь тем самым уменьшается риск дефектов, не создаются пустоты и не нарушается однородность материала в зоне шва.
Как подготовить изделие перед разделкой кромки под сварку
Подготовительные работы можно разделить на несколько видов:
- Ручная> – такой способ правки используется для присоединения плит с использованием молотка.
- Механическая – данный вид подготовки используется для устранения складок, неровностей и коробления (искажения формы) при помощи прокатки на правильных вальцах.
- Разметка – применяется при ремонте, для исправления криволинейных швов, когда необходимо просверлить отверстия.
- Термическая – используется для повышения эластичности и урегулирования внутреннего строения металла, для чего металлические изделия заблаговременно подогревают.

Также важно подготовить саму кромку. Подготовка различается:
- С разделкой: снимается фаска одной стороны, если нужно, то и с другой, зачастую с обоих изделий. Или же делают угловое скашивание.
- Разделка отсутствует: для этого необходимо хорошо зачистить поверхность и уложить на нужной дистанции.
- Отбортовка: сглаживаются заостренные бока.
Когда весь комплекс работ по подготовке проведен, переходят, непосредственно, к самой разделке кромки труб перед сваркой. Можно выделить одностороннюю разделку труб под сварку и двухстороннюю (так как скосы более сложной формы необходимо заваривать как с лицевой, так и изнаночной стороны детали).
Формы разделки кромок под ручную дуговую сварку
Рассмотрим различные виды скосов краев заготовок. Каждая форма используется при работе с конкретными деталями и при индивидуальных показаниях к сварочному соединению и различаются толщью, свойствами металла и методом сварки.
V-образная
Достаточно распространенный вид разделки кромки трубы под сварку — это прямолинейный скос с одной стороны. Такая разделка используется в работе с металлом в форме листов толщиной от 3 до 26 мм и подразумевает симметричный скос кромки либо у 1й, либо у 2х деталей. Угол разделки кромки под сварку:
- Односторонний – 50 градусов;
- двухсторонний – 60.

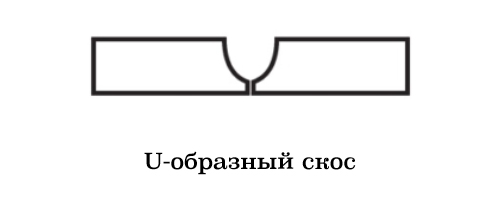
U-образная
Разделка не для новичков – это достаточно сложная форма. Края заготовки подлежат разделке либо с одной, либо с 2х сторон. Данный криволинейный скос используется при сваривании металла толщиной 20 – 60 мм и считается экономным в расходуемых материалах, а именно электродов. Также бонусом выступает быстрый провар шва. В результате образовывается идеальный валик.
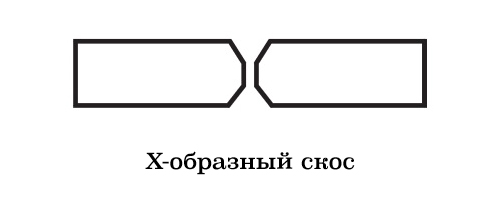
X-образная
Прямолинейный скос 2-ух кромок с двух сторон, похож на V-образную разделку, но только шов проваривается по всей глубине. Получившийся шов может работать под большими нагрузками. Заготовка должна быть в толщь 12 — 60 миллиметров, а угол разделки кромки под сварку — 60 градусов (в некоторых случаях – 45).
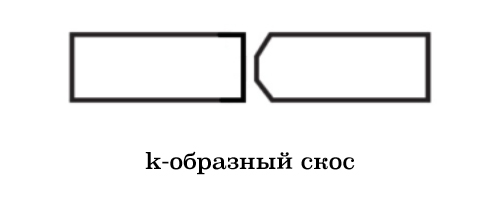
K-образная
Двусторонний скос 2х краев, который практически повторяет X-образный, но процедуру проводят лишь с одной заготовкой.
- Односторонняя разделка кромки используется для угловых и стыковых швов (V или U-образная);
- Двухсторонняя используется для стыковых швов, когда изделие проваривается по всей поверхности (X или K-образная).
Угол разделки кромки под сварку подбирается в зависимости от сварочного инструмента:
- Электродуговой сварки – в пределах 30 – 35 градусов;
- Для оборудования с газовой сваркой рекомендуется использовать угол наклона 45 градусов.
Важно, чтобы скосы не кончались острыми краями, т.к. может возникнуть риск непроваров в некоторых отдельных местах. А на концах кромки (ориентировочно 2-3 мм) необходимо формировать притупление.
Способы обработки кромок под сварку
Существует несколько способов как обработать кромку детали:
- Ручной – для этого используют такие инструменты, как зубило, наждачная бумага или напильник;
- Механический – различаются по типу используемого оборудования: 1) при помощи токарного или расточного станка деталь обтачивают на оси, которая вращается; 2) другие заготовки обрабатывают на фрезерных, шлифовальных, строгальных и других машинах; 3) фрезерные или универсальные станки используются для обработки криволинейных краев.
- Термический – 1) при помощи газового резака, которая переходит в ручную сварку; 2) плазмотроном – одна из самых точный обработок.
Разделка кромок под сварку гост
Подготовка элементов к сварочным работам может различаться и зависеть от типа соединения и толщины металла, упорядоченных системой ГОСТ.
Разделка кромок труб под сварку – ГОСТ 16037-80, а также подходит для соединений из такого материала, как сталь. Стоит учитывать специфику соединяемых элементов и видом соединений:
- Свойства конструкций труб;
- Размеры, т.е. толщина и диаметр трубы;
- Соединение.
Все условия, прописанные в межгосударственном стандарте для разделки труб под сварку 16037-80 обязательно нужно соблюдать для выполнения качественной сварки.
Важно правильно очистить и обезжирить поверхность кромок труб, которые будут подвергаться сварке.
Перед электродуговой сваркой с использованием газов, кромка детали обрабатывается вручную, термическим или механическим способом. Для лазерной необходимо тщательно очищать металл, протравляя края дальнейших швов, промыв и осушив их.
Острые края на скосах заготовки должны быть скруглены, иначе это может привести к прожжению или плохой проварке шва.
Разделка труб под сварку: этапы
Ранее уже говорилось, что разделка труб под сварку должна регулироваться ГОСТ, и мы уже определили, что тип соединения труб может быть:
- стыковым;
- под углом;
- внахлест, если диаметр трубы/трубопровода изменяется или к нему приваривается фланец.
Перед выполнением сварочных процедур проводятся подготовительные мероприятия, для труб это механическая зачистка, которая удаляет загрязнения, далее химобработка и, непосредственно, сама разделка труб под сварку.
Разделка кромки выполняется путем механической обработки. Для монтажа труб используют предназначенное для этого оборудование. Допускается использование угловых шлифовальных машин.
Разделка кромок труб под сварку выполняется только в случае, если толщина труба будет более 4 мм. Скашивание выполняется под углом 45 градусов 1-ой или двух кромок.
Стыки на трубах можно разделить на поворотные и неповоротные. Но в рекомендациях ГОСТ указано применение именно поворотных стыков, так как их сварка более удобна в нижней позиции, а разделка происходит по всей длине стыка.
Прежде, чем приступить к дуговой сварке под флюсом, нужно прихватить торцы труб:
- 4 прихватки для труб диаметром менее 300мм;
- каждые 200-300мм прихватка, если диаметр свыше 300мм.
В случае, когда толщь стенки трубопровода больше 12 мм включительно, то проварка должна осуществляться в 3 этапа. На первом формируется валик с возвышением от 1,5 до 3 миллиметров, который распределяется на протяжении всего стыка.
По ГОСТ для труб регламентирована U-образная разделка кромки – это, если толщина заготовки большая. А все делается для того, чтобы уменьшить площадь сечения шва, тем самым, снизив объемы расходников и увеличивая скорость выполнения работы. Какой скос использовать, если толщина трубы составляет:
- Х или V–образная — 3-25 миллиметров;
- U–образная — 26-60 миллиметров;
- другие специальные формы — более 60 миллиметров.
Разделка труб пол сварку подразумевает следующие способы:
- Газовый резак. Имеет низкую точностью и не совсем качественное покрытие. Нуждается во вспомогательной мехобработке.
- Механический способ обработки труб. Благодаря строгальным или фрезерным станкам получается в результате чистая поверхность.
Торцовочные машины предназначены для разделки кромок труб под сварку значительного диаметра. В то время, когда на магистралях отопления полным ходом идет ремонт, разделку выполняют шлифовальными машинами.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Распространенные ошибки при разделке труб под сварку

Зачастую ошибки возникают во время самой подготовке к разделке. Поэтому, чтобы работа была выполнена на высшем уровне и сварочный шов был идеальным, не допускайте следующих ошибок:
- Не оставляйте скос края с острым углом – это скорее всего приведет к тому, что шов плохо будет проникать внутрь соединения.
- Плохая чистка изделия от загрязнения и масел или неверно подобранный метод очистки – в результате шов будет пористым.
- Несоблюдение регламентов ГОСТа (неправильно подобранный угол скоса, размеры зазоров) – пусть работа и будет быстрее, но качество получившегося шва будет плачевным.
Специализированное оборудование
Не только универсальное оборудование, но и узко специализированное подойдет для разделки кромки труб под сварку применяется. Подобрать можно исключительно от объемов работ.
Если говорить об универсальных машиных, то можно выделить угловые шлифовальные станки, слесарные инструменты и напильники.
Компания Promotech представляет огромный выбор узко направленных машин для снятия фаски: кромкорезы и фаскосниматели серии BM и серии PRO, которые отлично подойдут для выполнения большого объема схожих швов.

Заключение
Важным регламентирующим документом по разделке труб под сварку является ГОСТ, которому не только важно, но и необходимо придерживаться. В нем заключены все правила, методы и углы сварки, типы соединений, формы разделки и другие параметры под каждый случай.
Так как трубопровод служит нам не один год, он должен быть выполнен качественно, чтобы выдержать давление жидкостей. Выполняйте все указания ГОСТ 16037-80, правильно проводите очистку и подготовку деталей – это сэкономит как деньги, так и время, и в результате Вы повысите производительность последующих операций.
Политика в отношении файлов cookie Этот веб-сайт использует файлы cookie, чтобы предоставить вам лучший пользовательский опыт и в статистических целях. Если вы не блокируете куки-файлы, вы соглашаетесь использовать их и сохранять в памяти вашего устройства.
Подпишитесь на новостную рассылку PROMOTECH --> Мы перезвоним Вам и расскажем больше о технике PROMOTECH
Подготовка труб к сварке
Для соединения стальных труб теплопроводов используют электроду говую автоматическую, полуавтоматическую и ручную сварку. Газовой сваркой соединяют трубы малого диаметра (с небольшой толщиной стенки труб). Вместе с тем газ широко применяют для резки труб. Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать ГОСТ 16037-80.
После этого шлифовальными машинками, напильниками, реверсивными угловыми пневматическими щетками зачищают кромки до металлического блеска на длину не менее 10 мм снаружи и внутри. Центрирование стыка и поддержание труб при прихвате стыка осуществляются с помощью крана-трубоукладчика и центраторов, которые бывают наружные (винтовые, эксцентрические и звеньевые) и внутренние (гидравлические, пневматические и механические).
Сборка и сварка стальных труб

а,б — центраторы винтовой и эксцентриковые (для труб диаметром не более 350 мм)
в— центратор наружный; раликозвеньевой (для труб 520-1020 мм)
г — то же внутренний гидравлический (для труб 520 -1020 мм);
д, ш — последова-тельность операций при ручной электросварке стыков поворотным и неповоротным трехслойным швом;
ж — схема применения сварочной головки ПТ-56 для поворотной сварки стыков под слоем флюса;
з — то же для сварки корня шва шланговым держателем полуавтомата А-547р;
и, к — порядок наложения корневого шва при сварке труб большого диаметра тремя сварщиками;
л — то же заполнение остальной части шва двумя сварщиками;
1 — натяжной винт; 2 — свариваемые трубы; 3 — отверстие для воротка; 4 — центрирующие элементы;
5 — стык труб; 6 — штанга; 7 — ролики; 8 — лежни под трубы; 9 — корневой слой шва;
10 — сборник для флюса; 11 — сварочная проволока; 12 — регулировочный винт;
13 — панель с реостатом, вольтметром и выключателями; 14 — бункер для флюса;
15 — подающий механизм с двигателем и редуктором; 16 — кассета со сварочной проволокой;
17 — штатив; 18 — флюс; 19 — роликовая опора; 20—шланговый держатель; 21 — головка держателя;
(1)(2)(3) — позиции сварщиков; I, II, III — последователь¬ность наложения сварного шва неповоротного стыка
Электросварщик, проверив универсальным шаблоном величину зазора между торцами стыкуемых труб по всей окружности, прихватывает сваркой стык, после чего центратор снимается. По условиям прочности число прихваток в зависимости от диаметра свариваемых трубопроводов целесообразно принимать для труб диаметром до 100 мм — 1—2; для труб диаметром от 100 до 426 мм — 3—4; для труб диаметром свыше 426 мм — через каждые 300—400 мм по окружности. Длина одной прихватки должна быть для труб диаметром до 100 мм — 10—20 мм, для труб диаметром от 100 до 426 мм — 20—40 мм; для труб диаметром свыше 426 мм — 30— 40 мм. Высота прихватки должна составлять 0,6—0,7 толщины стенок труб, но не менее 3 мм для труб с толщиной стенки до 10 мм, а при большей толщине стенки — 5—8 мм.
Поворачивание звена при сварке труб производится после наложения шва на четверть окружности трубы с каждой ее стороны. Закрепляют звенья деревянными клиньями на лежнях у стыка. Сборка электросварных прямошовных труб производится с расположением продольных швов вверху трубы со смещением их относительно друг друга, что создает определенные удобства для осмотра при испытании трубопроводов.
Сварка поворотных стыков производится в горизонтальном положении с поворачиванием труб, а в вертикальном и потолочном положениях — без поворота труб. Сварка без поворачивания труб применяется при приварке к трубам отводов и компенсаторов, при сварке звеньев труб между собой и при монтаже узлов. Наиболее ответственными и сложными являются потолочные и горизонтальные швы соединений вертикально расположенных труб. Стыки звеньев труб на трассе могут свариваться как вручную, так и с помощью полуавтомата под слоем флюса или в среде углекислого газа. В зависимости от характера и условий работ выбирают сварочное оборудование, позволяющее вести сварку на постоянном или переменном токе.
Подготовка труб и деталей к сборке и сварке стыков
Подготовка кромок под стандартную разделку выполняется механической обработкой или газовой резкой с последующей зачисткой шлифмашинкой.
Схема обработки кромки
Перед сборкой труб необходимо:
Концы труб, имеющие трещины, надрывы, забоины, задиры фасок глубиной более 5 мм, обрезают.
При температуре воздуха ниже минус 5 °С правка концов фуб без их подогрева не рекомендуется.
Сборку стыков труб производят на инвентарных лежнях с использованием наружных или внутренних центраторов.
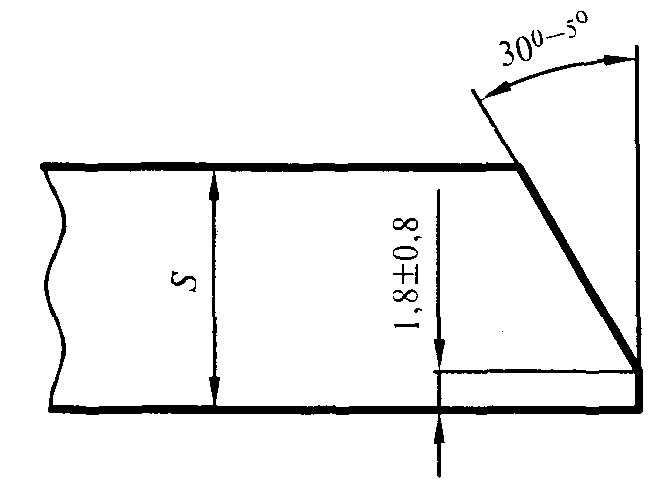
Допускаемое смещение кромок свариваемых фуб не должно превышать величины 0,155 + 0,5 мм, где 5 — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных фуб или труб с соединительными деталями допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает
2,0 мм). Сварка фуб или труб с соединительными деталями и патрубками арматуры с большей разнотолщинностью осуществляется стандартным переходом длиной не менее 250 мм.
При отсутствии стандартных переходов допускается производить на надземных и внутренних газопроводах низкого давления нахлес- точные соединения «фуба в трубе» размером */50х40, 40x32, 32x25, 25x20 мм.
Сварка нахлесточных соединений производится в соответствии с ГОСТ 16037 с выполнением следующих требований:
- просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
- величина нахлеста по длине соединяемых труб не менее 3 см;
- на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
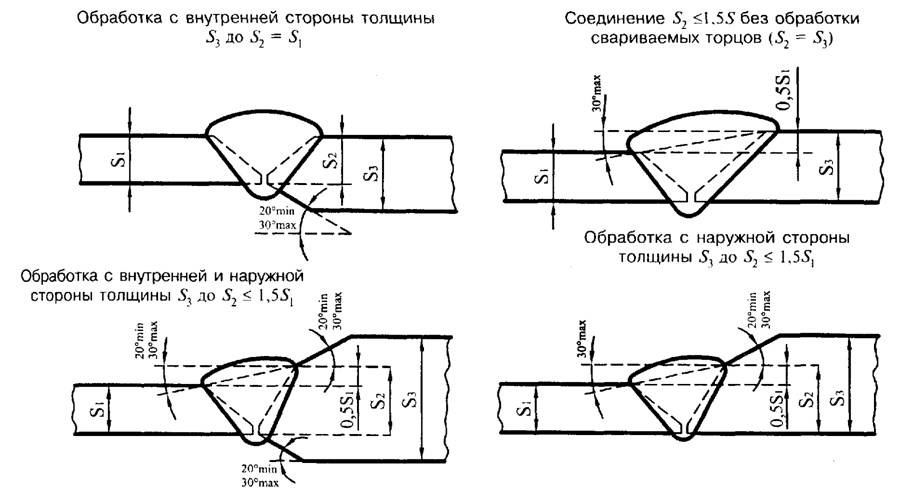
- соединение свариваемых торцов после специальной подготовки (утонения) кромок изнутри или снаружи более толстостенного элемента с толщиной стенки S3 до толщины S2 свариваемого торца, которая не превышает 1,5 толщины менее толстостенного элемента S1.
Обработка свариваемых торцов труб
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем:
- на 15 мм — для труб диаметром до 50 мм;
- 50 мм — для труб диаметром от 50 до 100 мм;
- 100 мм — для труб диаметром свыше 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
При закреплении труб в зафиксированном под сварку положении электродами, применяемыми для сварки корневого шва, следует выполнять равномерно расположенные по периметру стыка прихватки в количестве:
- для труб диаметром до 80 мм — 2 шт.;
- для труб диаметром свыше 80 мм до 150 мм — 3 шт.;
- для труб диаметром свыше 150 мм до 300 мм — 4 шт.;
- для труб диаметром свыше 300 мм — через каждые 250 мм.
Высота прихватки должна составлять */3 толщины стенки трубы,
но не менее 2 мм; длина прихватки 20-30 мм при диаметре стыкуемых труб более 50 мм.
При сварке на внутреннем центраторе и последующей сварке целлюлозными электродами сварщикам следует приступать непосредственно к выполнению корневого шва без прихваток. Если в процессе сборки и установки технологического зазора прихватка была произведена, она должна быть полностью вышлифована и заварена вновь при сварке корневого шва.
Перед началом выполнения сварочных работ поворотных и неповоротных стыков труб производится просушка или подогрев торцов труб и прилегающих к ним участков путем нагрева до 50 °С:
- при наличии влаги на трубах — независимо от температуры окружающего воздуха;
- при температуре окружающего воздуха ниже плюс 5 °С.
Сварочные работы на открытом воздухе во время дождя, снегопада, тумана и при ветре свыше 10 м/с можно выполнять при условии обеспечения зашиты места сварки от влаги и ветра.
Необходимость предварительного подогрева стыков определяют в зависимости от марок стали свариваемых труб, подразделяющихся на следующие группы:
- I — из спокойной (сп) и полуспокойной (пс) стали марок: Ст1, Ст2, СтЗ, Ст4 по ГОСТ 380; 08, 10, 15 и 20 по ГОСТ 1050;
- II — из кипящих (кп) сталей марок: Ст1, Ст2, СтЗ, Ст4 по ГОСТ 380;
- III — из низколегированных сталей марок: 09Г2С, 16ГС, 17ГС, 17Г1С и др. по ГОСТ 19281; марки 10Г2 по ГОСТ 4543.
Предварительный подогрев стыков производят при сварке труб с толщиной стенки от 5 до 10 мм электродами с рутиловым или целлюлозным покрытием при температуре наружного воздуха: ниже минус 20 °С — для труб I и II групп; ниже минус 10 °С — для труб III группы.
При сварке при температуре минус 10 °С подогрев труб с толщиной стенки более 10 мм обязателен. Минимальная температура подогрева должна составлять 10 °С и измеряться на расстоянии 5-10 мм от кромки трубы. Температуру предварительного подогрева контролируют контактными термометрами или термокарандашами (ТУ 6-10-1110). Место замера температуры контактными термометрами нужно предварительно зачистить металлической щеткой.
Если необходимы и просушка, и подогрев стыка, то производится только подогрев стыка. Не рекомендуется зажигать дугу с поверхности трубы. Дуга зажигается с поверхности разделки кромок или же с поверхности металла уже выполненного шва. При применении для сборки стыка наружных центраторов снимать их допускается после сварки не менее 50% стыка. При этом отдельные участки шва равномерно располагают по периметру стыка. Перед продолжением сварки корневого шва после снятия центратора все сваренные участки защищают, а концы швов прорезают шлифмашинкой. До полного завершения корневого слоя шва не рекомендуется перемещать свариваемый стык.
Для предупреждения образования дефектов между слоями сварного шва перед выполнением каждого последующего слоя поверхность предыдущего слоя очищают от шлака и брызг. Для облегчения удаления шлака рекомендуется подбирать режимы сварки, обеспечивающие вогнутую (менискообразную) форму поверхности корневого и заполняющих слоев.
Начало и конец кольцевого сварного шва отстоят от заводского шва трубы (детали, арматуры) не ближе:
- 50 мм— для диаметров менее 400 мм;
- 75 мм — для диаметров 1000 мм;
- 100 мм — для диаметров более 1000 мм.
Места начала и окончания сварки каждого слоя («замки» шва) располагают для труб диаметром 400 мм и более не ближе 100 мм от «замков» предыдущего слоя шва; для труб диаметром менее 400 мм — не ближе 50 мм.
Фаскосниматели для подготовки торцов стальных труб под сварку

Если говорить о технологических особенностях таких приспособлений, то конструкторы предусматривают их функционирование только в соответствии с основными требованиями и правилами, предъявляемыми к данной линейке оборудования. Хотя допускаются исключения, и фаскосниматели успешно применяются при обработке труб из другого материала.
Нередко данные устройства называют кромкорезами, предназначенными для обработки внутренней фаски трубы. Ведь без нее края трубных изделий останутся неровными, а при их совмещении стык получится негерметичным.
Виды фасок
Срезать кромку с металлического проката можно тремя способами:
- Y-образным способом;
- Х-образным;
- J-образным (другое название – «рюмочная» фаска);
- Также, в технической литературе можно встретить другое буквенное обозначение: V, K и U-образная фаска
.
Особенности разных видов фасок
- Наиболее распространенным способом снятия кромки на производстве является Y-образный метод и Х-образный.
- Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
- J-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Другие виды разделки кромки
(стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Производство
Трубы стальные горячедеформированные бесшовные производятся из круглой в сечении заготовки — штанги.
Перед нами заготовка для бесшовной трубы. Еще не прошитая.
В общих чертах процесс изготовления выглядит так:
- Заготовка прогревается до температуры, при которой сталь становится пластичной;
- Затем на прошивном стане она превращается в полый цилиндр — гильзу;
- После этого по-прежнему раскаленная заготовка поступает в бесчисленные вальцы, где ее вытягивают и обжимают до необходимых диаметра и толщины стенок. Все это время внутри полого цилиндра гильзы остается оправка;
- На последнем этапе труба калибруется вальцами, охлаждается и нарезается на отрезки нужной длины.

Здесь видны сразу несколько этапов производства.
Важно: холоднодеформированная бесшовная стальная труба производится практически так же. Разница лишь в том, что после прошивки и перед вальцеванием она охлаждается водой. Кроме того, для нее обязательно термообработка после прокатки.
Разумеется, описание самое примитивное и общее. Детали технологии могут отличаться в зависимости от типа заготовки (она может быть слитком, кованой, непрерывнолитой или катаной), способа раскатки гильзы (в сущности, гильза может быть получена не только прошивкой, но и экструзией — продавливанием металла прессом через кольцевидную щель) и многих других параметров.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели
, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
Процесс нарезки кромки происходит следующим образом:
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Электрические мобильные фаскосниматели
Агрегаты данного типа рассчитаны на многофункциональное использование. С их помощью можно обрабатывать как трубные кромки, так и плоские детали прямолинейной и криволинейной форм.
Одни типы стандартных устройств имеют опорную платформу в виде диска, другие агрегаты — уголок из двух пластин.
В комплектацию типового агрегата с диском входят одна или несколько фрезерных головок, рассчитанных на различные углы заточки.
У приспособлений с пластинами угол заточки изменяется методом регулировки пространственного расположения опорных элементов относительно друг друга.
Рассмотрим подробнее типичных представителей приведенных выше фаскосъемных приспособлений.

Рис. 5 Конструктивное устройство кромкореза Euroboor B45
Euroboor B45. Электрический инструмент производства Нидерланды предназначен для снятия фасок и заусенцев с заготовок из алюминия и его сплавов, стали, нержавеющей стали, латуни и пластиков.
Подходящий режим обработки для разных материалов задается регулировкой скорости вращения фрезерной головки.
Прибор позволяет регулировать глубину фаски, а также изменять угол среза путем смены трехгранных режущих пластин в рабочей головке.
Угол резки машинки Euroboor B45 задается тремя режущими пластинами с заточкой под 30°, 45°, а также для создания радиусной фаски размером R 2,5.
Примерная стоимость машинки Euroboor B45 около 770 у.е.

Рис. 6 Технические характеристики и конструкция рабочей головки Euroboor B45
Фаскосниматель ФС-22. Машина российского производства для снятия фаски шириной до 22 мм рассчитана на обработку заготовок с прямыми, изогнутыми кромками и труб диаметрами от 600 мм.
Фаскосниматель (кромкорез) предназначен для проведения быстрых и чистых операций по подготовке кромок листов и криволинейных изделий из нержавеющей, легированной и углеродистой сталей к сварке.
Прибор допускается использовать для обработки торцов после рубки или плазменной резки.
Рабочим инструментом фаскоснимателя служит фреза, оснащенная восемью быстросменными пластинами из закаленный твердосплавной стали.
Прямоугольные пластины оснащены сквозными отверстиями, через которые винтами крепятся к фрезе. Каждая из пластин имеет 4 режущих кромки, что позволяет экономно использовать ее ресурсы.
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
Механическая фаска
считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
- После снятия фаски изделие сохраняет свою структуру и не теряет физико-химических свойств
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
- Экономия времени.
Термический способ
– фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски
не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски
является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.

Фаскосниматели серии «Мангуст» для труб

Фаскосниматели специализированные
Записки мастера по ремонту трубопроводов

Любая работа с трубами в энергетике или на объектах Ростехнадзора связана с точной и правильной стыковкой труб. Существуют ГОСТы и правила стыковки труб с учетом диаметров и толщин.В разных отраслях промышленности(Энергетика,газпром,нефтехимия) на сварку одних и тех же труб, предъявляются различные требования правил. К тому же, применение зарубежных сталей в энергетике стало проблемой для наших специалистов по сварке.
Более двадцати лет работаю мастером по ремонту.Как подрядчик, занимаюсь в разных отраслях,организацией ремонтов, заменой и монтажом различных стальных трубопроводов,- начиная от змеевиков и панелей котлов с диаметром труб от 16 мм и заканчивая водоводами до 3000 мм диаметром. Толщина стенки труб от 1 мм до 50 мм (редко, но бывают и более 50 мм).
Как и для чего торцуют трубы и готовят фаски, говорить сейчас не буду, кто читает, надеюсь в теме. Подробности о способах стыковки труб читайте в других публикациях сайта.
Технологии подготовки торцов труб (снятие фасок)
- Непосредственно при изготовлении труб, фаску снимают в заводских условиях на специальных станка. Партии труб, как правило, поставляются с фасками под приварку.
- При ремонтах оборудования на местах, фаска на отдельных участках труб(вставках) снимается на токарных станках в ремонтных мастерских.
- Профессиональные газорезчики, кромки трубы могут аккуратно срезать газовым резаком вручную.
- При отсутствии профессиональных резчиков(а их все меньше) и больших объёмах работ, торцы труб обрабатывают специальными приспособлениями с помощью газовой или плазменной резки.
- На трубах из легированных сталей,- нашими ГОСТами не рекомендуется использование газопламенной резки(но если «прижмет» то можно,только после резки- обязательно зачистить болгаркой).
Трубы из импортной легированной или нержавеющей стали
Как работает фаскосниматель для стальных труб?
Фаскосниматель, это переносной станок, где режущим инструментом является твердосплавный резец, заточенный под требуемый угол. Такие приспособления выпускают для разных диаметров и толщин труб.
Инструмент раскрепляется специальными разжимами внутри трубы, один резец, закрепленный на вращающейся головке, ровно торцует трубу, другой снимает наружную или внутреннюю фаску. Настроить и работать таким станком не сложно. Работу сможет выполнять слесарь третьего разряда.

Особенности моделей фаскосьёмных машин для подготовки труб под сварку.
Принцип работы подобных приспособлений у всех одинаковый. Различия бывают в приводах .Приводы могут быть пневматическими и электрическими.
Пневмопривод несколько легче и безопасней, но необходимость иметь на местах качественный сжатый воздух, делает его не популярным в России по сравнению с электроприводом 220 вольт.
Производители и цены на фаскосниматели.
Если ваша компания готова покупать европейские станки, то я ни чего против них не имею. Немецкие, Итальянские фирмы продают качественный инструмент и европейские инженеры и рабочие неплохо зарабатывают на нём и на нас!
Мы, с советских времен, пользовались отечественными фаскоснимателями «Мангуст». Ни чего плохого сказать не могу, инструмент на уровне мировых брэндов, правда и цены на том же уровне! Привод как правило «электрический, от шлифовальных машинок «BOSCH» (Болгарок). Когда, однажды решили поменять редуктор на такой машине, приводов на рынке не оказалось-старая модель, BOSCH такие уже не выпускает!
Наша частная фирма, с успехом опробовала китайский вариант фаскоснимателей. Основное преимущества конечно цена! Качество — не хуже европейских аналогов -гарантии -два года и расходники без проблем!
К примеру, «Мангуст» в комплекте, на трубы до 32 мм диаметром стоит около 200 т.р. Такой же китаец мы приобрели за 65 т.р. Используем и наш и китайский инструмент уже три года, китайцы даже понадежней проявили себя. Зачем же переплачивать?
Не хочется бесплатно рекламировать,но на видео неплохой фаскосниматель по нормальной цене. Поставщики,порой поднимают цены в три раза! Будьте внимательны при выборе продавца!
Если не затруднит пишите в комментариях о своих наработках и проблемах.
![]()


Соединение с вентилями, смесителями и фильтрами
В большинстве случаев соединения полипропиленовых труб с упомянутыми изделиями и приспособлениями осуществляются резьбовым способом. Если для монтажа используются накидные гайки, то герметизация в них достигается за счёт наличия внутри прокладок из резины; в противном же случае резьбовому соединению требуется дополнительная подмотка из льняной пряди с пропитками, сантехнической нити, фум-ленты, пакли и т. д.

Само осуществление резьбовых соединений потребует наличия разводного или гаечного ключа, либо набора рожковых ключей различного размера.
Перечисленный комплект инструментов является достаточным при монтаже полипропиленовых труб в домашних условиях, и если они есть под рукой, вполне можно браться за сборку домашнего водопровода собственными силами.
Применение
Свойства трубы
Чтобы понять, где могут быть использованы трубы данного стандарта — посмотрим, что они собой представляют.
- Бесшовные трубы стальные дороже в производстве, чем аналогичные сварные;
- При этом за их цену покупатель приобретает прежде всего прочность: труба не имеет самого уязвимого места — шва;
- Кроме того, максимальная толщина стенок трубы по ГОСТ 8732-78 составляет очень внушительные 75 миллиметров.
Области применения
Из особенностей трубы вытекает и ее применение: особо ответственные трубопроводы, где либо необходима экстремальная прочность, либо любая утечка обойдется слишком дорого:
- Энергетика. Бесшовные трубы нержавеющие применяют для циркуляции теплоносителя в котлах и для отвода перегретого пара к турбинам;

Энергетика — одна из областей применения бесшовных труб.

Контактирующие с атмосферным воздухом элементы гидравлических систем обычно изготавливаются из нержавеющей стали, а корпуса поршней — старая добрая бесшовная труба горячей деформации.
Разделка кромок под сварку
Разделка кромок выполняется при сваривании металлических конструкций толщиной от 5 мм. Это следует воспринимать не как пожелание, а как необходимое условие потому, что такой порядок предусмотрен ГОСТом. Только такой подход к свариванию может обеспечить качественный шов и надежность сваренной конструкции.

Разделка кромок выполняется при сваривании металлических конструкций толщиной от 5 мм. Это следует воспринимать не как пожелание, а как необходимое условие потому, что такой порядок предусмотрен ГОСТом. Только такой подход к свариванию может обеспечить качественный шов и надежность сваренной конструкции. Квалифицированные сварщики обязаны владеть этими знаниями и применять их на практике. ГОСТы существуют для каждого вида сварки. В ГОСТе 5264-80 на ручную дуговую сварку описаны формы кромок для всех типов соединений:
- для стыкового - 15 видов;
- для углового - 5 видов;
- для таврового - 4 вида;
- для нахлесточного - без скоса.
Назначение разделки кромок под сварку
Разделка позволяет решить две основные задачи: провар по всей толщине листа и качественный провар корня шва. Скос, создаваемый при разделке, обеспечивает плавный переход от одной детали к другой, что снижает механические напряжения. Без правильно выполненного скоса электрод не сможет пройти к корню шва и осуществить полноценный провар. Отдельным вопросом стоит разделка при сваривании труб и сосудов, а также приваривание к трубам отводов и штуцеров.
Подготовка кромок под сварку
Процесс подготовки кромок под сварку можно условно разделить на два этапа: зачистку и разделку. Зачистка производится с целью удаления всех посторонних включений и мелких дефектов поверхности детали. Обработка кромок ведется до металлического блеска поверхности. Деталь зачищают с обоих сторон полосой до 20 мм. Далее проводят зачистку торцов и притуплений.
При небольших объемах работ зачистку производят ручными металлическими щетками, напильниками и шлифовальной бумагой. Места, загрязненные маслом и консервирующими составами, соскребаются скребками и протираются растворителями. При больших объемах работ применяют механические проволочные щетки или пескоструйные аппараты. С загрязнениями борются путем протравливания в растворах щелочей и кислот, с последующим промыванием чистой водой.
Разделка кромок
В зависимости от толщины свариваемого металла, разделка осуществляется либо с одной, либо с двух сторон. В любом варианте скосы выполняются без острой кромки, и на последних миллиметрах делают притупление, добиваясь плоской кромки. Разделка может производиться средствами механической обработки с применением следующих операций:
Прямые стыки подготавливаются на строгальных станках. Поступательное движение резца позволяет снять лишний металл и получить необходимую форму. Несколько сложнее обрабатывать швы криволинейной формы. В таких случаях приходится применять фрезерные станки. Движением фрезы можно управлять вручную, но чаще используются специальные программы. Таким образом, обработка происходит быстрее и точнее. При сложной конфигурации шва ручное управление движением фрезы невозможно.
При подготовке изделий, которые невозможно установить на станок из-за больших размеров или особенностей формы, используют переносные кромкосниматели. Они устанавливаются непосредственно на заготовке и обрабатывают её. Как нетрудно догадаться, форма и качество поверхности фаски оставляют желать лучшего, и заготовка требует дополнительной обработки.
Абразивная обработка применяется как дополнительная после фрезерования и скалывания, а также при удалении с поверхности незначительных изъянов на мелких деталях.
При разделке кромок термическими методами применяют:
- газовую резку (кислород);
- плазменную резку;
- лазерную резку.
Применение газовой резки к легированным сталям ограничено образованием на поверхности кромки трудноудалимых карбидов. Этот вид резки применяется, в основном, для подготовки изделий из углеродистых сталей. Намного качественнее работает плазменная резка. Высокая температура плазмы позволяет получить качественную кромку на заготовках из любых материалов. Лазерная резка пока встречается крайне редко, дает великолепные результаты, но стоит очень дорого, поэтому применяется только для разделки швов на самых ответственных изделиях.
Применяются следующие формы скосов кромок: V-образная, X-образная, U-образная и K-образная.
V-образная форма

Это самый популярный вид разделки. Популярность легко объясняется сравнительной простотой исполнения и возможностью применения на металлах различной толщины.
X-образная форма

Применяют при сварке толстостенных металлов.
U-образная форма

Этот сложный для выполнения скос применяется для сварки толстостенных металлов. Наиболее часто его применяют при ручной дуговой сварке, так как здесь получается существенная экономия электродов.
К – образный скос применяется крайне редко. Напоминает собой Х – образный скос, выполненный на одной половине заготовки.
Разделка кромок под сварку труб
Разделку производят только для толстостенных труб. Трубы имеющие стенки толщиной до 5 мм. свариваются без разделки. В таком случае ограничиваются только зачисткой проволочными щетками. При больших объемах производства могут применяться шлифовальные машинки или пескоструйные аппараты.
При подготовке толстостенных труб делают скос под углом 15 – 35 0 . Проверяют перпендикулярность и угол скоса специальными шаблонами и угольником. Кроме того, обязательной проверке подлежит соосность труб, которая производится различными средствами измерения. После чего наступает время центрирования стыков.
Важно, чтобы расстояния между швами на трубе были не менее 200 мм. Сварку начинают с 3 – 4 прихваток по всему диаметру трубы. При этом стараются выдержать зазор между стыками труб. Величина зазора определяется видом сварки:
- 0,5 – 2 мм для газовой сварки;
- 1,5 – 3 мм при сваривании ручной электросваркой труб со стенкой до 8 мм.;
- 2,5 – 3,5 мм при сваривании ручной электросваркой труб со стенкой более 8 мм.
В процессе подготовки к сварке необходимо уделить внимание проверке готовности фасок. Концы труб должны быть зачищены на 20 мм. с двух сторон и очищены от грязи, масла и консервирующих смесей.
Читайте также: