Положение и перемещение электрода при сварке
Обновлено: 17.05.2024
Ручная дуговая сварка остаётся самой популярной среди профессионалов и любителей, благодаря ряду факторов: мобильность – для работы не требуются баллоны, газовые редукторы, шланги и другие дополнительные средства; универсальность – можно соединять между собой различные металлы и сплавы; простота освоения – технологические приёмы давно известны, доступно большое количество литературы, благодаря которой специалист с небольшим опытом сможет положить качественный шов.
Основы РДС. Плюсы и минусы
Создание неразъёмных конструкций при помощи РДС основано на расплавлении кромок деталей с одновременным заполнением сварочной ванны жидким металлом покрытого электрода. Защита осуществляется при участии обмазки, которая при нагревании закрывает рабочую зону плёнкой и смесью газов, вытесняя вредные примеси и кислород.
Благодаря этому, работы можно проводить как в помещении, так и на улице. Влияние ветра при этом минимально в отличие от сварки в среде защитных газов. Кроме самого сварочного аппарата и электродов, ничего не требуется, поэтому быстрое перемещение оборудование по площадке не вызывает трудностей.
Минусом можно считать сложность работы с вертикальными и потолочными швами, сварщику в этом случае требуется иметь некоторый опыт и соответствующую квалификацию.
Также отрицательным моментом признаётся низкая производительность труда по сравнению с применением полуавтоматического оборудования.
Три основных типа соединений
ГОСТ 5264-80 описывает все типы стандартных соединений, используемых на производстве. Если используются стыки, которые не описаны в перечне, то в сопроводительной документации (чертеже) конструктор делает сноску с обозначением параметров шва.
- Стыковое – применяют при сварке листов, плоских деталей. Бывают: с отбортовкой кромок, с разделкой или без, на съёмной или постоянной подкладке.
- Угловое – для соединения элементов, при котором кромка одного из них упирается в плоскость второго под углом, отличном от 0 градусов.
- Нахлёсточное – используется при монтаже деталей, при этом сторона одной накладывается на плоскость другой.
Основная цель создания неразъёмного соединения – обеспечение достаточной прочности для эксплуатации металлоконструкции.
Как правильно выбрать диаметр электрода
Условно можно разделить толщины свариваемых деталей на три группы:
- тонкие – до 2 мм. Для работы выбирают электроды 2-3 мм;
- средние – от 2 до 20 мм. Используют электроды от 3 до 4 мм;
- толстые – свыше 20 мм. Корень шва может провариваться электродами 3-4 мм, а затем рекомендуется работать с пятимиллиметровыми.
Важно: при одном и том же токе тонкий электрод даёт больший провар основного металла, чем толстый. Но производительность работы снижается: приходится чаще их менять.
Для облегчения сварки в вертикальном и потолочном положениях лучше использовать электроды не толще 4 мм.

Примерная стоимость электродов на Яндекс.маркет
Принцип подбора сварочного тока
При выборе параметров сварки следует ориентироваться:
- на толщину металла;
- на диаметр электрода;
- на положения будущего шва – горизонтальное, вертикальное, потолочное.
Производители электродов размещают на упаковке таблицу с рекомендованными параметрами, но при сварке разных сплавов значения могут быть другими. Для более точного подбора тока лучше попробовать разные режимы на обрезках металла, ориентируясь на указанные в таблице.
При сварке в вертикальном положении ток уменьшают на 10-15%, а для создания потолочных швов – на 20-30%.
Два способа зажигания сварочной дуги
В начале работы нужно зажечь дугу. Для этого применяют два способа:
- постукиванием электрода об основной металл – нужно коснуться кончиком поверхности и при появлении столбика дуги отвести стержень на расстояние, при котором он будет устойчиво гореть;
- чирканьем – электрод нужно провести по металлу, как спичкой по боковине коробка до его загорания, и также отвести на нужное расстояние.
Важно: электроды, кончики которых покрыты графитом (в виде тёмно-серых колпачков), зажигаются легче.
В процессе сварки приходится отрывать стержень и прерывать процесс. Чтобы снова легко можно было зажечь электрод, нужно обломать выступающую обмазку для обнажения металлического стержня.
Скорость сварки. Длина дуги
Скорость сварки зависит от величины тока и диаметра электрода. Тонкие металлы следует варить быстро, чтобы избежать прожига. Толстые, наоборот, медленно для обеспечения хорошего провара. В каждом случае скорость ведения электрода определяется индивидуально.
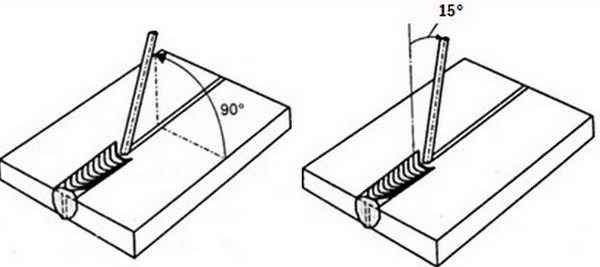
Также влияние оказывает наклон стержня – углом вперёд, назад или под 90 градусов:
- углом вперёд – устанавливается наклон 30-50 градусов. Обеспечивается надёжная защита сварочной ванны. Если впереди образуется много шлака, то угол уменьшают. Глубина провара при этом способе минимальна;
- 90 градусов – степень проплавления деталей средняя. Применяют при невозможности вести электрод иным способом;
- углом назад – обеспечивается максимальный провар основного металла. Защитный шлак движется вслед за электродом, не мешая работе. Применяется чаще всего в нижнем положении, при создании корневых швов.
Длина дуги определяется расстоянием между кончиком электрода и кромками металла:
- короткая – в среднем 3-4 мм. Обеспечивается максимальное проплавление детали и устойчивое горение. Используется чаще всего;
- длинная – свыше 4 мм. Даёт минимальный провар. Поскольку дугу сложно удержать и при этом возникают трудности с формированием шва, от сварщика требуется опыт и высокая квалификация. Применяется при сварке тонких деталей во избежание прожогов.
Чтобы создавать качественные швы, нужна тренировка. Для этого рекомендуется перед проведением работ потренироваться на ненужных деталях, экспериментируя с настройками аппарата, скоростью ведения электрода и его положением относительно направления сварки.
Техника, основные приемы ручной дуговой сварки
При создании шва в нижнем положении применяются стандартные приёмы. Чаще всего применяют три:
- Ведение электрода вдоль кромок с минимальными колебаниями – используют при сварке угловых соединений, стыковых и нахлёсточных, при монтаже труб (формирование коренного шва). При этом нужно захватывать кончиком обе кромки и не задерживать электрод в середине стыка.
- Перемещение «ёлочкой» – применяется при сварке последующих швов (после корня) и облицовочных (наружных).
- Способ «восьмёркой» – при таком способе происходит максимальное проплавление кромок, поскольку электрод задерживается на них. Годится для сварки толстых заготовок.
Если применяется сварка «ёлочкой» вертикальных швов, то возможны 2 варианта – полуокружности направлены либо вверх, либо вниз. В первом случае удобно поддерживать стекающий металл, но сложнее удержать дугу. Оптимальный способ выбирается исходя из предпочтений сварщика.
Какие хитрости используют сварщики
Для облегчения сварки в разных положениях применяются способы:
Чтобы избежать деформации детали после сварки, нужно правильно их собрать. По окончании прихватывания торцов металлоконструкция должна быть жёсткой.
Советы по выбору оборудования
До покупки аппарата нужно определить:
- какие работы требуется выполнять – для бытовых нужд достаточно приобрести небольшой инвертор, выдающий на выходе ток 190-200 ампер. Этого хватит для сварки листового металла, уголков, арматуры на даче или в гараже. Такие аппараты не требуют сети 380 вольт, удовлетворительно переносят просадки напряжения, их вес и габариты позволяют работать на высоте;
- толщины свариваемых деталей – чтобы соединять толстые заготовки, требуется профессиональное оборудование. На выходе потребуется большой ток – более 200-250 ампер. Особенно это важно для длительных операций: наплавок, создания габаритных конструкций. Но мощные аппараты вынудят оборудовать участок промышленным электрощитом с напряжением 380 В;
- требуется ли универсальный аппарат – если впоследствии нужно будет использовать аргонодуговую или полуавтоматическую сварку, то есть смысл обратить внимание на комбинированные инверторы: такие, которые позволяют подключать соответствующие горелки и газовое оборудование. Они стоят дороже, но позволят окупить себя благодаря выполнению множества вида работ.
Совет: рекомендуется приобретать аппараты фирм, зарекомендовавших себя на рынке. Важен срок гарантии производителя. Ряд компаний уверяет, что их продукция способна прослужить до 5 лет.
При покупке нужно обратить внимание на дополнительные функции:
- Форсаж дуги – при скачках напряжения электроника самостоятельно увеличивает величину тока, уменьшая вероятность залипания электрода.
- Защита от перегрева – внутри корпуса установлен датчик, отключающий аппарат при приближении температуры к критической. Благодаря этому предотвращается повреждение электронных элементов.
- Горячий старт – облегчает зажигание электрода. В момент прикосновения к детали сварочный ток на короткое время увеличивается выше установленного значения, а затем уменьшается до нормального.
В комбинированных аппаратах число настроек может быть большим, но они касаются других режимов. В них имеется переключатель:
- MMA – обозначение ручной дуговой сварки (РДС);
- MIG – режим полуавтомата (ПА);
- TIG – аргонодуговая сварка (АДС).
В режиме РДС переключатели, касающиеся иных способов (ПА, АДС), работать не будут.
Получение качественных швов с применением РДС возможно при соблюдении технологий сварки. Нужно правильно подготовить детали: разделать кромки, подобрать тип и диаметр электродов, установить величину тока. Один из признаков хорошего шва – быстро отслаивающаяся шлаковая корка. В некоторых случаях она сама отделяется от поверхности после остывания. Сам шов должен быть чистым: без свищей, пор и подрезов.
Ручная дуговая сварка
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
Рисунок 1. Схема сварки покрытым металлическим электродом
Электрод состоит из электродного стержня и электродного покрытия (см. рисунок 1). Электродный стержень – сварочная проволока; электродное покрытие – многокомпонентная смесь металлов и их оксидов. По функциональным признакам компоненты электродного покрытия разделяют:
- Газообразующие:
- защитный газ;
- ионизирующий газ.
- для физической изоляции расплавленного металла от активных газов атмосферного воздуха;
- раскислители;
- рафинирующие элементы;
- легирующие элементы.
Техника выполнения шва и режим сварки
Зажигание сварочной дуги
Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, типа сварного соединения, положения шва в пространстве и др.
Зажигание (возбуждение) производиться двумя способами. При первом способе электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят верх на расстояние 25 мм. Второй способ напоминает процесс, зажигая спички. При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере. После этого сварку ведут в нужном направлении.
Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
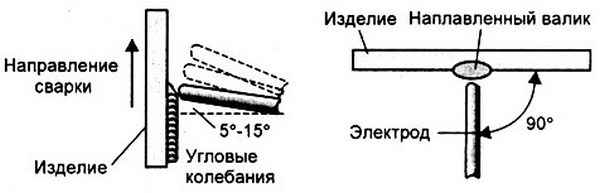
Положение и перемещение электрода при сварке
Положение электрода зависит от положения шва в пространстве. Различают следующие положения швов: нижнее, вертикальное и горизонтальное на вертикальной плоскости, потолочное. Сварку вертикальных швов можно выполнять сверху вниз и снизу вверх.
При сварке в нижнем положении электрод имеет наклон от вертикали в сторону направления сварки. Перемещение электрода при сварке может осуществляться способами "к себе" и "от себя".
При отсутствии поперечных колебательных движений конца электрода ширина валика равна (0,8 - 1,5) d электрода. Такие швы (или валики) называют узкими, или ниточными. Их применяют при сварке тонкого металла и при наложении первого слоя в многослойном шве.
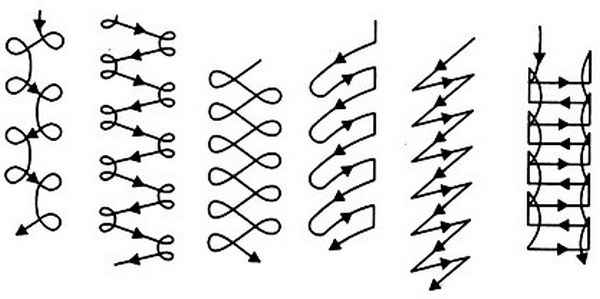
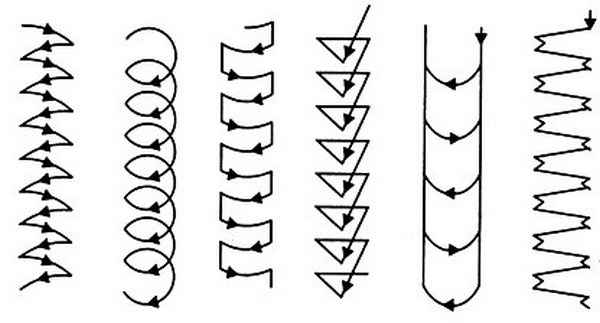
Получение средних швов (или валиков), ширина которых обычно не более (2 - 4) d электрода, возможно за счет колебательных движений конца электрода. Основные варианты колебательных движений конца электрода показаны на рисунке 2.
Рисунок 2. Основные виды траекторий поперечных колебаний конца электрода
Порядок выполнения швов
В зависимости от длины различают короткие (250 300 мм), средние (350 1000 мм) и длинные (более 1000 мм) швы.
В зависимости от размеров сечения швы выполняют однопроходными или однослойными, многопроходными или многослойными. Однопроходная сварка производительна и экономична, но металл шва недостаточно пластичен вследствие грубой столбчатой структуры металла шва и увеличенной зоны перегрева. В случае многослойной сварки каждый нижележащий валик проходит термическую обработку при наложении последующего валика, что позволяет получить измельченную структуру металла шва и соответственно повышенные механические свойства шва и сварочного соединения.
Расположение слоев при многослойной сварке бывает трех видов наложения; последовательное каждого слоя по всей длине шва, "каскадным" способом и способом "горки". Оба последних способа применяют при сварке металла значительной толщины (более 20 25 мм). При выполнении многослойных швов особое внимание следует уделять качественному выполнению первого слоя в корне шва. Провар корня шва определяет прочность всего многослойного шва.
Подбор силы тока и диаметра электрода
Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, а также температуру окружающей среды. При учете всех указанных факторов необходимо стремиться работать на максимально возможной силе тока.
Таблица 1 - Выбор диаметра электрода при сварке стыковых соединений
Толщина деталей 1,5-2,0 3,0 4,0-8,0 9,0-12,0 13,0-15,0 16,0-20,0 более 20 Диаметр электрода 1,6-2,0 3,0 4,0 4,0-5,0 5,0 5,0-6,0 6,0-10,0 Таблица 2 - Выбор диаметра электрода при угловых и тавровых соединений
Катет шва 3,0 4,0-5,0 6,0-9,0 Диаметр электрода 3,0 4,0 5,0 Силу сварочного тока определяют по формуле
где dэ - диаметр электрода (электродного стержня), мм;
j - допускаемая плотность тока, А/мм 2 .Таблица 3 - Значения допускаемой плотности тока в электроде
Вид покрытия Допускаемая плотность тока j в электроде, А/мм2, при диаметре электрода dэ, мм 3 4 5 6 Рудно-кислое, рутиловое 14,0-20,0 11,5-16,0 10,0-13,5 9,5-12,5 Фтористо-кальциевое 13,0-18,5 10,0-14,5 9,0-12,5 8,5-12,0 При приближённых подсчётах величина сварочного тока может быть определена по одной из следующих формул:>
где dэ - диаметр электрода (электродного стержня), мм;
k1,k2, α - коэффициенты, определённые опытным путём:
Как варить вертикальный и горизонтальные швы электросваркой
![]()
Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
Общие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.
Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
- 1-1,5 мм – короткий;
- 2-3 мм – нормальной длины;
- 3,5-6 мм – длинный.
О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.
Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0.5*1,1 Dэ, где:
- Ld – длина сварной дуги;
- Dэ – диаметр используемого электрода.
Управление электродом
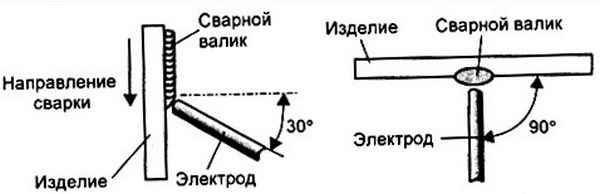
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Таблица соответствия тока, электрода, толщины металла
Сила тока, А Диаметр электрода, мм Толщина металла, мм 35-50 1,6 1-2 45-80 2 2-3 65-100 2,5 3-4 85-150 3 4-5 125-200 4 5-6 Выбирая скорость для перемещения дуги, следует учитывать ее мощность. Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
Движение электрода при сварке: способы ведения электрода, выбор оптимального угла наклона электрода
Чтобы получить сварочный шов высокого качества, рекомендуется проводить работу короткой дугой.
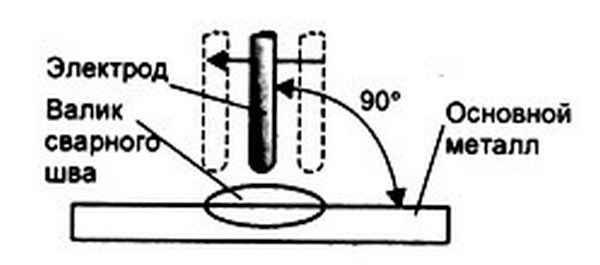
Если подносить электрод под углом 90 градусов к месту соединения, тогда, расплавляясь, он хорошо растекается и равномерно заполняет всю сварочную ванну.
Необходимо соблюдать оптимальный угол наклона электрода. Если варить с очень острым углом, то не удастся прогреть основной металл. В этом случае шов получится малой ширины, но высокий. Края будут непроваренными, что снизит прочность полученной конструкции.
Чтобы достичь высокой прочности соединения, необходимо проводить всю сварку с одной скоростью и поддерживать одинаковый угол наклона. Тогда присадочный материал равномерно заполнит все необходимые пустоты, что обеспечит высокое качество шва.
Однако бывают случаи, когда изменение наклона необходимо. Примером может быть сварка труб.
В процессе сварки не нужно сильно напрягаться, не стоит сильно сжимать ручку держателя, движения должны быть свободными.
В финале работы для предотвращения образования кратера нужно приподнять конец электрода.
Способы ведения электрода
- По ломаной зигзагообразной линии. Таким способом можно соединять заготовки без наличия скоса кромок. Используется при сварке изделий, толщина которых не превышает 6 мм. Высококачественные швы выходят, если проводить работу встык и в нижнем положении.
- Круговые или эллипсоидные движения. Данный способ используется для соединения конструкций из легированных сталей, при этом шов должен находиться в вертикальном положении. Такой метод гарантирует хороший прогрев свариваемых деталей.
- Движения треугольником. Чаще всего используется при соединении труб с неповоротным стыком. Свариваемые детали должны быть толщиной более 6 мм. Данный метод позволяет тщательно проварить корень шва и гарантирует необходимый прогрев средней части шва.
Угол наклона электрода
Работу можно проводить, держа электрод под разными углами. На подбор угла наклона оказывает воздействие множество факторов: толщина соединяемых деталей, вид металл, положение конструкции в пространстве. Выделяют три основных метода ведения электрода.
Углом вперёд
При данном методе электрод располагается под углом от 30 до 60 градусов. Удаётся прикрыть сварочную ванну от попадания вредных газов, но при этом образуется значительное количество шлака. Если он попадает впереди шва, то его можно вытеснить расплавленным металлом.
Наклон уменьшают в случае, если формируется большое скопление шлака впереди сварочной ванны. В редких случаях можно доводить до перпендикулярного положения. К этому прибегают при чрезмерном скоплении шлака. В противном случае, он не успеет застыть и заполнит всю ванну, погасив при этом сварочную дугу.
Применяется данный способ, если необходимо обеспечить разогрев небольшой глубины основного материала для образования вертикального шва на швеллере, для проварки корневого шва толстых металлических заготовок.
Углом назад
Главным отличием от предыдущего метода является то, что электрод наклоняется в другую сторону. При таком способе шлак сразу выталкивается из сварочной ванны назад. Он должен следовать за электродом, накрывая собой расплавленный металл, чтобы тот равномерно остывал.
Данный метод используется для провара корневого шва толстых металлических изделий при сваривании угловых соединений труб.
Под прямым углом (90 градусов)
Сваривать соединения таким способом очень трудно, процесс требует определённых навыков от сварщика.
Применяется данный метод для работы в труднодоступных местах, где нет возможности установить другой угол наклона. При таком способе удаётся достичь средней глубины провара металла.
Какой бы угол наклона ни был выбран, необходимо соблюдать баланс положения шлака в сварочной ванне. Он не должен сильно отставать от электрода, но и не должен скапливаться впереди в большом количестве.
Расстояние между электродом и свариваемой деталью
Важным параметром является то, на каком расстоянии находится электрод, так как это отразится на качестве полученного шва, его размерах и форме, а также шероховатости.
Электрическая дуга может быть:
- очень короткая;
- короткая;
- средняя;
- длинная.
Идеальная длина сварочной дуги 2-3 мм.
Работать электродом на очень малом расстоянии рекомендуется для сваривания корневых швов толстых заготовок. При этом нет необходимости проводить поперечные колебательные движения. Устанавливается средняя или максимальная сила тока.
Дуга является короткой, если расстояние до свариваемого участка составляет половину от диаметра используемого электрода. При работе на такой дистанции увеличивается глубина проплавления заготовок, а ширина шва уменьшается. Короткую дугу активно применяют для вертикальной сварки.
Длина средней дуги равняется толщине используемого электрода. В этом случае возрастает напряжение, и существенно расширяется шов.
Длинная дуга составляет 150% от диаметра выбранного электрода. Проводить работу на таком расстоянии нежелательно, так как шов получается значительно шире, сокращается глубина проплавления, возникает разбрызгивание раскалённого металла.
Техника выполнения сварных швов
![Техника выполнения сварных швов для начинающих]()
Техника выполнения сварных швов для начинающих
Под техникой выполнения сварных швов подразумевается ряд важных процессов, начиная с инициализации сварочной дуги и заканчивая её разрывом. Зажигание и удержание дуги — это один самых сложных моментов для начинающих сварщиков.
Зажигание и повторное возбуждение сварочной дуги осуществляется каждый раз при обрыве. Порой новичку сложно удержать правильную длину дуги и повторно поджечь электрод из-за того, что он так и норовит прилипнуть к металлу.
Возбуждение сварочной дуги может происходить двумя способами: чирканьем и постукиванием конца электрода о металл. При этом движения электродом должны быть легкими с его моментальным отводом вверх на расстояние в 2-4 мм.
Какую длину сварочной дуги удерживать
Особое внимание при сварке необходимо уделять правильной длине дуги. Именно длина дуги формирует характеристики будущего шва, влияет на его свойства и внешний вид. Можно смело сказать о том, что именно от длины сварочной дуги во многом и зависит качество сварки.
![Какую длину сварочной дуги удерживать]()
Короткая дуга позволяет получить высококачественное сварное соединение. Достигается это благодаря тому, что при короткой дуге металл проходит минимально возможный отрезок времени, попадая максимально быстро в сварочную ванну.
Таким образом, при короткой дуге наплавленный металл не успевает окисляться и азотироваться. Однако чрезмерно короткая дуга может стать причиной прилипания электрода к металлу, и это требуется учитывать при возникновении данного рода проблемы.
Чем плоха длинная сварочная дуга
На длинной дуге электрод горит с характерным треском. Горение дуги нестабильное, дуга грозит оборваться в любой момент. Тут же возникает риск возникновения прожогов, а также заметно портится качество сварного соединения, шов получается бесформенным и некрасивы.
![Какую длину сварочной дуги удерживать]()
Поэтому варить лучше всего на короткой дуге, длина которой не более 4 мм.
Повторное возбуждение сварочной дуги
Как видно, длина сварочной дуги сильно влияет на качество сварки и сам процесс. Если в момент сварки дуга погасла, то её нужно тут же повторно инициализировать. При этом чтобы не испортить внешний вид сварного соединения и не навредить его характеристикам, следует использовать специальную технику повторного возбуждения сварочной дуги.
![Повторное возбуждение сварочной дуги]()
Для этих целей достаточно поджигать сварочную дугу начиная с передней кромки кратера. Как только сварочная дуга инициализирована, она тут же переносится на противоположную кромку, где был недавно наплавлен металл, а затем опять возвращается вперед, по направлению в сторону сварки.
![Техника выполнения сварных швов]()
Такой подход к повторному розжигу сварочной дуги позволяет сохранить прочность и надежность соединения, а также не навредить внешним характеристикам шва. В противном случае, на соединении появятся высокие наплывы или наоборот, останутся углубления, которые испортят весь внешний вид сварного соединения.
Положение и перемещение электрода при сварке
В процессе сварки электродом осуществляются поступательно-колебательные движения в сторону сварочной ванны. При этом важно сохранить одинаковой скорость перемещения электрода и длину сварочной дуги. Скорость движения электрода должна быть такой же самой, как и скорость его плавления.
![Положение и перемещение электрода при сварке]()
Скорость плавления электрода зависит от таких параметров, как диаметр электродного стержня, величина сварочного тока и вид соединения. Чем быстрей скорость плавления электрода, тем меньше выпуклость сварного шва.
![Техника выполнения сварных швов для начинающих]()
И наоборот, неровный сварной шов с большой выпуклостью говорит о чрезмерно низкой скорости перемещения электрода при сварке.
Читайте также: