Подключение сварочного полуавтомата к сети
Обновлено: 13.05.2024
Начинающие пользователи такого оборудования наверняка задаются вопросом: какой сварочный полуавтомат имеет необходимые настройки и не требует дополнительной отладки? Однако таких моделей не существует по двум причинам. Во-первых, сама технология изготовления не дает возможности задать одинаковые параметры для каждого экземпляра. Во-вторых, такое единообразие не имеет смысла, потому что оборудование предназначено для сварки разных материалов.
При этом сохранение заводских параметров существенно сокращает возможности использования прибора, потому что разные металлы и сплавы нужно соединять в разных условиях. Комплект поставки обычно включает инструкции по самостоятельной отладке оборудования, но их зачастую недостаточно. Поэтому каждый опытный мастер знает, как подключить и правильно настроить сварочный полуавтомат для работы с конкретным материалом. Подобный опыт нередко дополняет и уточняет заводские инструкции.
Параметры настроек
Работу сварочных полуавтоматов описывают четыре технические характеристики:
- напряжение дуги – изменение этого параметра влияет на значение силы тока;
- сила тока и скорость подачи проволоки – две связанных характеристики с прямо пропорциональной зависимостью друг от друга;
- расход защитного газа – он увеличивается с повышением значений предыдущих характеристик.
Эти четыре параметра определяют направления, по которым необходимо настроить оборудование для того или иного материала. Важно понимать, что отладка не может сохраняться долгое время в силу следующих наиболее частых причин:
- незначительный ремонт оборудования, установка новых комплектующих;
- изменение химического состава газовой смеси, применяемой как защитная среда;
- перепады и скачки напряжения электрического тока, питающего аппарат;
- использование присадочной проволоки другой марки и/или с иным составом.
Даже в ряду родственных моделей одного и того же производителя нередко наблюдаются существенные различия в заводских настройках. Подобные расхождения бывают и у разных приборов с идентичными заявленными характеристиками. Чтобы научиться регулировать сварочные полуавтоматы под конкретные задачи, необходимо привыкнуть к особенностям функционирования оборудования и выявить в нем закономерности и причинно-следственные связи.
Рекомендации по настройке
Четыре рабочих характеристики оборудования намечают пять направлений его регулировки: защитная газовая смесь, напряжение, полярность, скорость подачи и вылет проволоки. Рассмотрим каждый аспект более подробно.
Подбор газовой смеси
Для защиты соединяемых деталей и оборудования от высоких температур и искр в зону сварки нагнетают газовую смесь или какой-то чистый газ. Для сварочных полуавтоматов используют два вещества: углекислый газ (диоксид углерода) и инертный материал аргон. Возможно четыре варианта их комбинации для разных сплавов и качества шва:
- Чистый углекислый газ – подходит для толстых листов или крупных изделий из сплавов на основе железа (чугун, сталь), обеспечивает глубокий проплав, но дает большое количество искр, а шов получается в итоге грубым и некрасивым.
- Первая смесь обоих газов – на три четверти (75 %) состоит из аргона и на одну четверть (25 %) из углекислоты. Состав подходит для работы с тонкими листами и с небольшими деталями. Дает минимум брызг, а спайка получается аккуратной.
- Вторая смесь обоих газов – на 98 % состоит из аргона и на 2 % из углекислого газа. Основное назначение такой среды – сваривание деталей из нержавеющей или оцинкованной стали, медных сплавов. Минимум брызг, высокое качество шва.
Чистый аргон – применяется для соединения деталей из алюминия, меди, сплавов на их основе, а также вообще для работы с цветными металлами. Обеспечивает почти полное отсутствие искр, а шов выходит тонким, ровным, чистым и красивым.
Чем больше в составе защитной среды аргона, тем аккуратнее, чище и тоньше получается соединение. Углекислый газ дает довольно грубое соединение и не подходит для тонких металлических листов, мелких деталей и цветных металлов. Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах.
Настройка напряжения
Настраивать этот параметр необходимо с учетом требуемой глубины провара, а также толщины соединяемых листов или размеров деталей. Чем больше энергии потребуется на плавление припоя и обрабатываемого сплава, на горение сварочной дуги, тем выше должен быть установленный вольтаж аппарата, который преобразует энергию электрического тока в тепловую.
Регулировка вольтажа носит ступенчатый характер. Большинство современных аппаратов позволяют установить необходимый для работы вольтаж в два этапа.
- Сначала с помощью переключателя на задней стороне полуавтомата выбирается один из двух режимов работы прибора. Режимы отмечены цифрами «1» и «2».
- Далее в рамках каждого из этих режимов можно выбрать между минимальным и максимальным уровнем напряжения. За это отвечает второй переключатель.
В результате получается четыре варианта вольтажа. Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Настройка скорости подачи проволоки
Регулировать этот параметр следует после выбора напряжения электрического тока. Эта очередность связана с тем, что скорость подачи определяет скорость плавления, которая одновременно зависит от вольтажа. Когда присадочная нить начинает плавиться, скорость ее продвижения снижается. Если этот параметр окажется ниже или выше соответствующего ему вольтажа, качество соединения сильно снизится:
- Если присадочная нить будет подаваться слишком быстро, то при контакте с металлом она начет деформироваться прежде, чем успеет расплавиться. Она также будет липнуть к обрабатываемой поверхности, обильно искря и брызгая. Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.
- При слишком медленной подаче проволока рискует сгореть, так и не успев расплавиться. При этом забивается наконечник горелки. Если же присадочная нить все-таки начала плавиться, это не гарантирует качественной работы. При контакте с металлом нить будет давать рваный шов с просадками и волнистостью.
Настраивать скорость подачи присадочного материала приходится чаще, чем другие характеристики оборудования. После каждой смены напряжения и замены на другую присадочную нить прежние настройки сбиваются, и их нужно регулировать заново. Современные модели часто облегчают этот аспект благодаря опции автоматической настройки.
Количественное выражение взаимосвязи настроек и результата отражено в таблице:

Регулировка полярности
Этот параметр сварочных полуавтоматов настроить проще всего. На корпусе обычно помещают таблицу, в которой указано, для какого металла или сплава более предпочтительна прямая, а для какого – обратная полярность. В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
Выбор зависит от конструктивных типов присадочной проволоки. На сегодня их два:
- Простая. Это омедненная цельная нить, при работе с которой всегда используют защитный газ. Она не имеет никаких дополнительных добавок, поэтому перед началом работы поверхность необходимо особенно тщательно очистить. Такую присадочную нить можно применять только в помещении, но она почти не дает искр и брызг, а шов получается тонким, ровным, аккуратным и чистым, без шлаков.
- С флюсом. Это добавка в центре проволоки, при ее плавлении образующая защитный газ, поэтому внешняя среда из аргона или углекислоты не требуется, как и тщательная очистка поверхности – незначительные загрязнение не помешают. С таким припоем можно работать даже на улице в ветреную погоду, но брызг и искр будет очень много. По шву образуется много шлака, который нужно счищать.
Простая медная нить – это всегда обратная полярность и подключение к плюсовой клемме. Отрицательный заряд при этом подается на свариваемый материал. Присадочная нить с флюсом требует прямой полярности и соединения через минусовой разъем. При этом свариваемую деталь соединяют с клеммой с положительным зарядом. Разница зарядов и создает электрическое напряжение и электромагнитное поле.
Настройка вылета проволоки
Вылетом называют расстояние между концом наконечника и концом самой проволоки, то есть часть ее длины, на которую она выдвинута из наконечника. Если отрегулировать этот параметр правильно, получится избежать обильных брызг, коробления свариваемого материала, его прожига и недостаточного провара. Выпуском считается расстояние от сопла горелки до проволочного торца. При малых диаметрах выпуск и вылет равны друг друга, при увеличении толщины нити выпуск уменьшается на 1-10 мм.
На практике применяют три основных варианта вылета в зависимости от конструкции газового сопла и применяемой защитной среды:
- В общем случае выпуск должен быть как можно меньше – порядка 0,6-1,0 см. Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.
- При использовании в качестве защитной среды чистого аргона вылет присадочной нити может превышать 1 см. Существуют модели с автоматической регулировкой этого параметра, при которой шаг выпуска составляет порядка 3 мм.
- Если наконечник газового сопла углублен внутрь его корпуса, то слишком короткий вылет не обеспечит нормального плавления. Поэтому чем сильнее наконечник утоплен в корпусе горелки, тем больше должно быть значение выпуска.
Чем толще проволока, тем меньше должен быть вылет, иначе в зоне сварки ее окажется больше, чем сварочный полуавтомат способен обработать. И если короткий выпуск просто не позволяет сформировать наплав и сварной шов или не обеспечит нужной глубины провара и прочности шва, то слишком длинный создает избыток припоя, что приведет к прожиганию и короблению металла, обильным брызгам и искрению.
Взаимосвязь вылета, выпуска, диаметра и расхода газа отражены в таблице:

Самые частые сбои и их признаки
Если сварочный полуавтомат не был правильно настроен и отрегулирован, в процессе его работы могут возникать различные сбои и ошибки. Ниже перечислены наиболее распространенные из них, а также признаки, по которым их можно распознать:
- Если проволока подается слишком быстро для выбранного напряжения, она не образует дугу, а просто приварится к одной из соединяемых деталей.
- При нехватке или отсутствии защитного газа в зоне сварки обильно вылетают брызги, а шов становится пористым и приобретает зелено-коричневую окраску.
- Если напряжение и/или скорость подачи присадочной нити недостаточны, сварка не проникнет глубоко в толщу соединяемых деталей, и шов будет непрочным.
- При слишком высоком для данной толщины металла вольтаже закономерно произойдет прожигание свариваемых листов или деталей.
- Если присадочную нить подавать слишком медленно, при касании металла она будет частично оплавляться, оставаясь на конце рабочего наконечника.
- При удалении горелки от места сварки далее 0,6-1,2 см шов получится прерывистым, а в процессе работы будет обильное разбрызгивание припоя.
- Если материал не очищен, а заземление плохо закреплено, сварка будет идти рывками, а шов получится рваным. Со стороны кажется, что причина в низком напряжении или малой скорости подачи проволоки, но это не так.

Кроме того, треск и щелчки во время сварки говорят о низкой скорости подачи припоя. Недостаток газовой среды увеличивает количество брызг и искр. Прерывистый шов и непроваренные (пропущенные) участки указывают на то, что поверхность металла не была очищена и должным образом подготовлена к сварке. Зазубрины и разная толщина шовного наплава – результат неравномерного ведения горелки по месту соединения.
Вообще, в процессе сварки недостаточно иметь в виду только усредненные инструкции и рекомендации. Обязательно нужно обращать внимание на мелочи и подмечать опытным путем, какой результат получается при тех или иных настройках и движениях горелки.
Рекомендательные значения основных параметров представлены в таблице:

Приобретение сварочных полуавтоматов
Перечисленные выше рекомендации по настройке в равной степени справедливы для сварочных полуавтоматов любой торговой марки, модели и модификации. То же касается и наиболее распространенных сбоев в работе оборудования и признаков, которые позволяют их выявить. Конечно, отрегулировать аппарат под свои нужды проще, если заводские настройки более соответствуют требуемым для работы параметрам.
В каталоге компании «Строительные ресурсы» представлен широкий выбор сварочных полуавтоматов для соединения всех основных рабочих сплавов: железных, алюминиевых, медных. Это удобные инверторные моноблоки отечественной марки «Сварог», которая не уступает по техническим характеристикам аналогичному оборудованию зарубежных брендов «Аврора» (китайское производство) или «Ресанта» (латвийская компания).
Подключение сварочного инверторного полуавтомата на 380
Вообще приобрел себе сварочный полуавтомат на 380, у него 4 провода.
в инструкции написанно, что подключать надо 3 фазы и землю.
Вопрос в следующем:
Земли нет, пока что. можно ли подключить вместо земли рабочий ноль?
А чем ноль отличается от земли? Можно.
Если фаза работает с землёй, то счётчик не мотает)). У меня при замыкании ноля и земли вышибает УЗО. Если отсутствует УЗО, то обычно ставят перемычки между нолём землёй и тогда разницы нет.
А как у вас 380 без заземления? ) В каком то из распред.щитов оно будет. И если сеть старая то ноль с землей скорее всего соеденен. Но вам для подключения этого можно и не знать. Это вольности перевода, ноль и земля.
Щас провожу себе 380 так мне в проекте заземление нарисовали и возле опоры для щита учета. И возле дома для распред.щита. Два контура по три трехметровых штыря из 18го прута и оба соеденены меж собой. Правда монтажники сказали что и одного на опоре хватит. А щит учета как космический корабль. Если у вас ни УЗО ни ДИФавтомата нет, то поставьте. Цлей сами будете и оборудование сбережоте
serega_miha, Прочтите п. 7.6 Правила Устройства Электроустановок (ПУЭ-7).pdf 3.49МБ 2101 скачиваний По хорошему, сварочное оборудование должно иметь собственную землю, а не на землю щита подключаться. Если в щите нет земли, можно занулить, но собственную землю лучше сделать (вбить в землю штырь и вывести к нему провода).
ноль при перекошенной нагрузке на фазы (при трех фазной сети )или просто под нагрузкой (при однофазной сети )имеет потенциал отличный от нуля ,а заземление -это и есть абсолютный ноль
Вообще приобрел себе сварочный полуавтомат на 380, у него 4 провода. в инструкции написанно, что подключать надо 3 фазы и землю.
1) есть аппараты в которых к четвертому проводу подключен ноль с цепей управления (то есть в цепи управления используется трансформатор с первичкой на 220в ,или пускатель с обмоткой на 220вольт ),таким аппаратам ноль необходим для работы
2)а есть аппараты которым ноль для работы не нужен ,а четвертый провод подключен непосредственно к металлическому корпусу аппарата и предназначен для заземления аппарата через устройство защитного отключения (узо) для предотвращения поражения электрическим током ,в случае пробоя изоляции в аппарате
так что если вы подключите аппарат только к трем фазам ,а четвертый провод останется не подключенным и аппарат заработает ,значит четвертый провод это сугубо ваша безопасность (то есть второй вариант )
так называемое защитное зануление (когда ноль и земля соединены вместе )
serega_miha, перечитал название темы
если аппарат инверторный то скорее всего четвертый провод это именно заземление корпуса ,
не знаю как в трех фазниках ,а в однофазниках между землей и фазой и между землей и нулем обычно стоят небольшие кондеры ,и если не заземлить корпус то на нем висит половинка сетевого напряжения (то есть 110в )(так же как и в блоке питания от компьютера )
спасибо за ответы. в схеме нарисовано что 4 провод это земля которая сидит на корпусе. землю обязательно сделаю на днях, вопрос в следующем: можно ли сейчас подключить на провод земли ноль из счетчика(он заземлен на подстанции откуда приходят все фазы)? , не убьет ли меня сразу током)))
А кто подскажет по такому вопросу. Линия 380 проходящая вдоль дома имеет разную просадку по фазам. Электрики сказали что одна фаза для избранных на ней 230 а на двух других вся улица запитана. В двух других напряжение иногда падает до 190. Так вот. Каким образом это отразится на работе скажем инверторного источника на 380? И отразится ли вообще? Еще мне поставили ограничитель мощности и выделили 15 киловат по техусловиям. Это го достаточно для сварки на токах 300-400 ампер и не посажу ли я сеть окончательно? Соседям проблем доставлять не хочется. Аппарата или иной техники на 380 пока нет, все в планах. Провожу потому что есть пока возможность сделать это без гемороя и недорого, а заодно что б не зависеть от отключения одной какой либо фазы. Сяду ясное дело на ту где 23,0 но автоматику планирую поставить для переключения между фазами потом. Не лазить же в домовой щиток с тестером и отверткой каждый раз при отключении фазы. Спасибо.
За перекос - энергетиков драть жестоко. На основании ПУЭ, ГОСТа и Закона об Энергетике и Поставления Правительства РФ №861.
Ограничивать мощность они права так же не имеют, есть поставление ВС. Искать на "Гаранте".
Что следует делать- найти на предприятии прибор ПКК57, с сертификатом и поверкой, поставить на сутки-двое-трое-неделю, взять логи, он их сам пишет и с ними отправится в ФАС.Написать заявление. Приложить логи. Заявление писать не одному, а коллективное. Приложить договор от сетей, где написано что отклонение от ГОСТа +10-5 %. Приложить решение ВС с "гаранта". И ждать дня когда эти из сетей придут биться головой об калитку и молить голосом человечьим
Лично проверено, работает.
В моем случае при словах " ПКК57 , с сертификатом и госповеркой, ваш договор, ПУЭ, ПП861, ФАС и суд" все руководство сетей менялось в лице Директрису отпаивали корвалолами
Бармалея старший брат
Лично проверено, работает.
В моем случае при словах " ПКК57 , с сертификатом и госповеркой, ваш договор, ПУЭ, ПП861, ФАС и суд" все руководство сетей менялось в лице Директрису отпаивали корвалолами
А вы как частное лицо к ним обращались или как юридическое? Сеть то по частному сектору никто не расчитывал на то что к ней будут козловые краны подключать и карусельные токарные станки. 220 быть должно и оно на выходе с подстанции будет. А то что по дороге ( как мне соседи сказали, я тут сам недавно обитаю) много чего интересного навешано на сеть, не может же не отражаться? Что должны сделать электрики( физически) что бы перекоса небыло? Как мне сказали в одном из дворцов по улице частная сауна. Когда там помывочный день - сеть падает ибо вся сауна на электрообогреве. Сам не видел конечно. Мой дом на ветке один из последних. Возможно ли вообще так сделать что бы действия всех на сети висящих на напряжение именно у меня не отражались? Или свой кабель до подстанции волочь?)
ограничитель -это имеется ввиду вводной автомат на 25ампер согласно тех условий ,за большее другой порядок цен за подключение
в тех фазном инверторе на входе после моста так же как и в однофазном стоит электролитический конденсатор .после трехфазного моста получается постоянка с 5% пульсаций которые сглаживает конденсатор относительно не большой ёмкости ,а при существенном перекосе пульсации возростают .
Как частное лицо я их драл.
В соответствии с Законом об Энергетике ответственность за качество поставляемой (. ) электроэнергии несет гарантирующий поставщик. Потребилелю глубоко плевать, сколько там на подстанции. На вводе у потребителя должно быть 220 ( 380) +10-5%. Все. Остальное не влазит в ГОСТы. Замена сетевых линий, трансформаторов, прочего есть головная боль поставщика. В соответствии с Законом об Энергетике и ПП №861. Есть решения ВС РФ.
15 кВт- 25А? Это как? Вообщето 15 кВт это 34 А при кос.фи 0.9. По этому поводу так же есть решение ВС РФ.
А при кос. фи= 1 это 39 А. Автомат 40 А. Закон Ома, однака. Что они там петь начинают об кос.фи- глубоко плевать, я буду ТЭНы подключать трехфазные, ага, а у них кос. фи единица. Все. Мои 15 кВт дайте, а что я с ними делать буду- моя головная боль. И по поводу ограничения- пусковойток двигателей есть 6-кратный от номинального. На этом основано решение ВС РФ об незаконности ограничения мощности.
Не господа. Ограничитель мощности энто такая космическая фигулина за шесть тыр рублев. На ней выставляется мощность выше которой он отрубается. Время наличия перегрузки после которого отрубается и время обратного включения. У меня 15кВт, 2 секунды, 5 минут по проекту. А еще в щите два автомата на 63А на входе и 50А на выходе. Счетчик, ограничитель импульсных перенапряжений, и малогабаритный контактор. По сравнению с тем что на стройках где работаю ставят как бентли против жигулей. Но, нарисовали в проектном, им видней. Я мало в этом понимаю. Монтажники сказали можно было много без чего там обойтись. А вернее щетчиком и автоматами но это ж по тех условиям рисовано. Щит учета будет на опоре за забором. Во вводном поставил Дифавтомат четырехполюсной по совету монтажников. От него и пойдет вся разводка в дом и по двору. А по поводу пускового тока двигателей. Сколько он по времени в пике держится? Тех двух секунд хватит чтоб ограничитель не сработал?
От двигателя зависит и от мощности. Учет на столбе так же незаконно, есть решение ВС Можно его каждый день с ружбайки расстреливать, а сети пусть меняют, ибо вне зоны ответственности потребителя .
Дифвтомат на вводе не советую, лучше ответсвенные потребители своими узошками защитить.
Когда мне сети ТУ выдали, я сначала дико ржал, потом пошел в ФАС и в прокуратуру Там было и МОЮ ответственность за качество электроэнергии и про монтаж всей проводки (. ) сертифицированой организацией, и про ограничение мощности. Куча всяких глупостей и отсебятины.
Позвонили из сетей через неделю где то, попросили прийти, я пришел и принес с собой 120 листов А4 с текстом. ПП№861, решения ВС РФ, решения ВАС РФ,Законом об Энергетике, все нарыл в "Гаранте".
Главный инженер учил со мной закон Ома, директриса учила нормативные акты и решения судов. Послали к юристу, тот на диктофон мне такого наплел, что вся прокуратура дико ржала В частности обещал выдать новые ТУ, с обязательством МЕНЯ поменять всю ВЛ от ТП до дома И возможно саму ТП . А, и столбы то же . Цитата " Если там путин с медведевым чего то написали-ты думаешь все кинулись исполнять? "
В конце концов пришли и бились головой об калитку, просили купить 30 метров СИПа 4х16 , счетчик с ящичком и автоматом на 40А. ТУ сказали можно не читать, это просто так все написано.
15 кВт- 25А? Это как? Вообщето 15 кВт это 34 А при кос.фи 0.9. По этому поводу так же есть решение ВС РФ. А при кос. фи= 1 это 39 А. Автомат 40 А. Закон Ома, однака.
я не знаю как у вас трактуется закон ома ,а у нас следующим образом : сеть трех фазная значит нагрузка на фазу не должна превышать 1/3 от 15кВт ,следовательно не более 5 кВт с фазы
5000/220в=22,7ампера ,следовательно должен стоять трех полюсный автомат на 25 ампер (вот и ограничение по мощности согласно тех условий )
у нас на особо отдаленных улицах (где чаще воруют эл.энергию )электро сети по своей инициативе и за свой счет ставят счетчики на столб ,и людей обязуют прийти и перезаключить договор на новый счетчик (с которого показания снимают сами эл.сети
А что это у вас за сеть такая- 3 х 220? Это в Америке такая сеть. и в Японии. Фазное 220, линейное 110. На всем пост-СССР пространстве фазное 380, линейное 220.
Ой, дурят народ, дурят.
Цели, для которых требуется трехфазная сеть поставщика не волнуют. Греться я буду ТЭНами и все. Вот по ТЭНам и считать.
Поставщик электроэнергии есть частная шарага, ну как ларечник с хлебом и молоком. Только ларечников много, а поставщик электроэнергии монополист. Потому все его действия регламентируются ФЗ. А по своим правилам пусть они в своей контре живут.
А что это у вас за сеть такая- 3 х 220? Это в Америке такая сеть. и в Японии. Фазное 220, линейное 110. На всем пост-СССР пространстве фазное 380, линейное 220.
это вы уже перемудрили
вот и именно ,посчитайте по тэнам
возьмем три тэна по 5 с небольшим киловатт каждая на напряжение 220в и соответственно 25ампер ,соединим их звездой ,нейтраль при одинаковой мощности можно не подключать
получим ток текущий по каждой фазе 25ампер ,в итоге общая мощность тенов 15 с копейками киловатт .
если по вашей логике мы тены возьмем не на 220в ,а на 380 и подключим их треугольником то имеем в итоге следующие цыфарки :5500/380в=14,47ампера (ток потребления каждой тэной ),но каждый тэн включен на две фазы и сдвиг между фазами 120градусов
то есть на каждую фазу подключены одновременно 2 тэна ,но из за смещения фаз между собой реальный ток на каждой фазе будет равен току одного тэна х 1,72 и составит те же 25 ампер
калькулятор считает использование только двух фаз и не как не отображает процессы протекающие в трех фазной сети (в которой имеется смещение между фазами )
Подключение к сети сварочного полуавтомата
Доброе время суток всем.
Купил себе полуавтомат,вот его зарактеристики:220 вольт; номинальный входной ток 51 ампер. Хочу варить в гараже, но я понимаю что щитавую нужно переделовать, так вот у меня следующие вопросы:
1) какой счётчик поставить?
2) какой автомат?
3) какая розетка нужна?
4) Какого сечения делать провод от счётчика к автомату, а дальше к розетки?
заранее спасибо!
Компэл стал дистрибьютором компании POWER FLASH, производящей широкий спектр популярных батареек. POWER FLASH производит солевые и щелочные (алкалиновые) цилиндрические батарейки, а также серию литий-диоксидмарганцевых батареек. POWER FLASH выступает OEM-производителем для крупных японских и европейских производителей батареек. Батарейки POWER FLASH предназначены для самого широкого спектра применений – от бытового до промышленного.

Знать бы марку аппарата.
Промышленные однофазные полуавтоматы по мощности имеют потолок около 4 кВт.
Мощнее делают трехфазные.
Потому сеть минимум 25А, но больше 32-40 нет смысла наращивать.
А на счет проводки - абсолютно справедливо. Проверить, а лучше со штатным электриком.
Высокое качество при конкурентной стоимости позволяет DC/DC-преобразователям MORNSUN конкурировать с аналогами ведущих мировых производителей. Продукция данного бренда, такая как семейство UWTH1D, может с успехом применяться в железнодорожных приложениях. Для телекоммуникационного оборудования подходят DC/DC-преобразователи семейств VCB и VCF, для систем распределенного электропитания – малогабаритные импульсные PoL-стабилизаторы напряжения семейства K78, а для автоматизированных системах производства и робототехники, незаменима серия KUB. Есть и уникальные решения, например, миниатюрный DC/DC-конвертер B0505ST16-W5 в корпусе микросхемы, предназначенный для медицинских приборов.
сварочник у мня Eland mig-250(это инверторный).
Ещё добавлю выходной ток 40-250 ампер.
Но варить я думаю металл макс в 3-4 мм.
Какой точно диаметр я не помню, но я предпологаю 4 мм. в сечении может и не быть!
и ещё один вопрос:
Как правильно и к чему заземлить корпус полуавтомата?
Напряжение на дуге бывает от16 до 22-24В - это при нормальных условиях сварки, поэтому можно принять средним 20В, чтобы считать легче было.
Ток зависит не от толщины свариваемого металла, а от калибра сварочного электрода.
В данном случае проволоки. Если пользоваться проволокой 0.8 -ток устроит до 150-160А, если 1.0 - примерно до180-200 и т.д. При чем для достижения максимального тока придется значительно повышать скорость подачи проволоки, варить на высокой подаче достаточно сложно.
Выше 200А грузить аппарат не рекомендую - жить будет дольше.
Возвращаюсь к подсчетам - 20В да 200А - это 4кВт.
Для заземления надо соорудить контур. Забить в землю два-три штыря длиной 2.5м подальше друг от друга. Материал штырей - любой прокат кроме арматуры. Связать штыри проваром полосой, проволокой. Заземление готово. Да! Приварить к получившемуся контуру болт и прикрутить к нему медную косичку сечением 4-6мм2, второй конец к аппарату.
А почему нельзя использовать арматуру в качестве заземления?
Я собирал и сдавал эл. вводные щиты и заземлял их контурами из арматуры. Все прошли проверку на соответствие сопротивления контура заземления нормам. Все были приняты в эксплуатацию. Измерения проводил энергонадзор. Никаких вопросов по поводу использования арматуры не возникало
Использовал по 3 штыря длинной 2,5-3м. и диаметром 12-15мм. Обваривал их железной полосой.
Счётчик можно использовать (10-40А), автомат 40А.(диф. автомат) Провод ВВГ 3Х4,0, розетку с заземлением помощнее с керамикой.
Безопасно ли подключение сварочного полуавтомата к сети 220В: освещаем по порядку

Сварочное оборудование на сегодняшний день представлено множеством разновидностей. Но наибольшую популярность среди домашних мастеров получили инверторные аппараты в силу своей компактности и универсальности. Сварочный инвертор является оборудованием, позволяющим мастеру выполнять разного рода сварочные работы. Но чтобы проводить их качественно, недостаточно иметь дорогостоящий агрегат, нужно еще и научиться пользоваться сварочным аппаратом.
Что нужно сделать перед сваркой?
Перед подключением полуавтомата необходимо проверить нагрузочную способность вашей сети. Используя тестер, измерьте напряжение в электросети. Для стабильной работы сварочного полуавтомата понадобится не менее 220 В. Стоит отметить, что инверторный полуавтомат лучше переносит пониженное напряжение и может работать в диапазоне от 180 до 250 А. Если в вашей сети наблюдаются просадки напряжения, подключите сварочный аппарат к автономному источнику питания, например, бензогенератору.
Изучив схему, подготовьте ваше рабочее место. Рядом с полуавтоматом не должна находиться электротехнические устройства и другие предметы, мешающие проведению сварки. Не забудьте удостовериться, что помещение оборудовано системой принудительной вентиляции.
Порядок подключения сварочного полуавтомата к электросети

Здравствуйте. Просветите чайника на тему, как заиметь сварку дома, а именно: 1)способен ли сварочный трансформатор(или инвертор) работать «от розетки» и гарантия ли этому заявленные 220(230)В входного в характеристике; 2)какие неприятности(а-ля сгоревший счетчик или мигающая лампа)могут подстерегать при работе и как их избежать.
Просьба излагаться как можно проще, поскольку боженька техническим образованием не наградил.
Как правильно подключить сварочный полуавтомат к бытовой сети?
Сперва заряжаем автомат сварочной проволокой. Процесс «зарядки» подробно описан в инструкции к вашему аппарату, поэтому не будем заострять на этом внимание.
Так выглядит подающий механизм сварочного полуавтомата

После того, как вы заправили полуавтомат проволокой, установите нужную полярность сварочного тока. Если вы собираетесь варить углекислым газом, установите «плюс» на горелке и «минус» на зажиме. При сварке флюсовой проволокой установите обратную полярность: «плюс» — на зажиме, «минус» — на горелке.
Выберите нужную полярность для сварки газом или флюсом

Затем подключите сварочный полуавтомат к сети и «подтяните» сварочную проволоку. Для этого зажмите кнопку на рукоятке горелки. Подачу проволоки можно отрегулировать при помощи регулятора скорости. На проволоку наденьте медный наконечник нужного размера в зависимости от диаметра проволоки и установите газовое сопло.
Завершающая стадия — подключение баллона с углекислым газом. Сперва установите редуктор на баллон. Он будет сообщать вам давление газа на выходе и его расход. Для обеспечения герметизации соединения используйте паронитовую прокладку. При помощи резинового шланга соедините два штуцера — на редукторе и на самом аппарате — и закрепите его, используя червячные хомуты.
Узнай, как эффективно варить полуавтоматом
Вот и все, ваш сварочный полуавтомат готов к работе. Для проверки подключения рекомендуем выполнить пробную сварку.
Настройте параметры сварочного полуавтомата для комфортной сварки.
Как это сделать — читайте в статье «Настройка сварочного полуавтомата».
1) вполне способен в пределах номиналов защитнорегулирующей аппаратуры (автомата, пробок, плавкие предохранители и тд) электросети — на каких токах зависит конкретно от номиналов автомата и самого сварочника
2) если контрольная аппаратура , сама сеть и защитнорегулирущие устройства соответствуют современным требовованиям — то практически никаких, но зависит от типа сварочника .в общем возможно мигание света и отключение автоматов (если сеть и ее оборудование в порядке) или непредсказуемые последствия при использовании не соответствующего требованиям защитной/контрольной/защитной аппаратуры и проводки
Применение удлинителей
Тема удлинителей не относится к подключению сварочного аппарата, но два этих вопроса связаны. Дело в том, что если подберете неправильные удлинительные кабели, напряжение может упасть, а КПД сварочного аппарата — снизиться.
Зачем нужны удлинители? Ведь в комплекте уже есть достаточно длинные провода, обычно до 2.5 метров. Поначалу этого может и будет достаточно, но со временем вы захотите больше свободы для своих действий. Особенно, если аппарат тяжелый, а вам нужно перемещаться по всему дачному участку или варить на высоте.
Поэтому мы решили заодно рассказать вам и про подключение проводов удлинителей. Прежде всего запомните, что их нельзя использовать бездумно. Нужно точно рассчитать, какое должно быть сечение у удлинительного провода. От этого будет зависеть предельная мощность, которую способен выдерживать провод.
Приведем простой пример, используя все те же цифры из прошлого примера. Допустим, нам нужен сварочный ток 120А. Сечение провода 2.5 кв.мм. дает нам 16А. Соответственно, для сварки с током 120А нам нужен провод сечение не менее 12 кв.мм. Мы рекомендуем выбирать удлинительные провода с запасом по сечению. Также не забывайте распутывать их перед сваркой, чтобы он лучше остывал. И не забывайте о заземлении. Это простейшее правило техники безопасности.
Также не стоит покупать несколько коротких проводов-удлинителей и подключать их вместе. Лучше заранее определитесь с необходимой длинной, и купите один провод. Так вы снизите вероятность снижения КПД сварочного аппарата, К тому же, контактные соединения удлинителя прослужат вам гораздо дольше.
Спасибо за ответ. Теперь вопросы более конкретные:будет ли работать от домашней сети этамашина? И по поводу сети — слышал, что какие-то манипуляции с пробками(вроде замены проволоки на имеющую большее сечение) избавляют от ВСЕХ проблем. Хотелось бы знать — правда или нет и если да, то как это сделать, что за проволока должна быть и т.д?(здесь плиз максимально подробно)
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.
Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Cмотря что хочеш варить. Если трубы буровые толщиной стенки 15-20 мм то врядли. Не обижайся-прикалываюсь. просто мало инфы для серьезного ответа. Подключатся где хочеш? квартира во многоэтажке или частный дом? Проводка старая или новая, медь или алюминий, сечение проводов, пробки или автомат? Счетчик на сколько ампер установлен?
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
2roland131 сложно сказать что либо конкретное незная хотябы номиналов автоматов вашей сети — впринципе вы сами можете грубо прикинуть возможность работы «вашей машины» у вас дома — умножив номинал вашего автомата на 220 и сравнив с выходной мощностью сварочника ( напряжение сварки (до 26в с шагом примерно 0.4в на 10 ампер) умножив на силу тока (55-160а) и разделив на кпд (в вашем случае 30-35%, то биш делить на 0.3-0.35) -и не забудьте учесть что ток кз может быть существенно выше чем ток сварки)
проводка желательно не меньше 2.5мм2 медь и автомат от 16а(хотя для транса наверно лучше 25-32а)-
я бы порекомендовал присмотрется к сварочным инверторам — при той же выходной мощности потребление из сети существенно меньше (в 1.5-2 раза в среднем)
2 tig обычно номинал современного счетчика означает всего лишь что производитель при этой нагрузке гарантирует точность показаний , а допустимая нагрузка составляет 1000-1200% от номинала(во всяком случае у моего так в паспорте написано)
Живу в 5-этажке. Дому где-то лет 45, проводке, думаю, столько же. Алюминий сечением 1,8, пробки, на счетчике 5(50)A.
Методика работы с разными металлами
Поскольку без розжига дуги процесс сварки невозможен, то следует знать, что существует 2 метода сделать это:
- нужно несколько раз стукнуть по металлу электродом, пока не произойдет зажигание дуги.
- нужно электродом, как спичкой, чиркнуть несколько раз по металлу.
Каждый мастер подбирает наиболее удобный и подходящий способ зажигания дуги. Но чиркать нужно не где попало, а вдоль линии сварного шва, чтобы на заготовке не оставались следы.
Место, в котором плавится металл под воздействием электрической дуги, называют сварочной ванной. Чтобы ее двигать вдоль линии шва, применяют один из методов, показанных на следующем рисунке.
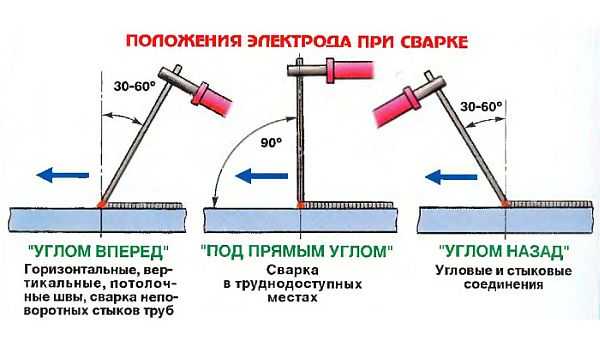
Для нормального движения ванны электрод наклоняется под углом 45-50°. Наклоняя присадку под разными углами, можно управлять шириной ванны. Каждый мастер подбирает оптимальный угол наклона для получения шва приемлемого качества.
Совет! Движение ванны облегчается, если в аппарате присутствует функция “форсаж дуги”, которая не дает ей погаснуть.
Электрод может принимать положение углом назад или углом вперед. Чтобы получить широкий шов, используется наклон оснастки углом вперед, поскольку при таком способе получается меньший нагрев. Данным методом варят тонкие металлы. Толстый металл принято варить углом назад.
Для сварки цветных металлов придется подключить аргоновую горелку к сварочному инвертору и использовать уже неплавящийся электрод (вольфрамовый). Присадкой в данном случае служат металлические прутки, которые помещаются на линию шва и плавятся электрической дугой. В процессе сварки ванна обдувается инертным газом.

Правила обслуживания инверторного аппарата
Техническое обслуживание сварочного аппарата инверторного типа, включает в себя следующие пункты.
- Внешний осмотр. Его необходимо проводить каждый раз перед началом работы и после нее для обнаружения возможных повреждений изоляции сварочных кабелей и сетевого шнура. Также при внешнем осмотре проверяется отсутствие повреждений корпуса и органов управления (нужно проверить регулятор тока).
- Проведение внутренней очистки агрегата. Проводится она после снятия кожуха с аппарата для удаления из всех его узлов пыли и накопившихся загрязнений. Очистка производится с помощью направленного потока сжатого воздуха на запыленные детали.
- Проверка и зачистка клемм аппарата. Периодически следует проверять места, к которым подсоединяются силовые кабели. Если на клеммах обнаружено окисление, его следует удалить с помощью мелкой наждачки.
Также следует избегать попадания на инверторный сварочный аппарат капель воды, водяных паров и других жидкостей, способных проникнуть внутрь агрегата и вызвать замыкание электрических цепей. Если какая-либо жидкость все же проникла в аппарат, то следует снять с него кожух и удалить всю влагу. Особенно тщательно следует высушить электронную плату инвертора, используя обычный фен.
Дому 45 лет, счетчик на 5 ампер-раньше потребление эл. энергии было не большим. Так что даже инвертер включить будет проблематично.
Алюминий 1.8мм- тоже не айс, на вскидку не прикину, но ток примерно тоже 5 ампер. Так что если вместо пробок гвозди забить и от соседей огнетушителем отбиватся….
чесно не знаю про старые счетчики -думаю даже 5а старый ампер 10-15 вытянет как и 1.8 люминь — чаиники вместе с микроволновками вовсяком случае спокойно держат . и инверторр на токах до 80-90а должны тоже тянуть , главное пробки заменить хотябы на 10а или еще лучше на нормальный автомат и варить без фанатизьма( ксати я своей пикой 162 ворил от автомата на 10а на 70а уонями тройкой — вполне нечего , но если бы была возможность взял бы 2-2.5 )
Тоесть, только инвертор и не больше, чем на сотню? Что-то не очень воодушевляет…
100а вполне достаточно для электрода 3ки — но еще есть и 2.5,2 и 1.6 электроды — всё зависит от ваших задач , я лично дома/ на шабашках редко когда варю на токах больше 100а
и 100а это еще оптимистично в вашем случае — ведь помимо сварочника еще и другая домашняя техника потребляет электроэнергию
я бы всетаки посоветовал бы вам переоформить договор на большую мощность ввода , поставить современный счетчик и сделать отвод для мощных потребителей ампер на 16(3 квт) мин , а еще лучше всю проводку поменять на медь и поставить современное оборудование
Благодарю за советы — узнал много полезного. Большой респект!
Столкнулся с подобной проблемой. Кароче, если проводка дома хорошая (у меня был случай, проводке свыше 30 лет), то ставите вместо 5-16 А пробок — 25 минимум.
У меня другая проблема: раньше стоял какой-то счетчик, не помню ампераж на нем. При попытке варить, он у меня сгорел (внутри там что-то).
Сейчас поставил Барс, на нем написано 50А, автоматы на 16А.
Теперь вот сижу и реву, варить нужно, а боюсь, вдруг опять сгорит.
Подскажите, если буду варить тройкой, примерно 160А сварочником Sturmkraft MMA-250, не попадусь ли опять на эту удочку?
Спасибо.
Кол-во блоков: 37 | Общее кол-во символов: 35482
Количество использованных доноров: 8
Информация по каждому донору:
Подключение сварочного полуавтомата (4 жилы) к сети 380 В (5 жил)
![]()
Был приобретен сварочный полуавтомат на 380 В у которого сетевой кабель имеет четыре жилы (три фазы и земля)
ДА! Земля у полуавтомата желто-зеленая. Кроме того, в инструкции отдельно указано, что это заземление и внутри данная жила подключена к самому корпусу.
В файле приложил рисунок из инструкции!
Спасибо за ответы! Я не электрик. А какие на практике могут быть проблемы, если не будет подключен "0"?
Да никаких. Потому что судя по всему этот полуавтомат представляет собой симетричную нагрузку а для симетричной нагрузки ноль не требуеться. Аналогия с трехфазным двигателем.
Как я уже писал заранее были приобретены розетка и вилка на 5 жил. А не будет ли лучше в моем случае, если розетку подключить на 5 жил (3 фазы, ноль, земля), а вилку на 4 жилы (три фазы и земля)? Или лучше не стоит?
Подключайте
В будущем захотите розетку использовать под другие цели и ничего переделывать не придется
Главное с распиновкой ничего не напутайте и запишите куда-нибудь распиновку розетки смонтированнной
ну подключите. Только все равно нулевая жила не будет использоваться, а просто будет прикручена к клеме розетки
Спасибо большое! Вроде бы понятно. Осталось только решить какой из двух вариантов лучше:
1. Подключать 4 жилы в вилку и столько же в розетку.
2. Подключать 4 жилы в вилку и 5 жил в розетку.
В принципе розетка планируется только для сварочного аппарта, однако через пару лет можно и забыть, что в ней нет нуля. Или кто-то об этом просто не будет знать и включит какой-нибуть другой прибор.
как не нужно, а почему? а если потребуется подключить несимметричную нагрузку?
если есть правильный кабель и правильная розетка, то и подключать надо правильно - фазы к фазам, ноль к N, землю к земле. в нормальных розетках обычно всё подписано. а вилку подключать уже в соответствии с прибором, в случае автора, нулевая клемма розетки останется свободной..
Вольт380, я описывал, как подключиться для определенного случая. У сварочника рабочее напряжение 380В, поэтому ноль ему не нужен. Если разбираться в данном вопросе более глубоко, так нужно еще и фазировку правильно выполнить, а то вдруг потом двигатель будут подключать.
Читайте также: