Сварка полипропиленовых труб феном
Обновлено: 18.05.2024
Строительный фен (или термофен) является востребованным инструментом при осуществлении различных ремонтных работ. В круг его возможностей входят сушка, пайка, сваривание, нарезка и изгиб материала. Но потенциалы его применения значительно обширнее. Находчивый человек способен придумать массу возможностей применения данного инструмента, поскольку современный термофен для сварки пластика даёт возможность производить работы различной сложности за короткий промежуток времени. Даже недорогие образцы способны помочь произвести простой ремонт ПВХ труб в жилище, не говоря уже о специализированных строительных (технических, промышленных) устройствах, предназначенных для выполнения крупномасштабных работ.
Особенности
Процедура пайки строительным феном сопряжена с большой затратой энергоресурсов, потому как мощность нагревателя порою достигает 2,5 кВт. Это способствует высокой производительности – 300-400 л/мин. Поток разогретых воздушных масс оказывает воздействие на большую площадь, что порой неудобно при необходимости воздействия на определённую точку. В связи с этим сварку пластика посредством фена осуществляют с использованием насадок для быстрой пайки, которые дают возможность подать присадочный материал прямиком в область соединения.
Виды фенов и насадок
Ручные термофены для пайки полимеров бывают 2-х видов:
Конструкция у них одинаковая, различия лишь в возможностях и вспомогательных функциях.
Промышленные устройства имеют большую мощность и высокую температуру разогрева воздуха. Посредством их, к примеру, выполняют сборку крупных трубопроводов. Более того, подобные устройства практикуются в связке со специализированной паяльной установкой.
В домашних условиях вы едва ли станете использовать подобное оснащение, к тому же оно очень дорогое.
Бытовые сварочные фены функционируют от простой розетки и разогревают воздух до 600° C. Таким образом, с их помощью можно сделать следующее:
- отремонтировать ПВХ трубы на дачном участке;
- восстановить лопнувший пластмассовый бампер на собственном автомобиле и т. д.
Бытовые приборы малогабаритные и лёгкие, не отнимают много пространства и довольно экономны в вопросе потребления электрической энергии.
При реализации фена он комплектуется разными насадками. Их другое наименование – сопла либо форсунки. Зачастую для работы комплекта не хватает, но приспособления можно докупить отдельно. Большой выбор увеличивает возможности применения термофена посредством изменения мощи и формы потока воздуха.
Рассмотрим особенно используемые насадки:
- Круглая фокусирующая требуется для неконтактной пайки медных трубок. Присадочный материал (прутки, изготовленные из полиэтилена либо пропилена) для пластика дают возможность запаивать щели во всевозможных конструкциях, наклеивать мебельный шпон.


- Плоская – посредством её убирают старую шпатлёвку либо лакокрасочное покрытие, остатки облицовочных материалов.


- Рефлекторная прогревает пластиковые трубы перед их загибом.


- Шлицевая (щелевая) требуется для пайки изделий из поливинилхлорида.
- Режущая (резная) требуется для вырезки разнообразных фигур из пластмассы.


- Сварное зеркало практикуется при стыковом способе пайки полимеров.
- Сварная насадка предназначена для соединения сварных кабелей.
Насадка подбирается исходя из планируемой работы с термофеном.
Сопло для пайки пластмассы
Выполнить ремонт изделий из пластика значительно проще, нежели из металла. Для этого не требуется большая температура, использование трансформаторов. Достаточно задействовать промышленный термофен и верно подобрать вспомогательные компоненты.
Для пайки предметов из пластика сгодится специализированное плоское V-образное сопло. Оно оснащается сварочным прутком, который является припоем. Структура прутка должна быть такой же, что и соединяемый материал.


Насадка – сварочный наконечник
Он состоит из 2 трубок, соединённых под углом. По одной трубке идёт разогретый воздушный поток в рабочую область, по другой – размягчённый сварочный пруток. Его структура полностью совпадает с материалом свариваемого предмета.


Сопло для фена
Сопло являет собой трубку с разным сечением, становящуюся к выходу уже. Благодаря этому возрастает скорость и давление выходящего разогретого воздушного потока.
Можно практиковать для разогрева труб из поливинилхлорида перед загибом, наклеивания предохранительной и клеящей ленты либо шпона, сваривания деталей.


Насадка для оформления швов промеж полотен
Для пайки линолеума практикуют насадку, оснащённую держателем для ленты из полимерных материалов, посредством которой и осуществляется сварка.
Сферы применения
В настоящее время термофен с насадками практикуется как в домашних условиях, так и на больших предприятиях для решения различных задач. Один инструмент не в силах исполнять большинство функций, однако с комплектом насадок устройство становится многофункциональным и применяется:
- для соединения и обработки швов;
- заделки трещин, деформаций, неровностей;
- спаивания предметов из плёнки на базе полимеров, пластика с иными материалами;
- работ по устройству кровель;
- монтажных, демонтажных, восстановительных работ в автомобильной сфере.
Помимо указанных выше мероприятий, термофен с насадками может выполнить массу иных работ, где практикуются мягкие полимерные материалы и необходимо термическое воздействие.



Как паять своими руками
Надо сказать, что термофеном для пайки пластика не так легко работать, как может выглядеть со стороны, поскольку у полимеров температура плавления различается. У поливинилхлорида она составляет 150-220° C, у полипропилена – 160° C.
Отступление в какую-либо из сторон повлечёт непровар стыкового соединения либо перегрев, что равным образом неудовлетворительно скажется на качестве окончательного результата.
Новичкам желательно попробовать спаять какой-нибудь черновой материал.
Для осуществления пайки термопластичного полимера понадобятся:
- сам термофен;
- ряд сопел к нему;
- сварочный пруток (лента).
От верно подобранного сопла на фен находится в зависимости надёжность выполненного соединения. Для пайки толстых предметов желательно применять насадку диаметром 5-8 миллиметров.
Имейте в виду, что не все термофены комплектуются нужным количеством сопел, поэтому потребуется их докупать.
Припой представляет собой специальные прутки полимера, которые при нагревании плавятся и заполняют собой пространство промеж соединяемых заготовок.
Наряду с этим края деталей также плавятся, что ведёт к спаиванию элементов в одно целое. Стык выходит крепким благодаря молекулярным связям припоя с пластмассовыми заготовками. Под любой тип пластика потребуется искать свой тип прутка.


Следует приготовить определённый вспомогательный инструментарий и материалы для пайки. Понадобится напильник либо наждачка, растворитель, ножик для обрезки лишнего припоя после его затвердевания.
Процесс пайки:
- Первым делом, как говорилось ранее, подбирают прутки пластика под материал спаиваемых деталей, дополнительно настраивается режим температуры пайки. Для этого требуется точно знать разновидность пластика. Обозначение, как правило, находится с оборотной стороны изделия.
- Выполняют зачистку сопрягаемых областей наждачкой либо напильником, а при необходимости используют растворитель.
- Затем в область пайки вставляют пруток. Вся область разогревается феном, принимая во внимание температуру плавления. Следует выдержать нужное время, чтобы припой и края деталей как следует прогрелись. При этом необходимо одинаково греть оба изделия.
- После того как пластик под воздействием термофена станет плавиться, пруток вдавливают в область соединения. При применении промышленных термофенов практикуется специализированная машинка, посредством которой осуществляется уплотнение расплавленного прутка промеж пластиковых деталей. Под давлением машинки совершается уплотнение. Это укрепляет стык.
- После завершения работ, как только пластик охладится и будет прочным, необходимо срезать весь лишний материал до поверхности сопрягаемых деталей. Для этой цели, как правило, применяется специализированный серпообразный нож.
Если выполнить это трудно, в таком случае надо немножко разогреть место сопряжения тем же термофеном.
Только не перестарайтесь! Излишний нагрев пластика способен спровоцировать расслаивание.
Наглядный обзор пайки пластика термофеном на примере бака от стиральной машины представлен в следующем видео.
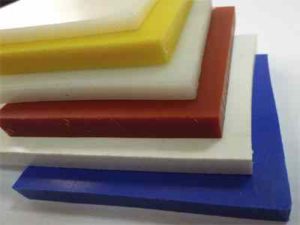
Фен для сварки листового полипропилена
Листовой полипропилен – современный конструкционный материал с отличными характеристиками. Он используется в строительстве как изоляционный материал, кроме этого из него делают бассейны, различные емкости, вентиляционные короба, используют для отделки индивидуальных очистных блоков.
Сварка полипропилена надежней механического крепления листов и склейки. Разогрев до температуры плавления обеспечивает прочность соединений, швы герметичны, не пропускают воду, не деформируются в процессе эксплуатации. Существует несколько технологий температурного соединения листового полимера, все они будут описаны ниже. Для этого применяется специальное оборудование, для работы с ним требуются определённые знания.
Свойства и виды полипропилена
Композитные и монолитные плиты создаются из полимерного материала, получают их путем прокатки, которые уплотняют пористую структуру, придают форму, создают гладкую поверхность. Основные характеристики листа:
- высокая прочность на разрыв, сжатие, кручение;
- низкий удельный вес, не более 0,92 г/см 3 ;
- небольшой коэффициент расширения, сохраняет однородность структуры в температурном диапазоне от +80 до -40°С;
- экологическая безопасность, не выделяет вредных компонентов;
- химическая нейтральность к агрессивным средам кислотной и щелочной природы;
- гидрофобность: материал не впитывает влагу;
- стойкость к ультрафиолету;
- диэлектричность.
Материал легко монтируется с помощью крепежа, поддается резке, фрезеровке, сварке, склейке. Лист выпускается трех видов:
- плотный – имеет гомогенную структуру;
- ячеистый – рыхлый, обладает шумоизоляционными свойствами;
- вспененный – используется как утеплитель.
Технология сварки
При температурном соединении не нарушается структура полимера, сцепление соединяемых деталей происходит за счет процесса взаимодиффузии. Сварка полипропиленовых листов заключается в разогреве стыка до вязко-текучего состояния. При выборе оборудования необходимо учитывать, что при медленном разогреве в местах соединений материал дает усадку, от этого страдает качество шва. Температура сварки зависит от вида инструмента. Для монтажа листов используется полиффузный метод, когда разогреваются стыки. Еще соединение делается с помощью экструдера. Разогреть полипропилен можно воздушным пистолетом (феном).
Имея необходимое оборудование, соединять листы можно своими руками.
Методы ручной сварки листового полипропилена

При монтаже используются два инструмента: сварочный экструдер для полипропилена и фен. Между свариваемых листов укладывается полипропиленовая проволока или пруток для сварки. Он выбирается по виду монтируемого материала, должен соответствовать ему по классу материала, виду изготовления.
Для сварки полипропилена феном нужен инструмент большой мощности, разогрев проводится в течение 5–10 минут. До этого необходимо подготовить поверхности соединяемых частей: зачистить их мелкой шкуркой, чтобы образовались неровности. Затем под углом 45°срезается кромка. Для непрерывной укладки прутка используется насадка, фен для сварки обычно ими укомплектован. Их недолго сделать из жести самостоятельно. В процессе стык разогревается до 180°С, поэтому феном для сварки полипропилена монтируют листы толщиной до 20 мм. Для листов свыше 16 мм применима сварка экструдером, это более надежный способ соединения. Инструмент разогревает лист до 270°С, он оснащен специальными насадками, которые применяются при монтаже сложных геометрических форм. Работать им необходимо быстро, чтобы лист не расправлялся. Если на агрегате две насадки, включать обе сразу не рекомендуется.

Принцип работы экструдера заключается в разогреве прутка до однородной консистенции, при этом одновременно разогревается стык и выдавливается экстрадированный полипропилен. Есть модели экструдеров, куда вместо прутка можно закладывать гранулы. Они размягчаются в пластификаторе и прессом подаются в рабочую зону. Получается очень качественный и прочный шов.
Автоматическая сварка
Для соединения листов созданы сварочные станки. Это оборудование для сварки создает ровный диффузный шов за счет касания стыка нагревательным элементом. Автоматический паяльник нужен при большом объеме работ. Температура регулируется в зависимости от структуры листа, на автомате можно производить сварку листов полипропилена толщиной от 16 мм.

Склеивание листового полипропилена
Изделия с неровными поверхностями скрепляют химическим способом. Этот метод применяется редко из-за того, что полипропилен – трудносклеиваемый материал, для него нужен специальный состав, традиционные смеси для пластика не годятся, необходимо обращать на это внимание. Клей бывает нескольких видов:
- термоактивный на основе полифенольных смол или двухкомпонентный, с отвердителем или твердеет при нагреве;
- термопластичный однокомпонентный, на упаковке обязательно указывается температура отвердевания.
Вторая проблема склейки – предварительная разметка всех деталей перед сборкой, любая ошибка приведет к большой потере материала, работу придется начинать заново. Метки делают на соединяемых частях с торцов, чтобы поверхность оставалась чистой.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
- Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
- Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
- Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать. Если присадка холоднее листа, образуются морщины в месте шва.
- Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
- Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.

Основные характеристики полипропилена
Данный материал получают в промышленности из макромолекул изотактического строения, а процесс образования полипропилена в виде листов заключается в следующем: расплавленный материал пропускают через валики. Для полипропилена характерно использование его при создании различных емкостей, труб большого диаметра, так же он обладает изоляционными свойствами и в этой области он также нашел активное применение.
Отметим основные характеристики, свойственные листовому полипропилену:
- Хорошо чувствует себя во влажной среде,
- Отличается механической прочностью,
- Материал устойчив к различным химическим веществам: щелочи, кислот, растворы солей.
- Не боится ультрафиолетовых лучей.

Еще одна важная особенность, характерная для полипропилена – это универсальность его монтажа. Этот материал можно разрезать и соединять разными способами. В настоящее время наиболее часто применяются следующие:
- Механический. Он предполагает применение крепежа. Стоит отметить, что конструкция, выполненная таким способом не будет отличаться высокими теплоизоляционными свойствами.
- Склеивание. Такой метод очень популярен, поскольку материал хорошо контактирует с механическими веществами, и клей никак не повредит его.
- Сварка листов полипропилена. Используя такой метод, вы получите качественное и прочное соединение, в этом поможет специальный инструмент для сварки полипропилена.
Технологии для сварки полипропилена
- сварка экструдером,
- сварка листового полипропилена феном,
- соединение полифузным методом (на подобие контактной сварки).
Рассмотрим подробно каждую из технологий.
Первый вид сварки основан на том, что используется специальный аппарат – ручной экструдер для соединения деталей. Прибор небольшой по размеру и в комплектацию его входят разноразмерные насадки.

Он хорошо подходит для соединения объемных деталей, которые имеют достаточно сложное строение. Например, сварка мембранной кровли очень часто осуществляется при помощи этого аппарата. Также он успешно применяется как аппарат для сварки пвх труб.
Чаще всего экструдер, использующийся для сварки полипропилена снабжен механизмом, отвечающим за подачу воздуха, посредством которого пластмасса в участке сварки нагревается и становится мягче.
Технология сварки полипропилена экструзионным способом должна производиться с обязательным условием: в зоне шва надо использовать добавочное вещество, в качестве которого обычно выступает полипропиленовая проволока. Горячий воздух нагревает поверхности деталей, подвергающихся сварке до вязкого состояния. Присадка, которая проходит через экструдер также становится горячей и перемешивается с основой до получения однородного вещества. Такой метод позволяет соединять очень толстые детали, например сварка мембранной кровли,а также материалы, толщина которых небольшая. Поэтому сварка листового полиэтилена также очень часто производятся по такой технологии.

сварка кровли экструдером
Следующий метод – сварка листового полипропилена феном. Важная и неотъемлемая составляющая выполнения этой технологии – поток нагретого воздуха (170°C-180°C).

строительный фен
Этот способ нашел свое применении в скреплении деталей, толщина материала которых не превышает показатель в 20 мм. Такие показатели характерны для полиэтиленовых листов. В связи с этим, становится понятно, что шов, образующийся в конечном итоге, не будет очень прочным. Поэтому сварка полипропиленовых листов с помощью фена может применяться только в том случае, если соединяемые детали – небольшие по размеру и которые в последующем использовании не будут подвергаться сильным нагрузкам.
Основное оборудование для полифузной сварки полипропилена – это специальные сварочные подвижные столы. На станок кладутся два листа, затем специальным прижимным устройством они хорошо фиксируются. Человек, выполняющий работу должен задать показатели толщины и длины элементов, которые будут свариваться. Далее концы листов плотно прижимаются к нагревательному элементу, когда достигается нужный температурный режим, этот нагревательный элемент выходит из зоны сварки, а раздвижные столы прижимают детали. В итоге получается очень надежный и качественный шов, который по своим техническим и эксплуатационным характеристикам является лучшим из получаемых другими методами.
Выводы
Таким способом можно соединять не только полипропиленовые листы, но и пвх пленки, листы пнд, детали из листового пластика.
Выбирать сварочный аппарат стоит исходя из того, какой материал вы соединяете и для чего свариваемые элементы будут применяться. Вы можете выполнить сварку своими руками и выбрать: фен, экструдер, а также произвести сварку полифузионным методом.
Одним из самых распространенных методов соединения полипропилена является его сварка. Такая технология является самой востребованной и эффективной, это объясняется термопластичностью и прочностью материалов. Сварка листового полипропилена происходит вследствие их соединения встык или под прямым углом. Для соединения также можно использовать экструдер, фен или стыковой сварочный станок.

Лист полипропилена: природа материала для заготовки
Данный материал производится путем выдавливания гранул вещества полимера из специальных отверстий. Такая технология позволяет получить в итоге лист любой длины и ширины. Сам лист полностью состоит из гранул. Покрытие такого материала может быть или глянцевым или матовым, если лист покрыт глянцем, то сверху накрывается пленкой.
Основными преимуществами полипропилена является:
- диэлектричность;
- достаточная гидрофобность;
- стойкость к стиранию;
- химическая прочность.
Благодаря особым характеристикам сварка листов полипропилена не представляет самой объемный процесс и отличается доступностью. Весь процесс сварки заключается в доведении краев материала до вязкого состояния и сильно прижатия друг к другу. Такой механизм поможет получить в последующем цельную деталь.
Диффузионная сварка
Перед началом работы, необходимо подготовить рабочее место и весь материал. Чтобы швы склейки были как можно ровными и незаметными, следует с полной серьезностью подойти к процессу и выбрать такой способ сварки, который будет для вас наиболее доступным и удобным. Одним из наиболее эффективных способов соединения листового полипропилена является диффузная сварка. Такой механизм соединяется на специально оборудованном сварочном станке.
Сварка полипропиленовых листов происходит с помощью укладки двух частей на станок и их фиксации. Концы листов будут прижиматься к нагревательному элементу. Для получения наилучшего эффекта листы следует нагревать продолжительное время. После достижения необходимой температуры, листы прижимаются с помощью фиксирующего механизма. Шов, который получается с помощью оборудования для сварки, будет являться самым прочным и надежным.
Очень важным при такой сварке является чистота и пониженная влажность воздуха в помещении, температура воздуха должна быть теплой. Одним из главных преимуществ шва будет не только его прочность, но и скорость получения качественного материала. Такой метод подходит для листов любой ширины, и дает возможность сваривать полипропиленовые листы в рулоны. При большом количестве работы, сварочный станок станет незаменимой вещью.
Сварка с помощью экструдера
Такой метод предполагает наличие особого инструмента – экструдера. Такой аппарат оснащен различными насадками, которые позволяют сваривать самые сложные и громоздкие конструкции. Огромным преимуществом есть и небольшой размер оборудования. Экструдер оснащен автоматической подачей теплого воздуха, что позволяет размягчать листы и избегать каких-либо повреждений при сварке. Работа таким методом предполагает оперативность в действиях, так как из-за высокой температуры (около 270С) возможна деформация около внутренних слоев полипропилена.

Такой процесс не требует выделения отдельного помещения и соединения возможно прямо на рабочем месте, благодаря компактности устройства. Шов, полученный с помощью экструдера, является вторым по прочности, после сварочного станка. Недостатком такого метода является необходимость соединять полипропилен одинакового состава, класса, в противном случае швы будут получаться непрочными и неравномерными.
Сварка листового полипропилена строительным феном

Для сварки листового полиэтилена феном, вам понадобится строительный фен большой мощности и тонкие
полимерные листы, а также полипропиленовая проволока (подобранная под размер и толщину листов, которые необходимо соединить). Важным является фактор подбора материала, листы и проволока должны состоять из одинакового класса материалов. Пренебрежение данного момента существенно повлияет на качество полученного шва и его прочность, так как фен не сможет одновременно довести до одинаковой нужной температуры разные виды материалов.
Для нормальной стыковки листов, их необходимо разместить на ровной поверхности и края обработать наждачной бумагой. Важным моментом подготовки является разделка кромок под углом 45.
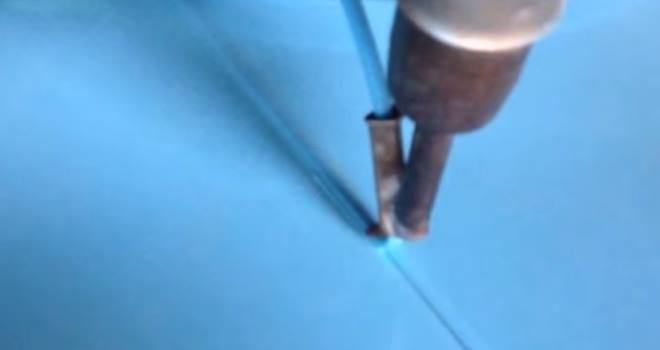
Процесс нагревания феном и расплавки прута занимает примерно от 5 до 10 минут. Далее идет сам процесс сварки. Пластиковый пруток вставляется в насадку сварочного фена и в процессе заполнения шва непрерывно подается в зону сварного шва.
После соблюдения всех процедур, соединенный материал можно использовать. Полученный шов, при сварке ПНД с помощью строительного фена, является менее прочным, чем при сварке станком или экструдером, однако такой метод будет идеальным для соединения материала с небольшой толщиной.
Склеивание полипропилена – очень трудоемкий процесс, требующий специальной подготовки. Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым. На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора. Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Главными рекомендациями при склеивании и сварке полипропилена своими руками будут:
Как правильно варить полипропиленовые трубы и фитинги
Как сварить полипропиленовые трубы, как их для этого подготовить. Особенности соединения в труднодоступных местах.

Полипропиленовые трубы
В процессе ремонта старый трубопровод все чаще заменяют полипропиленовыми трубами. Это обусловлено их износоустойчивостью, долгим сроком службы и несклонностью к коррозии. Простота и легкость монтажа дает возможность заменить водопровод, отопление или канализацию своими руками. Достаточно иметь специальный сварочный аппарат, комплект фитингов и сами трубы.
Как сваривать полипропиленовые трубы своими руками
Технология сварки полипропиленовых труб называется муфтовой, или раструбной. Соединение труб происходит не стык в стык, а с помощью фитингов – дополнительных проводников, которыми при температуре 260 градусов спаивают края труб.
Нарезка и обработка пластиковой трубы
При монтаже пластикового трубопровода возникает необходимость обрезать полипропиленовые трубы посередине или с концов, чтоб подогнать их по размеру и состыковать друг с другом. Существует несколько способов нарезки - для каждого требуется отдельный инструмент:
- Труборез аккумуляторного типа – представляет собой ножницы, снабженные электрическим приводом. Высокая скорость обрезки - их главное преимущество. На каждую трубу вы потратите около 5 секунд. Минус – ограничения в диаметре нарезаемой заготовки.
- Труборез роликового типа – принцип действия инструмента напоминает работу закаточного ключа для консервации. Срез инструментом получается ровным, без рваных краев. Им делают несколько оборотов вокруг трубы, потом подкручивают ролик из твердых сплавов и проворачивают еще несколько раз. Минус – невозможность применения, если труба прилегает вплотную к стене и ее нельзя снять.
- Профессиональные ножницы для разрезания труб из пластика – состоят из верхнего острого ножа и нижнего держателя. Пользоваться приспособлением легко – отметив нужную длину на трубе, кладете ее между лезвиями и обрезаете. Край будет ровный, без крошки и обрывков.
- Электрический лобзик – способ удобный, но может дать небольшой скос, поэтому трубку режут, несколько раз проворачивая.
- Болгарка любой мощности – обрезают пластик, не оказывая сильного давления, используют диск по металлу.
После обрезки торец полипропиленовой трубы обрабатывают шлифовальной шкуркой, чтобы удалить все возможные заусенцы и зацепки.
Как подготовить сварочный аппарат
- Сварочный аппарат должен быть установлен на специальной подставке – струбцине.
- Убедитесь, что контактные поверхности аппарата не имеют загрязнений. Если на них прилипли лишние частицы или пыль – тефлоновый слой очистите грубой тканью, смоченной в спирте.
- На датчике температуры выставьте 260 градусов.
- Подсоедините аппарат для сварки к электросети и нажмите кнопку включения.
- Нагревание происходит не более чем за 15 минут, в зависимости от окружающей температуры воздуха.
Температура пайки и время нагрева деталей. Таблица
После нарезки и разметки трубы готовы к сварке. Можно приступать к следующему этапу – нагреву деталей.
| Диаметр трубы, мм | Время нагрева, с | Время сварки, с | Время ожидания, мин. |
| 16 | 5 | 4 | 3 |
| 20 | 5 | 4 | 3 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 8 | 8 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 10 |
| 160 | 80 | 15 | 15 |
Инструкция «Как правильно варить пластиковые трубы»
В начале работы определитесь, в каком месте будет смонтирован трубопровод. Предварительно составьте план, чтобы избежать сваривания узлов на весу или в труднодоступных местах. Гораздо легче собрать конструкцию из полипропиленовых труб на столе, чтобы потом, не прилагая особых усилий, закрепить ее в отведенном месте.
- Включить аппарат и разогреть его до рекомендованной температуры. Если его используете в первый раз - после нагревания подождите еще 5 минут перед началом рабочего процесса.
- В сварочную насадку одновременно вставьте фитинг и конец пластиковой трубы. Они должны быть размещены в одной плоскости. Учитывая диаметр трубы, добавляем температуру и держим указанное в таблице время.
- Когда элементы нагрелись, их вынимают из сварочного аппарата и моментально соединяют. Затем неподвижно удерживают в течение рекомендованного времени.
- Сразу после остывания трубопровод можно использовать по назначению.
После спайки узел проверяют на проходимость, продув его воздухом или пустив через него воду.
Видео урок «Пайка полипропиленовых труб»
Технология сварки труб из ПВХ полипропилена
Работа с полипропиленовыми трубами требует соблюдения некоторых рекомендаций. Правильно установленное соединение герметичное и выдерживает высокое давление.
Сварка при отрицательных температурах
Сложно получить хорошее качество сварки при низких температурах. Производители труб из полипропилена не рекомендуют проводить сварочные работы при температуре воздуха ниже +5 градусов. При температуре ниже 0 пластик становится хрупким, спайка может быть негерметичной. Это приведет к протечкам или разрыву трубопровода. В холодное время года место, где проводится сварка, прогревают – устанавливают палатку с тепловой пушкой.
Можно ли варить изделия разных производителей?
Изготовители пластиковых труб делают акцент на то, что полипропиленовые изделия разных торговых марок спаивать нельзя. Трубы и фитинги разного производства могут отличаться по нескольким параметрам:
- допуском на диаметры;
- скоростью размягчения;
- цветовыми оттенками.
Попытка совместить разные по техническим характеристикам материалы приводит к трудностям при монтаже и становится причиной брака всей конструкции.
Стыковая сварка изделий большого диаметра
При прокладке магистралей сварка пластиковых труб большого диаметра (от 63 мм) производится стык в стык. Данный способ базируется на нагревании и расплавлении торцов труб, и их последующем соединении с достаточным усилием.
Важно, чтобы концы заготовок были идеально ровными. Это дает возможность получить спайку максимальной прочности, неразъемную и способную работать под высоким давлением.

Раструбная пайка соединений фитинг-трубопровод
Полипропиленовые трубы диаметром до 40 см варят специальным прибором ручного типа. Состоит из центрирующего устройства и насадок для фиксации заготовок. Концы отрезанного участка трубы зачищают напильником или шлифовальной бумагой. Аппарат разогревают, в него загоняют детали будущего трубопровода и спаивают. Все движения делают быстро и четко, пока материал разогрет до нужного состояния.
Обратите внимание, что при раструбной, или муфтовой спайке наружный диаметр трубы должен быть больше внутреннего диаметра не разогретого фитинга.
После сваривания выдерживают время, отведенное на охлаждение, не двигают и не переворачивают элементы во избежание деформации.
Как варить армированные трубы (плюс видео инструкция)
Армированные трубы применяют в системах отопления, прокладке «теплого пола» и горячего водоснабжения. Перед тем, как приступить к работе с участием армированных полипропиленовых труб, его подготавливают – зачищают алюминиевый слой шейвером. Это необходимо для того, чтобы в процессе эксплуатации при соприкосновении с водой алюминиевая фольга не разрушалась и конструкция не давала протечек.
Фитинг имеет такой размер, в который может войти труба без верхних слоев.
Сварка пластиковых труб промышленным феном
Промышленный фен для сварки полипропиленовых труб используют в нескольких случаях:
- для соединения двух отрезков трубы;
- для изготовления фасонной детали;
- для монтажа колена из отдельных элементов.
При пайке пластика строительный фен снабжают отражателем – насадкой со специальным покрытием, к которому не будет прилипать расплавленный материал.
Установив фен на поверхности стола, настраивают его на минимальный поток воздуха. Насадку нагревают до определенной температуры и прижимают к ней торцы обеих пластиковых заготовок. Сразу после размягчения полипропилена трубы соединяют друг с другом.
В таком положении совмещенные детали держат до 30 секунд. Этого времени хватает, чтобы они слиплись и затвердели.
В результате сварки строительным феном соединение получается прочное и надежное.
Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Приступать к сварке узла на весу можно, когда все элементы трубопровода собраны. Обычно она требуется при присоединении элементов конструкции к батареям, вводов водоснабжения. Тут обязательно нужен помощник, который будет удерживать сварочный аппарат, пока вы соединяете детали. Если напарник обладает определенными навыками, выполнять манипуляции можно по очереди.
Юлия Петриченко, эксперт
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление – замените элемент. Важно соблюдать постоянную температуру, перегревание труб из пластика при соединении в местах с ограниченным доступом приводит к потере ими формы и проблемам с дальнейшим монтажом.
Видео «Как варить трубы полипропиленовые в труднодоступных местах»
Нюансы пайки полимерных труб своими руками
Существует масса моментов, которые следует учитывать при работе с полипропиленовыми трубами. Их несоблюдение приводит к снижению качества соединения фитингов и трубок, протеканию и закупорке системы.

8 ошибок при сварке пластиковых труб
- Отклонение от правил монтажа пп изделий. Если труба введена в фитинг не до упора и между их стенками образуется зазор, то обычные нагрузки для такого соединения могут оказаться слишком высокими, что неизбежно приведет к протечкам.
- Сильный нажим при соединении элементов. При введении расплавленного края трубы в фитинг давление должно быть минимальным. Прилагаемое чрезмерное усилие приводит к образованию оплыва пластика внутри трубы, ее закупорке или снижению проходимости.
- Неправильно подобранный материал. Конструкция из пластиковых труб низкого качества даже при умелом монтаже будет недолговечна. Приобретайте полипропиленовые изделия только у проверенных поставщиков и хорошей торговой марки.
- Соединение труб разных производителей. Независимо от качества пластиковых труб, соединять элементы, изготовленные разными производителями, нельзя.
- Удаление оплывов в процессе сварки. Делать это не рекомендуют – любое движение до застывания пластика приведет к еще большей его деформации.
- Медленный темп работы. Полипропилен после разогрева остывает за считанные секунды, поэтому очень важно не отвлекаться и точными движениями за положенное время сцепить детали.
- Загрязненный сварочный аппарат. Перед началом работы тефлоновая поверхность прибора должна быть проверена и по необходимости очищена от прилипших остатков пластика или грязи.
- Остаток жидкости в трубе. Нельзя допустить попадания в трубу воды, при нагревании капли превратятся в пар, и соединение потеряет прочность.
Полезные рекомендации
При работе с полипропиленовыми трубами помните, что разогретый материал имеет очень высокую температуру. Примите меры предосторожности: наденьте робу и толстые перчатки, чтобы уберечь кожные покровы в случае попадания горячего пластика.
Ни один ремонт и строительство не обходятся без монтажа пластиковых трубопроводов. Выполняйте все работы согласно инструкциям и полипропиленовые трубы будут служить долго и надежно.
А как вы устанавливаете ППР трубы? Ждем ваших советов в комментариях.
Экспертиза - наружные сети
Сварка полипропиленовых труб: видео-инструкция, температура и время нагрева, технология пайки, как сваривать правильно пластиковые фитинги — версия для печати
Тонкости процесса сварки пластиковых труб

Пластиковые трубы – это отличный вариант, который подходит для замены водопроводной и отопительной системы. Их укладка напоминает скорее очень увлекательную игру, чем работу, а процесс сварки пластиковых труб во многом отличается от традиционных сварочных процессов.
Сваривание пластиковых труб – это нагрев краев деталей, которые сваривают до определенной температуры. Такой процесс выполняется при помощи специального нагревателя и соединения одной детали в другую на определенную глубину.
Кроме этого, пластиковые трубы имеют некоторые преимущества:
- долгий срок службы;
- небольшую массу;
- монтажные работы проводятся легко;
- невысокую цену;
- не поддаются коррозии.


Детали конструкции надевают на накладки, специально для этого выполненные. Они некоторое время нагреваются до нужной температуры, после этого детали снимаются с накладок и очень быстро соединяются, при этом их нужно плотно сжимать. Края конструкции спаиваются и образуют единое целое.
У процесса сварки пластиковых труб есть и свои недостатки. Главным из них является возможность образования наплывов внутри трубы. Они появляются в том случае, если температура слишком высока, а при сварке этого точно не избежать, поэтому нужно проводить все работы очень аккуратно.
Не подойдет и слишком низкая температура – в этом случае детали просто не смогут полноценно соединиться между собой. Получается, что очень сложно найти оптимальную температуру для пайки.
Инструменты
Чтобы выполнить сварочные работы, понадобится несколько инструментов.
- Оборудование для сварки. Это может быть специальный утюг, сварочный аппарат для пластиковых труб или обычный паяльник. Провести этот процесс можно даже горелкой или специальным пистолетом.
- Насадки для паяльника. Самые популярные из них – это модели с размером 20 мм.
- Специальные ножницы аккумуляторного типа, которые имеют электрический привод. Такой инструмент имеет довольно высокую скорость обрезки. С его помощью на обрезку трубы тратится буквально несколько секунд. Если объем работы небольшой, то можно использовать обычную пилу или нож. Также профессионалы используют специальные ножницы.
- Швейер – это инструмент для зачистки контура. Он понадобится, если изделие покрыто слоем алюминия.
- Фаскосниматель. Используется при плохом качестве контура. Он применяется для того, чтобы пластик не задирался. Однако если были применены специальные ножницы, то он не понадобится, так как с их помощью все выполняется довольно аккуратно.
- Холодная сварка понадобится в тех случаях, если где-то произойдет утечка, и необходимо быстро подварить на месте.
- Фитинги или муфты. Выбирают их в зависимости от того, какое применяется соединение.
- Рулетка с карандашом или маркером. Требуются для отметки мест отрезов и соединений.



Все инструменты можно приобрести в специализированных магазинах. Однако при выборе сварочного аппарата стоит учесть его высокую цену. Если он будет использоваться только один раз, то лучше взять его в аренду.
Как паять?
Чтобы правильно сварить пластиковые трубы своими руками, нужна инструкция. Для начала необходимо определить, где будет происходить монтаж трубопровода. Желательно составить план, чтобы узлы, которые нужно сварить, не располагались в труднодоступных местах. Легче всего будет собрать всю конструкцию прямо на столе, чтобы затем можно было закрепить ее в уже отведенном месте.
После этого нужно подготовить сварочный аппарат. Его необходимо установить на специальную подставку, которая называется струбцине. Затем следует убедиться в том, что его контактные поверхности не загрязнены. Если грязь все же есть, то нужно протереть ее тканью, смоченной в техническом спирте.


На температурном датчике необходимо выставить температуру в 260 С. После этого сварочный аппарат подключается к электросети, и нажимается кнопка включения. Затем его прогревают в течение 15-20 минут. При первом использовании необходимо подождать еще 5 минут. Трубу нужно отрезать при помощи специальных ножниц в отмеченном месте. Затем подбирается фитинг с диаметром нужного размера. В насадку для сварки необходимо вставить одновременно конец пластиковой трубы и фитинг – они должны быть в одной плоскости.


С учетом диаметра трубы температура добавляется и держится необходимое для этого время. После нагревания элементов их нужно вынуть из сварочного аппарата и сразу соединить. Затем нужно в неподвижном состоянии держать их рекомендованное время. Через час после этого трубопровод используется по назначению.
Когда спайка готова, необходимо проверить узел на проходимость. Для этого его продувают или пускают через него воду. Если пайка выполнена герметично, то она может выдержать высокое давление.
Сваривать трубы из полипропилена не рекомендуется при низких температурах.



Если температура будет ниже нуля, то пластик будет довольно хрупким, и спайка получится негерметичной, что может привести как к протечкам, так и к разрыву трубопровода. Чтобы этого не случилось, в месте проведения сварочных работ устанавливают в палатке переносную печку или тепловую пушку.
Сварка пластиковых труб с большим диаметром. Чтобы запаять изделия большого диаметра, размер которых более 63 мм, нужно делать пайку стык в стык. В этом случае спайка выполняется при помощи расплавления торцовых труб, а также соединения их с большим усилием. Нужно наблюдать за тем, чтобы все концы заготовок были идеально ровными. Таким образом, спайка получится максимально прочной и способной выдержать высокое давление.
Раструбная или муфтовая спайка. Пластиковые трубы, имеющие диаметр до 40 см, спаиваются при помощи специального прибора ручного типа. Он состоит из центрирующего устройства, а также насадок для фиксации заготовок. Конец отрезанного куска трубы зачищается или напильником, или наждачной бумагой. Сварочный аппарат разогревают и загоняют в него все детали будущего трубопровода, затем проводят спайку. Все необходимо делать быстро, пока материал имеет необходимую температуру.
Также нужно обратить внимание на то, что при раструбной спайке внутренний диаметр неразогретого фитинга должен быть меньше наружного диаметра трубы. После сварки выдерживается некоторое время, которое отведено на охлаждение, при этом нельзя двигать и переворачивать элементы, чтобы избежать деформации.
Сварка армированных труб. Такие трубы применяются для систем отопления. Перед началом работ необходимо зачистить слой алюминия при помощи швейера. Это делают для того, чтобы в самом процессе эксплуатации, соприкасаясь с водой, алюминиевая фольга не смогла разрушиться, а также не дала протечек.
Сварка полипропиленовых труб при помощи промышленного фена. Такой метод используется лишь в некоторых случаях. Например, чтобы соединить два отрезка трубы, изготовить фасонные детали, сделать монтаж колена из отдельных элементов. При соединении пластика промышленный фен снабжается отражателем, то есть насадкой, имеющей специальное покрытие. Это делается для того, чтобы расплавленный металл к нему не прилип.


Когда фен установлен на поверхности стола, его нужно настроить на минимальный поток воздуха. Насадку разогревают до нужной температуры и после этого прижимают ее к торцам обеих пластиковых заготовок. Когда полипропилен размягчился, трубы необходимо соединить. Детали держатся в таком положении приблизительно 30 секунд. После этого они прилипнут друг к другу и затвердеют. Такая сварка очень прочная и долговечная.
Сварка пластиковых труб в неудобных местах. Конечно же, на прямых прогонах трубы намного легче паять. Что касается труднодоступных мест, то во избежание неприятных моментов в процессе монтажных работ нужно собирать трубопровод прямо на поверхности стола. В тех случаях, когда необходимо спаять трубы в очень неудобных местах, например, под потолком или возле батареи, без помощи еще одного человека не обойтись.


Когда все части пластикового трубопровода будут собраны, можно приступать к соединению узла на весу. Здесь тоже необходим помощник, который будет держать сварочный аппарат, пока детали соединяются. Если помощник тоже имеет хоть небольшой опыт работы со сваркой, делать это можно попеременно, что немного облегчит работу.
Все нужно делать быстро и точно, а при малейшем искривлении сразу нужно заменить испорченный элемент. Самым важным моментом считается соблюдение температурного режима, ведь при перегреве пластиковых труб может произойти потеря формы, из-за чего могут быть проблемы при монтажных работах.
Советы
Начиная сварочные работы водопровода своими руками, нужно прислушаться к советам и рекомендациям специалистов. Они помогут машинальные движения при сварке превратить в обдуманный процесс.
Если сварочные работы проводятся первый раз, то необходимо перед началом монтажа пластиковых труб немного потренироваться. После резки труб останутся ненужные куски, которые вполне подойдут для тренировки. Делать все нужно так, как при полноценном процессе.
Тренироваться необходимо до тех пор, пока не набьется рука. Если будут использоваться фитинги, то можно спаять пару элементов с ними. Не стоит жалеть один или два фитинга для тренировки, ведь потом можно испортить целую трубу, что во много раз дороже.
Покупать материалы необходимо с небольшим запасом, так как их можно повредить еще до начала работ. Даже опытные специалисты не застрахованы от каких-либо форс-мажоров, что говорить о новичке. Поэтому пусть лучше какой-нибудь элемент останется после окончания работ.
Соединяя конструкции с небольшим диаметром, нужно следить, чтобы вследствие перегрева материала в середине не образовались наплывы. В этом случае проход может закупориться, и в системе произойдет прорыв воды. Поэтому перед запуском необходимо продуть водопроводные трубы воздухом.
Кроме этого, существует еще много случаев, когда несоблюдение правил может привести к подобным протеканиям или закупоркам в системе. Например, неправильное введение трубы в фитинг, то есть не до упора. В таком случае между стенками труб образуется зазор, и обычные нагрузки окажутся слишком большими, что может привести к протечке.
Также можно протестировать качество, надавив на трубу или на место соединения. Конструкция должна выдержать такой тест. Если не выдержит, то и в процессе эксплуатации она окажется недолговечной. Поэтому приобретать полипропиленовые трубы нужно только у поставщиков, имеющих хорошую репутацию – в этом случае можно не беспокоиться о том, что конструкция в итоге прогнется или сломается под напором.


Собрав всю систему, начинать ее эксплуатацию нужно не раньше, чем пройдет хотя бы один час. Такого промежутка времени будет достаточно для затвердения швов. Не стоит удалять оплывы, когда идет процесс сварочных работ – это приведет к еще большей деформации труб, при этом такой процесс уже будет необратимым. Полипропилен после его разогрева остывает довольно быстро, поэтому медлительность в сварочном деле неприемлема.
Необходимо следить за тем, чтобы вода не попала в трубу, так как, нагреваясь, она превратится в пар, а соединение при этом потеряет прочность. Разогретые пластиковые трубы имеют очень высокую температуру, поэтому обязательно нужно принимать меры предосторожности. Чтобы защитить свое тело, надевают робу и толстые перчатки – это убережет кожу от ожогов. Все действия должны быть аккуратными и выверенными.


Начиная сварочные работы, все стыкующие элементы нужно обязательно зачистить и обезжирить, иначе качественная сварка не получится. Делать это нужно непосредственно перед началом работ.
Производители полипропиленовых труб говорят, что спаять изделия, имеющие разные торговые марки невозможно, ведь и трубы, и фитинги отличаются друг от друга, поэтому совмещение материалов с разными техническими характеристиками может привести не только к трудностям монтажных работ, но и стать причиной брака конструкции.


В процессе разводки используются и трубы, и муфты, а также поворотники. Поэтому стоит знать, что трубы нагреваются с внешней стороны, а все остальные элементы – изнутри. Не стоит забывать это правило, иначе соединения будут недолговечными.
Изучив все тонкости процесса сварки пластиковых труб, можно с легкостью определить для себя, какой вариант процесса выбрать при укладе нового водопровода или отопительной системы. Сварить такие трубы будет по силе каждому, если дома имеется помощник. Для работы не нужна никакая сложная машина, ведь достаточно только рук и сварочного аппарата.
О том, как паять полипропиленовые трубы самостоятельно, смотрите в следующем видео.
Все о сварке и пайке полипропилена
Обращение с современными синтетическими материалами очень важно в повседневной технической практике. Знающий все о сварке и пайке полипропилена специалист либо домашний мастер существенно расширяет свои возможности. Необходимо обязательно разбираться, как паять ПВХ-трубы и листовой полипропилен, каковы должны быть время нагрева и температура, иные технические тонкости.


Сварка полипропилена, как и его пайка, сильно различаются в зависимости от того, нужно ли соединять трубы или листовой материал. Привлекательность сваривания труб вызвана тем, что такая процедура не требует специальных навыков и доступна даже начинающим мастерам. Вместе с тем необходимо учитывать виды труб и их основные характеристики.
В бытовой сфере применяются главным образом армированные конструкции, которые способны перенести сильный нагрев и контакт с довольно едкими веществами.
Известны 4 ключевых типа полимерных трубчатых изделий:




Армирование алюминием повышает надежность труб, но усложняет работу с ним. Перед сваркой (пайкой) упрочняющий слой потребуется зачищать или убирать особой насадкой.
Гораздо легче соединять трубы, усиленные стекловолокном. Важно знать и обозначения по номинальному напору:
- PN10 – только для холодной воды;
- PN16 – допускается применение для горячего водопровода;
- PN20 — для горячего водоснабжения и частных отопительных систем;
- PN25 – для разводки воды от мощных котлов и систем центрального отопления.




Мелкие полипропиленовые трубы паяют по раструбной методике. Трубы сечением от 6,3 см спаивают встык.
Критически важно при этом исключить проникновение нагретого полимера внутрь. Если он образует наплыв, нормальное движение воды окажется невозможно.
Хороший результат дает только соединение компонентов трубопровода из одной партии, потому что нагрев действует неодинаково на разное сырье.
Способы
Экструзионная сварка пластиковых труб подразумевает применение ручного экструдера, который обеспечивает эффективное присоединение деталей. Прибор сравнительно невелик. Выполнение работы обеспечивают разнокалиберные насадки. Такие приспособления отлично подойдут для стыковки масштабных деталей очень сложного внутреннего строения. Обычно экструдеры оборудуют механизмами подачи воздуха, который размягчает обрабатываемый участок.
Экструзионное соединение выполняется при одном непременном требовании: шов должен насыщаться дополнительным компонентом — чаще всего проволокой из того же полипропилена. При подаче горячего воздуха поверхностные части деталей нагреваются до такой степени, что они принимают вязкое состояние. Разогревается, конечно, и сама проволока. Присадка смешивается с основным веществом до однородного состояния.
Это метод пригоден не только при соединении труб для воды или металлопластиковых – для отопления, но и при формировании мембранных кровель, стыковке сравнительно тонких деталей.
Экструдер может использоваться еще и при соединении листового материала. Но для этой задачи также широко применяют обработку феном. Температура выбрасываемого воздушного потока должна составлять от 170 до 180 градусов по шкале Цельсия. Воздействие строительного фена пригодно для спайки конструкций толщиной не более 2-х сантиметров, включая типовые полимерные листы. Рассчитывать на особую прочность создаваемого шва не приходится, поэтому для ответственных и сильно нагружаемых изделий такой метод непригоден.
Полифузная методика подразумевает использование подвижных столов специальной конструкции. На один станок кладут по 2 листа. Особое прижимающее приспособление надежно зафиксирует их. Толщина и длина изделий должны быть заданы предельно точно. Когда это все определено, края листовых элементов придавливают к нагревателю, а сразу после достижения требуемой температуры выводят нагреватель из свариваемой зоны, одновременно придавливая детали — так получают превосходный шов.
Подобный метод пригоден не только для полипропилена, но и для:
- пленочного поливинилхлорида;
- листового полиэтилена малого давления;
- частей из листовых пластиков различных сортов и типов.
Пайка ПВХ-труб может исполняться встык либо внахлест. Стыковое исполнение не отличается особенной надежностью. Причина очень проста: его площадь крайне ограничена. В результате уже довольно скоро начинаются серьезные проблемы. Особенно это характерно для интенсивно применяемых отопительных систем — в них стыковые швы начинают легко расходиться.


Стоит отметить, что сваренный или спаянный внахлест полипропилен тоже иногда вызывает нарекания. Но обычно это обуславливается низким качеством самой работы. При должном старании опасаться каких-либо проблем не приходится. Полное соблюдение технологии формирует прочный и стабильный стык. Упоминания того, что якобы какие-то ведущие изготовители не применяют такого метода – банальная манипуляция.
Оборудование и материалы
Ручная сварка листов полипропилена, как уже говорилось, подразумевает применение специальных фенов и экструдеров. Наряду с этими инструментами в набор самодеятельного сварщика входит обязательно сварочный полипропиленовый пруток. Чтобы приготовить к свариванию два сегмента листа, их зачищают мелкими шкурками – только достаточно шершавая поверхность позволяет обеспечить прочную стыковку. Своего рода обязательным условием всего процесса оказывается и теплое сухое помещение, оснащенное электропроводкой.
Ручные аппараты можно применять в любом месте, даже при слабом техническом оснащении площадки. С их помощью можно уверенно работать с негабаритными конструкциями. На кустарных производствах и в практике сантехников широко применяются сварочные фены и экструдеры ручного типа.
В крупной промышленности доминируют сварочные станки автоматического либо полуавтоматического типа. Существует много компаний, занимающихся их производством.
Среди них преобладают изделия швейцарского бренда Leister. Неплохую конкуренцию лидеру рынка могут составить немецкие компании Munsch, Rothenberger, Forsthoff. Автоматическое оборудование для стыковки работает только в подготовленных заводских цехах, где чисто, сухо и тепло. Современная техника работает быстро и не оставляет сварочных швов на листах. Можно без труда с ее помощью соединять из листов рулоны общей длиной более 30 м; ширина обрабатываемых рулонов чаще всего составляет 3-4 м, но она может меняться в зависимости от ширины рабочего элемента.


Бытовые приборы для работы с полипропиленом на самом деле универсальны — они подходят еще и для ПВХ. Такое оборудование стоит довольно дешево. Иногда его оснащают термостатом, что позволяет точно задавать температуру. Но лишенные термостата модели наиболее выгодны экономически. Бытовой паяльник для полипропилена позволяет соединять трубы сечением не более 6,3 см, а общая мощность устройства ограничена 1000 Вт; предельное время работы – 3 часа за сутки.
Профессиональная техника находит применение, конечно, у занятых сваркой и пайкой полимеров постоянно. Она неизменно стоит дорого.
Помимо терморегуляторов, такая техника оборудуется экранами, продвинутыми микропроцессорами и прочими полезными устройствами. Относительно упрощенные версии профессиональных моделей можно приобрести за 50 условных единиц или сопоставимую сумму. Цилиндрический паяльник – частный пример профессиональной категории.
Название дано за специфическую форму нагревательной детали. Она изготавливается из меди. Подобное решение оптимально подходит для пайки самых труднодоступных труб. На базовый нагреватель нанизывают специальные насадки. Их диаметр точно соответствует тому или иному ходовому диаметру труб.
Мечевидные греющие платформы, как нетрудно догадаться, имеют плоскую продолговатую форму. На них предусматривается сразу 3 точки для крепления насадок. В результате можно успешно работать даже с трубами 3-х разных диаметров одновременно. Если платформа выполнена в виде символа U, то она будет потреблять сравнительно немного энергии. Гарантируется также успешная работа с трубами несходного диаметра, но не более 6,3 см.
Дисковые устройства (с блинообразным нагревателем) позволяют работать с насадками как небольшого размера, так и величиной более 7,5 см.
Число отверстий гибко варьируется. Мощность аппарата составляет минимум 2000 Вт. Хорошие пистолеты для сварки полипропилена и специальные муфты поставляют фирмы Elitech, а также AsPiPe, Wert, Candan, «Спец» и «Диолд».
Трубы цилиндрической формы обычно соединяют при помощи стержневых насадок. Их боковые участки включают отверстие и выступ на торце. Для изготовления такой детали применяют металл, покрываемый тефлоном, благодаря которому уменьшается прилипание горячего полимера. Насадка нагревается весьма быстро. Паяльные системы с плоским нагревателем обычно оснащаются парными насадками, закрепляемыми по обе стороны нагревателя; такое решение обеспечивает равномерность прогрева, быстроту нанизывания и демонтажа.
Технология
Типовая инструкция по диффузионной сварке своими руками гласит, что необходима максимально тщательная подготовка рабочей зоны и всего обрабатываемого материала. При соединении листов необходимо не просто положить их края на станок, но и обеспечить довольно большое время нагрева. Оптимальная технология подразумевает чистоту и сухость воздуха в комнате. Если нет станка, можно применить мощный строительный фен. Размер специальной присадочной проволоки подбирается сообразно габаритам и толщине соединяемых листов.
Важно: правильно соединить материалы получится лишь в том случае, когда листы и проволока сделаны из одинакового сорта полипропилена.
В противном случае прочность и стабильность стыка не гарантированы. Состыковать листы можно на ровных поверхностях после тщательной обработки краев наждаком. Кромки разделывают под углом 45 градусов. Обычно разогрев с помощью фена и плавление прута занимают приблизительно 5-10 минут, после этого начинается сам сварочный процесс.
Температура, при которой придется паять водопроводные или канализационные трубы в домашних условиях, не зависит от сечения самих соединяемых элементов. Она составляет приблизительно 260 градусов. А вот время сварки напрямую связано с толщиной стенки:
- при диаметре 75 мм – 25 секунд;
- при диаметре 160 мм – 55 секунд;
- при диаметре 200 мм – 60 секунд;
- при диаметре 250 мм – 75 секунд;
- при диаметре 400 мм – 120 секунд.
Если соединяемые участки находятся близко друг к другу или к частям, которые не надо соединять, сначала нагревают первую, а затем «ответную» зону. Первую греют дольше положенного обычно времени, а вторую – меньше, но до более высокого значения. Спаять в труднодоступном месте полипропиленовые трубы можно по уже известной технологии. В этом случае придется соблюдать максимальную точность, предельно тщательно соблюдать все размеры и углы – тут помогут угловые муфты на 90 градусов.
Трубы нарезают в размер ножницами типа «секатор» четко под прямыми углами. Если труба армирована, ее куда проще и легче нарезать болгаркой. Когда устройство приготовлено к работе, необходимо два фитинга (строго одновременно) надавливать на насадку. Разогретые заготовки надо извлечь и мгновенно ввести друг в друга до отмечаемой заранее карандашом метки. После того как выдержано определенное время на охлаждение, сразу берутся за следующий стык.
Как паять полипропиленовые трубы, смотрите далее.
Читайте также: