Покрытые электроды для дуговой сварки и наплавки
Обновлено: 20.09.2024
Плавящиеся электроды. Эти электроды для ручной дуговой сварки представляют собой стержни длиной до 450 мм из сварочной проволоки, на которую нанесен слой покрытия— смесь веществ для усиления ионизации, защиты от вредного воздействия воздуха и металлургической обработки сварочной ванны.
В покрытие входят компоненты: – газообразующие — неорганические вещества (мрамор СаСОэ, магнезит MgC03 и др.) и органические вещества (крахмал, пищевая мука, декстрин); – ионизирующие или стабилизирующие — различные соединения, в состав которых входит калий, натрий, кальций и др. (мел, полевой шпат, гранит и т. п.); – шлакообразующие, составляющие основу покрытия,— обычно это руды (марганцевая, титановая), минералы (ильменитовый и рутиловый концентрат, полевой шпат, кремнезем, гранит, мел, плавиковый шпат и др.); – легирующие элементы и элементы-раскислители — кремний, марганец, титан и др., используемые в виде сплавов этих элементов с железом, так называемых ферросплавов; алюминий вводится в покрытие в виде порошка — пудры; – связующие компоненты,— водные растворы силикатов натрия и калия, называемые натриевым или калиевым жидким стеклом, а также натриево-калиевым жидким стеклом; – формовочные добавки — вещества, придающие покрытию лучшие пластические свойства (бетонит, каолин, декстрин, слюда и др.). Для повышения производительности сварки в покрытие добавляют железный порошок до 60% массы покрытия.
Классификация стальных покрытых электродов. Металлические электроды для дуговой сварки сталей и наплавки изготовляют в соответствии с ГОСТ 9466-75 (Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования». Стальные покрытые электроды для ручной дуговой сварки и наплавки подразделяются по назначению ( ГОСТ * 9467-75): – для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа. ГОСТ предусматривает девять типов электродов (Э38, Э42, Э42А, Э46,. Э46А, 350, Э50А, Э55, Э60), обозначаются общим индексом У; – для сварки легированных конструкционных сталей с времен-; ным сопротивлением разрыву свыше 600 МПа — 5 типов (Э70, Э85, Э100, Э125, Э150), индекс Л; – для сварки легированных теплоустойчивых сталей — девять типов, индекс Т; – для сварки высоколегированных сталей с особыми свойствами — 49 типов ( ГОСТ 10052—75), индекс В; – для наплавки поверхностных слоев с особыми свойствами — 44 типа ( ГОСТ 10051—75), индекс Н.
Цифры в обозначениях типов электродов для сварки конструкционных сталей означают гарантируемый предел прочности металла шва.
По виду покрытия электроды классифицируются: с кислым покрытием А; основным Б:, целлюлозным Ц; рутиловым Р; смешанного вида — соответствующее двойное обозначение, прочими видами покрытий П. Если покрытие содержит железный порошок в количестве более 20%, к обозначению вида покрытия добавляют буквуЖ.
Кислые покрытия А (электроды АНО -2, СМ-5 и др.) состоят в основном из окислов железа и марганца (обычно в виде руды), кремне-
Зема, ферромарганца. Электроды с кислым покрытием технологичцы, однако наличие окислов марганца делает их токсичными.
Рутиловые покрытия Р (электроды АНО -3, АНО -4, ОЗС -З, ОЗС -4, ОЗС -6, MP-3, МР-4 и др.) имеют в своем составе преобладающее количество рутила ТЮ2. Рутиловые покрытия технологичны, менее вредны для дыхательных органов сварщика, чем другие.
Целлюлозные покрытия Ц (электроды ВСЦ -1, ВСЦ -2, ОЗЦ -1 и др.) состоят из целлюлозы, органической смолы, ферросплавов, талька и др. Эти покрытия удобны для сварки в любом пространственном положении, но дают наплавленный металл пониженной пластичности.
Основные покрытия Б (электроды УОНИ -13/45, УП-1/45; ОЗС -2, ДСК -50 и др.) не содержат окислов железа и марганца. Например, покрытие марки УОНИ -13/45 состоит из мрамора, плавикового_шпа-та, кварцевого песка, ферросилиция, ферромарганца, ферротитана, жидкого стекла. Металл шва, выполненный электродом с основным покрытием, обладает большей пластичностью. Этими электродами варят ответственные конструкции.
По толщине покрытия в зависимости от отношения диаметра электрода (D) к диаметру стального стержня (d) различают электроды:
с тонким покрытием — М;
со средним покрытием — С;
с толстым покрытием — Д;
с особо толстым покрытием — Г.
По качеству, т. е. точности изготовления, состоянию поверхности покрытия, сплошности выполненного данными электродами металла шва, по-содержанию серы и фосфора в наплавленном металле электроды делят на группы 1, 2 и 3. Чем выше номер, тем лучше качество.
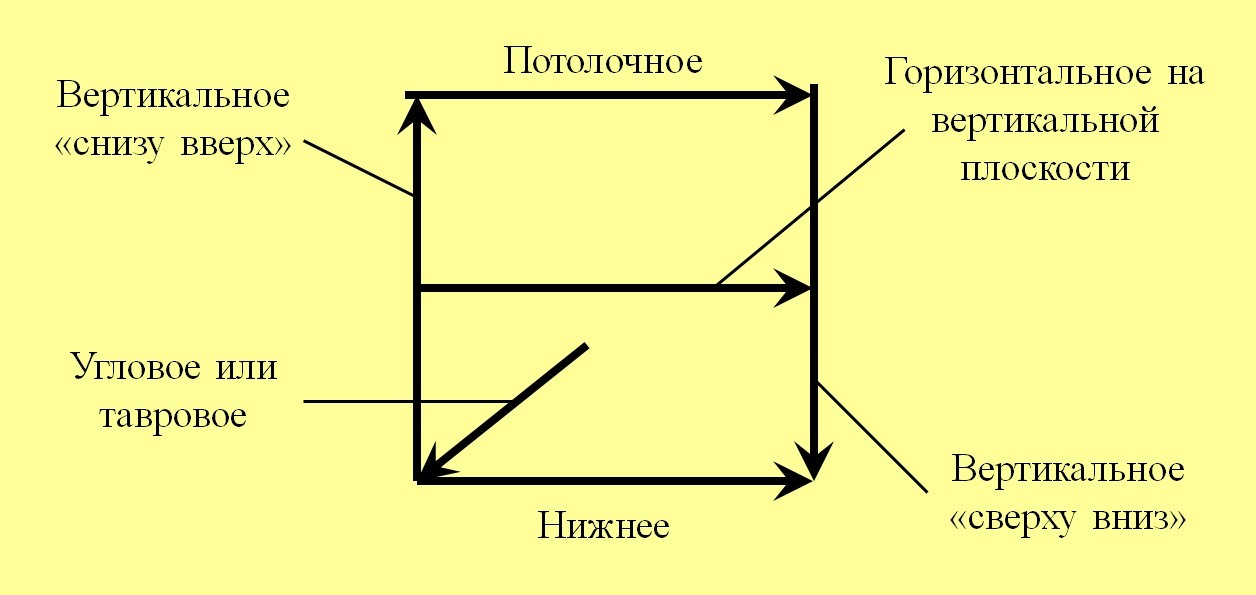
По допустимым пространственным положениям сварки и наплавки электроды делятся на следующие группы: 1 — для всех положений; 2 — для всех положений, кроме вертикального сверху вниз; 3 — для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх; 4 — для нижнего и нижнего в лодочку.
Неплавящиеся электроды. Эти- электроды служат для возбуждения и поддержания горения дуги. В основном используют вольфрамовые, реже угольные и графитовые электроды.
Для повышения устойчивости горения дуги и стойкости электрода в состав вольфрамового электрода вводят обычно 1,5—3% окислов активирующих редкоземельных металлов (тория, лантана, иттрия), повышающих эмиссионную способность электрода.
В качестве электродов для сварки применяют вольфрамовые прутки диаметром 0,2—12 мм, выпускаемые промышленностью: вольфрам чистый ( ЭВЧ ), вольфрам торированный (содержащий торий — ЭВТ5, ЭВТ10, ЭВТ15), вольфрам лантанированный (ЭВЛ10, ЭВЛ20), вольфрам иттрированный ( ЭВИЗО ).
Угольные и графитовые электроды (стержни) изготовляют из электротехнического угля или синтетического графита диаметром от 4 до 18 мм и длиной от 250 до 700 мм.
Сварочные электроды: виды и классификация

Добиться нужного качества сваривания невозможно без правильного выбора электродов. Избежать ошибки поможет четкое понимание рынка. Необходимо знать о видах продукции от разных производителей, рекомендациях относительно применения конкретной марки, принципах маркировки электродов.
Назначение сварочных электродов
Роль электродов сводится к формированию дуги в электродуговой сварке. Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
- поддерживать во время работы стабильную дугу;
- плавиться равномерно;
- формировать аккуратный шов с нужным химическим составом;
- создать условия для минимизации разбрызгивания раскаленного металла;
- способствовать повышению эффективности сварочных работ;
- обеспечивать прочность стыка;
- обладать низкой степенью токсичности.
Помимо этого, должен легко удаляться шлак, который образуется в процессе сварочных работ.
Какие бывают электроды для сварки
Все представленные на отечественном рынке электроды делятся на типы, которые предназначаются для работы с различными металлами. Есть отдельная группа продукции для сварки по разным маркам стали, по чугуну, цветным металлам, алюминию и его сплавам. Благодаря такому делению сварщику легче выбрать оборудование и оптимальный режим при работе с конкретным металлом. Есть еще и отдельная группа электродов, которые используются исключительно для так называемой «наплавки металлов».
Особенности ручных технологических операций тоже являются определяющим фактором, который влияет на классификацию электродов. Ведь сварочные работы могут выполняться с разным расположением электрода, степенью проплавления металла, глубиной сварочной ванны и другими особенностями.
Толщина электрода определяет его принадлежность к изделиям тонким (М), толстым (Д) или среднего размера (С). В зависимости от типа обмазки продукция делится на четыре группы:
- кислая – маркируется А;
- целлюлозная – Ц;
- основная – Б;
- рутиловая – Р;
- комбинированная или смешанная. Маркируется в зависимости от того, какие виды обмазок использованы – РБ, РЦ, АР или другое.
Если электрод обладает покрытием, которое выходит за рамки приведенной классификации, он обозначается буквой «П» – прочие. В состав обмазки включаются добавки, которые предназначаются для улучшения качества сварного шва из конкретного материала. К примеру, рутиловое покрытие электрода препятствует образованию пустот и трещин в области сварного шва. Еще электроды классифицируются в зависимости от полярности питающего тока, величины напряжения, диаметра, длины стержня.
В случае возникновения крайней необходимости электроды можно изготовить самостоятельно. Для этого понадобится стальная проволока диаметром в диапазоне от 1,6 до 6 мм. Из нее делаются отрезки длиной около 35 сантиметров. Для обмазки подойдет смесь мела и силикатного клея.
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия. Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа. Они маркируются литерой "У";
- для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой "Л";
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой "Т";
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер - буква "В";
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами. Электроды имеют обозначение - литеру "Н".
Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d - величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой "М";
- среднее. Результат находится в диапазоне 1,2 < х < 4,5. Обозначаются литерой "С";
- толстое. Коэффициент меньше 1,8, но больше 1,45. Маркер - "Д";
- особо толстое. Число, полученное от деления двух диаметров, выше 1,8. Маркировка "Г" является отличительной особенностью продукта.
Согласно положениям ГОСТа 9466 - 75 предусмотрено деление на три группы, которые отличаются по качеству. Оно определяется состоянием покрытия, точностью исполнения покрытия и стержня, содержанием фосфора и серы в наплаве.
Типы покрытия электродов
Значения приведены в таблице ниже:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
|---|---|---|
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
По пространственному расположению наплава
Электроды следует подбирать в зависимости от пространственного расположения стыка:
- рекомендуется для работы в любом положении - обозначается "1";
- допускается расположение сварного шва в любом положении кроме направления сверху-вниз - "2";
- для следующего пространственного расположения: вертикаль, горизонталь, низ и вертикаль снизу-вверх - "3";
- для работы в нижнем положении, в том числе способом в лодочку - "4".
По виду и полярности тока
Все значения собраны в виде таблицы:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | - | - | 0 |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 | ||
Из чего состоит электрод для сварки
По большому счету электрод представляет собой отрезок проволоки, по которому во время сварки проходит электрический ток. Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются - непокрытыми.
Плавящиеся и неплавящиеся электроды
Стержень внутри электроды выполнен из металлического и реже - из медного прутка. Его задача состоит в том, чтобы заполнить сварочною ванну расплавом, соединяющим две заготовки между собой. Обмазка вокруг металлического стержня определяет химические характеристики электрода и содержит вещества, улучшающие качество шва.
Неплавящиеся электроды изготавливают из порошкообразных материалов. Наиболее часто используется уголь или вольфрам. Они повышают качество сцепления соединяемых частей. Шов формируется без расплава металлического стержня, а материал электрода расходуется как присадочная проволока. Наиболее распространенный материал, который применяется в производстве таких электродов - аморфный уголь. Готовый продукт представляет собой удлиненный овальный стержень.
Такого рода угольные электроды применяются для формирования швов с высокими эстетическими показателями. Они востребованы и для воздушно-дуговой резки толстых металлических заготовок.
Электроды для точечной сварки
Отдельно нужно уделить внимание оборудованию, предназначенное для точечной сварки. Особенности технологии заключаются в том, чтобы сохранить начальную форму соединяемых частей и обеспечить нужную степень электропроводности.
Для решения задач подобного рода предусмотрены специальные аппараты, работающие без привычных электродов. Их роль замещена специальными медными контактами, выполненными в форме заостренных стержней. В домашних условиях такие контакты можно изготовить самостоятельно. К примеру, приспособить отработанные жала от мощных паяльников.
Виды и состав обмазки сварочных электродов
Для ручной дуговой сварки применяются электроды, состоящие из стержней длиной 25-45 см, на поверхность которых нанесен слой специального покрытия. На рынке представлено их несколько классов:
- стабилизирующие. В своем составе имеют элементы, которые отлично ионизируют сварочную дугу. В большинстве своем покрытие наносится на стержни тонком слоем - тонкопокрытые электроды;
- защитные. Покрытие выполнены из смеси разных материалов. Основная задача состава - защитить зону расплава от воздействия атмосферного воздуха. Помимо этого, они способствуют стабильному горению дуги, рафинируют и легируют шов;
- магнитные. Наносятся на стержень непосредственно в процессе выполнения сварочных работ. Напыление осуществляется под воздействием электромагнитных сил, которые образуются между проволокой под напряжением и ферримагнитным порошком, засыпанным в специальный бункер. Проволока или стержень подаются в сварочную зону именно через этот бункер.
Существуют такие основные виды электродных покрытий:
- руднокислые. В их составе есть окислы марганца и железа, кремнезема и много ферромарганца. Чтобы создать защитную среду в состав включаются органические вещества - крахмал, древесная мука, целлюлоза и прочие;
- рутиловые. Становятся все более популярными, благодаря развитию технологий по добыче рутиловых минералов. Основной его компонент - двуокись титана (TiO2). Помимо рутила в покрытиях содержатся и другие элементы: карбонаты калия и магния, ферромарганец, кремнезем;
Правила маркировки
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.
Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла. Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
Для большего понимания стоит рассмотреть конкретный пример:
Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов. «Б» - тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» - это обратная полярность постоянного тока.
Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
|---|---|---|---|
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Сушка и прокалка электродов
Во время транспортировки или хранения электроды могут отсыреть. В таком случае нужна предварительная сушка, а еще лучше – прокалка. Это очень важная процедура, которая в конечном итоге положительно влияет на загорание дуги.
Не стоит часто прибегать к прокалке электродов, поскольку неоднократное нагревание способно повредить покрытие стержня. Подвергать процедуре желательно только требуемое для текущих работ количество электродов. Или же их должно остаться совсем немного.
Прокалывание практично еще и тем, что поднимает температуру электродов непосредственно перед работой. Это важно, например, для сварки труб или при работе с толстыми заготовками. Предварительный прогрев дает возможность получать герметичные стыки во время «сварки под давлением». Но следует иметь ввиду, что важен постепенный нагрев. При резком перепаде температуры не исключено образование известкового налета.
Прокалка связана с предельными сроками и длительностью хранения электродов. Согласно общепринятым нормативам максимальный срок годности отечественной продукции составляет пять лет. На практике электроды могут храниться несколько дольше, не теряя при это своих характеристик.
Как научиться варить
Практика и еще раз практика – это наиболее действенный способ обучения сварочным работам. Несложный с теоретической точки зрения процесс требует навыков и профессиональной ловкости. На первых порах можно просто наблюдать, как работы выполняют специалисты, чтобы потом использовать их приемы самостоятельно.
Держатель нужно брать так, чтобы не заслонять обзор зоны сварки. Потом нужно наклонить электрод по отношению к рабочей поверхности под углом 30 градусов. Делается несколько скользящих движений электродом по детали, чтобы инициировать розжиг дуги. В этот момент важно выдержать расстояние между стержнем и заготовкой, чтобы не разорвать дугу и не допустить «залипание» электрода.
Через небольшой промежуток времени в зоне сварки появится красное пятно – результат плавления флюса. Примерно через 2-3 секунды посредине красного пятна проявится оранжевый цвет. Его яркость будет заметно выше, а по краям проявляется мелкая рябь. Именно эта часть называется сварочной ванной – место, где металл расплавляется и после остывания формируется сварочный шов.
Покрытые электроды, характеристики, технические требования. Классификация, маркировка ГОСТ 9466-75
Электроды должны храниться в отапливаемых помещениях при температуре не ниже +15 С и влажности воздуха не выше 60%(нормальные условия). При соблюдении условий хранения, срок годности электродов не ограничен.
Должны проходить обязательный входной контроль. При входном контроле должны проверяться:
- наличие сертификата;
- сохранность упаковки и наличие на каждом упаковочном месте этикетки (бирки);
- сварочно-технологические свойства;
- для легированных электродов соответствие химического состава наплавленного металла данной марки;
Перед применением электроды должны быть прокалены по режиму, указанному на этикетке.
Основные характеристики покрытых электродов ГОСТ 9466-75
1. Тип электрода:
- для конструкционных и теплоустойчивых сталей по ГОСТ 9467 (Э– покрытый электрод, число-гарантированный предел прочности наплавленного металла (в кг\на мм), буква А улучшенные пластические свойства (например, Э42,Э50А);
- для высоколегированных сталей по ГОСТ 10052 примерный химический состав наплавленного металла (например, Э-07Х20Н9)
2. Марка электрода, устанавливается разработчиком ТУ на электроды (например МТГ-01К,ТМЛ-3У, УОНИ 13\55)
3. Диаметр электрода
5. Род и полярность тока
По видам покрытия электроды подразделяются
- с кислым покрытием – А;
- с основным покрытием – Б;
- c целлюлозным покрытием – Ц;
- с рутиловым покрытием – Р;
- с покрытием смешанного вида – соответствующее двойное условное обозначение (РА, РБ, РЦ);
- с прочими видами покрытий – П.
При наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляется буква Ж.
По допустимым пространственным положениям сварки или наплавки электроды подразделяются:
- для всех положений — 1;
- для всех положений, кроме вертикального сверху вниз — 2;
- для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
По назначению электроды подразделяются:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2 — У (условное обозначение);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2 — Л;
- для сварки легированных теплоустойчивых сталей — Т;
- для сварки высоколегированных сталей с особыми свойствами — В;
- для наплавки поверхностных слоев с особыми свойствами — Н.
По толщине покрытия электроды подразделяются:
В зависимости от отношения D/d (D — диаметр покрытия, d — диаметр электрода, определяемый диаметром стержня)
- с тонким покрытием (D/d≤1,20) — М;
- со средним покрытием (1,20
- с толстым покрытием (1,45
- с особо толстым покрытием (D/d>1,80) — Г.
Этикетка коробки с электродами
Каждая коробка (пачка) с электродами снабжаются этикеткой или маркировкой, на которой указано:
- наименование или товарный знак предприятия-изготовителя;
- полное обозначение электродов по ГОСТ 9466-75;
- номер партии и дата изготовления;
- область применения электродов;
- режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки;
- особые условия выполнения сварки или наплавки;
- свойства металла шва, наплавленного металла или сварного соединения (специальные механические свойства, не указанные в условном обозначении электродов);
- допустимое содержание влаги в покрытии на момент использования электродов;
- рекомендуемый режим прокаливания электродов перед сваркой;
- масса электродов в упаковке.
Условное обозначение электродов по ГОСТ 9466-75 Пример обозначения электрода по ГОСТ 9466-75
Условное обозначение положений сварки
Сварочно-технологические свойства электродов ГОСТ 9466
Сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
- дуга должна легко возбуждаться и стабильно гореть;
- покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
- образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
- металле шва не должно быть трещин, надрывов и поверхностных пор;
Максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в стандарте
При проверке сварочно-технологических свойств электродов выполняют сварку одного одностороннего таврового образца и одного двухстороннего. Вместо одностороннего таврового образца, если оговорено в ТУ на электроды, выполняют трубный стыковой образец. Односторонний тавровый образец разрушают для контроля наличия внутренних дефектов. Трубный образец подвергают радиографическому контролю или послойной обработке. На двусторонних тавровых образцах проверяют склонность швов к образованию трещин.
Сварку угловых швов тавровых образцов производят за один проход
При получении неудовлетворительных результатов проверки поп. 4.6 стандарта, а также по п. 4.7 стандарта в части прочности или коэффициента массы покрытия проводят повторную проверку на удвоенном количестве электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию
При получении неудовлетворительных результатов проверки по п. 4.7 стандарта в части содержания влаги в покрытии или по п. 4.8 стандарта в части размеров и количества пор (п. 3.12), выявленных в металле шва или наплавленном металле при проверке сварочно-технологических свойств, допускается повторное прокаливание всех электродов контролируемой партии с последующей проверкой соответствующих показателей.
При получении неудовлетворительных результатов проверки по п. 4.8 стандарта в части химического состава наплавленного металла, механических и специальных свойств и характеристик металла шва, наплавленного металла или сварного соединения допускается повторное выполнение соответствующих проб и удвоенного числа образцов для проверки показателей, по которым был получен неудовлетворительный результат.
Результаты повторной проверки являются окончательными.
Прокалка сварочных электродов
Прокалка производится для уменьшения содержания влаги в покрытии и, как следствие, снижения количества водорода в наплавленном металле, а так же для улучшения сварочно-технологических свойств .
Режим прокалки указывается на этикетке (коробке)
Режим прокалки включает: температуру прокалки, время выдержки. Температура прокалки электродов с основным видом покрытия должна быть не менее 340 С
Срок хранения прокаленных электродов в обычных условиях (температура не ниже +15С и влажность не более 60%) не более 5 суток, в термо шкафах при температуре 80-115 С срок хранения не ограничен.
Количество прокалок не более 3-х раз.
Нарушение режимов прокалки и сроков хранения приведет к появлению пор и снижению ударной вязкости металла сварных швов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Ручная дуговая сварка покрытыми электродами
Ручная дуговая сварка покрытым электродом это – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, защита сварочной ванны обеспечивается расплавлением и разложением компонентов покрытия.
Сварка покрытыми электродами наиболее распатроненный в России способ сварки, занимает самый большой объем в сравнении другими методов сварки. Способ позволяет производить сварку практически любых конструкций и деталей разной сложности, в труднодоступных местах, при разных пространственных положениях сварного шва .
Качество сварных соединений, выполненных ручной дуговой сваркой нельзя гарантировать без строгого соблюдения технологии сварки и операционного контроля за всеми процессами. Начиная от входного контроля материалов сварочных и основных, проверки квалификации сварщиков, соблюдения режимов сварки и окончательного контроля готового сварного соединения.
РД – ручная дуговая сварка;
MMA – Manual Metal Arc (Welding) – ручная металлическая дуговая сварка;
SMAW – Shielded Metal Arc Welding – металлическая дуговая сварка в защитной атмосфере;
E – международный символ ручной дуговой сварки.
Сущность ручной дуговой сварки покрытыми электродами
При ручной дуговой сварке покрытыми электродами дуга возбуждается при касании электродом свариваемой детали, в результате замыкании электрической сварочной цепи.
В процессе сварки покрытый электрод подается к свариваемой детали по мере плавления электрода и перемешается вдоль соединения с поперечными колебаниями для придания заданной формы и размеров шва.

Движения покрытым электродом при сварке
В процессе ручной дуговой сварке происходит плавление покрытия и электродной металлической проволоки. Расправляющееся покрытие образует шлак и выделяются газы. Шлак обволакивает капли расплавленного металла, появляющиеся при плавлении стержня электрода. В ванне шлак всплывая на ее поверхность, образует защитный слой, предохраняющий металл от взаимодействия с атмосферным воздухом. Кроме того, поднимаясь на поверхность сварочной ванны, шлак очищает расплавленный металл от вредных примесей. Образующиеся при расплавлении покрытия сварочные газы вытесняют воздух из зоны сварки и, тем самым, защищают сварочную ванну от взаимодействия с кислородом и азотом.
Жидкий шлак затвердевает и образует на поверхности шва твердую шлаковую корку, которая удаляется после сварки. То есть, компоненты входящие в покрытие сварочного электрода обеспечивает защиту сварочной ванны и застывающего металла сварного соединения от реакций с атмосферными газами и очистку металла в процессе химических реакций происходящих в сварочной ванне.
Покрытыми электродами применяют для сварки сталей, чугунов и цветные металлов различной толщины. Так же покрытые электроды используется для наплавки с целью восстановление изношенных деталей и получения покрытий со специальными свойствами главным образом антикоррозионных и износостойких.
Перемещение сварочного электрода вдоль сварного шва и его подачу в зону сварке по мере его расплавления производит сварщик. В связи с этим стабильность процесса и качество сварки зависит от квалификации сварщика и его зрительно моторной координации, так как изменятся длина дуги, наклон электрода, скорость его перемещения, что приводит к изменению параметров режима — напряжения дуги и силы сварочного тока. При ручной дуговой сварке покрытыми электродами для обеспечения стабильности режимов сварки используют источники сварочного тока с крутопадающими вольт-амперными характеристиками.
Преимущества ручной дуговой сварки:
- применение ручной возможно в различных, самых неудобных пространственных положениях;
- сварки может производится в трудно доступных местах;
- универсальность способа, возможность сваривать изделия различной конфигурации;
- применимость к широкому диапазоны различных марок сталей;
- высокая мобильность.
Недостатки способа:
- мало высококвалифицированных сварщиков;
- невозможно гарантировать качество сварного соединения;
- невысокая производительность сварки;
- неблагоприятные условия труда.
Рациональные области применения:
- сварка металлоконструкций, трубопроводов;
- рационально использовать при сварка коротких швов.
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.

Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.
Сварку можно вести слева направо, справа налево,
от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Режим ручной дуговой сварки покрытыми электродами
Режим ручной дуговой сварки включают следующие параметры:
- величина сварочного тока;
- род и полярность сварочного тока;
- диаметр покрытого электрода;
- напряжение дуги;
- скорость сварки;
Выбор величины сварочного тока зависит от разных параметров — диаметра покрытого электрода, вида его покрытия и пространственного положения шва. Величина сварочного тока предопределяет производительность сварки (количество металла, наплавленного за единицу времени) и глубину провара.
При малом токе количества выделяющегося тепла, может быть недостаточно, чтобы расплавить сварочные кромки или ранее наплавленные валики, что может привести к несплавлению и непровару, что приведет к браку.
При слишком большой величине сварочного тока, электрод и основной металл будут быстро сильно плавиться, что может привести к прожогу и наплывам, которые являются недопустимыми дефектами.
На упаковке с покрытии электродами содержатся рекомендации завода изготовителя по выбору сварочного тока, но можно воспользоваться и формулой для расчета:
I — сварочный ток,
D — диаметр электрода.
С учетом толщины стенки свариваемых деталей и пространственного положения шва при сварке, значение сварочного тока поправляют: при сварке деталей толщиной до 3 мм. и при вертикальных и потолочных положениях шва, значение сварочного тока должно быть уменьшено на 10-15% ниже заданного.
Форма и размер шва зависят от рода и полярности тока, которые выбирают в зависимости от типа электродного покрытия, марки и толщины основного металла. При постоянного тока обратной полярности количество теплоты выделяющиеся на электроде на 20-40% больше, чем на основном металле и наоборот при сварке на прямой полярности, количество теплоты больше выделятся на основном металле.
Так при сварке переменным током глубина проплавления будет на 15-20 % меньше по сравнению со сваркой на постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей, марки стали, формы разделки кромок, пространственного положения, в котором осуществляется сварка, и вида сварного соединения. Применение покрытых электродов большего диаметра не рекомендуется, поскольку это приводит к возникновению ряда дефектов, непроваров и зашлаковыванию сварного шва. Лучше использовать электроды диаметром 3-4 мм. Когда толщина металла превышает 12 мм и сварку ведется в нижнем положении, можно применять электроды диаметром 4-5 мм.
При сварке в других вертикальных, горизонтальных и потолочных швов а также корня шва следует использовать электроды диаметром не более 3 мм, при сварке заполняющих слоев и облицовочного, можно применять электроды диаметром до 4 мм.
В зависимости от прочностных и других механических характеристик свариваемых сталей выбирают электроды соответствующего типа и марка.
В процессе ручной дуговой сварки электрод должен совершать определенные поступательно колебательные движения, смотрите рисунок выше.
Если перемещать электрод исключительно в направлении сварки без поперечных колебательных движений, то наплавленный валик будет узким (ниточным). Такой способ применяется при сварке тонколистового металла, и подварке дефектов, а также при сварке когда не допускаются большие тепловложения.
Число слоев шва при сварке
Толщина отдельного слоя не должна превышать 3…5 мм. Последними проходами создается небольшая выпуклость шва высотой 2-3 мм над поверхностью основного металла.
Количество слоев шва при сварке стыковых и уголовных соединений:
О технике ручной дуговой сварки читайте в статье Техника ручной дуговой сварки покрытыми электродами
Покрытые электроды для дуговой сварки и наплавки
Покрытый электрод – плавящийся электрод для дуговой сварки, имеющий на поверхности покрытие адгезионно связанное с металлом электрода.
Электрод для дуговой сварки (рис. 2.2.) представляет собой стержень длиной до 450 мм., изготовленный из сварочной проволоки, на поверхность которого нанесен слой покрытия 2. Один из концов электрода / на длине 20 . 30 мм освобожден от покрытия для зажатия его в электрододержателе с целью обеспечения электрического контакта. Торец 3 другого конца очищен от покрытия для возможности возбуждения дуги посредством касания изделия в начале процесса сварки.
ГОСТ 9466-75 в зависимости от отношения полного диаметра электрода D к диаметру стержня d покрытые электроды разделяет на следующие виды: с тонким покрытием 1,8) - Г.
Покрытие электрода - смесь веществ, нанесенная на электрод для усиления ионизации, защиты от вредного воздействия среды и металлургической обработки металла сварочной ванны.
Для изготовления покрытий применяют различные материалы (компоненты):
1.Газообразующие компоненты - органические вещества: крахмал, пищевая мука, декстрин либо неорганические вещества, обычно карбона ты (мрамор СаСО3, магнезит MgCO3 и др.).
2.Легирующие элементы и элементы - раскислители: кремний, марганец, титан и др., используемые в виде сплавов этих элементов с железом, так называемых ферросплавов. Алюминий в покрытие вводят в виде
порошка-пудры.
3.Ионизирующие или стабилизирующие компоненты, содержащие элементы с низким потенциалом ионизации, а также различные соединения, в состав которых входят калий, натрий, кальций, мел, полевой шпат, гранит и др.
4.Шлакообразующие компоненты, составляющие основу покрытия, обычно это руды (марганцовая, титановая), минералы (ильменитовый и рутиловый концентраты, полевой шпат, кремнезем, гранит, мрамор, плавиковый шпат и др.).
5.Связующие - водные растворы силикатов натрия и калия, называемые натриевым или калиевым жидким стеклом, а также натриево - калиевым жидким стеклом.
6.Формовочные добавки - вещества, придающие обмазочной массе лучшие пластические свойства, бентонит, каолин, декстрин, слюда и др.
Для повышения производительности сварки, увеличения количества дополнительного металла, вводимого в шов, в покрытии электродов может содержаться железный порошок до 60 % массы покрытия. Многие материалы, входящие в состав покрытия, одновременно выполняют несколько функций, обеспечивая и газовую защиту в виде газа СО2, и шлаковую защиту в виде СаО и т.д.
По видам покрытий электроды подразделяют на следующие: с кислым покрытием - индекс А; с основным покрытием - индекс Б; с целлюлозным покрытием - индекс Ц; с рутиловым покрытием - индекс Р; с покрытием смешанного вида - соответствующее двойное условное обозначение; с прочими видами покрытий - индекс П. Если покрытие содержит более 20 % железного порошка к обозначению вида покрытия добавляют букву Ж.
При плавлении кислых покрытий (А) большая часть введенных в них ферросплавов окисляется рудами; легирование металла кремнием и марганцем идет по схеме кремнемарганцевосстановительного процесса; оно не позволяет легировать металл элементами с большим сродством к кислороду. Образующиеся шлаки, обычно кислые, не содержат СаО и не очищают металл от фосфора. В наплавленном металле много растворенного кислорода и неметаллических включений. В результате швы обладают пониженной стойкостью к образованию горячих трещин и низкой ударной вязкостью металла шва. В связи с высоким содержанием в покрытии ферромарганца и оксидов железа они более токсичны, так как аэрозоли в зоне сварки и зоне дыхания сварщика содержат большое количество вредных соединений марганца. Эти электроды применяют для сварки неответственных металлоконструкций.
Основу рутиловых покрытий (Р) составляют шлакообразующий компонент - рутиловый концентрат ТО2 (до 45 %), а также алюмосиликаты (слюда, полевой шпат и др.) и карбонаты (мрамор, магнезит); ферромарганца в покрытии обычно меньше 10 . 15 %. Газовая защита обеспечивается введением органических соединений (до 5 %), а также разложением карбонатов. Покрытия этого вида обеспечивают высокое качество металла шва, малотоксичны и обладают хорошими сварочно – технологическими свойствами.
Покрытия основного типа (Б) в качестве основы содержат карбонаты (мрамор, мел, магнезит) и плавиковый шпат; газовая защита обеспечивается разложением карбонатов. Металл раскисляется марганцем, кремнием, титаном, вводимыми в покрытие в виде ферросплавов, или алюминием, вводимым в виде порошка.
Эти покрытия слабо окислительные, поэтому позволяют легировать металл шва элементами с большим сродством к кислороду. Наличие большого количества соединений кальция, хорошо связывающих серу и фосфор и выводящих их в шлак, обеспечивает высокую чистоту наплавленного металла, его повышенные пластические свойства, а легирование марганцем и кремнием обеспечивает высокую прочность. Швы, выполненные такими электродами, обладают высокой стойкостью против образования горячих трещин и наиболее высокой (по сравнению с любыми другими покрытиями) ударной вязкостью.
На базе покрытий основного типа (Б) обычно составляют композиции покрытий электродов для сварки ответственных конструкций из низколегированных и углеродистых сталей, среднелегированных сталей и всех электродов для сварки высоколегированных сталей.
В зависимости от требований к качеству электродов - точности изготовления, состоянию поверхности покрытия, сплошности полученного данными электродами металла шва и содержанию серы и фосфора наплавленном металле - электроды подразделяют на группы 1,2 и 3 (табл. 2.2).
Электроды покрытые металлические для ручной дуговой сварки конструкционных сталей ( в соответствии с ГОСТ 9467 – 75 в ред. 1988 г. )
Механические свойства нормальной температуре
Предельное содержание в наплавленном металле, %
металла шва или наплавленного металла
сварного соединения выполненного электродами диаметром менее 3 мм
группа электродов по ГОСТ 9466-75
По допустимым пространственным положениям сварки или наплавки электроды подразделяют на четыре вида: для всех положений - индекс 1; для всех положений, кроме вертикального сверху вниз, - индекс 2; для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - индекс 3; для нижнего и нижнего в лодочку - индекс 4.
Пригодность данной марки электродов для сварки в различных пространственных положениях указывается набором стрелок. На рис. 2.4 показано условное обозначение положения сварки.
По роду и полярности применяемого при сварке или наплавке тока, а также номинальному напряжению холостого хода, используемого источника питания сварочной дуги переменного тока частотой 50 Гц электроды подразделяются на виды, указанные в табл. 2.3.
Рис. 2.4. Условное обозначение положения сварки.
Обозначения видов электродов в зависимости от рода и полярности сварочного тока
Напряжение холостого хода источника переменного тока, В
Условное обозначение электродов должно содержать следующие данные, расположение которых указано на рис. 2.5.
В обозначении: / - тип; 2 - марка; 3 - диаметр, мм; 4 – назначение электродов; 5 - обозначение толщины покрытия; б - группа электродов; 7 - группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75; 8 - обозначение вида покрытия; 9 - обозначение допустимых пространственных положений сварки или наплавки; 10 -обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц; 11 - обозначение стандарта ГОСТ 9466-75; 12 - обозначение стандарта на типы электродов.
Такое полное условное обозначение должно быть указано на этикетках или в маркировке коробок, пачек и ящиков с электродами.
Во всех видах документации дается сокращенное условное обозначение электродов, которое должно состоять из марки, диаметра, группы электродов и обозначения стандарта (ГОСТ 9466-75).
Обозначение электродов для сварки углеродистых и низколегированных сталей. Например, для электродов типа Э46А (по ГОСТ 9467-75), марки УОНИ-13/45, диаметром 3 мм, для сварки углеродистых и низколегированных сталей У, с толстым покрытием Д, 2-й группы с установленной по ГОСТ 9467-75 группой индексов, указывающих характеристики наплавленного металла и металла шва, с основным покрытием Б, для сварки во всех пространственных положениях 1 на постоянном токе обратной полярности 0 полное обозначение будет иметь следующий вид:
а сокращенное обозначение в технических документах:
Для сварки конструкционных сталей тип электрода содержит букву Э, вслед за которой цифрами указано значение временного сопротивления при разрыве (в кгс/мм 2 ), например: Э38, Э42, Э50 . Э150. У некоторых типов электродов после цифр поставлена буква А, что характеризует более высокие характеристики пластичности наплавленного металла. Электроды этих типов регламентированы только по характеристикам механических свойств и содержанию серы и фосфора в наплавленном металле.
Согласно требованиям ГОСТ 9467-75 в условном обозначении электродов для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву менее 60 кгс/мм 2 (600 МПа) в знаменателе (во второй строке - см. рис. 2.5) группа индексов, указывающих характеристики наплавленного металла, должна быть записана следующим образом: первые два индекса указывают минимальное значение величины (кгс/мм 2 ), а третий индекс одновременно условно характеризует минимальные значения показателей и температуры Тх при которой определяется ударная вязкость.
Типы электродов для сварки теплоустойчивых сталей в своем обозначении содержат характеристики химического состава наплавленного металла, например: Э-09М; Э-09МХ; Э-09Х1М; Э-05Х2М; Э-09Х2М1; Э-09ХШФ; Э-10Х1М1НФБ и т.д. Стандарт регламентирует эти электроды как по химическому составу наплавленного металла, так и по его механическим свойствам ( ; ; KCV).
Принцип обозначения химического состава наплавленного металла следующий: углерод дан в сотых долях процента, среднее содержание основных химических элементов указано с точностью до 1 % после буквенных символов. Химические элементы обозначаются следующими буквами: А - азот; Б - ниобий; В - вольфрам; Г - марганец; К - кобальт; М - молибден; Н - никель; Р - бор; С - кремний; Т - титан; Ф - ванадий; X - хром.
У электродов для сварки теплоустойчивых сталей вслед за индексом, характеризующим ударную вязкость вводится дополнительный индекс, который указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности наплавленного металла и металла шва (0 - ниже 450 °С; 1 - 450 . 465 о С; 2 - 470 . 485 °С; 3-490. 505°С;4-510. 525°С;5-530. 545 °С; 6-550 . 565 °С; 7 - 570 . 585 °С; 8 - 590 . 600 °С; 9 - свыше 600 °С).
Так, например, электроды для сварки теплоустойчивых сталей типа
Э-09Х1МФ по ГОСТ 9467-75 имеют маркировку
т.е. марка электрода ЦЛ-20, диаметр 4 мм, сварка теплоустойчивых сталей Т, толстое покрытие Д, 3-я группа, ТХ = 0 °С (индекс 2) и температура эксплуатации 570 . 585 °С (индекс 7), основное покрытие Б, сварка во всех пространственных положениях (индекс 1) на постоянном токе обратной полярности (индекс 0).
Обозначение электродов для сварки высоколегированных сталей с особыми свойствами. Электроды для сварки высоколегированных сталей с особыми свойствами должны удовлетворять требованиям ГОСТ 10052-75. Большое разнообразие служебного назначения этих сталей определяет и большой типаж электродов для их сварки. Стандартом предусмотрено 49 типов электродов для сварки хромистых и хромо-никелевых сталей, коррозионно-стойких, жаропрочных и жаростойких высоколегированных сталей мартенситно - ферритного, ферритного, аустенитно - ферритного и аустенитного классов.
В основу классификации электродов по типу положены химический состав наплавленного металла и механические свойства. Для некоторых типов электродов нормируется также содержание в структуре металла шва ферритной фазы, его стойкость против межкристаллитной коррозии и максимальная температура, при которой регламентированы показатели длительной прочности металла шва.
Обозначения типов электродов состоят из индекса Э (электроды для дуговой сварки) и следующих за ним цифр и букв. Две цифры, следующие за индексом, указывают среднее содержание углерода в наплавленном металле в сотых долях процента. Цифры, следующие за буквенными обозначениями химических элементов, показывают среднее значение элемента в процентах (табл. 2.5).
Если содержание элемента в наплавленном металле менее 1,5 %, цифры не проставляют. При среднем содержании в наплавленном металле кремния до 0,8 % и марганца до 1,6 % буквы С и Г не ставят (см., например, тип Э-12Х11НВМФ в табл. 2.5).
Показатели механических свойств приведены в состоянии после сварки либо после термообработки.
С учетом требований ГОСТ 9466-75 полное обозначение электродов этого типа, например Э-10Х25Н13Г2Б с покрытием марки ЦЛ-9, имеет следующий вид:
Это обозначение имеет следующие данные: электроды типа Э-10Х25Н13Г2Б по ГОСТ 10052-75, марки ЦЛ-9, диаметром 5 мм для сварки высоколегированных сталей с особыми свойствами В, с толстым покрытием Д, 1-й группы, с установленной по ГОСТ 10052-75 группой индексов, характеризующих наплавленный металл 2075 (2 - стойкость металла против межкристаллитной коррозии при испытании по методу AM; 0 - требований по максимальной рабочей температуре наплавленного металла и металла шва нет; 7 - максимальная рабочая температура сварных соединений 910 . 1000 °С, до которой допускается применение электродов при сварке жаростойких сталей, 5 - содержание ферритной фазы в наплавленном металле 2 . 10 %).
Если структура наплавленного металла не двухфазная (А + Ф), числовой индекс, характеризующий наплавленный металл, будет содержать только три цифры. Далее Б означает основное покрытие, цифра 3 - пригодность для сварки в нижнем горизонтальном на вертикальной плоскости и в вертикальном снизу вверх положении, 0 - для сварки на постоянном токе обратной полярности.
Сокращенное обозначение в технической документации:
электроды ЦЛ-9-5,0-1 - ГОСТ 9466-75.
Обозначение электродов для наплавки. ГОСТ 10051-75 "Электроды металлические для дуговой наплавки поверхностных слоев с особыми свойствами" регламентирует 43 типа электродов для наплавочных работ. В этом стандарте регламентирован химический состав наплавленного металла и его твердость. Обозначения этих электродов приведены в табл. 2.6.
Например, электрод Э-65Х11НЗ означает: электрод наплавочный, со средним содержанием 0,65 % С, 11 % Сr, 3 % Ni, дающий наплавленный металл с твердостью не ниже 25 . 33 единиц по шкале С Роквелла (HRC).
Показатели твердости наплавленного металла в зависимости от типа электрода даны либо в исходном после наплавки состоянии, либо после термообработки.
Сокращенное обозначение в технических документах будет: электроды ОЗН-300У-4,0-1 - ГОСТ 9466-75.
Приведенные обозначения содержат следующие сведения: тип электрода Э-10ГЗ по ГОСТ 10051-75, марки ОЗН-300У, диаметром 4 мм, для наплавки поверхностных слоев с особыми свойствами (Н), с толстым покрытием Д, 1-й группы с установленной по ГОСТ 10051-75 группой индексов, указывающих характеристики наплавленного металла 300/2-1, что означает среднюю твердость 300 НВ (индекс 2) в исходном состоянии после наплавки (индекс 1), с основным покрытием (Б), для наплавки в нижнем положении (4) на постоянном токе обратной полярности (0). Электроды для сварки цветных металлов, чугуна и для резки.
Ввиду малого объема применения электродов для ручной сварки меди и ее сплавов, алюминия и алюминиевых сплавов ГОСТов на них нет и изготовляют их в соответствии со специальными техническими условиями (ТУ).
Металлические стержни электродов для сварки меди и ее сплавов изготовляют из сварочной проволоки и прутков согласно ГОСТ 16130-90 или литых стержней другого состава. В состав покрытия могут входить такие же компоненты, как и в покрытия электродов для сварки сталей (шлакообразующие, раскислители и т.д.). Сухую шихту также замешивают на жидком стекле.
Металлические стержни электродов для сварки алюминия и его сплавов изготовляют из сварочной проволоки (ГОСТ 7871-75 в ред. 1989 г.). Основу покрытия составляют галлоидные соли щелочных и щелочноземельных металлов и криолит. Сухую шихту замешивают на воде или водном растворе поваренной соли, так как при использовании жидкого стекла ввиду его химического взаимодействия с компонентами шихты замес быстро твердеет. Кроме того, кремний, восстанавливаясь из жидкого стекла в металл шва, ухудшает его свойства.
Металлические стержни электродов для сварки чугуна могут быть стальными, из медно-никелевых сплавов, комбинированными (медно-стальными, железоникелевыми). В этих случаях для покрытия электродов используют те же компоненты, что и для стальных электродов. В покрытие электродов со стальным стержнем вводят углерод, кремний и другие графитизаторы, титан, ванадий и т.п. как карбидообразуюшие. Применяют и электроды, металлические стержни которых изготовляют из чугуна, отлитого в кокиль или песчаную форму. Сухие компоненты покрытия замешивают на жидком стекле.
Подготовка электродов к сварке. Покрытия электродов имеют соединения кальция, органические компоненты и другие гигроскопические добавки, которые усваивают влагу из воздуха.
При сварке отсыревшими электродами ухудшаются стабильность горения дуги, шов насыщается диффузионным водородом, что приводит к пористости и образованию трещин. На содержание влаги в покрытии влияют влажность и температура окружающей среды, время пребывания электродов на воздухе. Поэтому хранить электроды нужно в герметичной упаковке. Перед сваркой электроды рекомендуется прокаливать. Температура и время прокалки зависят от состава покрытия. Для каждой марки электродов эти данные указывают в паспорте. Приблизительные рекомендации следующие: электроды с основным покрытием прокаливают при температуре 250 . 400 °С в течение часа, электроды с рутиловым покрытием - при температуре 120 . 200 °С в течение часа, а электроды с целлюлозным покрытием - при температуре 60 . 100 °С в течение часа. Прокаливание электродов должно осуществляться в специальных электропечах, что исключает непосредственное воздействие пламени и высокотемпературного излучения.
Читайте также: