Полуавтомат из ручной дуговой сварки
Обновлено: 15.05.2024
Некоторые сварщики, имея несколько аппаратов для ручной дуговой сварки, задумываются о переделке одного из них в полуавтомат. Это возможно, но потребуются схемы, покупка дополнительных элементов, четкое понимание процесса. Рассмотрим, как на практике переоборудовать инвертор ММА в полуавтомат MIG.
Преимущества полуавтоматической сварки над РДС
Желание изготовить полуавтомат вместо сварочного аппарата РДС понятно, ведь у МИГ-сварки есть несколько значительных преимуществ:
- возможность создавать длинные, непрерывные швы;
- не требуется регулярно прерывать процесс для замены электрода;
- постоянное расстояние между концом сопла горелки и изделием упрощает управление сварочной ванной;
- высокая скорость сварки;
- отличная видимость происходящего в сварочной ванне;
- более равномерная чешуя шва;
- не нужно отбивать шлак, чтобы увидеть качество соединения.
Такие плюсы пригодятся при сварке дома, в гараже или небольшой мастерской. Конечно, возрастет себестоимость сварочных работ (потребуется покупать газ и проволоку), но это окупится за счет повышенной производительности.
Когда целесообразно переделывать инвертор в полуавтомат

Гораздо проще сразу купить заводской полуавтомат, у которого уже сбалансированы настройки, есть гарантия, все элементы подогнаны для совместной работы. Тем более, что для бытовых задач сварочные аппараты MIG стоят от 11000 рублей. Но, если такую сумму сейчас не получается выделить на покупку, можно попробовать сэкономить и переделать инвертор РДС.
Переделка единственного инвертора нежелательна, ведь может ничего не получиться и тогда вы лишитесь возможности варить этим аппаратом в любом режиме. Для ответственных конструкций самодельные полуавтоматы не подходят, поскольку проигрывают заводским версиям по качеству сварки (это связано с характеристиками тока, малым диапазоном скоростей подающего механизма).
За такую затею стоит браться тем, кто:
- имеет дополнительный инвертор, который послужит основой проекта;
- умеет паять и разбирается в электросхемах;
- будет применять полуавтомат для сварки неответственных конструкций.
Что необходимо для переделки инвертора в полуавтомат
Чтобы переоборудовать сварочный аппарат РДС в самодельный полуавтомат, понадобится докупить ряд элементов. Другие узлы придется изготовить самостоятельно. Рассмотрим их по-порядку.

Этот элемент лучше купить готовый, чем изготавливать самостоятельно. Хотя и существуют самодельные версии с деревянными ручками и изогнутой трубкой в виде сопла, но понадобится много доработок, а держать в руках такой инвентарь неудобно. Тем более, купить заводскую горелку для полуавтомата с хорошим качеством и эргономичной формой можно от 2600 руб. В ней уже будет: мундштук (токосъемный наконечник), сопло, кнопка для включения подачи, силовой кабель, канал для проволоки и канал для газа, защитная оболочка и разъем.
При выборе горелки для самодельного полуавтомата учитывайте максимальную силу тока. Она будет такой же, как и при ММА сварке выбранным аппаратом. Длина кабель-канала определяет маневренность сварщика. Для работы за сварочным столом или кондуктором достаточно 2.5-3 м. Сварка более крупных объектов, например теплицы или беседки, удобнее с длиной горелки 5 м.

Для полуавтоматической сварки понадобится баллон с защитным газом. Это может быть углекислота или смесь углекислоты с аргоном. Газ обеспечивает удаление воздуха из зоны сварки путем вытеснения. Вместимость баллонов бывает от 5 до 40 л — чем больше емкость, тем на дольше хватает газа при сварке. Но с увеличением объема возрастает и масса баллона, поэтому при регулярной транспортировке лучше купить баллон на 5-10 л.

Подключение шланга от полуавтомата к баллону выполняется через редуктор. Он позволяет настроить расход газа для полуавтоматической сварки и показывает остаточное давление в емкости. Сварочные редукторы бывают любительскими и профессиональными. Большинство продается со штуцером и накидной гайкой для присоединения шланга.

Для подачи защитного газа к самодельному сварочному аппарату MIG/MAG понадобится шланг. Длина газового рукава выбирается по личным нуждам. Для постовой сварки хватит 5 м. Если нужно перемещаться с полуавтоматом по просторной мастерской, то длинный шланг 10-15 м избавит от необходимости переставлять баллон с газом.
Узел необходим для контроля подачи защитного газа. Он электромагнитный и находится в закрытом положении. При нажатии на кнопку горелки, клапан открывается и пропускает газ. Отпускание кнопки ведет к закрытию прохода. Электроклапан продается в готовом виде в специализированных магазинах и относится к расходным элементам полуавтомата.
Питается он от напряжения 12 V, для чего необходимо предусмотреть подвод проводов. Проходная конструкция имеет два входа, расположенные напротив друг друга. Установите клапан на заднюю часть корпуса полуавтомата, чтобы облегчить подключение шланга от редуктора. Если имеете автомобильный газовый клапан, например от ВАЗа, можно сэкономить и использовать его. Принцип действия у них одинаковый.

Подающий механизм необходим для зажима проволоки и проталкивания ее в горелку. В продаже имеются готовые подающие устройства в сборе с камерой для катушки и электромотором, а также отдельно зажимающая механическая часть без электропривода. Купив их, сборка самодельного полуавтомата займет меньше времени.
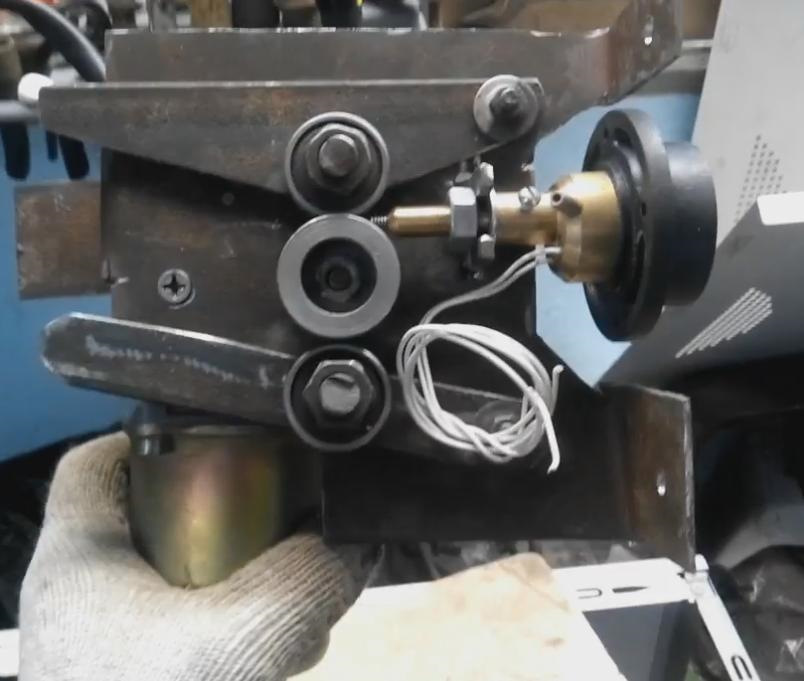
Если хочется максимально сэкономить, приобретите два направляющих ролика с канавками, соответствующие диаметру используемой проволоки. Понадобится металлическое основание с перпендикулярно установленной пластиной, на которой разместится подающее устройство.
Электроприводом послужит мотор от стеклоочистителей автомобиля, питающийся от напряжения 12 V. Просверлите в вертикальной пластине отверстие и разместите в нем вал электродвигателя. Насадите на ось один из роликов — он станет ведущим, поскольку будет вращаться непосредственно от мотора.
Второй ролик разместите на подшипнике с осью, расположенной на прижимной планке. Она должна опускаться так, чтобы ролики оказались друг над другом в одной плоскости. Притяжка планки болтом с пружинной создаст должный прижим и не позволит проволоке пробуксовывать. Сразу перед выходом подающего механизма установите металлическую трубку, которая будет выравнивать проволоку перед подачей в горелку. Между кассетой и роликами разместите две пластины с канавкой, играющие роль натяжителя.
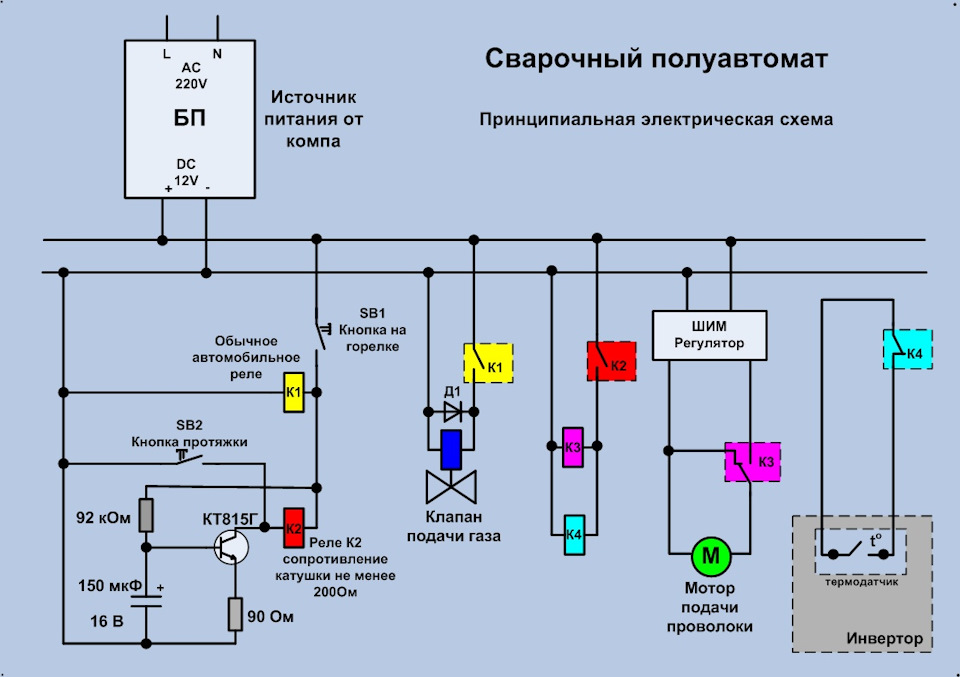
Чтобы управлять подачей проволоки кнопкой с горелки, понадобится:
- два реле 12 V от авто;
- конденсатор и транзистор;
- диод;
- шим регулятор мотора.
Работает это следующим образом:
- Сварщик нажимает кнопку на горелке.
- Первое реле открывает клапан для подачи защитного газа.
- Второе реле, вместе с конденсатором, запускает протяжку проволоки. Конденсатор необходим для задержки в срабатывании. Сперва он заряжается, а после открывается. Если реализовать электросхему подающего устройства без конденсатора, то газ и проволока стартуют одновременно, и в начале электрод будет сильно плеваться, ведь защитная среда еще не успела образоваться.
Для холостой протяжки проволоки при заправке предусматривают отдельную кнопку на корпусе подающего. Здесь питание запускается в обход газового реле. В корпусе на наружной стороне установите Евро-разъем горелки полуавтомата. Рядом разместите гнездо для подключения фишки питания от горелки, и от него разведите провода к электромотору, клапанам и реле.
В подающем механизме предусмотрите вал для закрепления катушки с проволокой. В качестве оси подойдет труба ПВХ диаметром 50 мм. Вес бобины бывает от 1 до 15 кг — чем больше, тем на дольше ее хватит. Но увеличение массы влечет рост габаритов. Для самодельного устройства рекомендуем оставить место под катушки весом до 5 кг. Этого достаточно для продолжительной сварки и не потребует крупного корпуса подающего узла. Внешний диаметр такой катушки всего 200 мм.

В самом инверторе ММА тоже необходимы изменения, чтобы он смог работать как полуавтомат. Дело в том, что инвертор для РДС сварки выдает падающую характеристику сварочного тока или мягкую. MIG сварка так не получится — нужна жесткая ВАХ (вольт амперная характеристика).
Чтобы получить жесткую характеристику, требуется стабилизация напряжения по току с шунта. Для этого в шим заводится обратная связь через делители и операционник.
Проще всего установить в сварочную цепь дроссель. Тогда получится сделать полуавтомат не только из инвертора с постоянным током, но даже из трансформатора.
Первый запуск самодельного полуавтомата
Когда все собрано, требуется провести испытания самодельного MIG аппарата. Первый пуск выполняется в такой последовательности:
- Включите инвертор в сеть 220 V.
- Установите катушку на ось и вставьте конец проволоки в натяжитель, а также между роликами.
- Выпрямите рукав горелки и включите холостую протяжку без газа.
- Когда конец проволоки показался из мундштука, остановите протяжку.
- Откройте газовый баллон и настройте расход на редукторе в пределах 6-11 л/мин.
- Подключите зажим массы к заготовке.
- Наденьте маску, наведите горелку на черновое изделие, нажмите кнопку.
- Отрегулируйте подачу электрода так, чтобы он не "протыкал" сварочную ванну, но и не плавился преждевременно в воздухе. К сожалению, при использовании электромотора от автомобиля доступна только ступенчатая регулировка.
- Настройте силу тока, чтобы ее хватало для проплавления без прожогов.
- Проварите шов, отпустите кнопку на горелке, оцените шов.
Сделать полуавтомат из инвертора вполне реально. Он пригодится на даче или в гараже, поможет выполнить большой объем работы быстрее. Но для серийного производства изделий лучше купить заводской полуавтомат или подающее устройство, совместимое с вашим источником тока.
На холостом ходу требуется напряжение 70-80 V. Это обеспечит легкий поджиг дуги. После возбуждения электрической дуги напряжение должно падать для безопасности сварщика, но не ниже 22 V, иначе сварка не получится.
Проверьте обмотку всех трансформаторов гальванической развязки осцилографом. Ищите отсутствие выплеска на экране — это является наиболее частой причиной сгорания транзисторов.
Не желательно, обезжирить можно и обычной канифолью. Если используете активный флюс, обязательно помойте потом место пайки.
Нет, не имеет. Бобина может вращаться на валу как в вертикальной, так и горизонтальной плоскости. Главное, чтобы ролики достаточно плотно сжимали проволоку и она не проскальзывала.
Из любого жестяного ящика, старой микроволновки, ящика для инструментов и т. д. Габариты конструкции определяют размер устанавливаемой катушки.
Обзор сварочного полуавтомата Своими руками. Финал.

Представляю Вам финальную версию своего сварочного полуавтомата или как сделать полуавтомат из сварочного инвертора ММА (сварка штучными электродами).
В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
В нашем случае хороший сварочный инвертор BRIMA ARC-250

Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.

2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.

3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
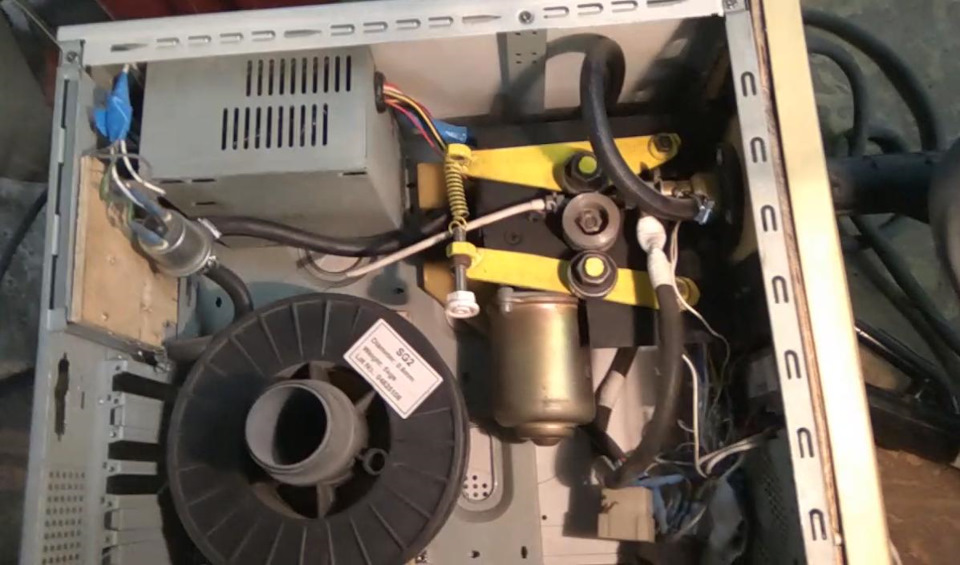


получилось довольно аккуратно)))
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.
Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
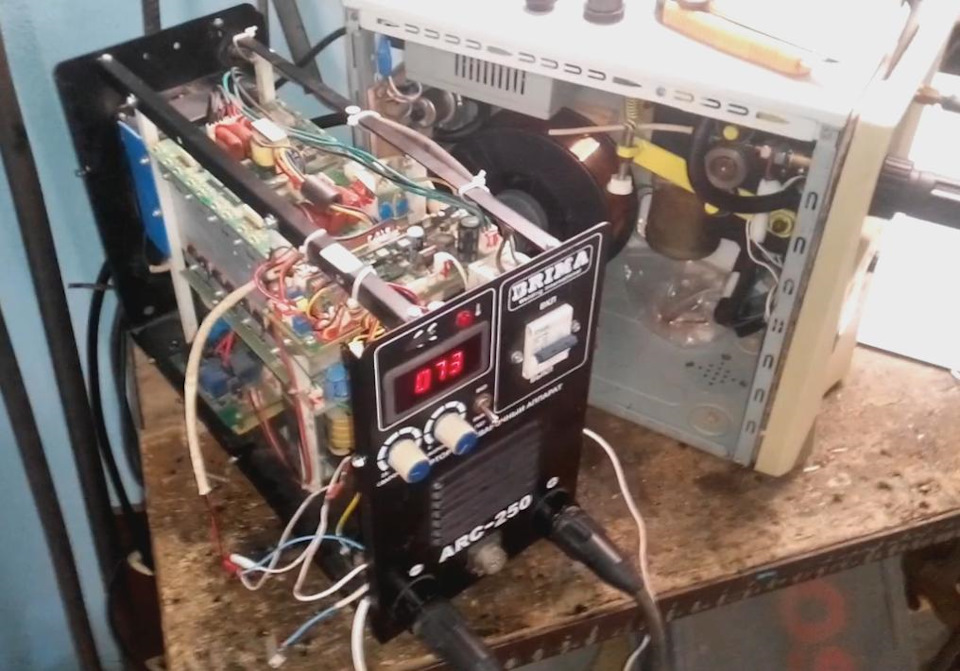
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:



Поскольку я сварщик "дипломированный" короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.

Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
Как сделать полуавтомат для сварки?

Оборудование
Изготовить сварочный полуавтомат своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.

Полуавтомат для сварочных работ.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата

Схема электрическая и устройство полуавтомата.
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Неправильная регулировка приведет к преждевременному оплавлению в атмосфере и вместо ванны гореть будет электрод. Естественно, данный случай полностью исключает возможность получения качественного и надежного шва.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.

Схема горелки полуавтомата.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления самодельного инвертора, в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Главное преимущество в нашем случае – отсутствие необходимости в приобретении рабочего устройства. Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.

Устройство подачи проволоки.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного функционирования инвертора. Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.

Принципиальная схема сварочного полуавтомата.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного своими руками из инвертора, устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.

Особенности устройства полуавтоматического сварочника.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
В случае правильной сборки и отсутствия каких-либо ошибок, самодельный прибор прослужит достаточно долго.
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Переделка инвертора в сварочный полуавтомат
Среди начинающих и профессиональных сварщиков сварочный полуавтомат инверторного типа является наиболее популярным устройством. Для первых он обеспечивает легкость в приобретении навыков сварки, вторым дает производительность и большой набор дополнительных настроек.
Полуавтоматическое сварочное оборудование может стать полезным практически для любого сварщика, но имеет довольно высокую стоимость. При наличии ручной дуговой сварки можно переделать ее в полуавтомат инверторного типа.

Отличие от ручной варки
Полуавтоматический сварочный аппарат изначально предусмотрен для работы с присадочной проволокой в среде защитного газа (инертного или активного). Его отличие от обычного аппарата ручной дуговой сварки заключается в наличии механизма подачи проволоки, газового баллона, специальной горелки и блока управления подачей газа и присадки.
Сам источник питания в виде инвертора ничем не отличается. Если механизм подачи встроен в корпус инвертора, то имеется дополнительный разъем для проволоки.
Поэтому у многих обладателей аппаратов ручной дуговой сварки со временем возникает желание расширить свои возможности и изготовить самодельный полуавтомат. Реализовать его можно очень легко. Имеется несколько вариантов реализации, какой выбрать, зависит от наличия средств, времени и желания.
Многофункциональные устройства

Часть производителей инверторов ручной дуговой сварки, учитывая желания покупателей, предусмотрели требуемые дополнительные разъемы. Они помогают максимально быстро переделать устройство в полуавтомат.
Некоторые модели инверторных аппаратов типа «Исток» на задней панели имеют клавишу переключения режима работы из ММА в MIG и разъем для управления включением/выключением инвертора. Механизмы подачи сварочной проволоки обычно комплектуются еврорукавом длиной 3 м с горелкой на одном конце и разъемом на другом.
Разъем позволяет подавать сварочную проволоку и защитный газ, кроме этого через него проходит кабель для подачи управляющих сигналов на электродвигатель протяжки присадки и подключения газа.
Имеется специальный кабель для подсоединения к инверторному аппарату. Его нужно присоединить к разъему, через который сварочный ток с инвертора поступал на электродержатель. Теперь, в полуавтомате, он будет поступать на MIG горелку.
Второй кабель питает механизм подачи от инвертора, если в нем предусмотрен соответствующий разъем, или от другого маломощного источника постоянного тока 12 В.
Перед работой на газовом баллоне выставляется требуемый расход газа, а на механизме протяжки скорость подачи присадки. На инверторе выставляется сварочный ток, величина которого зависит от толщины свариваемого металла.
Затем приступают к сварке. Как видим, превращение ручной дуговой сварки в полуавтомат не нуждается в переделках, достаточно прикупить недостающее оборудование. Единственный недостаток заключается в том, что инвертор будет с приставкой устройства протяжки.
Устройство протяжки
В более сложном случае изготовление полуавтомата заключается в переделке инвертора дуговой сварки и создании устройства протяжки из подручных материалов. Если приходилось делать ремонт инверторного аппарата, то можете смело осуществлять реализацию второго варианта.
В качестве корпуса для устройства протяжки полуавтомата инверторного типа идеально подойдет системный блок. Он довольно просто открывается, при этом вместительный и прочный.
Это позволит просто регулировать прижим роликов и устанавливать бобину с проволокой. В пользу системного блока и то, что в нем легко сделать отверстия в нужных местах, и имеется встроенный блок питания на 12 Вольт. Он нужен для питания привода протяжки присадки и газового клапана.
Для нужных крепежных деталей необходимо изготовить макеты встраиваемых комплектующих из подручных материалов и примерить внутри бокса. Убедившись в правильности выбранных макетов можно начинать изготовление крепежа.
Катушку для полуавтомата можно купить готовую или сделать самостоятельно. В производстве она очень проста. Диаметр щек должен быть 200 мм, а цилиндр, на который будет наматываться проволока, иметь диаметр 50 мм, чтобы можно было применить в виде оси пластиковую трубу с тем же номиналом.
Для механизма подачи потребуются два прижимных и один направляющий ролик, пружина. В качестве двигателя протяжки возможно применение электродвигателя от дворников. В качестве основания, на котором будут крепиться детали, нужно использовать металлический трехмиллиметровый лист.
В пластине в нужных местах сверлятся отверстия для крепления роликов и вала электродвигателя будущего полуавтомата. Так как один ролик прижимной, то отверстие для него сверлится продолговатой формы.
На него сверху будет давить прижимная пружина, усилие которой регулируется через винт. Ролик и подшипники монтируются с одной стороны пластины, а двигатель с другой. На вал двигателя насаживается подающий ролик.
Получившееся устройство устанавливается внутри системного блока так, чтобы место совмещения роликов и оси разъема MIG горелки находились в одной плоскости. Это предотвратит залом проволоки при протяжке. Для выправления присадки при разматывании перед роликами устанавливается трубка.
Узел управления
Для подачи газа и присадки в сварочный полуавтомата потребуются:
- 2 реле;
- диод;
- ШИМ регулятор;
- емкость с транзистором и сопротивлением;
- электромагнитный клапан;
- провода.

Клапан требуется для поступления газа в зону сварки. Все комплектующие можно приобрести на распродаже б/у запчастей.
Схемы управления в полуавтомате инверторного типа могут быть разными, но суть их проста и заключается в следующем.
При нажатии кнопки на горелке переключаются оба реле. Первое подает напряжение на клапан открывающий подачу газа.
Второе реле подает питание на электродвигатель подачи проволоки. Но его включение происходит немного позже из-за фильтра низких частот в виде RC цепочки образованной конденсатором и резистором.
Иногда требуется протяжка проволоки без подачи газа. Для этого случая предусматривается дополнительная кнопка, которая обеспечивает протяжку, минуя реле газа.
Самоиндукция с клапана снимается, если подключить диод. Чтобы запитать с инвертора MIG горелку, нужно установить рядом с евро разъемом дополнительный, через который и будет поступать ток.
При включении кнопки на горелке начинается поступление газа, через некоторое время подается присадка. Время задержки регулируется подобранными номиналами емкости и резистора. Пауза в полуавтомате инверторного типа необходима для защиты газом сварочной ванны от воздействия атмосферного воздуха.
При включении кнопки, напряжение поступает на емкость. Постепенно она заряжается, при достижении определенного значения происходит открытие транзистора, что вызывает включение реле.
Горелка

Горелку для сварочного полуавтомата инверторного типа тоже можно сделать самому, но проще приобрести недорогую модель с достаточной силой сварочного тока.
При самостоятельном изготовлении все равно потребуется евро разъем и подающий кабель, если хотим получить в результате сварочный полуавтомат эстетического вида. Кроме сварочного тока, нужно учитывать длину и гибкость шланга.
Чрезмерная мягкость шланга приводит к перегибу и соответственно к торможению проволоки. Хорошим дополнением является пружина или мощное резиновое уплотнение в местах соединения шланга с горелкой и разъемом. Это не позволит ему переломиться в данных местах.
Инвертор
Инвертор ручной дуговой сварки тоже требуется переделать. Хотя его можно использовать и без переделок, но качество сварки тогда будет ниже, чем у заводских сварочных полуавтоматических аппаратах. Все дело в вольтамперных характеристиках. Отличие незначительное, но оно сказывается.
Для устранения этих различий потребуется тумблер, три сопротивления, одно из которых переменное.
Для регулировки характеристики необходимо установить делитель перед шунтом, который управляет током. За счет изменения параметров делителя будет происходить корректировка. Тумблер нужен для переключения режима работы инвертора из ручной дуговой в MIG.
В результате доработки инвертора и самостоятельного изготовления устройства протяжки присадочной проволоки, получается сварочное оборудование полуавтоматического типа с хорошими параметрами. При этом экономите деньги и получаете массу удовольствия от того, что сделали все сами.
Если же приходится заниматься профессиональной сваркой, то лучше все же приобрести готовый полуавтомат. На сегодняшний день выбор этих устройств широк, и вполне можно подобрать бюджетную модель приемлемого качества.
Читайте также: