Подключение кабелей к сварочному оборудованию
Обновлено: 19.05.2024
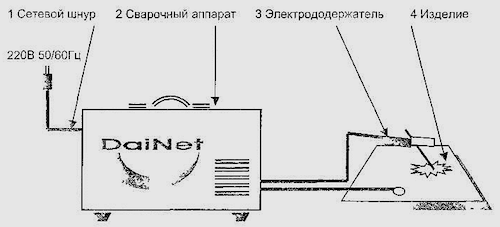
Каждый сварочный аппарат укомплектован стандартным набором кабелей. Без них просто невозможно выполнение каких-либо работ. Поэтому большое значение имеет правильное подключение сварочного инвертора. Все подобные устройства оборудуются не только двумя рабочими кабелями, но и еще одним, по которому подается питание. Некоторые сложности могут возникнуть с кабелями для подключения электрода и зажима, обеспечивающего соединение с массой. Для них предусмотрены отдельные разъемы с плюсом и минусом. Варианты подключения могут быть разными, в зависимости от используемого материала и условий выполнения работ.
Подготовка к работе и подключение
После того как были подготовлены защитная одежда, обувь, сварочная маска и электроды, можно переходить к подключению аппарата. В связи с повышенной мощностью оборудования, необходимо ознакомиться с характеристиками и возможностями сети, используемой в качестве источника питания. Как правило, особых проблем не возникает, поскольку все бытовые инверторы рассчитаны на 220 вольт.
Единственным требованием, связанным с безопасностью, является установка автомата с необходимыми параметрами. Это позволит избежать негативных последствий в случае коротких замыканий и других непредвиденных ситуаций. Далее, сварочный инвертор размещается на рабочем месте с соблюдением определенных правил и технических норм:
- Минимальное расстояние от стен и крупных предметов составляет 2 метра.
- В обязательном порядке делается защитное заземление.
- Поблизости не должно быть воспламеняющихся и взрывоопасных предметов и веществ.
- Для сварочных работ следует использовать металлический стол или просто свободную площадку.
Подготовив рабочее место, можно выполнять подключение сварочного инвертора. Каждый кабель и провод вставляется в нужное гнездо инвертора. В держателе закрепляется электрод, а к металлической заготовке подключается зажим массы. В качестве источника тока может использоваться не только бытовая сеть 220 В, но и промышленная – на 380 В. При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
Соединение с электрической сетью
При подключении сварочного инвертора к домашней сети, нередко возникают проблемы технического характера. Поэтому данная процедура должна выполняться правильно и предельно аккуратно, с учетом особенностей местной электропроводки. Следует учитывать и возможную бесперебойную работу аппарата, с точными интервалами времени, отводимыми на сварку и технические перерывы.
В первую очередь необходимо изучить характеристики и тип розетки, куда выполняется подключение инвертора. Обычно, при работе на максимальном токе, инвертор способен выдать на выходе 140 А. При таких показателях вполне достаточно розетки на 16 А. В старых домах до сих пор стоят изделия на 10 ампер и соответствующая проводка, которая может не выдержать повышенных нагрузок. Следует проверить наличие и состояние предохранительных пробок, автоматов.
Если в качестве защиты установлены так называемые жучки, то при росте нагрузки их наличие может вызвать тяжелые последствия – короткое замыкание, оплавление проводки, возгорание и т.д. Вполне возможно понадобится установка нового автоматического выключателя, с учетом нагрузки, которую добавляет преобразователь.
В некоторых случаях может возникнуть так называемая просадка сети, когда напряжение падает до 150 В и ниже. Это первый признак недостаточного сечения сетевых проводов. Если напряжение падает ниже минимально допустимого предела, то к такой сети нельзя подключать сварочное оборудование. При использовании в работе удлинителя, смотанный провод нужно размотать на полную длину. В противном случае, в местах скруток может возникнуть индуктивное сопротивление, которое, в свою очередь, приведет к перегреву изоляции, вплоть до ее расплавления. Если намотки все-таки не удается избежать, она не должна быть слишком плотной, чтобы обеспечивалась естественная вентиляция.
Питание инверторной сварки от генератора
Если объект не оборудован стационарной электрической сетью, а сварка все-таки требуется, можно воспользоваться бензиновым или дизельным генератором. Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Необходимо учесть, что в любом инверторе имеются катушки, конденсаторы, электронные схемы и другие элементы, которые считаются реактивными потребителями с коэффициентом мощности около 0,7. При расчете полной мощности аппарата, необходимо активную мощность разделить на коэффициент мощности. После предварительных расчетов, совместимость аппаратуры будет выглядеть следующим образом:
Иногда возникает вопрос о возможности эксплуатации мощного сварочного устройства не в полную силу своих возможностей. Может ли использоваться схема подключения инвертора к генератору с более низкой мощностью? Специалисты не рекомендуют самостоятельно принимать такое решение, дать окончательное заключение может только профессиональный электромеханик.
Необходимо учитывать и наличие дополнительных опций в конкретном оборудовании, требующих кратковременного повышения мощности в момент их использования.
Выбор параметров удлинителя
Часто кабель питания, входящий в комплект инвертора, оказывается слишком коротким и не обеспечивает подсоединения сварки так, чтобы она располагалась возле соединяемых конструкций. Поэтому сварщики вынуждены пользоваться кабелями-удлинителями или переносками. От таких же бытовых устройств они отличаются только повышенной мощностью проводников.

С технической точки зрения удлинитель есть не что иное, как дополнительный участок цепи от инверторного аппарата до источника тока. Поэтому для расчетов вполне подходит известный закон Ома. При одинаковой мощности разных подключаемых потребителей, сечение проводника напрямую зависит от длины переносного кабеля. В качестве материала следует использовать металлы, у которых минимальное удельное сопротивление.
Поэтому все современные проводники изготавливаются из меди. Изоляция никак не влияет на электрические свойства кабеля, однако в процессе эксплуатации она подвергается различным механическим нагрузкам. Ее толщина должна быть как можно выше, в этом случае кабель прослужит значительно дольше.
Выбор сечения производится в зависимости от величины сварочного тока. В качестве исходных данных для расчетов берется длина кабеля и напряжение. Следует учитывать возможное падение напряжения на данном участке, что может вызвать перегрузки в домашней сети. В обязательном порядке создается запас по мощности не менее 10%, исключающий возможность перегрева проводников.
В комплект к сварочному аппарату рекомендуется создавать удлинители разной протяженности, кратной 10 м. Короткие переноски лучше не использовать. При оптимальных размерах переноски она не оказывает заметного влияния на общее состояние цепи и величину ее напряжения. Сечение кабеля, используемого в удлинителе, и сечение домашней проводки должны быть примерно одинаковыми. Применять бытовые переноски для подключения сварочной аппаратуры категорически запрещается.
Как подключить инвертор в режимах разных полярностей
Для силовых кабелей предусмотрены специальные клеммы, обозначаемые плюсом и минусом. Многие начинающие пользователи не задумываются, как подключить сварочный инвертор и соединяют провода без учета полярности и реальных условий работы.

Между тем, разница все же присутствует и зависит она от законов физики, в соответствии с которыми происходит движение электронов. Имея отрицательный заряд, они в любых условиях перемещаются от минуса к плюсу, в том числе и при включении в эту цепочку инвертора. Сварочный аппарат будет работать, независимо от клеммы, к которой подключен электрод. Однако, движение электронов в каждом случае будет происходить в различных направлениях, и это напрямую повлияет на сам рабочий процесс и конечный результат.
Схема прямой полярности предполагает соединение плюса с заготовкой (массой), а минуса – с электродом. Между ними образуется дуга, по которой проходит сварочный ток. При таком соединении анод представляет собой деталь, а катодом является электрод. Сварочный шов будет нагреваться сильнее, примерно на 700-1000 градусов больше, чем электрод.
При обратной полярности, наоборот, электроды оказываются подключенными к плюсовой клемме, а свариваемая деталь соединяется с минусом. В этом случае сильнее будет разогреваться электрод.
Основным фактором выбора полярности является толщина соединяемых заготовок. Более массивный металл требует на стыке более сильного прогрева, для лучшего взаимного проникновения расплавленных частиц. Тонкие материалы, наоборот, нельзя сильно прогревать во избежание прожога и неравномерного сварного шва.
Подключение сварочного аппарата (схема подключения сварочного аппарата). Как выбрать сварочный аппарат и кабель к нему
Сварочный аппарат – это оборудование, с помощью которого можно преобразовать ток и напряжение, которые необходимы для получения дуги между электродом и свариваемым металлом. В первую очередь, в процессе качественной работы сварочного аппарата, основным фактором является его мощность. Так, например, для сварки решеток или заборов, достаточно будет электрода до 4 мм, сварочный ток будет колебаться в пределах 180-220 ампер. Существенную роль играет и напряжение холостого хода (Ux.x.). Считается, чем выше напряжение, тем проще разжечь дугу. Зачастую напряжение холостого хода составляет 30-80 В. Так же сварочный аппарат, имеет рычаг регулировки тока, при помощи которого можно увеличить или уменьшить ток. В основном, сварочные аппараты рассчитаны на 220 или 380 В, и это необходимо учитывать при подключении сварочного аппарата. Если у вас однофазный сварочный аппарат, то сварочный кабель подключают к питающему автомату в следующем порядке – одну жилу на фазу, вторую на нейтраль, а третью на защитный ноль. Так же производится и подключение кабелей если у вас трехфазный сварочный инвертор, но с одним условием - используется 5-ти жильный кабель, 3 жилы которого подключаются к клеммам L1, L2 и L3.
Удлинить сварочный кабель на инверторе можно, учитывая потери напряжения и, соответственно, силу тока. Чем длинней кабель, тем больший ток нужно устанавливать на выходе. В техдокументации некоторых аппаратов указан категорический запрет на удлинение сварочного кабеля. При подключении кабелей к сварочному аппарату Ресанта нужно это иметь в виду. На практике же работы других аппаратов не заметно ухудшений при удлинении кабелей до 5-6 метров. Это связано с запасом мощности и ресурсом, заложенными производителями в сварочный аппарат. В любом случае, соединения на сварочном кабеле не допускаются. Короткий кабель заменяется более длинным отрезком с соответствующими заделками.
Как выбрать сварочное оборудование
На сегодняшний день, производители предлагают большой выбор сварочного оборудования. И что бы выбрать оптимальный вариант, необходимо, как минимум иметь понятие, какие аппараты бывают, на какие характеристики следует обратить внимание, и что необходимо знать, для правильного подключения приобретенного аппарата.
Ассортимент сварочных аппаратов огромен, но основной выбор состоит из:
• сварочных трансформаторов;
• сварочных выпрямителей;
• инверторов.
Бытует совсем неверное утверждение, что чем тяжелей и больше аппарат, тем лучше - габариты и вес не определяют его функциональных возможностей. Вес обычного трансформатора не превышает 30 кг, сварочного выпрямителя - 20 кг, а инвертора - 10 кг. Естественно и цены на аппараты будут разные.
Одно из основных условий, на которое необходимо обратить внимание, это параметры при сварочном токе, ПВР (процент времени работы) или ПВ (продолжительность включения). Для отсчета времени ориентируются на интервал 15 минут. Достаточно удобной опцией розжига дуги, обладает большее количество устройств. Что касается аппаратов с выпрямлением сварочного тока, то они производят весьма качественный шов, имеют функции пуска двигателя, заряд аккумулятора, нагревают и рихтуют металл с помощью угольного электрода.
Часто возникает вопрос, можно ли подключать сварочный аппарат через счетчик? Нужно учесть, что новые бытовые счетчики рассчитаны на ток в 40-50 ампер, а это равняется ~8 кВт активной мощности. Следовательно, необходимо подбирать сварочный аппарат, который будет потреблять ток менее указанного на счетчике и номинала вводного автоматического выключателя. Если номинальный ток сварочного аппарата будет выбран правильно, то электрический счетчик не пострадает.
Кабель для сварочного аппарата (кабель для сварки).
Для продуктивной работы сварочного аппарата, необходимо выбирать сварочный кабель, что бы его площадь сечения, длина и падение напряжения сварочного контура не превышало 2 Вт. Сварочный кабель КГ представляет собой изолированный гибкий токопроводник с одной или несколькими жилами, сплетенными из медных проволок различных диаметров (от 0,18 мм до 0,2 мм). Такой кабель выполняет функцию подвода тока от сварочного аппарата или источника напряжения к приспособлению, с помощью которого удерживается электрод.
В заключение нужно отметить, чтобы ваше сварочное оборудование работало бесперебойно и оправдало свой эксплуатационный срок, необходимо выбирать сварочный кабель в соответствии с техническими характеристиками сварочного аппарата.
Исходя из технических данных сварочного аппарата, можно подобрать необходимое сечение кабеля для сварки, выбрав его из нижеприведенной таблицы:
Допустимая токовая нагрузка в зависимости от сечения сварочного кабеля
Выбор сварочного кабеля
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок. В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ. Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора
Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Схема подключения сварочного инвертора своими руками

Инвертор
Правильное подключение сварочного инвертора предотвращает аварийные ситуации, обеспечивает удобство выполнения рабочих операций. Инструкции в сопроводительной документации содержат общий порядок действий. Для исключения проблем следует внимательно изучить правила обращения с техникой, рассмотреть применение удлинителей и автономных источников питания.

Сварочный инвертор и принцип его работы
Для соединения металлических деталей используют сильный нагрев рабочей зоны. Расплавленные части после снижения температуры образуют прочный шов с равномерной внутренней структурой. Такое крепление отличается:
- долговечностью;
- прочностью;
- стойкостью к механическим и другим внешним воздействиям.
Зону расплава (сварочную ванну) создают с применением электрической дуги. Инвертор – это аппарат, который формирует на выходе сигнал, необходимый для ее поджига. Технику этой категории подключают к сети 220 V или 380 V. После выпрямления ток преобразуется в переменный.
Увеличение частоты позволяет уменьшить габариты и вес трансформатора. На завершающем этапе выполняется обратное преобразование в сильный постоянный ток (20-260 А) при соответствующем уменьшении напряжения.
Типичный бытовой инверторный аппарат предназначен для подключения к стандартной сети 220В. Технику оснащают:
Блок автоматики обеспечивает:
- «горячий» (быстрый) старт;
- коррекцию выходного сигнала, предотвращающую залипание электродов.
В серийной комплектации поставляют соединительные кабели. Защитные приспособления и технологические аксессуары вместе с расходными материалами приобретают отдельно.
Проверка оборудования
До подключения источника питания внешним осмотром контролируют целостность корпуса, рукояток регуляторов. Организуют рабочее место следующим образом:
- освобождают ровную площадку (металлический стол);
- устанавливают минимальное расстояние 2 м от аппарата до стен;
- подключают контур защитного заземления;
- устраняют взрывоопасные (легковоспламеняющиеся) предметы.
Рекомендуется эффективная вентиляция помещения при сварке, чтобы исключить нанесение вреда здоровью загрязненной атмосферой. Заранее надо подготовить маску, краги, электроды. Следует предотвратить свободный проход в рабочую зону посторонних людей. Убирают посторонние предметы, мешающие выполнению отдельных операций.
Схема подключения к электросети
Сварку толстых (16-17 мм) листов металла выполняют электродами 6 мм при установленном токе на выходе 240±20А. В таком режиме возрастает нагрузка на источник питания, что сопровождается падением напряжения. Если соответствующее значение меньше допустимых рабочих параметров, автоматика выключит инвертор.
Другая проблема – ограниченные возможности проводки. Алюминиевые (медные) жилы бытовой сети рассчитаны на 10 (16) А. Рекомендуется проверить соответствие мощности потребления аппарата рабочим параметрам автоматов и плавких предохранителей.
На рисунке показана схема подключения сварочного аппарата, которая минимизирует влияние мощной техники на другое оборудование:

Рекомендуется выпрямить сетевой кабель. Изогнутый проводник создает индуктивное сопротивление, которое увеличивает нагрузку на источник электропитания. Участки, образующие витки, перегреваются вплоть до разрушения защитной оболочки.
Другие способы подключения своими руками
В старом доме защитные устройства, проводка и розетки не рассчитаны на большую нагрузку. Сильный ток провоцирует короткое замыкание. Броски напряжения способны повредить бытовую технику в собственной квартире и у соседей. Чтобы исключить проблемы с подключением, следует рассмотреть решение этой и других типовых задач.
С помощью генератора тока
Для организации автономного электроснабжения применяют компактную электростанцию с бензиновым (дизельным) двигателем. Такой генератор можно купить либо арендовать на время выполнения рабочих операций. При выборе оборудования проверяют:
- мощность;
- стабилизацию напряжения;
- соответствие условиям работы.
Расчет выходных параметров для рассмотренного примера со сваркой толстых листов:
- ток – 240 А;
- напряжение – 40 V;
- мощность – 9600 Вт = 240*40.
Генератор на 10 кВт в таком режиме будет работать на пределе своих возможностей. Это сокращает ресурс функциональных агрегатов, увеличивает риск перегрева и поломок. Чтобы исключить негативные факторы, выбирают источник с запасом по мощности 25±5%.
Использование удлинителей
Длина серийного сетевого кабеля не превышает 4 м. Для расширения рабочей зоны применяют «переноску». Если сварочный ток не более 150 А, подойдет 20-метровый удлинитель с площадью поперечного сечения проводников 2,5 мм кв. Линию питания устанавливают без изгибов, чтобы исключить паразитное влияние индуктивного сопротивления.
Выбор параметров кабеля
Для передачи сильного тока применяют проводник с большим поперечным сечением в толстой защитной оболочке. Закрепленные клеммы используют для подключения к сварочному аппарату. При выборе кабеля обращают внимание на следующие детали:
- медный проводник обеспечивает низкое удельное сопротивление;
- применение алюминия снижает себестоимость изделия;
- многожильная конструкция сохраняет целостность жилы после неоднократного воспроизведения циклов скручивания/ выпрямления;
- оболочка со специальными добавками устойчива к высоким и низким температурам.
Важные параметры кабельной продукции определяют по специальной маркировке в названии:
- ХЛ (Т) – изделие предназначено для эксплуатации в холодном до -60°C (тропическом) климате;
- Н – негорючая изоляция;
- КГ – гибкий кабель;
- ПЭС – модификация для полуавтоматического аппарата.
Подходящее сечение выбирают с учетом силы тока (максимальной):
Для точного расчета применяют формулу Д=С/К, где:
- Д – допустимая длина;
- С – площадь поперечного сечения;
- К – поправочный коэффициент (К=I/100).
При проверке комплектации кроме кабеля следует правильно выбрать держатель и зажим для присоединения массы.
.JPG)
Основы работы сварочным инвертором
На стадии подготовки уточняют особенности технологического процесса. Электрод 2,5 мм применяют при силе тока 90±10А для сварки заготовок следующей толщины (мм):
- чугун – 3 и более;
- нержавеющая сталь – 1,5;
- «мягкие» сорта стали – от 2 до 5.
Чтобы выяснить, как подключить сварочный инвертор в других исходных условиях, пользуются справочными данными. По результатам пробного шва корректируют рабочие параметры.
При увеличении силы тока:
- шов получается глубже;
- можно быстрее перемещать электрод без ухудшения надежности соединения.
Перед сваркой тщательно очищают поверхности. Удаляют ржавчину, жир, краску. Для создания качественного шва с одинаковой интенсивностью прогревают обе заготовки.
Равномерно распределяют расплав по сторонам. Следует учитывать уменьшение длины электрода и соответствующее изменение параметров дуги.
Тренировкой улучшают рабочие навыки. Новички для улучшения видимости разметкой выделяют линию соединения. Электрод перемещают под углом 30-60°. Сохраняют постоянную длину дуги 2-3 мм.
Подключение с разной полярностью
Электроны перемещаются в проводнике от минуса к плюсу. Поэтому параметры шва зависят от того, как подсоединить кабели зажима и массы с учетом полярности.
Прямой способ – это подключение минуса к электроду. В этом случае улучшается прогрев заготовки. Технологию используют для соединения толстых листов.
Обратную полярность применяют для выполнения аккуратных рабочих операций. Сравнительно меньшее температурное воздействие предотвращает сквозной прожиг тонких изделий.
Меры предосторожности
Для безопасного воспроизведения технологических операций применяют следующие правила:
- проверяют целостность аппарата, изоляции;
- измеряют напряжение (в режиме холостого хода U=0);
- уточняют соответствие сети питания подключаемой нагрузке;
- убирают посторонние предметы из рабочей зоны;
- устанавливают защитное заземление;
- создают хорошую вентиляцию и освещенность;
- пользуются обувью с резиновой подошвой (ковриком, деревянным настилом) для предотвращения поражения электрическим током;
- применяют защитную одежду, краги, маску.
Перед созданием соединения проверяют проседание напряжения в сети пробной сваркой при максимальной силе тока. Рекомендуется разместить на небольшом расстоянии от рабочей зоны песок или другие средства для оперативного тушения очага возгорания.
Читайте также: