Полуавтомат сварочный ресанта не варит
Обновлено: 09.05.2024
Здравствуйте, помогите советом. Купил полуавтомат по рекомендации брата,у него такой же. В сравнении работы ощущение будто один цилинд не работает на машине. Отдал в ремонт по гарантии признали рабочим, вернули обратно. Тоесть что бы добиться похожего нужно выкрутить все процентов на 50-60. Дальше регулировка без особой разницы. Пробовали и от одной розетки. У него при нажатии кнопки 42 вольта у меня 65.
Не получается загрузить видео работы обоих аппаратов. У меня ресанта саипа 220 с электродуговой у брата без. Одна на полностью минималках стрекочет и хорошо варит моя же щелкает и разбрызгивает металл
Информация Неисправность Прошивки Схемы Справочники Маркировка Корпуса Сокращения и аббревиатуры Частые вопросы Полезные ссылки
Справочная информация
Этот блок для тех, кто впервые попал на страницы нашего сайта. В форуме рассмотрены различные вопросы возникающие при ремонте бытовой и промышленной аппаратуры. Всю предоставленную информацию можно разбить на несколько пунктов:
- Диагностика
- Определение неисправности
- Выбор метода ремонта
- Поиск запчастей
- Устранение дефекта
- Настройка
Неисправности
Все неисправности по их проявлению можно разделить на два вида - стабильные и периодические. Наиболее часто рассматриваются следующие:
- не включается
- не корректно работает какой-то узел (блок)
- периодически (иногда) что-то происходит
О прошивках
Большинство современной аппаратуры представляет из себя подобие программно-аппаратного комплекса. То есть, основной процессор управляет другими устройствами по программе, которая может находиться как в самом чипе процессора, так и в отдельных микросхемах памяти.
На сайте существуют разделы с прошивками (дампами памяти) для микросхем, либо для обновления ПО через интерфейсы типа USB.
Схемы аппаратуры
Начинающие ремонтники часто ищут принципиальные схемы, схемы соединений, пользовательские и сервисные инструкции. Это могут быть как отдельные платы (блоки питания, основные платы, панели), так и полные Service Manual-ы. На сайте они размещены в специально отведенных разделах и доступны к скачиванию гостям, либо после создания аккаунта:
Справочники
На сайте Вы можете скачать справочную литературу по электронным компонентам (справочники, таблицу аналогов, SMD-кодировку элементов, и тд.).
Marking (маркировка) - обозначение на электронных компонентах
Современная элементная база стремится к миниатюрным размерам. Места на корпусе для нанесения маркировки не хватает. Поэтому, производители их маркируют СМД-кодами.
Package (корпус) - вид корпуса электронного компонента
При создании запросов в определении точного названия (партномера) компонента, необходимо указывать не только его маркировку, но и тип корпуса. Наиболее распостранены:
- DIP (Dual In Package) – корпус с двухрядным расположением контактов для монтажа в отверстия
- SOT-89 - пластковый корпус для поверхностного монтажа
- SOT-23 - миниатюрный пластиковый корпус для поверхностного монтажа
- TO-220 - тип корпуса для монтажа (пайки) в отверстия
- SOP (SOIC, SO) - миниатюрные корпуса для поверхностного монтажа (SMD)
- TSOP (Thin Small Outline Package) – тонкий корпус с уменьшенным расстоянием между выводами
- BGA (Ball Grid Array) - корпус для монтажа выводов на шарики из припоя
Краткие сокращения
При подаче информации, на форуме принято использование сокращений и аббревиатур, например:
| Сокращение | Краткое описание |
|---|---|
| LED | Light Emitting Diode - Светодиод (Светоизлучающий диод) |
| MOSFET | Metal Oxide Semiconductor Field Effect Transistor - Полевой транзистор с МОП структурой затвора |
| EEPROM | Electrically Erasable Programmable Read-Only Memory - Электрически стираемая память |
| eMMC | embedded Multimedia Memory Card - Встроенная мультимедийная карта памяти |
| LCD | Liquid Crystal Display - Жидкокристаллический дисплей (экран) |
| SCL | Serial Clock - Шина интерфейса I2C для передачи тактового сигнала |
| SDA | Serial Data - Шина интерфейса I2C для обмена данными |
| ICSP | In-Circuit Serial Programming – Протокол для внутрисхемного последовательного программирования |
| IIC, I2C | Inter-Integrated Circuit - Двухпроводный интерфейс обмена данными между микросхемами |
| PCB | Printed Circuit Board - Печатная плата |
| PWM | Pulse Width Modulation - Широтно-импульсная модуляция |
| SPI | Serial Peripheral Interface Protocol - Протокол последовательного периферийного интерфейса |
| USB | Universal Serial Bus - Универсальная последовательная шина |
| DMA | Direct Memory Access - Модуль для считывания и записи RAM без задействования процессора |
| AC | Alternating Current - Переменный ток |
| DC | Direct Current - Постоянный ток |
| FM | Frequency Modulation - Частотная модуляция (ЧМ) |
| AFC | Automatic Frequency Control - Автоматическое управление частотой |
Частые вопросы
После регистрации аккаунта на сайте Вы сможете опубликовать свой вопрос или отвечать в существующих темах. Участие абсолютно бесплатное.
Кто отвечает в форуме на вопросы ?
Ответ в тему Ресанта саипа 220 толком не работает признали рабочей как и все другие советы публикуются всем сообществом. Большинство участников это профессиональные мастера по ремонту и специалисты в области электроники.
Как найти нужную информацию по форуму ?
Возможность поиска по всему сайту и файловому архиву появится после регистрации. В верхнем правом углу будет отображаться форма поиска по сайту.
По каким еще маркам можно спросить ?
По любым. Наиболее частые ответы по популярным брэндам - LG, Samsung, Philips, Toshiba, Sony, Panasonic, Xiaomi, Sharp, JVC, DEXP, TCL, Hisense, и многие другие в том числе китайские модели.
Какие еще файлы я смогу здесь скачать ?
При активном участии в форуме Вам будут доступны дополнительные файлы и разделы, которые не отображаются гостям - схемы, прошивки, справочники, методы и секреты ремонта, типовые неисправности, сервисная информация.
Полезные ссылки
Здесь просто полезные ссылки для мастеров. Ссылки периодически обновляемые, в зависимости от востребованности тем.
Ресанта САИПА 200. ОНА ВСЕ ТАКИ ВАРИТ!

Решил выложить запись немного не по теме но думаю многим будет интересно. Летом предстояли сварочные работы по кузову и полуавтомат должен был быть в полной боевой готовности. НО С ЭТИМ ПРОБЛЕМА.
Имею в распоряжении САИПА 200. Покупал еще в 2013 году уже тогда за 23000 р.

Покупал для себя попробовал пару раз варить. Полная ерунда ! И забросил я его надолго. Шли годы набирался во всех сферах опыта.
в 2019 я его достал опять . Сварка электродом уже меня не устраивала.
Пробую варить результат на слабенькую троечку. Это никуда не годится. Кое как приспособившись варил так года 2 изредка.
Получить качественный шов очень тяжело на ней. В итоге смотришь форумы . Да, народ пишет, и я полностью с этим соглашаюсь, что сварка ОЦТОЙ.
Решил аппарат поставить на ноги.
Разобрал его . Комплектующие — более или менее, сильно придраться то и не к чему. Конденсаторы достаточно внушительных размеров. все на месте и функционирует. А аппарат не варит.
Значит, как говорится "дьявол кроется в мелочах"!

Итак, первое что мне не понравилось это вечно откручивающаяся масса. То есть быстроразъем массы мне не нужен. И он почти всегда был ослаблен, хотя это было не заметно.
Ок, делаем массу на мертво.



Вид изнутри. Меняем схему закрепления массы. Сверлим гнездо массы насквозь 6,5 мм под М8 . И обычным болтом М8Х40 притягиваем массу изнутри к гнезду.

Вид снаружи. Болт выходит наружу . Слегка подтачиваем бортик пластиковый чтобы наконечник влез нормально. . Теперь мы можем затянуть массу как положено — безкомпромисно.
Так же покупаем новые нормальные клещи и наращиваем Массу до 5-7 метров. 3 х метровая масса это ужас как неудобно.
Все, с массой разобрались.
Разбираемся с системой управления и замена "крутилок"
Вытащил плату управления.
Вот первый серьезный косяк . При проверке мультиметром работы обоих крутилок . Крутилка А (амперметры типа) работала с провалом. Ну то есть сопротивление возрастало, а потом раз и провалилось потом опять норма. я уже не говорю, когда я начал дергать ручку в стороны ситуация усугубилась. …
Тут надо сказать, что сделано это очень не правильно.
Крутилки, ладно давайте их называть правильно, потенциометры. Были полностью пластиковые. И имеют очень длинную ручку . В процессе сварки. ее неоднократно задеваешь. Как итог с крутилками все плохо.

На форумах начитался еще информации, что на производствах путали местами номиналы крутилок . И вроде кто то их менял местами и все было хорошо. НУ НЕТ .
Потенциометр на (А) 1 Ком, А на (В) вольтаж дуги. 10 Ком. Да я попробовал их перепаять местами — получилось порно. Потратил в итоге пол дня что бы понять, что стоят они на своем месте.
А вот переделывать их однозначно нужно.
Нужно сьездить в магазин и купить нормальные КРУПНЫЕ Сварочные потенциометры. И установить их на переднюю лицевую панель рядом с платой управления, сбоку. Все распаять проводом. Это был бы самый надежный вариант.

Я не нашел таких по наличию, поэтому пришлось взять просто металлические и поставить их на Штатные места. Получилось тоже отлично. Дело в том что плата стоит приподнято и крутилки встали на место и не помешали установке платы управления обратно.


Теперь все отлично работает.
Потенциометры точно выдают сопротивление.
Все собрано . Пробуем варить. Получше, но теперь это только тройка с плюсом.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ ПО НАСТРОЙКЕ РЕЗКИ . ВАЖНО!
Влез во все уголки интернета. Что бы понять ну как же настроить этот аппарат на сварку.
И о как . Все что я раньше знал о полуавтомате, и на основе чего старался настроиться оказалось ложным.

Левая крутилка это не настройка Ампер. (на что указывает надпись с низу) КИТАЙЦЫ ОБЛАЖАЛИСЬ! Левая настройка это всего лишь настройка скорости подачи проволоки И БОЛЬШЕ НИЧЕГО. Это доказано. Можно просто отключить ее соввем и подавать проволоку хоть в ручную полуавтомат будет варить.
Для меня это явилось открытием. Как говорится век живи — век учись.
И так настройка полуавтомата теперь выглядит совсем иначе. Морально попрощались с амперами.
Теперь эта крутилка отвечает за скорость подачи проволоки!
Вся настройка мощности дуги идет на правой крутилке.
Мы управляем Вольтажем. А не амперами.
Количество Ампер является тем самым автоматически настраиваемым параметром.
Проясняю .
Формула Из школы R=U/I
и вот оно и сила тока и вольтаж не могут настраиваться одновременно. Так как сопротивление само по себе величина физическая и от электрики она не зависит! значит у нас есть (хоть и непостоянное) но конкретное сопротивление и на правой крутилке Вольтаж. А Сила тока как раз это то что получается в итоге.
I=U/R
Дело в том, что сопротивление это то как мы тыкаем проволоку в заготовку на каком расстоянии держим горелку. Насколько растянутая дуга. Тоесть сопротивление от нас больше зависит.
Вот тут надо как раз задуматься над заменой рукава. Тот что стоит сейчас плохой и если качество сварки сильно зависит и от сопротивления, то рукав лучше поменять тоже.
Вот такая интересная правда жизни.
Отлично перебрав аппарат и выучив всю теорию начинаю варить. Уже легче я не вытсавляю теперь амперы. теперь я использую правую крутилку а левая гдето на нихких значениях .и теперь меня это не напрягает.
Но сварка все равно не идет должным образом.
Все равно что то не так.
Осталось последнее Интуитивно лезу в заводские настройки.

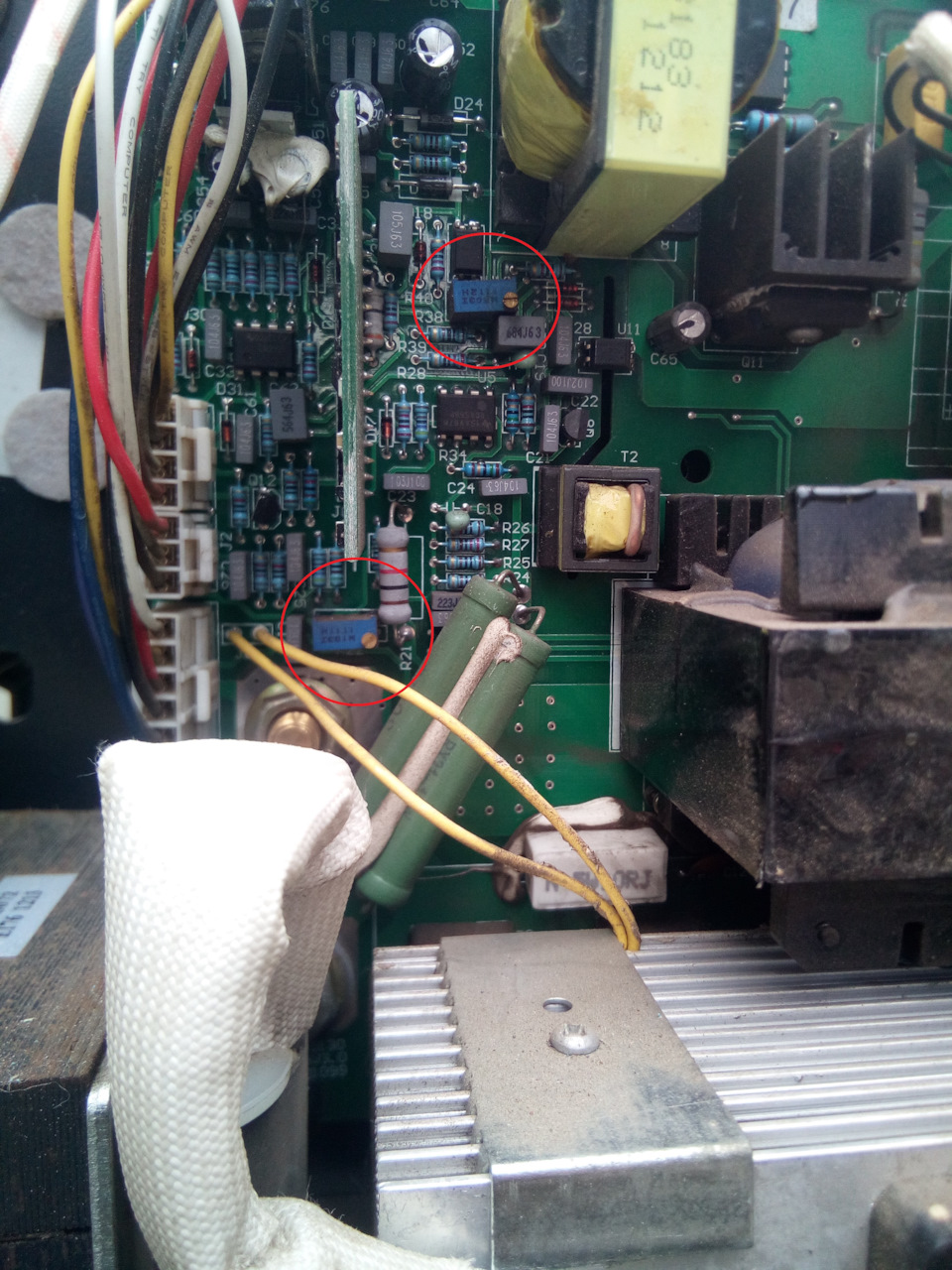
Внимательно смотрим на плату управления. Что еще тут есть такого настраиваемого. И ух ты ж, что то вижу… На фото видны 2 потенциометра для точной поднастройки.
Терять нам нечего, это дерьмо пока все равно не варит, та как я хотел бы.
Подключаю все навесное беру металлолом и погнали…
Начинаем с верхнего.
Если винт точной настройки начать вращать по часовой стрелке то после 10-20 оборотов я начал замечать
Что дуга сильно слабеет. не знаю как это обьяснить, и за что этот поднастроечный резистор отвечает, но дукак стала очень слабенькая. вроде держится а тусклая и больная но стабильная.
АГА. ОК отверткой начинаю ее крутить в обратную сторону против часовой стрелки. Сначала до того момена как было изначально (кстати очень советую считать точно сколько и куда вы оборотов сделали, я в итоге сбился))),
Потом начал набирать оброты против часовой стрелки.
Ох тыж на глазах моя чудохрень начала выдавать все более мощную и стабильную искру. Мне это все больше нравилось .В итоге повернул на 25 оборотов против часовой стрелки. За то теперь ДУга превратилась в ДУГИЩУ ! Сварка наконец заработала. ! Вот оно где оказыватся. Китайская сборка не предусматривает видимо настройку аппарата как впаяли подстроечник так он как бог на душу и работает!
ОТЛИЧНО ПЕРЕХОДИМ НА НИЖНИЙ ПОДСТРОЕЧНЫЙ РЕЗИСТОР!
А вот тут крутить много нельзя. 1 оборот уже очень сильно влияет на форму и качество сварки. Насколько я понял, это как раз та самая 3 тья крутилка, которую выносят на профессиональных аппаратах на лицевую. панель.
Эта крутилка, даже не понимаю, что меняет но разница разительна. Видимо ее надо менять на тонких и толстых металлах. или еще чего то . В общем ее я бы поставил на лицевую панель и функционал расширился бы точно. В итоге я вывел на ней среднее значение пока и оставил.
На каком то форуме я вычитал, что этот подстроечник нужен для того что бы установить количество % на которое идет усиление дуги, при старте. Тоесть если выставлена некая мощность дуги, то при старте дуга выдается мощнее на Нное количество %. (парни я могу ошибаться тут, точно не помню уже дело летом было)
Вот мы и получили правильный аппарат. Честно говоря я когда начал варить я писал кипятком. и радовался как ребенок.
Даже не думал, что я смогу из него что то выжать полезного.
Инвертор Ресанта не варит — причины поломок и ремонт

Современные и надежные в работе сварочные инверторы Ресанта все равно время от времени, но выходят из строя. Причинами может стать как заводской брак, так и неправильное обращение пользователя.
В России спрос на эти сварочный аппараты достаточно велик, в первую очередь из-за доступной стоимости. Поэтому и поступает много вопросов касательно ремонта инверторов Ресанта.
Сразу же нужно сказать, что большинство узлов современного инвертора отремонтировать в домашних условиях не представляется возможным. Кроме того, если инвертор все еще находится на гарантии, то лезть под корпус вообще не имеет никакого логического объяснения.
Причины поломок сварочного инвертора Ресанта
Вот только основные признаки, по которым можно определить, что сварочный инвертор неисправен и требуется ремонт:
- Залипает электрод;
- Дуга горит нестабильно или вообще не горит;
- Аппарат все время перегревается, даже если работает непостоянно;
- Сварочный инвертор не включается.
Причины данных неисправностей аппарата Ресанта могут заключаться в следующем:

— Электрод залипает по причине низкого напряжения или использования длинного удлинителя, сечение проводников которого меньше чем 2,5 мм. Возможно, подгорели разъемы или имеется плохой контакт силовых кабелей.
— Дуга может гореть нестабильно из-за неправильных регулировок тока сварки. Также причинами этому вполне могут стать несоответствующие электроды для сварки или их диаметр. Полное отсутствие дуги чаще всего вызвано обрывом кабеля массы или перегревом инвертора. Нередко отказывает и печатная плата, на которой вздуваются конденсаторы или выходят из строя сразу несколько деталей.
— Перегревается инвертор Ресанта в случае длительной работы без перерыва или в результате отказа вентилятора охлаждения. Также перегрев инвертора возможен в результате накопления толстого слоя пыли на печатной плате.

— Если инвертор вообще не реагирует на включение, то, скорее всего, отсутствует питание, либо же напряжение не соответствует номинальному значению. Часто причины вызваны пробоем кабеля или неисправностью розеток/выключателей, к которым подсоединён инвертор. Возможно дело и в удлинителе питания.
Основные виды ремонтных работ сварочных инверторов Ресанта
Осуществлять ремонт следующих узлов и компонентов сварочного аппарата Ресанта должен только специалист сервисного центра.

Именно в сервисном центре помогут устранить сложные неисправности инвертора и произвести замену:
- Печатной платы и трансформатора;
- Вентилятора;
- Диодного выпрямителя;
- Вздувшихся конденсаторов;
- IMS модуля инвертора и модуля управления.
Чтобы часто не ремонтировать сварочный аппарат Ресанта достаточно придерживаться рекомендаций и правил эксплуатации, которые указал производитель. Старайтесь не перегревать инвертор, а также давать ему время на охлаждение.

Вовремя производите чистку вентилятора и следите за тем, чтобы вентиляционные отверстия были всегда в чистоте и открытыми. Помните, что большинство неисправностей внутренних элементов инверторов происходят из-за перегрева деталей на плате.
Почему полуавтомат плохо варит

Нередко при сварке полуавтоматом шов получается плохим, а проволока, то и дело прилипает к металлу. Если токовых клещей нет, чтобы проверить ампераж, то можно попробовать заменить газ для сварки или использовать проволоку меньшего диаметра.
Очень часто именно китайские полуавтоматы страдают данной проблемой. Эти аппараты ну никак не хотят выдавать заявленный производителем сварочный ток, и тогда приходится действовать в обход инструкций.
Почему полуавтомат плохо варит. Что можно сделать?
В первую очередь попробуйте измерить напругу, выставьте её на максимум, а подачу проволоки на минимум. Очень часто многое зависит от напряжения в гараже. Если оно меньше 220 Вольт, то плохой китайский полуавтомат варить нормально не будет. Точнее он будет пытаться нагревать сварочную проволоку, но та так и останется прилипшей к металлу, лишь немного покраснев.

Также стоит всё-таки проверить, какая именно полярность выставлена. Кроме того, не лишним будет посмотреть, куда именно подключены провода. Очень часто начинающие сварщики допускают ошибки именно на этапе подключения полуавтомата. В результате этого они подключают провода на режим сварки «без газа» и пытаются при этом варить углекислотой.
Проблемы при сварке порошковой проволокой
Сварка порошковой проволокой востребована в тех случаях, когда нет газа. Но и с ней, как оказывается, время от времени, возникают различного рода проблемы. Самая частая проблема связана с тем, что полуавтомат «плюётся», плохо или вообще не проваривает металл. Порошковая проволока просто прилипает к поверхности металла и оставляет на ней окалины.

В первую очередь нужно возвратиться ко всем предыдущим причинам. То есть, проверить напряжение в сети, поиграть с настройками, поменять полярность, и, конечно же, досконально изучить инструкцию производителя сварочного полуавтомата. Возможно, именно в неё и получится отыскать те многочисленные ответы на свои вопросы. Никогда нельзя лениться и просто откладывать инструкцию в сторону.
Итак, проблем, когда сварочный полуавтомат «плюётся» может быть несколько:
- Во-первых, заедание проволоки;
- Во-вторых, плохой газ;
- В-третьих, неподходящая для сварки проволока или неправильно выставленная полярность;
- В-четвёртых, отсутствует или плохой контакт проволоки с носиком горелки;
- Проблемы с напряжением питания или со сварочным током.
Однако чаще всего проблема оказывается именно в неподходящей или плохой по качеству сварочной проволоке. Поэтому прежде чем осуществлять ремонт полуавтомата, следует в первую очередь попробовать поменять проволоку на другую, более дорогую и качественную. Если дело именно в ней, то полуавтомат будет варить как новенький.

Ну и, конечно же, стоит попробовать при наличии данной проблемы полностью отключить газ. Если проблема не исчезнет, то есть, полуавтомат так и будет продолжать «плеваться», то нужно искать решение в другом месте.

Всем спасибо за внимание. С вами был сайт «Сварка полуавтоматом». Подписывайтесь, ставьте лайки, и удачных вам выходных дней. Пока, пока.
Ресанта — почему залипает электрод и не горит дуга

Ресанта — прилипает электрод и не горит дуга: что можно сделать?
Изначально стоит оговориться и сказать о том, что случаи прилипания электрода к металлу при сварке инвертором, не такие частые на деле. Порой всему виной оказывается сварщик, который вовремя не убирает электрод от поверхности металла.
Сам же инвертор Ресанта оснащён специальной функцией, которая увеличивает ток автоматически в момент прилипания электрода. Гораздо чаще данная проблема встречается на старых аппаратах для сварки переменным током. Но все же, рассмотрим, из-за чего электрод может прилипать.
Ресанта — прилипает электрод и не горит дуга
Все аппараты Ресанта очень надежные, если не сказать, безотказные в работе. Они отлично подходят для сварки в быту и на производстве. Основное отличие таких аппаратов, это наличие вспомогающих функций, например, таких как «Антизалипание» электрода.

И все же, если при сварке Ресантой электроды прилипают к металлу, следует обратить внимание на следующие, возможные причины этому:
- Слабое напряжение сети — если сетевое напряжение не соответствует нормальному, то инвертор не сможет работать как надо. Сварочный ток при этом будет недостаточным, что приведёт в свою очередь к залипанию электрода;
- Электрод не соответствует подходящим параметрам. Если для сварки инвертором выбраны неподходящие электроды, то они также могут прилипать;
- Сырая обмазка электродов. При длительном хранении электродная обмазка впитывает в себя влагу. Из-за чрезмерного воздействия влаги, обмазка может даже осыпаться с электродного стержня. Конечно же, варить сырыми электродами очень трудно, а порой и невозможно, вследствие их частого прилипания.

Инвертор для сварки выдаёт постоянный ток, поэтому для использования с ним необходимо применять только «универсальные» электроды или такие, которые предназначены для работы на постоянном напряжении. Также, диаметр электродов должен быть подобран правильно, в первую очередь, он зависит от толщины свариваемых металлов.
Неподходящие параметры тока
Данная причина также может привести к прилипанию электрода. Если ток на сварочном инверторе будет большим, удерживать сварочную дугу станет трудно, поскольку она будет как бы «притягивать» электрод. И, наоборот, на слишком малых токах, зажечь дугу очень сложно, поскольку электрод всё время прилипает к металлу.

Чтобы правильно определиться с параметрами сварочного тока для какого-то конкретного электрода, необходимо использовать такую формулу: 30 Ампер = 1 мм электрода. Из формулы следует, что при сварке электродом, диаметром в 2 мм, нужен сварочный ток около 60 Ампер.

Также неправильный розжиг электрода и его близкое удержание к металлу, может привести к залипанию. Сварочную дугу нужно зажигать коротким прикосновением электрода к поверхности металла, или чирканьем концом о металл.
Читайте также: