Полуавтомат углекислотный сварочный титан
Обновлено: 20.09.2024
ТУ 3441-002-79258301-2007
Паспорт / Руководство по эксплуатации
1. Назначение изделия.
1.1 Полуавтомат углекислотный сварочный универсальный для однофазной сети питания (далее полуавтомат) предназначен для дуговой полуавтоматической сварки стальных конструкций толщиной от 0,5 до 7 мм плавящимся электродом – стальной сварочной проволокой диаметром 0,8…1,2 мм в среде защитного газа, а также самозащитной или активированной порошковой проволокой тех же диаметров.
1.2 Кроме этого полуавтомат имеет дополнительные режимы:
- ПДГ160, ПДГ200 и ПДГ240 режим пуска и прогрева «+12В». Позволяет запускать двигатель автомобиля в зимнее время или при разряженном аккумуляторе, а также прогревать металл перед рихтовкой угольным электродом;
- ПДГ200Д и ПДГ240Д режим «Ручной дуговой сварки» позволяет производить электродуговую сварку переменным током штучным электродом диаметром до 3 мм.
1.3 Полуавтомат предназначен для эксплуатации в закрытых вентилируемых помещениях и
на открытых площадках при отсутствии атмосферных осадков, песка и пыли при температуре окружающего воздуха от –40°С до +40°С и относительной влажности воздуха до 90%.
1.5 Полуавтомат не предназначен для подключения к электрическим сетям жилых помещений.
2. Требования безопасности.
2.1 Работа с полуавтоматом требует соблюдения всех требований техники безопасности для выполнения операций и эксплуатации электроустановок с напряжением до 1000 В.
2.2 Перед началом работы обслуживающий персонал и сварщик должны быть ознакомлены с настоящим паспортом.
2.3 Корпус полуавтомата должен быть заземлен через отдельный заземляющий провод сечением не менее 4 мм 2 .
2.4 Сварочные работы должны проводиться в помещениях с действующей приточно-вытяжной вентиляцией, либо на открытом воздухе при отсутствии атмосферных осадков.
2.5 Не допускается использование полуавтомата во взрывоопасной среде, а также в среде насыщенной песком или пылью, содержащей едкие пары, газы, электропроводящую пыль.
2.6 В помещении для проведения сварочных работ должны быть несгораемые полы, а рабочее место сварщика ограждено щитами из несгораемого материала.
2.7 Защита лица и глаз должна обеспечиваться сварочным щитком. Для защиты рук должны использоваться рукавицы.
2.8 Класс защиты полуавтомата от поражения электрическим током – 01
по ГОСТ 12.2.007.0.75.
2.9 Степень защиты зажимов сварочной цепи с подсоединенными проводами IP 11
по ГОСТ 14254-96.
2.10 Степень защиты полуавтомата IP 21 по ГОСТ 14254-96.
перемещать полуавтомат, включенный в питающую сеть;
подключать полуавтомат и работать с ним неквалифицированному персоналу и сварщикам, имеющим группу электробезопасности ниже II;
работа полуавтомата со снятыми крышками;
применять сварочные кабели с поврежденной изоляцией.
переключатель «напряжение» включения и ступенчатого изменения величины сварочного напряжения;
переключатель «режим» управления основным и вспомогательными режимами;
ручка «скорость подачи» для плавной регулировки скорости подачи и сварочного тока в режиме «СО2»;
индикатор «сеть» наличия сетевого напряжения и включения силового трансформатора;
индикатор «перегрев» отключения силового трансформатора при перегрузке;
клемма «-» для подключения кабеля к свариваемому изделию при сварке в режиме «СО2» или к минусу аккумуляторной батареи в режиме «+12В»;
клемма «+12В» (на ПДГ160, ПДГ200 и ПДГ240) для подключения кабеля к выводу «+» аккумуляторной батареи или держателю угольного электрода;
клеммы «60В~» (на ПДГ200Д и ПДГ240Д) для подключения сварочных кабелей в режиме «дуговой сварки» штучным электродом.
сетевой шнур;
болт заземления «-»;
штуцер «СО2» для подключения шланга от редуктора–регулятора давления защитного газа.
При нажатии на кнопку горелки включается выпрямитель и механизм подачи проволоки. Скорость подачи регулируется электронным стабилизатором, одновременно открывается электромагнитный клапан подачи защитного газа в зону горения дуги. После отпускания кнопки горелки двигатель подачи проволоки затормаживается, а силовой выпрямитель и клапан подачи газа остаются включенными в течение 1 сек.
4.5 Режим «+12» (для ПДГ160, ПДГ200 и ПДГ240):
Включается силовой трансформатор и выпрямитель. Механизм подачи проволоки и клапан углекислого газа остаются отключенными.
4.6 Режим «Ручная дуговая сварка» (для ПДГ200Д и ПДГ240Д):
Включается только силовой трансформатор. Выпрямитель, механизм подачи проволоки и клапан углекислого газа остаются отключенными.
подключать полуавтомат к сети через автоматический выключатель с номинальным током расцепителя 25А (40А для ПДГ240 и ПДГ240Д).
последнее положение переключателя «напряжение» рассчитано на напряжение питающей сети до 200В.
5. Подготовка полуавтомата к работе и порядок работы.
5.1 В начале каждой смены следует произвести технический осмотр полуавтомата, при необходимости очистить его от пыли и грязи продувая сухим сжатым воздухом.
5.2 Для выполнения сварочных работ необходимо произвести следующие действия:
Режим «СО2»
5.2.1 Подсоединить полуавтомат к заземляющему устройству медным проводом сечением не менее 4 мм 2 .
5.2.2 С помощью шланга соединить штуцер редуктора баллона с углекислым газом со штуцером «СО2» полуавтомата и отрегулировать давление СО2 в пределах 0,1-0,2 кг/см 2 .
5.2.3 Установить катушку со сварочной проволокой и отрегулировать усилие тормозного механизма путем сжатия пружины под катушкой таким образом, чтобы исключить касание проволоки корпуса полуавтомата при его работе.
5.2.4 Установить проточку подающего ролика под необходимый диаметр проволоки
( 0,8 / 1,0 / 1,2 ). Канавка подающего ролика и внутренний диаметр медного наконечника должны соответствовать диаметру сварочной проволоки.
5.2.5 Завести ровный конец проволоки в канал подающего механизма и установить защелку скобы в рабочее положение.
5.2.6 Снять с горелки сопло газа, выкрутить сварочный наконечник.
5.2.7 Включить вилку шнура питания в сеть 220В~50Гц.
5.2.8 Включить переключатель «Напряжение» в 1-е положение. При этом загорится индикатор «Сеть».
5.2.9 Включить переключатель «Режим» в положение «СО2». Регулятор «скорость подачи» установить в положение максимальной скорости.
5.2.10 Нажать на курок горелки. При этом начнет вращаться ролик подающего механизма. Отпустить курок при выходе проволоки из горелки.
ВНИМАНИЕ!
Конец горелки отвести в сторону, чтобы не получить травму
в момент выхода проволоки.
5.2.11 Установить наконечник и сопло на место.
5.2.12 Произвести пробную сварку и при необходимости изменить скорость подачи и выходное напряжение. Подобрать скорость подачи и выходное напряжение в соответствии с толщиной свариваемого изделия.
5.2.13 Для устойчивого горения дуги для каждой заданной скорости подачи проволоки подбирается сварочное напряжение.
5.2.14 По окончании работы перекрыть подачу углекислого газа, отключить устройство от сети.
направляющий канал (спираль Боудена) необходимо по мере загрязнения промывать в керосине или дизельном топливе;
по мере износа сварочного наконечника, газового сопла и подающего ролика их надо заменять;
механизм подачи сварочной проволоки содержать в чистоте и не допускать попадания на него металлических опилок.
Режим «+12» (для ПДГ 160, ПДГ 200 и ПДГ 240)
5.2.16 Выполнить пункты 5.2.1, 5.2.7, 5.2.8. Установить переключатель «Режим» в положение «СО2».
5.2.17 Подключить силовым кабелем клемму «-» к отрицательной клемме аккумулятора или к металлу, подлежащего прогреву для рихтовки.
5.2.18 Подключить силовым кабелем клемму «+12В» к положительной клемме аккумулятора или к держателю угольного электрода.
5.2.19 Включить переключатель «Режим» в положение «+12В».
5.2.20 Осуществить процесс пуска или прогрева.
Чтобы не повредить аккумулятор необходимо контролировать ток и не использовать пусковой режим для зарядки аккумулятора.
Режим «Ручная дуговая сварка» (для ПДГ200Д и ПДГ240Д)
5.2.21 Подключить сварочные кабели сечением не менее 16 мм 2 к клеммам «60В~».
5.2.22 Установить переключатель «Режим» в положение «Дуговая сварка».
5.2.23 Выполнить пункты 5.2.1, 5.2.7, 5.2.8.
5.2.24 Осуществить процесс сварки. Для регулирования сварочного тока необходимо использовать балластное сопротивление до 1 Ом (нихром сечением не менее 30 мм 2 ). Для устойчивого горения дуги подобрать сварочное напряжение с помощью переключателя «Напряжение».
5.3 ВНИМАНИЕ!
Во избежание выхода полуавтомата из строя запрещается:
разбирать полуавтомат или вносить изменения в его конструкцию;
переключать переключатель «напряжение» под нагрузкой;
использовать ржавую или деформированную сварочную проволоку;
превышать установленную продолжительность работы (ПН);
замыкать между собой, а также с корпусом или горелкой силовые выводы на передней панели полуавтомата;
вставлять скрепки или провода в разъем для подключения еврогорелки на передней панели полуавтомата.
6. Правила транспортирования и хранения.
6.1 Полуавтомат транспортируют транспортом любого вида в заводской упаковке (картонной коробке) при наличии защиты от атмосферных осадков, температуре окружающего воздуха
от -50 до +50°С и относительной влажности воздуха до 95%. Для транспортировки допускается погрузка полуавтоматов не более двух рядов только в вертикальном положении при условии надежного крепления от перемещений.
6.2 Хранение полуавтомата осуществляется в картонной коробке в закрытых помещениях при отсутствии паров кислот и других едких веществ. Температура хранения от -50 до +60°С при относительной влажности воздуха до 90%. Высота штабелирования при хранении не более четырех рядов.
6.3 Перед началом работы с полуавтоматом после его транспортирования или хранения в условиях низкой температуры необходимо выдержать его в рабочем помещении не менее
1 часа для выравнивания температуры и исключения образования конденсата внутри полуавтомата.
7. Перечень возможных неисправностей.
4.2 Неправильно установлены сварочное напряжение или скорость подачи проволоки
8. Комплект поставки.
8.1 Полуавтомат углекислотный сварочный универсальный 1 шт.
8.2 Руководство по эксплуатации 1 шт.
8.3 Кабель массы с зажимом 1 шт.
8.4 Катушка для сварочной проволоки или адаптор под еврокатушку 1 шт.
ТУ 3441-002-79258301-2007 и признан годным для эксплуатации.
Дата выпуска __________________________________________
Подпись ответственного лица ____________________________
10. Гарантийные обязательства.
10.1 Завод изготовитель гарантирует соответствие полуавтомата для однофазной сети питания требованиям технических условий при соблюдении потребителем условий эксплуатации, транспортирования и хранения.
10.2 Гарантийный срок эксплуатации устройства – 12 месяцев с момента продажи торгующей организацией, но не более 24 месяцев с даты выпуска заводом-изготовителем.
10.3 Срок службы изделия при эксплуатации не в производственных целях – 5 лет.
10.4 При продаже полуавтомата через розничную торговую сеть гарантийный срок эксплуатации исчисляется со дня продажи. При отсутствии в гарантийном талоне даты продажи, заводского номера изделия, штампа магазина, подписи продавца или подписи покупателя гарантийный срок эксплуатации исчисляется со дня изготовления устройства заводом-изготовителем.
10.5 В течение гарантийного срока, при обнаружении скрытых дефектов или поломке, завод-изготовитель безвозмездно ремонтирует полуавтомат по предъявлении гарантийного талона с отметкой торгующей организации о дате продажи, штампом продавца, подписями продавца и покупателя.
10.6 Транспортировка полуавтомата для ремонта в гарантийную мастерскую и обратно осуществляется потребителем.
10.7 Изготовитель не несет ответственности и не гарантирует нормальную работу изделия в следующих случаях:
- несоблюдение правил эксплуатации;
- несоблюдение правил транспортировки и хранения;
- разборка аппарата или внесение изменений в его конструкцию;
- превышение предельно допустимой продолжительности работы (ПН).
10.8 В связи с постоянной работой по совершенствованию полуавтомата в его конструкцию могут быть внесены незначительные изменения, не отраженные в данном издании.
11. Производитель.
ООО НПО "Югприбор", 344001, г. Ростов-на-Дону, ул. Привокзальная, 9,
Руководство по эксплуатации г. Ростов-на-Дону
9.1. Завод-изготовитель гарантирует соответствие ПУС для однофазной сети питания требованиям технических условий при соблюдении потребителем условий эксплуатации, транспортирования и хранения.
9.2. Гарантийный срок эксплуатации устройства - 12 месяцев с момента продажи торгующей организацией, но не более 18 месяцев с даты выпуска заводом-изготовителем.
9.3. Срок службы изделия при эксплуатации не в производственных целях - 5 лет.
9.4. При продаже полуавтомата через розничную торговую сеть гарантийный срок эксплуатации исчисляется со дня продажи. При отсутствии даты продажи и штампа магазина в руководстве по эксплуатации, гарантийный срок эксплуатации исчисляется со дня изготовления устройства заводом-изготовителем.
9.5. В течение гарантийного срока завод-изготовитель безвозмездно
ремонтирует полуавтомат по предъявлении гарантийного талона. Гарантийный талон прилагается к руководству по эксплуатации.
9.6. Время нахождения полуавтомата в гарантийном ремонте в установленный гарантийный срок эксплуатации не входит.
9.7. В связи с постоянной работой по совершенствованию полуавтомата в его конструкцию могут быть внесены незначительные изменения, не отраженные в данном издании.
7. ПЕРЕЧЕНЬ ВОЗМОЖНЫХ НЕИСПРАВНОСТЕЙ
7.1. Перечень наиболее часто встречающихся или возможных неисправностей приведён в табл.1.
Не исправны соединительные провода
При нажатии на курок горелки проволока не подается
2.2 Неисправен блок управления
Устройство не обеспечивает необходимых токов
кабеля "-"с клеммой или со свариваемой деталью
Проверить крепление кабеля к клемме и свариваемой детали
При сварке в среде углекислого газа получается некачественный шов
4.2 Неправильно установлено сварочное напряжение или скорость подачи
4.3 Изношен сварочный наконечник
в соответствии с требуемыми
Сварочная проволока выжимается из
канала толкающего ролика
Проволока сильно деформирована пли не калибрована
1.НАЗНАЧЕНИЕ ИЗДЕЛИЯ
1.1 Полуавтомат углекислотный сварочный универсальный, далее полуавтомат, предназначен для дуговой сварки стальных конструкций толщиной от 0,5 до 7 мм плавящимся электродом стальной сварочной проволокой диаметром 0,8….1,2 мм в среде защитного газа, а также самозащитной или активированной порошковой проволокой тех же диаметров.
1.2.1 ПДГ-125, ПДГ-160, ПДГ-180 и ПДГ-200 – режим пуска и прогрева «+12В». Позволяет запускать двигатель автомобиля в зимнее время и при разряженном аккумуляторе, а также прогревать металл перед рихтовкой угольным электродом.
1.2.2 ПДГ-200 и ПДГ-240 – режим «дуговой сварки» позволяет производить электродуговую сварку переменным током штучным электродом диаметром до 3 мм.
1.3 Полуавтомат предназначен для эксплуатации в закрытых вентилируемых помещениях и на открытых площадках при отсутствии атмосферных осадков, песка и пыли при температуре окружающего воздуха от -40С до +40С и относительной влажности воздуха до 90%.
1.4 Класс защиты полуавтомата от поражения электрическим током -01 по ГОСТ 12.2.007.0.
1.5 Полуавтомат не предназначен для подключения к электрическим сетям жилых помещений.
2. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
2.1. Работа с полуавтоматом требует соблюдения всех требований техники безопасности для выполнения операций и эксплуатации электроустановок с напряжением до 1000 В.
2.2. Перед началом работы обслуживающий персонал и сварщик должен быть ознакомлен с настоящим паспортом.
2.3 Корпус полуавтомата должен быть заземлен через отдельный заземляющий провод сечением не менее 4 мм.
2.4Сварочные работы должны проводиться в помещениях с действующей приточно-вытяжной вентиляцией, либо на открытом воздухе при отсутствии атмосферных осадков, песка и пыли.
2.5 Класс защиты от поражения электрическим током ПУС - 01 по ГОСТ 12.2.007.0.
2.6 Степень защиты зажимов сварочной цепи с подсоединенными проводами
-1Р11 по ГОСТ 14254.
2.7 ЗАПРЕЩАЕТСЯ:
- включать полуавтомат без заземления;
- подключать полуавтомат и работать с ним неквалифицированному персоналу и сварщикам, имеющим группу электробезопасности ниже II;
- работа полуавтомата со снятыми крышками;
- применять сварочные кабели с поврежденной изоляцией.
2.8 При повреждении шнура питания, шнур должен быть заменён в специализированной мастерской.
ИНСТРУМЕНТ — Полуавтомат

Здесь я хотел бы поделиться опытом по приобретению оборудования для полуавтоматической сварки.
Сварочный аппарат.
Для сварки тонкого листового металла как правило используются сварочные полуавтоматы.
Принцип работы такого сварочного аппарата основан на том, что сварка осуществляется с помощью проволоки подаваемой по рукаву к месту сварки. Защита шва от окисления осуществляется с помощью газа – как правило, это углекислота, подаваемая по тому же рукаву, что и сварочная проволока (основной способ).
Выбирая сварочный аппарат, основной выбор зависит от финансовых возможностей, что определяет конструкцию сварочника. Возможны два варианта: трансформаторный сварочник – подешевле и инверторный – подороже.
Трансформаторный.
Плюсы:
+ цена – как правило в два раза дешевле оппонента;
+ простота конструкции – без электроники;
+ надежность – меньше электроники, пайки.
Минусы:
— габариты и все – раза в два больше и тяжелее оппонента;
— требователен к питанию – на сети с низким напряжением могут быть проблемы с работой;
— регулировка – не такая точная регулировка по сравнению с оппонентом.
Инверторный
Плюсы:
+ вес и габариты – он просто «пушок» по сравнению с трансформаторным;
+ не требователен к питанию – может работать на низких напряжениях;
+ регулировка – возможная точна регулировка параметров.
Минусы:
— цена – дороже оппонента;
— много электроники – аналог блока компьютера;
— надежность – требователен к температурному режиму, требует обслуживания (чистки).
Учитывая все плюсы, а именно то, что нужен мобильный, а значит легкий, работающий в сетях с низким напряжением я выбрал инверторный сварочник.
Выбор модели (производителя) зависит от возможностей – на рынке сейчас множество вариант, от дешевых по цене трансформаторного, до супер умных, которые все за тебя сделают сами (KEMPPI) – только горелку наводи…
Отметя Китай, смотрел на отечественные конструкции (Контур 150) и что поближе и выбрал в 2011 году SSVA-180P (Харьков, Украина). По сравнению с аналогичными аппаратами отзывы о нем были только положительные. Что подтвердилось и в моей эксплуатации – за 2 года использования замечаний к нему не было, хотя ему приходилось работать и зимой (температура около – 10 градусов). В 2011 году он стоил 21800 рублей в комплекте с горелкой BINZEL (рукав 3 метра). Длины рукава 3 метра для меня достаточно, при условии перемещении сварочника по гаражу.
Сварочная проволока.
Основной расходный материал при сварке – сварочная проволока. Как правило это омедненная стальная проволока. Бывает различных диаметров – самый распространенный – 0,8 мм. Как правило подойдет для сварки металла около 1 мм. Есть рекомендация при сварке более тонких металлов, например иномарок, использовать проволоку тоньше – 0,6 мм.
Продается проволока катушками 1 кг, 5 кг… Небольшие сварочники рассчитаны как правило на катушку 5 кг. Простая омедненная проволока 0,8 мм 5 кг стоила около 600 рублей.
Кроме омедненной стальной проволоки бывает порошковая сварочная проволока. Она представляет собой трубчатую проволоку, заполненную порошкообразным наполнителем. Этот наполнитель защищает при сварке сварочный шов, что позволяет сваривать без защитного газа.
Это значительно упрощает процесс – не нужно оборудование для подачи газа, но в то же время качества шва хуже чем при сварке с газом, аналогично сварке электродом и эта проволока стоит дороже обычной.
Газ.
При сварке полуавтоматом пользуются либо углекислотой либо смесью с аргоном. Я пользуюсь углекислотой – в силу ее доступности. Обмен 10 литрового баллона углекислоты обходился порядка 300 рублей.
Баллон.
Наиболее подходит 10 литровый баллон – объем достаточный для продолжительной работы (при правильной настройке расхода), а габариты позволяют перевозить его в багажнике. Но 10 литровые бывают разной длины — бывает чуть, длиннее и уже.
Характеристики для инфо:
— емкость, л 10;
— высота, 870 мм;
— диаметр цилиндра, 140 мм;
— вес баллона, 15,1 кг.
Есть еще 20 литровые баллоны, сделанные из 40 литровых – половина баллона. Тоже удобные по габаритам баллоны, но есть недостаток – их мало и тяжело обменять.
Стоил 10 литровый баллон от 2500 – 3000 рублей. После окончания газа, баллон можно обменять на заправленный – стоит это около 300 рублей. Поэтому покупать новый баллон не стоит, поскольку при обмене вам все равно дадут «бушный».
Баллон должен быть аттестован, о чем на баллоне около вентиля должна стоять отметка – см. позицию 7 и 6 на рисунке и описании ниже. Проверяйте сами, или попросите показать даты аттестации, что бы исключить «просрочку», иначе при замене такого баллона вас заставят оплатить еще и переаттестацию около 500 рублей.
Редуктор.
Редуктор используется специальный – для углекислоты. Основное назначение – регулировка расхода газа. Контролируется расход по манометру. Рекомендуемый расход газа указан в таблице ниже. Натренировавшись можно регулировать, по ощущениям… на слух. Но нужно найти золотую середину – малый расход газа отразится на качестве шва, большой расход – так же влияет на качество и газ быстро закончится.
Я использую редуктор У-30П-2МГ – цена была около 1600 рублей. Замечаний к редуктору нет. Редуктор шел с подогревателем с питанием на 36В.
Подогреватель может пригодиться при сварке при температуре от +10 и ниже – он предотвращает замерзание редуктора. Не найдя питания 36В, я использую альтернативный метод – прикрепил к редуктору лампу накаливания мощностью 60Вт – замерзания редуктора не было.
При установке редуктора нужно ставить прокладки (паронитовые, пластиковые и т.п.) – иначе газ будет травить по резьбе. Как вариант можно герметизировать резьбу лентой ФУМ.
Шланг.
Диаметр шланга должен подходить к штуцеру редуктора и сварочника. Длина шланга зависит от способа размещения баллона и сварочника. Если нет единой станции/тележки на которой закреплен баллон и сварочник, то длинна шланга должна позволять переносить сварочник ближе к месту сварки. У меня баллон и сварочник отдельно — я приобрел кислородный шланг внутренним диаметром 9 мм и длинной 6 метров – цена около 210 рублей.
И не забудьте про хомуты, что бы закрепить шланг на редукторе и сварочнике.
Расходники.
При работе полуавтомата капли сварки засоряют проточную часть горелки, что ухудшает поступление газа, может привести к замыканию центрального электрода – токопроводящего наконечника с газовым соплом. Для предотвращения налипания сварки рекомендуется использовать спрей против залипания – его цена около 200 рублей.
Кроме того в случае загрязнения необходимо чистить горелку – хорошо бы иметь под рукой подходящее инструмент.
Со временем токопроводящий наконечник и изнашивается – оплавляются. Рекомендуется держать про запас – наконечник стоит около 70 рублей, сопло около 200 рублей.
Средства защиты.
Сварка полуавтоматом может показаться не такой жесткой по сравнению с «обычной» сваркой. Но пусть вас это не обманывает. Лично я столкнулся со всеми прелестями – «нажигал» лоб – ультрафиолетовый ожог кожи, «ловил» каплю глазом, не говоря про термические ожоги от капель и хватания за свариваемые элементы…
Поэтом одновременно с покупкой сварочника, настоятельно рекомендую купить средства защиты:
— перчатки спилковые;
— маску сварочную;
— плотный костюм.
Сварочная маска.
Признаюсь варить без маски во многих случаях удобней, чем в ней, но не безопасно это точно.
Поэтому сварочная маска нужна. Ассортимент сейчас большой – от раритетных из картона, до современных «хамелеонов» – со стеклами автоматически затемняющимися при вспышке. Я остановился на «хамелеоне» – с ним проще намечать сварку и варить.
Ассортимент масок хамелеонов так же разнообразен. Я остановился на ELITECH МС 777К ценой 2500 рублей. Из плюсов – хорошая конструкция и большое стекло (больше чем у похожих аппаратов).
P.S. Цены и оборудование указаны по состоянию на 2011 — 2012 — для информации.
ВЫБОР СВАРОЧНОГО ПОЛУАВТОМАТА С MMA MIG MAG TIG сваркой и что из этого вышло!

Данный отзыв написан для людей столкнувшихся с проблемой выбора надежного качественного сварочного аппарата для бытовых нужд с небольшим запасом на профессиональный рост!
Писал я его 1,5-2 года назад. Поэтому некоторые цены и модели могли устареть. Но основную суть и изыскания в этой области остались актуальны!
Мне этого отзыва очень не хватало когда я делал выбор. Теперь он есть и сможет помочь Вам при выборе сварочного полуавтомата (если вы конечно еще верите отзывам от незнакомцев :)
Появилась необходимость в покупке сварочного аппарата (ремонт авто, поделки в гараже, грядущая постройка дома, сарая и прочее…) И все эти задачи должен выполнять один сварочный аппарат!
Предисловие:
Если не интересно как я докатился до такой жизни, читаем ниже абзац со слов "ПРО АВРОРУ PRO ОВЕРМАН 200".
И так, решил Я подшаманить свой автомобиль.

Товарищ одолжил Ресанту с ручной дуговой сваркой (MMA) и три электрода 3мм. — " На — говорит, учись варить"!
В теории я понимал что такое "дуга", "сварочная ванна", "шов" и прочее… а вот практики "0". Потренировался на куске металла, поигрался с настройками и вперед! Понравилось что все достаточно просто, включил и варишь, сам аппарат легкий с плечевым ремнем, нет сложностей в эксплуатации.
Но. есть и недостатки:
— Это искры и их много! Если варишь в салоне авто то можно попрожигать все что не попадя!
— Электродо-держатель — какашка (электрод постоянно вылазит при мало-мальском усилии.
— Шлак на сварном шве! Постоянно обстукивать молотком, зачищать болгаркой, напильником, наждачкой, тем что под рукой и чем удобнее. А есть узкие места куда ни молотком ни балгаркой не подлезть — и это проблема, так как шлак делает шов не прочным, пористым и уродским! (короче не эстетики не удовлетворения не доставляет)
— Необходимо ловить Дугу, если делать большую искру, то прожигает, если быстро приближать электрод к свариваемой поверхности — то он прилипает намертво!
— Чтобы зажечь дугу периодически приходилось "мучить" электрод, постучать, зачистить конец электрода, т.к. шлак на электроде не дает образоваться искре.
Вот вкратце с чем приходиться столкнуться начинающему сварщику, без наставника и с очень бюджетным оснащением для сварки!
Муки выбора:
Работы по сварке я так и не закончил, а мысль о своем сварочном аппарате не давала покоя. Приступил к выбору. Как многие, залез на Яндекс маркет — посмотрел что предлагает рынок. Глаза разбегаются! от 2 000 рублей выпрямители
/ трансформаторы до сотен. тысяч — профессиональные аппараты на колесах с огромными возможностями, мощностями и приблудами к ним.
Но так как Яндекс Маркет все же коммерческая среда где много неточностей, "заинтересованных" отзывов и ограниченный выбор, то решил мониторить дальше. Прочел статьи о том какие в принципе бывают сварочники. Какой тип для чего предназначен, как устроены и какие у каждого преимущества и недостатки. Так же посмотрел десятки часов видео сварщиков и не очень, которые хвалят или ругают сварочные аппараты. Кстати одно из первых видео было компании Аврора, где они сравнивают Оверман Про 160 с четырьмя другими полуавтоматами. Оверман конечно выигрывает тест )))) Мне понравился данный аппарат, но коммерческая подоплека видео заставила усомниться в правдивости теста из-за чего мне пришлось потратить неделю на проверку и изучение вопроса.
В процессе изучения вопроса я определил что под мои задачи лучше всего подходит Сварочный ПОЛУАВТОМАТ с функцией ММА (ручной дуговой сварки). А если там будет еще и функция TIG (сварка в аргоновой среде вольфрамовым электродом) то это вообще предел моих мечтаний!
Опять Яндекс Маркет, опять выбор, опять сравнения, опять мониторинг цены и отзывов уже о конкретных моделях! И вот выведен новый параметр необходимости — сила тока не меньше 200 Ампер! Почему? Да потому что сварочный автомат необходим на все случаи жизни, и кузовщину подварить малым током, и отопительный кател подварить, и беседку состряпать и при постройки дома задействовать по полной! 200 ампер минимум и точка! Мощнее- дороже и в основном на 380 вольт (трехфазные ) да и не каждая сеть / проводка 220 вольт выдержит 36- 42 ампера потребления сварочного аппарата! Например розетки и проводка в квартирах и домах В ОСНОВНОМ рассчитаны на 16 ампер!
В итоге в финал (после трех отборочных туров) вышли следующие аппараты:
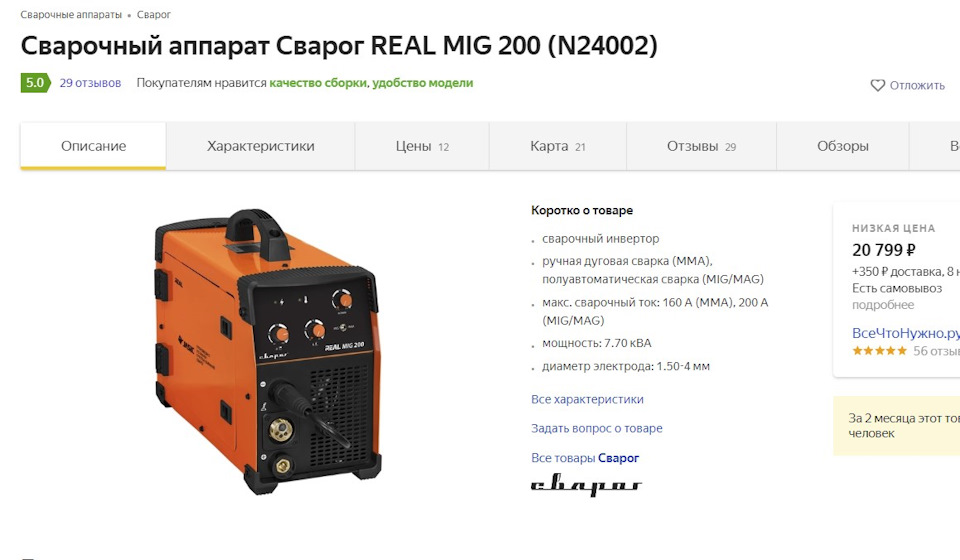
1) Сварочный аппарат Сварог REAL MIG 200 (N24002) BLACK — Фаворит (из-за цвета и
богатой комплектации — бери и вари! хорошие отзывы о качестве сварки и сборки — приемлемая цена. Можно найти дешевле чем на маркете. За 21 000 рублей)

2) Сварог REAL MIG 200 (N24002) — оранжевый брат первого, с более скудной комплектацией но большим количеством хороших отзывов. Цена приемлема 20000 рублей если поискать.
3) Сварочный аппарат Tesla MIG/MAG/TIG/MMA 303 Чешско- Украинский претендент который на Яндекс маркете не продают. Завозиться серым способом через Белгород.

Универсальный комбайн с выдающимися функциями! Есть пару видео отзывов от парней из Украины в которые очень хочется верить…, но комментарии и письменные отзывы не утешительные. Говорят часто ломаются. Склонен верить так как по весу, по КиловатАмперам и по схемотехнике не сильно отличается от 200 амперных собратьев, так же есть все виды сварок MIG MAg MMA TIG и куча настроек с экранами и все это за 34 — 36 тысяч рублей!Очень он мне понравился!
Не поленился позвонил в Украину и Белгород. В частном разговоре продавцы признались что официально с Россией не работают, а значит нет сервиса и гарантии, что аппарат Украинский а не Чешский и что там честные 200 ампер! Начинать со лжи сотрудничество плохо, компания TESLA. Да и отсутствие официального сервиса чревато попаданием на деньги. Поэтому Tesla MIG/MAG/TIG/MMA 303 давай до свидания!
4) Сварочный аппарат ТСС PRO MIG/MMA-200 дальний родственник Tesla MIG/MAG/TIG/MMA 303, очень похож по параметрам, цвету, форме … делает подмосковье из китайских комплектующих. Отзывов один или два. Очень понравился по характеристикам, настройкам и цене.

Из минусов : гарантия маленькая, сервиса по россии и в москве нет, только в Ивантеевке (подмосковье). Ну и навел справки о компании производителю — никому ничего не надо, совок. Вообщем даже связываться не стал, так как если страдает внутренний порядок в компании и организация то и хорошего качественного продукта не жди. А геморой с ремонтами мне не нужен.
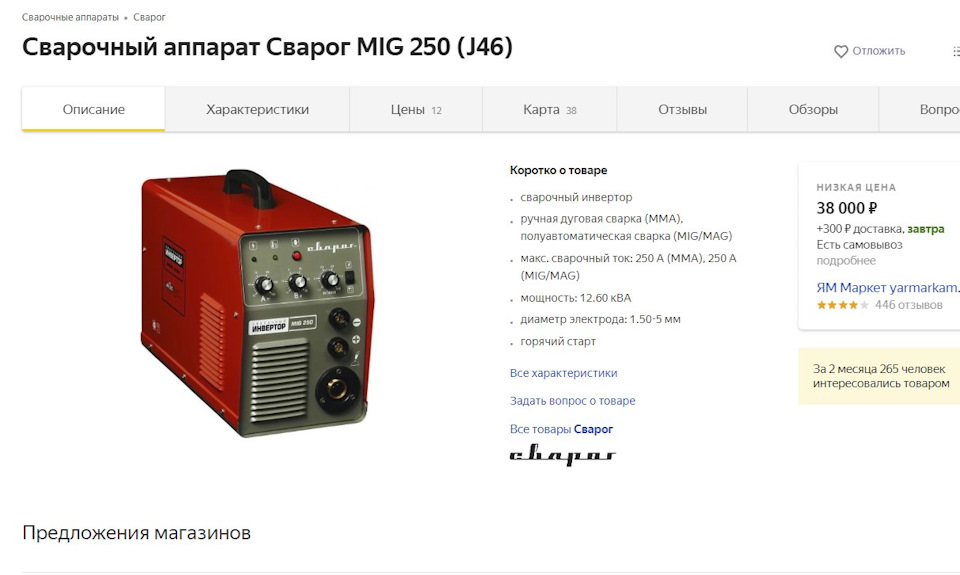
5) Сварочный аппарат Сварог MIG 250 (J46) приятный в плане возможностей ( 250 ампер, MIG MAG MMA сварки ) и в плане бренда, сервиса, гарантии, но тяжелый (24 кг), дорогой 38000 рублей на Маркете и очень мало информации по нему. Ни отзывов ни видео я не нашел. Есть про предыдущий сварог 250 ампер, но это не то! Поэтому для меня этот аппарат остался загадкой!

6) Сварочный аппарат Сварог PRO MIG 200 (N229) все замечательно, производитель надежный (завод Jasic надежный китайский поставщик сварочных аппаратов), гарантия 5 лет, положительные отзывы, НО ценник — 38 000 рублей. Я не до конца разобрался за что? За синергию, за экранчики с вольтажем и амперажем? Вообщем думаю на его счет хотя цена отталкивает — т.к. я не профессионал и зарабатывать им пока не планировал, а 38000 рублей для семейного бюджета в кризис это не гуд.

7) Aurora OVERMAN 200 — после прочтения отзывов и характеристик выбыл в одном из отборочных туров т.к. не умеет варить Электродом (ММА ) т.е. необходимо везде таскать баллон с углекислотой 50 атмосфер за собой. Нет TIG сварки, а я же каждый день собираюсь варить в аргоне )))) (шутка), ну и вообще четверка на Яндекс Маркете — не очень. Мы же отличники! вообщем отмел по разным факторам, в основном из за не универсальности.
И так выбор пал на Сварог REAL MIG 200 (N24002) BLACK !
КАК Я ПОКУПАЛ СВАРОГ А КУПИЛ АВРОРУ:
Зашел на сайт СВАРОГА для заказа нужного аппарата. А они не продают, только через диллеров. Вот те на! И тут вижу что у Сварога обновление линейки, и выбраный мной аппарат приобрел еще одну настройку ИНДУКЦИЮ (т.е. глубина провара, жесткость дуги) вот это да и все это почти за те же деньги!

Начал быстрее звонить, ща мол куплю и будет все супер! Но не тут то было, данные аппараты только презентовали, а так как компания Питерская, то аппараты еще в пути и в Москве будут только в конце недели. Эту информацию нехотя выдавила из себя сотрудница Сворога после распросов и допросов с моей стороны, потому как мне очень надо было а она ну никак не хотела добровольно общаться! )) Не удовлетворившись ответами уставшей от жизни сотрудницы, позвонил в культурную столицу. И там совсем другой подход, вежливый Александр все рассказал, объяснил и пообещал что перезвонит когда выяснит, где же мне купить мой сварог REAL MIG 200 (N24002N) с заветной крутилкой индукции.
Я уже смерился, что получу аппарат не раньше конца недели как мне перезванивает менеджер Московской компании и сообщает что есть один аппарат в наличие в Подольске. Я не верю ушам. Прошу проверить, ведь их еще даже в Москву не привезли?! Но информация подтверждается. И Юрий, так звали этого специалиста, предлагает мне два варианта, либо он делает перемещение аппарата, и завтра, послезавтра аппарат в Москве. Или я могу сам съездить в Подольск (где Кстати есть сварочная комната, с углекислотой, аргоновой смесью, вытяжкой, маской, короче всем необходимым для сварки), и попробовать аппарат в действии перед покупкой .
ЭТО БЫЛ КЛЮЧЕВОЙ МОМЕНТ …
т.к. именно эта поездка определила ЧТО в итоге я купил!
Компания называется ВИТАЛ ГАЗ.

Принесли, подключили те же рукава, тот же баллон со смесью, вставили ту же проволоку 0.8 мм . Сказать что он варит по другому, ничего не сказать! Жужжит как шмель, не громко но приятно и ровно. Шов получается красивый, провар хороший, с обратной стороны выпирает но чуть чуть, зависит от настроек. Вначале на синергетическом управлении немного прожигал металл авто, но после ручных настроек стал варить как надо, мягко, четко, с минимальным количеством искр и приятным жужжанием!

Очень понравился аппарат! Прям вот очень, особенно на контрасте с жестким Сварогом REAL MIG 200 (N24002N).
Узнал стоимость 45500 руб! Охренеть, я на такое не рассчитывал! А еще нужно купить маску, баллон с углекислотой, перчатки, струпцины, магниты, проволоку и прочие мелочи… Нееее… А есть еще что нибудь? Менеджер Артем Стал рассказывать о испанских аппаратах которые хорошо разбирают, но сейчас их нет в наличии и вообще стоят они не дешево… На что я предложил, в качестве эксперимента поварить Сварогом REAL MIG 200 предыдущего поколения с тремя крутилками (без индукции).
Данного аппарата не оказалось, так же как не оказалось Ресанты из-за частых поломок и возвратов, и сварочных аппаратов Аврора, по личным соображением руководителя компании. Но нашелся Сварочный аппарат Сварог REAL MIG 160 (N24001) предыдущего поколения ( с тремя куртилками), не рестайлинг. Его мы и решили потестить!

И опять удивление! Металл, рукава, проволока, газ, сварщики, настройки все тоже самое что и на новом Свароге REAL MIG 200 (N24002N) а варит хорошо. Звук приятный ровный, шов не плохой, провар нужной глубины, искр мало. Вывод сделанный мной таков — чем новее, тем хуже! Что то Сварожцы поменяли в схемотехнике, что новые аппараты варят хуже. И даже чудесная "Крутилка" Индукции не спасает новинку!
В общем пооблизывался я на FoxWeld SAGGIO MIG 200 за 45500 руб. ( к слову ребята готовы были сделать скидку 4000 рублей) но все же. Брать аппарат на эмоциях, без анализа и понимания наличия сервиса в россии, отзывов, нет не мой вариант! Эмоции плохой советчик. Да и все кнопки сделаны как на игрушечных китайских телефонах/планшетах. Мне больше нравятся крутилки, тумблеры, вызывает больше доверия.
А Сварог REAL MIG 160 (N24001) для моих задач маловат по мощности! Я же хочу дом строить… так что… Поблагодарил я Артема и его коллег за предложения и потраченое время и проволоку .) Извинился, что ничего не купил и задумчивый поехал домой.
Дома опять за компьютер. Что я еще не пробовал? АВРОРУ! отзывово больше хороших, аппарат нравиться, с сервисом и гарантией порядок, но нет ММА и TIG сварки… И тут вспоминаю слова отца и прочих мужиков повидавших… Если в магнитофоне встроена кофеварка и фен — это плохой магнитофон. Подспудно я понимал, что чем больше функций тем сложнее аппарат — а это дороговизна и снижение долговечности. А если мне так сильно потребуеться ММА сварка, то куплю отдельно, тот же сварог или Аврору маленькую и буду лазить по крышам с ней))))
С этими мыслями начал поиск где бы поварить авророй, т.к. в важности практического, а не теоретического выбора я убедился лично! И переубедить меня теперь не сможет никто!
В итоге я не нашел где можно поварить Аророй Про Оверман 200 в Москве, а может плохо искал, но приглянулся мне один сайт СВАРЫЧ.
Сам магазин находиться в городе ИВАНОВО. (Теперь и в москве.) Менеджеры супер ребята, отзывчивые, компетентные, сами сварку в руках держали, т.е. не теоретики как я. Да к тому же при покупке сварочного аппарата дают скидку -17% от стоимости аппарата, если берешь подарками. И -12% если скидка деньгами! Доставка по России безоплатно!

Два дня я и их мучил вопросами и расспросами. Оказалось что почти все аппараты для теста у них есть в наличие и даже можно попробовать поварить прямо в магазине, хоть спец комнаты и нет. В итоге договорились чтобы они придержали интересующие меня аппарат, а я приеду на днях!
Выехал из Москвы в 5.36 утра, не спалось, еще и первый снег выпал )))) вообщем ехал не спеша. К 10.00 был в магазине.

Встретили Сергей и Дмитрий — продавцы. Вытащили аппараты все что просил, дали маску, краги, подключили углекислоту и вперед.

Варили мы на крыльце магазина, а через нас переступали посетители )))) к слову закончили эксперименты к 15.00 !

Поварил Сваргом PRO MIG 200 (N220) — жестко варит. пытались долго настроить, меняли рукава, полярность, давление газа, ампераж со скоростью подачи проволоки и вольтаж, заготовки, но тонкий метал прожигает почти всегда и варит жестко, трещити плюется.
FoxWeld SAGGIO MIG 200 — долго настраивали, но добились чего хотели. В Сварыче была только углекислота. В смеси аргона с углекислотой в Подольске варил приятнее, но и в Иванове не разочаровал, хотя впечатление уже такого не произвел.

Хотел поварить Сварочным аппаратом Grovers MIG 200, по рекомендации ребят из Сварыча, Ребята хвалили данную модель, но был только Grovers MIG 200 S с ценником для меня не подъемным.
А оналогичной модели Grovers MIG 200 P — без синергии подешевле не оказалось.
ПРО АВРОРУ PRO ОВЕРМАН 200

Поэтому приступили к сварке Аророй Про Оверман 200 — приятный тжеленький аппарат, мягкая интеллигентная сварка металла, интеллигентные настройки крутилками, приятный ход ( и сила тока от 30 ампер и вольтаж от 14 вольт и индукция, хочещь металл 0.5 мм сварит, а хочешь и 10 мм так раскалит что металл желтый! Один минус, со слов парней — менеджеров, очень не любит пыль и перегрев. Если его не продувать регулярно от металлической пыли и стружки, которая осаживается в корпусе при работе с металлом, то добро пожаловать в сервис на замену электроники! т.е. Данный аппарат -ИНТЕЛЛИГЕНТ! Варит мягко, но и требует мягкого, бережного обращения. Мне это подходит. Компрессор у меня есть. Пару раз в месяц дунуть в корпус через вентиляционное отверстие мне не сложно. А уходя накрыть целофаном. А два положения подачи проволоки не напрягли. т.е. все было ровно, проволка не толкала при сварке но и не прожигала. т.е. подавалась равномерно, четко о чем свидетельствовал ровный звук сварки и приятный аккуратный шов! Это и подтвердил дядя Вова — сварщик с 20 летним стажем, наблюдавший за сим действом. Сказал что настраивает сварку по звуку…) ТАк что выбор я свой сделал!
НО… все же попросил ребят показать в деле Aurora SPEEDWAY 175
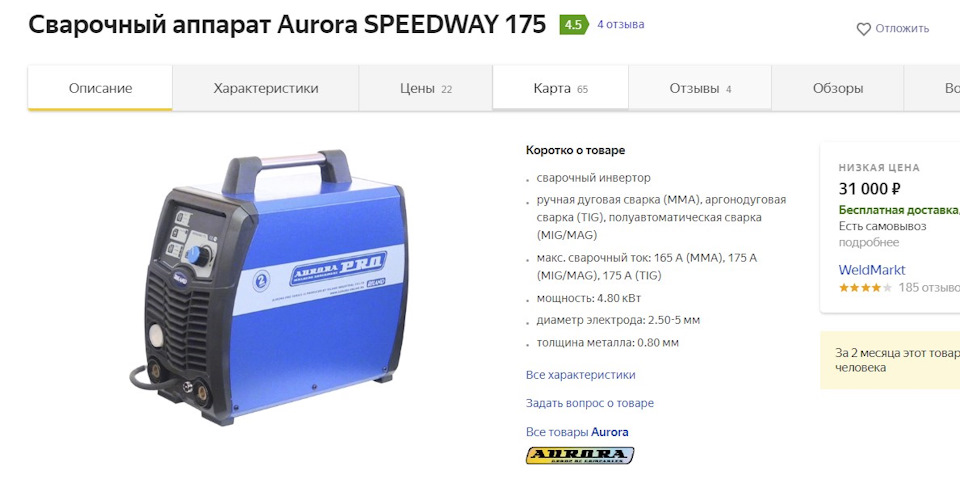
почему не 180 й, да потому что мне пояснили так, что Aurora SPEEDWAY 180 это разогнанная версия Aurora SPEEDWAY 160 и смысл переплачивать нет, да долговечность у аппаратов работающих на пределе под сомнением, а для меня это не маловажный параметр. Aurora SPEEDWAY 175 больше чем 180й и тяжелее, а это показатель.
Варит мягко, почти так же как и Оверман 200, но настройки сложнее и не интуитивны, плюс надо ждать пока они сохраняться в течении 3-4 секунд и только потом варить, и это после каждой подстройки значений тока, вольтажа! Очень не удобно и начинает раздражать почти сразу. Цена -дороже. Так же кнопки — отформованы в самой панели — что напоминает игрушечный китайский планшет сына.


Со временем кнопки могут лопнуть, прогнуться внутрь, затереться, короче не нравиться мне такое исполнение, не вызывает оно доверия. Хотя сам аппарат имеет все типы сварок на борту и MIG и TIG и MMA но как мы уже знаем кофеварка отдельно а магнитофон отдельно, и будет Нам счастье!
Если вы дочитали до этого места, значит вы мыслящий человек и такой же дотошный на всю голову как и Я! За это я вам дарю порядка 40 часов своей жизни и безценный опыт который я вынес за эту неделю стараясь выбрать что то путное для себя а теперь и для ВАС! Пользуйтесь классными продуктами цивилизации во благо! Успехов!
Читайте также: