Подводная сварка принцип работы
Обновлено: 01.05.2024
В основе метода дуговой сварки под водой лежит способность дуги поддерживать стабильное горение в газовом пространстве при условии невысокой температуры воды. Вода интенсивно испаряется, и выделяемый газ образует пузырь из воздуха. Внутри данного пузыря горение дуги становится возможным. Это достаточно эффективный метод выполнения большого спектра специфических работ в современных технологичных видах деятельности человека. По состоянию на сегодняшний момент можно выделить четыре вида такой сварки:
- сухая;
- мокрая;
- с использованием водолазной камеры;
- с применением портативного бокса.
Для каких работ может применяться технология подводной сварки
Описываемый вид сваривания широко применяется в следующих видах человеческой деятельности:
- строительство сооружений гидротехнического типа;
- ремонт судов;
- строительство конструкций специального назначения;
- подводная прокладка трубопроводов;
- строительство портов и причалов;
- работы по возведению дамб и прочих сооружений на воде.
Особенности сварочной дуги под водой для соединения и резки конструкций из металла
Данный вид работ имеет ряд отличительных особенностей. Среди них можно выделить следующие:
- Швы качественно проплавляются, поскольку на стенки воздушного пузыря давит вода, передавая давление на металл.
- Наблюдение за сварочным процессом усложняется из-за вспениваемой воды. В результате центр шва часто оказывается смещен. Начальное направление электрода на шов также затруднено.
- Режим тока отличается от аналогичных работ на суше. Под водой используют повышенный режим, иначе металл быстро охлаждается.
- Розжиг затруднен. Дугу тяжело возбудить, поскольку конструкции под водой местами покрываются коррозией. Сварщик вынужден ковырять электродом по поверхности изделия.
- Сила притяжения актуальна и под водой. По этой причине вертикальные швы следует выполнять сверху вниз. При этом необходимо обеспечить непрерывность горения дуги.
Подводная сварка: способ создания шва в сухой и мокрой среде
Мокрая сварка подразумевает создания шва непосредственно в воде. В качестве инструмента используются специальные электроды и дополнительное оборудование.
При мокрой сварке актуально дуговое сваривание. В газовой сфере дуга поддерживает стабильное давление. Сварка в мокрой среде экономит время при небольших финансовых затратах. Качество шва несколько ниже, чем при сухой сварке
Технология сухой сварки применяется реже, поскольку требует больших финансовых вложений и запаса времени, которое необходимо на подготовку вспомогательного оборудования. Из преимуществ сухой сварки под водой следует отметить качество шва, которое сопоставимо со швом, произведенным вне водной среды.
К подвидам сухой сварки следует отнести использование глубоководной камеры и осуществление соединения в сухом мобильном боксе. В первом случае под воду погружается специальный водолазный колокол или кессон. Оборудование герметично крепится к необходимой рабочей зоне. Внутри образовавшейся конструкции поддерживается нужное атмосферное давление, и сварщик выполняет свое задание. В случае с гидробоксом также обеспечивается герметичность с рабочей зоной. Сам гидробокс должен быть выполнен из прозрачного материала.
Оборудование сварщика: напряжение тока для горения дуги, электроды
Подводная сварка должна выполняться на постоянном токе, чтобы обеспечить стабильное горение дуги. Сила тока выше, чем при сварке на суше. Из соображений техники безопасности максимальное напряжение при сварке под водой не должно быть выше 35 В.
Электроды, используемые сварщиком под водой, близки по характеристикам к тем, что применяются на суше. Материалом для стержня выступает малоуглеродистая сталь. Обмазка электродов для подводных работ, отличается составом. В него входит парафин, смола и специальный лак. Благодаря такому составу создается дополнительный слой, защищающий от влаги.
Подводная сварка

О СВАРКЕ
Есть много металлических объектов, расположенных в воде: мосты, причалы, трубопроводы и т.д., и периодически требуется проводить их ремонт. Это позволяют сделать существующие виды, режимы и особенности сварки под водой, т.к. данный метод соединения или резки дает возможность проводить ремонтные работы не только на суше.

В чем особенности подводной сварки
При выполнении подводной сварки человек находится в среде, хорошо проводящей ток, кроме этого, он испытывает давление массы жидкости.
Возможность держать дугу и вести шов достигается за счет вытеснения воды из сварочной ванны испаряющимися газами. Они возникают при плавлении электрода.
Отличия подводной сварки:
- вода давит на образовавшийся пузырь и на вплавляемый металл, поэтому шов лучше проплавляется;
- за счет быстрого остывания и внешнего давления шов получается более грубым;
- загрязненность воды и постоянно выделяющиеся газы ухудшают сварщику обзор, из-за чего может смещаться центр шва;
- по сравнению с выполнением этой работы на суше, здесь требуется повышенный ток;
- высокая скорость охлаждения шва приводит к снижению его показателей на излом и ударную вязкость;
- коррозия, которой покрыты объекты под водой, затрудняет розжиг дуги, чтобы ее получить, по изделию надо не стучать, а ковырять электродом.
Где в основном применяется
Такой способ соединения деталей применяется при выполнении разных работ на объектах, расположенных под водой:
Как работает подводная сварка
Принцип действия любой сварки заключается в расплавлении металла. Когда в воде разжигается электрод, жидкость начинает разлагаться и образуется газовый пузырь, он освобождает место для горения дуги.
За счет низкой температуры окружающей среды расплав моментально остывает, поэтому шлаковый слой не образуется.
Разновидности процесса
Есть несколько способов выполнения подводной сварки, между собой они различаются видом и особенностями проведения.
В сухой среде
Эта разновидность сварки подразумевает, что сварщик и место на предмете, с которым он будет работать, помещаются в специальный бокс, из которого откачивают воду. Хотя человек не снимает водолазный костюм и может находиться по пояс в воде, но в месте наложения шва сухая среда. Результат получается такой же, как на суше. Это дорогой метод, требующий аренды специального бокса, техники, которая его опускает и поднимает. Он используется, когда работы проводятся на большой глубине или надо соединять объемные детали и к качеству шва предъявляются высокие требования.

При помощи защитного газа
Для выполнения небольших швов, когда не стоит задача получить особо прочное соединение, работа осуществляется с помощью резервуара небольшого размера, накладываемого там, где будет проводиться сварка. Из него откачивают воду, а т.к. стенки прозрачные, то сварщик может визуально контролировать процесс формирования шва. Рабочим инструментом управляют через специальное отверстие.
Здесь сварка также выполняется в сухой среде, что позволяет шву остывать постепенно, а это положительно сказывается на показателях его ударной вязкости. Образующиеся газы не мешают обзору, но недостаток метода в том, что под каждый вид работ придется делать отдельную камеру.
Используется он при необходимости выполнения особо ответственных соединений. Здесь сварщик находится в воде, поэтому может работать на глубине до 40 м.
Мокрая ручная и полуавтоматическая
Этот способ соединения деталей под водой отличается простотой и дешевизной. Для мокрой сварки необходимы электроды со специальной обмазкой. При полуавтоматическом методе используется горелка, в которую встроен механизм, способный подавать проволоку и продувать защитный газ. Применяется для ремонта судов вдалеке от порта, когда надо заварить трубопровод и т.д.
С помощью таких электродов работа выполняется по той же технологии, что и на суше. При проведении резки надо использовать большую силу тока и держать электрод в одном месте, пока не образуется сквозное отверстие. Чтобы ускорить процесс, когда расплавляется верхний слоя металла, его остаток протыкают электродом. Работы проводятся на глубине не более 40 м. Чтобы не было потерь напряжения и риска получить удар током, используемые кабеля должны быть сплошными.

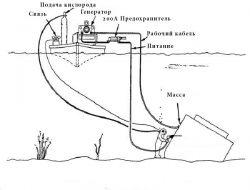
Что потребуется сварщику
Для сварки под водой понадобится силовое оборудование, его конструкция почти не отличается от того, что используется на суше. То, что предназначено для работы на больших глубинах, может иметь некоторые различия в конструкции.
Кабели и специальные шланги
Технология выполнения работ, а также соблюдение мер электробезопасности предъявляют особые требования к целостности кабелей и шлангов, по которым подводится питание, откачивается вода, подается проволока, защитный газ. Часто такие работы выполняются в морской воде, а она хорошо проводит электрический ток. Наличие на кабелях скруток может стать причиной не только утечки тока, но и быть опасным для сварщика.
.jpg)
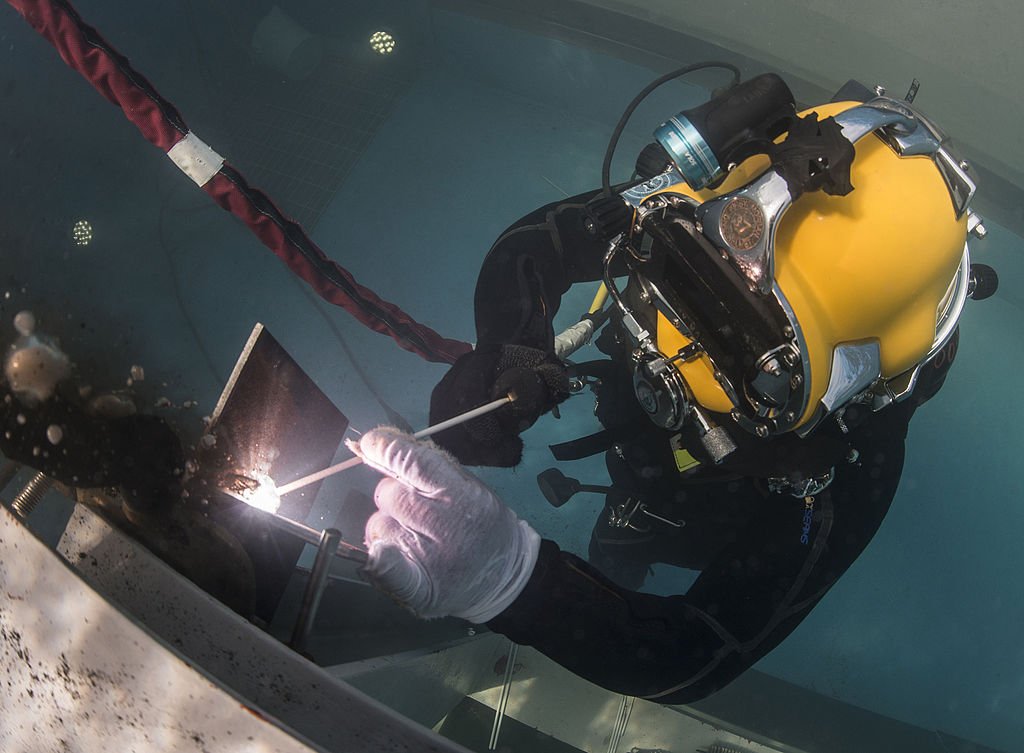
Скафандр или подобное оборудование
Сварщик вынужден работать на большой глубине, поэтому ему понадобится специальное снаряжение, это может быть скафандр или подобное оборудование. Соленая вода имеет высокую проводимость, поэтому дуга может образоваться на расстоянии от свариваемых деталей.
При установлении положительной проводимости между ними и металлическими частями скафандра и при сокращении расстояния от них до электрода может появиться разряд.
Электроды, проволоки и т. д.
Используют электроды из низкоуглеродистой стали, т.к. они менее подвержены негативному воздействию жидкости. Имеющаяся на них обмазка дополнительно покрывается защитными средствами, которые за счет создания водонепроницаемого слоя не дают ей преждевременно разрушаться.
Работу выполняют электродами диаметром 4-6 мм, например, марки Св-08 и аналогичными. Для полуавтоматической сварки используют проволоку СВ-08Г2С и аналогичную. При смене электрода оборудование отключается.
.jpg)
Технологический процесс
Принцип действия сварки под водой: в месте проведения работ из выделяемого во время горения дуги газа получается пузырь, он освобождает пространство от воды, и уже в нем образуется и поддерживается дуга. При ее горении выделяется тепло, плавящее материал, но его быстрое охлаждение водой усложняет сваривание. Иногда температура соленой воды может опускаться ниже нуля.
При горении дуги распадается металл и образуется газ, кроме этого, под действием тока и температуры разлагается вода, в результате выделяется водород и кислород. Такие пузыри легче жидкости, поэтому устремляются вверх, а на их месте появляется новая порция газа.
Настройка напряжения
Для выполнения такой сварки необходимо напряжение 30-35 В. Чтобы подать его на глубину, сварочный аппарат должен вырабатывать 80-120 В и 180-220 А. Более качественные результаты будут при работе с постоянным током, но это можно делать и переменным.

Для качества получаемого шва не важно, на какой глубине выполняется сварка, надо только создавать условия для устойчивого горения дуги (увеличивать напряжение). Предел глубины, на которой могут выполняться такие работы, не имеет технических ограничений, на это влияют только физические возможности человека.
Характеристики шва
Под водой сварщику работать тяжело, т.к. постоянно движется не только газ, но и сажа, дым, образующиеся в процессе сварки, что ухудшает видимость. В связи с этим сварочный шов делают в виде тавров, для чего свариваемые изделия располагают практически под прямым углом друг к другу. Если надо работать в одной плоскости, выполняется сварка внахлест, а не встык.
Такие швы можно создавать даже при плохой видимости, при этом опытный сварщик все делает практически на ощупь, ориентируясь только по кромке деталей.
Как обрабатывать шов
При выполнении подводной сварки остывание шва происходит намного быстрее, чем при проведении таких работ на суше. Это связано с высокой теплопроводностью жидкости. Так как все происходит быстро, металл не успевает впитывать выделяющийся водород, поэтому не окисляется. Если нет окалины, то и удалять ее не надо.

Резка металлов под водой
Часто необходимо проводить резку под водой. Сделать это можно с помощью подводных электродов или кислородно-электродным способом. В держателе фиксируют неплавящийся электрод, внутри которого есть отверстие для подачи кислорода под давлением. Резка выполняется электрической дугой, вода закипает и создается пузырь, не дающий воде попасть в место резки, а кислородом выдувают из шва расплавленный металл. Постоянно идущие пузырьки ухудшают видимость, поэтому сварщик при помощи магнитных маячков или насечек отмечает место проведения работ, а затем начинает резку.
Контроль за процессом и исправление дефектов
Когда сварка под водой выполняется электродами, это связано с рядом проблем:
Большое количество газа ухудшает видимость, в результате чего образуются такие дефекты, как непровары и несплавления. Качество шва во многом зависит от квалификации сварки, поэтому к выполнению подводных работ допускаются только сварщики, имеющие высокий разряд.
Решить описанные проблемы помогает использование герметичного механизированного оборудования с применением специальной проволоки. Это позволяет уменьшить выбросы сварочных газов, улучшить качество шва и получить требуемые его характеристики.
Как произвести в домашних условиях
Проводить такие работы в домашних условиях не рекомендуется. Для этого необходимо иметь не только навыки сварщика высокого разряда, но и дайвера, а получить их самостоятельно вряд ли удастся. При наличии соответствующих навыков, оборудования и помощника выполнить сварку под водой можно и в домашних условиях.
Требования к безопасности
При проведении таких сварочных работ надо соблюдать следующие правила:
- работу нужно проводить с постоянным током;
- в электроцепи обязательно должен быть аварийный выключатель;
- между сварщиком и контролером должна быть качественная связь;
- костюм водолаза должен обеспечивать высокую степень изоляции сварщика от свариваемых деталей;
- за обрабатываемым изделием могут появляться взрывоопасные газовые карманы, поэтому во время таких работ надо быть внимательным и острожным; подача напряжения осуществляется только при непосредственной сварке или резке, в другое время оборудование должно быть отключено;
- сварщик должен постоянно контролировать свое положение, чтобы не оказаться между заземленным изделием и электрододержателем и стать частью электроцепи;
- соединения должны быть надежными, а зажим к заземлению крепким;
- при замене электрода ток должен быть обязательно отключен;
- с электрододержателем обращаются осторожно, его нельзя направлять на себя или других людей.

Необходимые инструменты и оборудование
Для выполнения подводной варки понадобятся специальные электроды и универсальный их держатель. Здесь не надо подавать кислород, поэтому и оборудование не требуется. Для создания и поддержки электрической дуги понадобится генератор постоянного тока, например BROCO BR-22.
Осуществление отвода водорода
В процессе проведения работ вода, под действием тока и высокой температуры, преобразуется в кислород и водород. Так как получившийся газ легче воды, он самостоятельно поднимается, а на его месте образуются новые пузырьки.
Общее описание процесса
Под водой можно выполнить 2 вида сварки:
- Саморегулируемую. Здесь электрод перемещают относительно линии сварки в перпендикулярном направлении и немного прижимают к детали, чтобы он с ней постоянно контактировал. Выполняется серия швов за счет перемещения электрода поперек линии соединения. Прочный шов получается на длине, равной диаметру электрода, если он 4 мм, то сварные швы получаются шириной 4 мм каждый. При проведении вертикальной сварки движутся сверху вниз, чтобы образующийся газ не ухудшал обзор.
- Управляемую. Сварщик выполняет дугообразные движения электродом, двигая его со стороны в сторону, при этом не касается им свариваемых изделий. Используется при необходимости получения длинного прямого или немного изогнутого шва. Этим способом вертикальный шов выполняется как сверху вниз, так и наоборот.
О профессии подводного сварщика
Человек, выполняющий подводную сварку, работает в особо сложных условиях, поэтому к проведению работ допускаются люди, прошедшие специальное обучение и получившие высокую квалификацию.
Требования
Сварка в воде подразумевает наличие дополнительных сложностей, по сравнению с тем, когда эта работа выполняется на суше. При резком подъеме с глубины на поверхность в крови образуются пузырьки газа, поэтому такой процесс должен выполняться правильно.
Во время обучения будущий подводный сварщик изучает:
- курс по выполнению сварочных работ;
- правила поведения под водой, использования акваланга, расчета времени пребывания на глубине, особенности выдержки при всплытии.
Много внимания уделяется изучению правил безопасности. Человек не только должен знать все тонкости сварочного процесса, но и уметь проверять оборудование, организовывать рабочее место, хорошо плавать.
Перед выполнением подводных работ надо ознакомиться с особенностями предметов, с которыми придется работать (обшивка судна, мосты, гидросооружения и т.д.). Обучение проводят в специализированных центрах, где обязательно есть бассейны и все необходимое оборудование.
Заработная плата
Средняя зарплата простого сварщика в РФ составляет 50-60 тыс. руб. в месяц. Выполнение таких работ под водой оплачивается намного выше, в среднем 100-120 тыс. руб. На величину зарплаты влияет разряд и навыки сварщика, регион проведения работ, уровень компании, в которой он работает.
Сложность обучения
Человек, выбравший профессию подводного сварщика, должен быть готов к существующим рискам и трудностям. Получить эту профессию можно в специализированных учебных центрах, организациях, работающих в указанном направлении, водолазных школах. Чтобы поступить в такое заведение, он должен иметь дипломы сварщика и технического дайвера.
В зависимости от степени подготовки человека и навыков, которые он хочет приобрести, длительность обучения составляет от 14 дней до 2 лет. Одновременно дают теоретические знания и проводят практические занятия, изучаются и отрабатываются правила проведения сварки под водой, работы с аквалангом, техника безопасности.
При выполнении подводной сварки надо строго соблюдать технологический процесс, а также разработанные правила безопасности, только так можно получить качественный результат и максимально обезопасить сварщика и других людей, принимающих участие в таких работах.
Технология подводной сварки
Каким образом обеспечивается работа сварки под водой и какое оборудование применяют. Требования к расходным материалам и к специалистам. Об этом далее.

Сварка под водой — поистине уникальный технологический процесс, ведь, казалось бы, как можно совместить несовместимое? Но с развитием кораблестроения, нефтяной отрасли и строительством морских установок возникла необходимость в проведении сварочных работ под водой. Впервые возможность подводной сварки была опытно доказана советским ученым К.К. Хреновым, а впоследствии данная технология получила широкое применение при осуществлении строительных и ремонтных работ на глубине.
Сферы применения подводной сварки
Сварка под водой — неотъемлемая часть любых ремонтных или монтажных работ металлических конструкций и деталей, находящихся ниже ватерлинии:
- нефтяных трубопроводов, по которым передается нефть и газ в различные страны и регионы
- морских и речных судов, которые подвергаются коррозии, различным повреждениям во время шторма и боевых действий и т.п.
- причалов и портовых сооружений, значительная часть которых находится ниже ватерлинии
- буровых вышек, платформ или дамб
- специальных технических сооружений вокруг скважин на морском дне и т.д.

Для того чтобы понимать, каким образом возможно воплотить настолько сложные задачи, необходимо иметь представление о технологических особенностях и принципах подводной сварочной деятельности.
Принципы работы подводной сварки
Сварка под водой может быть произведена разными способами, технологически значительно отличающимися друг от друга — сухая и мокрая:
- Сухая подводная сварка подразумевает под собой использование дорогостоящего дополнительного оборудования, обеспечивающего создание вокруг сварочного объекта под водой условий, при которых можно использовать обычные сварочные аппараты, применяемые и на суше. Это может быть подводная камера, отсек с кислородом, бокс и т.д. Как это происходит, мы опишем ниже.
- Мокрая подводная сварка осуществляется специалистом-сварщиком непосредственно в водной среде с использованием только приведенного в работу электрода и собственных навыков и умений. Каким образом это происходит?
В данном случае применяется метод дуговой сварки, который является наиболее распространенным. Сварочная дуга во время работы на глубине выделяет много тепловой энергии и испаряет воду вокруг себя, что создает заполненную газом сферу, позволяющую ей гореть вне зависимости от слоя воды вокруг. При этом продукты сгорания поднимают вокруг себя взвеси, затрудняющие видимость сварочного шва специалисту. В свою очередь, данный вид сварки подразделяется на подвиды:
- Полуавтоматическая. Сварщик вручную регулирует направление автоматической подачи проволоки. К плюсам данного метода можно отнести его длительность и лучшую видимость при рабочем процессе, поскольку в данном случае производится намного меньше продуктов горения, чем при ручном методе.
- Ручная. Сварщик использует электроды для подводной сварки, может свободно передвигаться и применять сварочное оборудование в труднодоступных местах.
Конечно, для проведения работ такой сложности используются не стандартное оборудование и расходные материалы, а специализированные, адаптированные под тяжелые условия применения. Каким требованиям они должны отвечать, рассмотрим далее.
Оборудование и расходные материалы для сварки на глубине
Сварочный процесс происходит в холодной воде с содержанием большого количества водорода. Для того чтобы компенсировать потерю тепла, дуге в водной среде необходимо более высокое напряжение, чем на суше, 30-35 В. Поэтому сварочные аппараты имеют напряжение 70-110 В. При сварочных работах может быть использован как переменный, так и постоянный ток. Наиболее часто используется постоянный ток с силой 180-220 А.

Электроды для сварки под водой имеют специальное водонепроницаемое покрытие (пленку), пропитанное водостойкими составами: парафином, нитролаками и т.д. Вес пленки должен быть не менее 150% от массы самого электрода, чтобы обеспечить надежную и длительную защиту стержня при работах в воде. Диаметр электрода составляет 4-6 мм.
Поверхность держателей и кабелей для такого вида работ герметична и обладает надежной электроизоляцией для обеспечения бесперебойной работы сварочной цепи.
Организация сварочного процесса под водой
Ранее уже упоминалось, что подводная сварка подразделяется на два основных типа: сухую и мокрую, принцип организации рабочего процесса которых значительно отличается друг от друга:
- Сухая сварка под водой. Данный вид работ используется нечасто, поскольку требует больших финансовых затрат, времени, подготовки и специализированного дополнительного оборудования (краны, суда, контролирующие и измерительные приборы и т.п.). Подвиды сухой сварки на глубине:
- Сварка в сухой глубоководной камере или передвижном боксе. Данный вид работ используется нечасто, поскольку требует больших финансовых затрат и специализированного дополнительного оборудования (краны, суда и т.п.). При данном методе под воду погружается или сооружается глубоководная герметичная камера («кессон»), которая также герметично закрепляется вокруг рабочей поверхности. Сварщик работает внутри данной конструкции, в которой поддерживается атмосферное давление путем наполнения ее газом и вытеснения воды. Качество швов и условия работы при данном виде сварки ничем не уступают тем, что проводятся на суше.
- Гипербарическая сварка. Сварочный процесс осуществляется в камерах, где поддерживается газовая среда, вытесняющая воду. Сам специалист-сварщик находится вне данного бокса, сварка производится посредством электродной проволоки. Самое главное условие, которое должно соблюдаться при данном виде сварки — это очень плотное прилегание сварочных элементов в месте соединения.
- Мокрая сварка под водой. При данном виде сварки и водолаз и рабочий объект находятся в водной среде. Никакого специализированного дополнительного оборудования (помимо сварочного) при данном методе не требуется. Это существенно экономит время, дает свободу передвижения сварщику и не требует дополнительных затрат. Качество швов же, к сожалению, ввиду особенностей сварки, проводимой непосредственно в воде, уступает сухой подводной сварке.

Требования к подводным сварщикам
Данная профессия сопряжена со многими трудностями и риском, требует от специалистов абсолютного соблюдения техники безопасности и определенных знаний и навыков. Для того чтобы стать подводным сварщиком, вам необходимо иметь диплом по специальности «сварщик» и диплом технического дайвера. Только имея на руках данные специализации, вы сможете поступить в школу подводных сварщиков, где вас обучат всем необходимым нюансам и умениям для дальнейшей работы по данной специальности.
Если у вас есть вопросы, связанные с данной темой, или, может быть, вы работаете по данной специальности, оставьте свой комментарий или поделитесь личным опытом.
Впервые о возможности сварочного процесса в морской среде заговорили в конце XIX веке: за счет оттеснения жидкости испаряющимися газами, образующимися при плавлении электродов, поддерживается горение дуги.
Официально подводная сварка признана в 1932-м году. Инженер Константин Хренов в длинных резиновых перчатках сваривал детали в смывном бачке с проточной водой, электрод он покрывал водонепроницаемой обмазкой.
В начале 1942 года в одном из институтов Москвы была создана специальная лаборатория. Подводная сварка проводилась в огромной учебной камере, изобретались новые способы создания прочных сварных соединений под водой. Сейчас подобных учебных центров много. Технология совершенствуется, разрабатываются новые виды наплавочных материалов, оборудование.
Особенности сварки под водой
Сначала о человеческом факторе:
- организм подводного сварщика во время работы испытывает давление толщи воды, работать с оборудованием сложно;
- из-за поднимающихся пузырьков, вспенивания воды снижена видимость сварочной ванны, чаще происходит смещение наплавки;
- велик риск поражения током – вода хорошо проводит электричество, любой пробой смертельно опасен.
Основные отличия сварочного процесса:
- затруднен розжиг электрода из-за слоя ржавчины;
- работать можно только сверху вниз;
- под давлением воды на воздушный пузырь шов проплавляется глубоко;
- металл сразу остывает, образуются вдавленные чешуйки на соединении;
- работа ведется на повышенных токах;
- при быстрой кристаллизации металл становится хрупким.
Понятно, что работы осуществляет только опытный сварщик, имеющий подготовку водолаза.
Область применения
Методика подводной сварки используется:
- при возведении мостов;
- для быстрого ремонта трубопроводов, проложенных по дну водоемов;
- во время аварийных ситуаций на нефтяных платформах, гидротехнических сооружениях, дамбах;
- когда нужно срочно восстановить целостность судовых гребных винтов, обшивки корабля после повреждений.
Технология разрабатывалась для оперативных действий в боевой обстановке, но сейчас все чаще применяется в мирных целях.

Виды подводной сварки
Сваривать металл в воде можно несколькими способами:
- с изоляцией рабочей зоны (в глубоководной или рабочей камере, портативном боксе);
- непосредственно в воде;
- с использованием ручного или автоматического оборудования.
Сухая подводная сварка в боксе или камере используется редко, слишком велики расходы:
- на подъемно-транспортные механизмы, удерживающие изолирующую конструкцию;
- нагнетателей воздуха;
- приборов, контролирующих показатели создаваемой среды.
Только, когда нужно получить прочные соединения, прибегают к сухим методам.
Гипербарическая сварка – частичное совмещение мокрой и сухой сварки: водолаз-сварщик находится в водной среде, а сварочный процесс происходит в небольшом боксе, из которого воздух вытесняет жидкость.
Мокрая подводная сварка подразумевает розжиг электрода в воде, не требует предварительной подготовки, но качество соединения в этом случае страдает.
Ручная подводная сварка применяется в экстренных случаях, когда важна герметичность, шов не работает на излом, кручение. Для работы необходимы специальные электроды с непромокающей обмазкой. Полуавтоматическая с использованием наплавочной порошковой проволоки применяется для создания однородных прочных швов большой длины. Результат получается хороший. Контролировать процесс проще, чем при использовании электродов по двум причинам:
- у проволоки небольшой диаметр;
- нет вспенивающей воздух обмазки.
Работать полуавтоматами в жидкой среде проще.
К сухим методам прибегают тогда, когда нужно получить прочные соединения.
Принцип любых сварочных процессов – расплавление металла под воздействием электрической дуги. При розжиге электрода образуется газовый пузырь – вода разлагается под воздействием электротока. Образующийся газ высвобождает пространство для дальнейшего горения электродуги.
Расплав моментально охлаждается окружающей жидкостью без образования шлакового слоя. Температура соленой морской или океанской воды может быть минусовой. Металл не успевает впитать водород, окислиться. Процесс образования пузырей во время горения дуги непрерывный. При пользовании электродами их количество увеличивается, при работе сварочной проволокой их меньше.
Форма шва
Стыковые соединения при плохой видимости выполнить сложно. Для глубинных работ приемлемы тавровые швы и сварка внахлест. Наплавочный шов получается ровным, положение присадки можно скорректировать на ощупь.
Напряжение и ток
Под водой сваривают металл на высоком напряжении, чтобы поддерживалось стабильное горение дуги. В сравнении с обычными настройками, увеличивают от 30 до 35 В. Ток делают максимальным.
Желательно работать на постоянном токе, при переменном электродуга менее стабильная. Напряжение и сила тока увеличиваются с глубиной погружения. Технических ограничений по глубинности нет, можно варить металл при любом давлении воды.
Оборудование и расходные материалы
Подводная сварка производится типовыми генераторами тока: трансформаторами, инверторами, выпрямителями. Рекомендуемые параметры применяемого оборудования:
- напряжение 80 – 120 В;
- ампераж 180 – 220 А.
Кабель, шланги должны соответствовать стандартам электробезопасности, подводная сварка сопряжена с поражениями током, особенно в морской воде с высоким содержанием солей. При энергопотерях ухудшается горение дуги.
Электроды для подводной сварки делают с парафиновым или нитролаковым покрытием, часто применяют СВ-08, СВ-08ГА и подобные. Рекомендуемая порошковая проволока – СВ-08Г2С, ППС-АН1. Размер выбирается в зависимости от толщины свариваемых металлов.
Подводная сварка невозможна без использования скафандра. Когда применяется глубоководный металлический, важно соблюдать расстояние до рабочей зоны, чтобы не возникал разряд между инструментом и скафандром.
Требования к водолазам-сварщикам
Глубинность подводной сварки под водой ограничена возможностями человеческого организма. Во время резкого всплывания возникает декомпрессия – в крови образуются пузырьки газа. Водолаз-сварщик проходит двойное обучение:
- профессиональный курс сварщика на присвоение высокого разряда;
- профподготовку водолазов, дайверов, важно научиться правильно пользоваться аквалангом, рассчитывать время пребывания под водой, определять временные интервалы глубинной выдержки во время всплытия на поверхность.
В процессе подготовки кадров особое внимание уделяется технике безопасности, специалист должен уметь хорошо плавать, проверять оборудование, знать нюансы сварочного процесса. В затрудненных условиях важно правильно организовать рабочее место, чтобы не создавались лишние помехи от течений, волн. В рабочей зоне не должны находиться незакрепленные предметы.
Для подводной работы необходимо иметь представление об устройстве обшивки ремонтируемых судов, особенностях гидросооружений, возводимых мостовых конструкций. Обучение водолазов-сварщиков проводится в специализированных центрах, где есть бассейны, разнообразное сварочное оборудование.
Сварка под водой или подводная сварка
В основе дуговой подводной сварки лежит устойчивый принцип горения в газовом пузыре, который имеет место при сильном охлаждении окружающей среды. Образование пузыря становится возможным посредством улетучивания и деления газов, воды жидких металлов. Около горящей дуги происходит выделение значительного числа газов. Это вызывает частичное выделение газов в виде пузырьков. Вода, в свою очередь, в дуге делится на водород и кислород. Кислород вместе с металлом образуют окислы.
Чем объясняется стабильное горение под водой? Такое явление основывается на принципе минимума энергии Штеенбека – относительное охлаждение любого элемента дуги возмещается увеличением уровня энергии, которая выделяется на участке. Компенсирование тепловых потерь происходит под высоким напряжением (35 вольт).
Сварка под водой выполняется с использованием постоянного и переменного тока. Постоянный ток делает дугу намного устойчивей, нежели, переменный.

История открытия подводной сварки
Доказательства горения дуги под водой, с теоретической точки зрения, было известно еще в 80 годах XIX столетия. А вот практическое обоснование было продемонстрировано в 1932 году советским инженером К.К. Хреновым. Середина 30 годов ознаменовалась использованием ручной дуговой сварки для множества работ. Такой вид применялся для ремонта парохода, носивший название «Уссури».
Особенности сварки под водой
Людям далеких от такой сферы деятельности подобный процесс кажется удивительным, и непонятным. Также он противоречит законам физики, однако, именно эта особенность дает право сварки на существование. За счет испарения воды и выделения газа образуется пузырь, в котором и происходит горение дуги. Без сомнения, подводный способ характеризуется повышенными требованиями к изоляции: Как известно, любая вода, в том числе и морская выступает отличным проводником. Поэтому для того чтобы не допустить потери электричества все провода нуждаются в тщательном изолировании. Подобные требования выдвигаются и к технике безопасности.
Применение подводной сварки
Подводная сварка нашла применение в следующих сферах:
- в строительстве гидротехнических сооружений;
- возведение подводной части трубопроводных, судовых и других конструкций.
Разновидность сварки под водой
На сегодня известно четыре основных способа подводной сварки:
- в сухой глубоководной камере;
- в рабочей камере;
- в портативном сухом боксе;
- мокрая сварка.
Процесс подводной сварки в сухой обстановке
Такая разновидность предполагает содержание в камере не только сварщика, но и сварного узла. Процесс сваривания в глубоководной камере характеризуется высоким качеством сварных швов. Однако, используемые камеры крупные и массивные. Для ее сооружения потребуется большое количество дополнительных денежных средств и вспомогательного оборудования. Для того чтобы создать естественную среду, камера непосредственно устанавливается на места, где будут соединяться трубы. После помещения уплотнений между трубой и камерой, а также пневматической заглушки, происходит вытеснение морской воды с помощью газа. После того как вода была вытеснена сварка выполняется в сухой среде.
Понятие «сварка в сухой среде» означает процесс сваривания, который происходит под высоким давлением и в абсолютно изолированной среде от воды.
Сухая гидросварка
Для выполнения такой разновидности сварки, прежде всего, должна присутствовать стабильная сухая газовая среда вокруг мест сваривания и сварочной головки. Это становится возможным за счет использования специальных камер, изготовленных на заказ или невесомых портативных боксов. Что характерно, в этих случаях полуавтоматическая сварка, основываясь, на работу электродной проволоки происходит в сухой среде.
Мокрая сварка под водой
Она может быть выполнена в двух режимах:
Соединение ручной сваркой может быть выполнено внахлестку, угловым, иногда стыковым, но чаще всего используется способ опирающегося электрода. Горение дуг при таком способе характеризуется устойчивостью. Подобным способом можно заварить швы, не завися от пространственного положения. Многообещающим выступает полуавтоматический вариант, в котором комбинируется механическая подача проволоки в зону дуги с подвижностью и глобальностью ручного варианта. За счет механической подачи проволоки становится возможным длительное время выполнять подводную сварку без перерывов.
Читайте также: