Полуавтоматическая сварка mig mag
Обновлено: 29.04.2024
Обработкой металлов человечество занимается с доисторических времен. Как только люди открыли для себя металл, встал вопрос о его обработке.
Сейчас же сварка является «незаметной», но ключевой технологией в ведущих отраслях мировой индустрии. С применением сварочных технологий производится более половины валового национального продукта промышленно развитых стран.
Существует более 50 способов сварки, а пока идет этот ролик, возможно, изобрели еще один.
Бессмысленно и даже вредно в коротком рассказе охватить все виды. Разберемся с самыми популярными способами, с которыми Вы встречаетесь каждый день и от которых зависит выбор сварочного аппарата.
В строительстве, ремонте, авторемонте, самые распространённые способы сварки – это ручная электродуговая сварка (ММА), сварка в среде защитного газа (MIG-MAG), аргонодуговая сварка (TIG) и контактная сварка.
В чем отличия и какой вид сварки нужен именно вам?
Сварка ММА
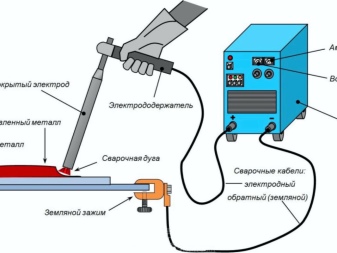
Самый простой и доступный способ, с которого начинается знакомство со сваркой у подавляющего большинства – это ручная дуговая сварка MMA.
Ручная дуговая сварка ММА производится штучными электродами, которые постепенно плавятся, и оставляют за собой скрепляющий шов. Между поверхностью металла и электродом возникает дуга, которая выдерживает расстояние около трех миллиметров. Сварочная дуга оплавляет кромки свариваемых деталей и расплавляя металлический стержень электрода и его покрытие.
При остывании (кристаллизации) расплавленного металла образуется неразъемное соединение – сварной шов.
Несомненные плюсы метода ручной дуговой сварки MMA:
- Простота и доступность процесса сварки ММА – «легкий старт» для новичка. Базовые сварочные аппараты (инверторы) стоят недорого. А хороший производитель оснащает их функциями, облегчающими процесс сварки.
- Минимальный стартовый набор: кроме сварочного инвертора MMA нужны только электроды. Ну и средства защиты, конечно. Ни газовых баллонов, ни редукторов, ни проволоки.
Включил аппарат в сеть, подготовил детали – и работай.
- Сварка в любых положениях. Размеры сварочного инвертора позволяют проводить сварку ММА в самых труднодоступных местах и на высоте. Также с этой сваркой есть возможность делать швы в любых пространственных положениях – главное подобрать нужный электрод.

Рис.1 - Преимущества сварки ММА
Допустимы работы практически при любых температурных условиях. Сварочный инвертор может варить методом ММА и жару и в мороз.
Есть, конечно, и минусы:
Ограничения по видам и толщинам свариваемых металлов. MMA сварка идеально работает со всеми видами сталей толщиной от 2 до 10 мм. Если стоит задача варить алюминий, цветные металлы, очень тонкие или, наоборот, заготовки с большой толщиной, то MMA сваркой не обойтись.
Ограниченная производительность. По сравнению с полуавтоматической сваркой, производительность сварки MMA недостаточно высока.
Необходимость удаления шлака с деталей. При сварке инверторным аппаратом дуговой сварки ММА неизбежно образование шлака и окалины, которые нужно счищать с заготовок.
Преимущества
Ограничения
Легкий старт для новичка
Ограничения по видам и толщинам свариваемых материалов
Простота и доступность
Ограниченная производительность (по сравнению с MIG-MAG-сваркой)
Минимальный стартовый набор
Необходимость удаления шлака с деталей
Сварка в любых положениях
Широкий диапазон температурных режимов окружающей среды
На самом деле, нужно понимать специфику использования. Если сварка не будет постоянным рабочим процессом, то невысокая по сравнению с MIG-MAG производительность вообще не важна. А для большинства ремонтных и строительных задач тот же инвертор – идеальное решение.
Достоинства же этого метода безусловны – экономичность, мобильность, и простота, благодаря функциям современных инверторов.
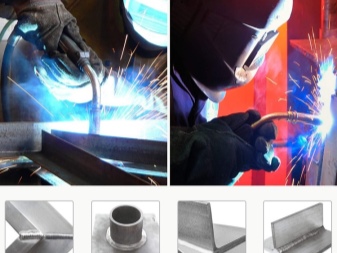
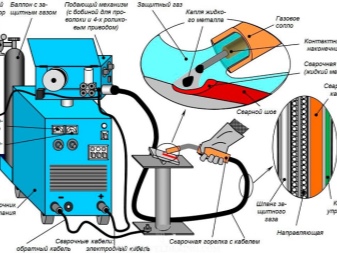
Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – высокопроизводительный и, пожалуй, самый быстроразвивающийся вид сварки. На сегодняшний день нет ни одной отрасли промышленности, где бы этот вид сварки не использовался: машино- , приборо- , судостроение, производство металлоконструкций. Аппараты MIG-MAG сварки незаменимы в слесарных мастерских или при ремонте автомобилей.

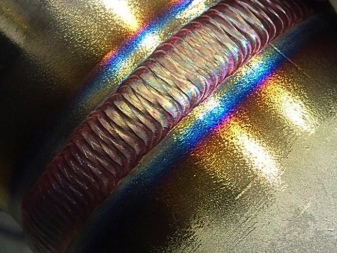
Рис.2 - Сварка полуавтоматом MIG/MAG
По своим возможностям полуавтоматов существует великое множество – от простых в управлении и надежных аппаратов, которые могут решать оперативные задачи в быту, на строительной площадке (FUBAG IRMIG 160),

Рис.3 - Полуавтомат FUBAG IRMIG 160
до высокотехнологичных аппаратов с синергетическим управлением и мощных трехфазных полуавтоматов для поточного производства (INMIG 500 DW SYN).

Рис.4 - Полуавтомат FUBAG INMIG 500 DW SYN
Основной задачей при создании сварки полуавтоматом MIG/MAG была идея бесконечного электрода. Поэтому в качестве электрода здесь выступает тонкая проволока, которая через сварочную горелку автоматически подается в зону образования сварочного шва.
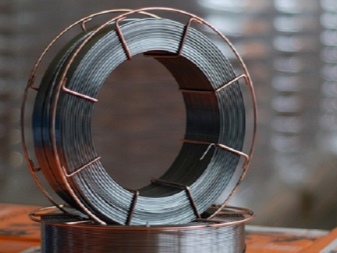
Рис. 5 - Сварочная проволока Fubag в катушке
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить чистое, надежное, эстетичное соединение в несколько миллиметров.
Ее плавление происходит от тепла дуги. Сама зона сварки (сварочная ванна, электрод и зона дуги) защищены потоком защитного газа.
Принципиально метод сварки MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе.
MIG (Metal Inert Gas) сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Мигом варят алюминий, титан, медь, никель, их всевозможные сплавы.
MAG (Metal Activ Gas) – сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода. Здесь используется азот, углекислый газ и т.п. MAG варят низколегированные, нелегированные и коррозийнопрочные стали.
MIG/MAG сваркой можно варить и без газа, но тогда нужно использовать флюсовую проволоку (проволока в специальной защитной оболочке).
Несомненные достоинства сварки методом MIG/MAG:
- Высокая производительность. Здесь мы не тратим время на смену электрода и можем работать с более высокими токами.
- Качественный, чистый, прочный шов – за счет высокой степени защиты зоны сварки обеспечивается высокое качество сварного соединения. Мы экономим время на зачистке и обработке поверхности металла.
Недостатки сварки методом MIG/MAG:
- Из недостатков отмечаем невысокую мобильность – газовые баллоны плюс катушка со сварочной проволокой весят значительно больше электрода.
- По сравнению с MMA выполнять сварку в труднодоступных местах сложнее. Сварочная горелка гораздо объемнее электрододержателя с электродом.
- Более серьезный стартовый комплект. Для этого типа сварки понадобятся горелка, катушка с проволокой, газовые баллоны, редукторы и шланги.
- Ну, и конечно, стоимость аппарата - это уже существенное вложение денег, которое должно быть обусловлено необходимостью – частое использование, требования к качеству шва, толщине и виду металла.
Большой стартовый комплект
Минимальное разбрызгивание металла
Невозможность варить в труднодоступных местах
Сварка TIG
TIG сварка – или аргонодуговая сварка (Tungsten Inert Gas) получает все большее распространение благодаря исключительному качеству сварных соединений. Этот метод сварки уже требует опыта и подготовки.

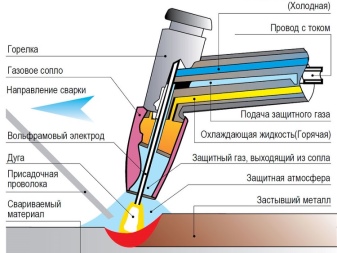
Рис.6 - Аргонодуговая сварка TIG
В отличие от MIG-MAG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Сварка также проходит в среде защитного газа (аргона), который защищает область сварки от окисления на открытом воздухе.
Если расстояние между свариваемыми деталями небольшое, то шов формируется за счет расплавления кромок. Если между деталями есть зазор, то в сварочную зону подается специальный присадочный материал — пруток из аналогичного свариваемым деталям металла.
Пожалуй, два самых главных преимущества TIG сварки – возможность сваривать практически любые виды металлов малых толщин и ювелирное качество шва.
Современные аппараты аргонодуговой сварки TIG позволяют работать в широких диапазонах сварочного тока и очень точно регулировать параметры тока. Функции улучшенного поджига обеспечивают быстрый старт и простоту процесса.
При этом виде сварки придется мириться с:
- Невысокой по сравнению с другими методами скоростью сварки;
- Ручной подачей сварочного прутка;
- Необходимостью работать в закрытых помещениях (чтобы исключить перерасход газа).
Подготовка деталей при этом виде сварки должна быть особо тщательной.
Ну, и конечно, стартовый комплект тоже не мал:
- сам аппарат;
- шланги подачи газа от баллонов;
- газовые баллоны с редукторами и манометрами;
- горелка и тугоплавкие вольфрамовые электроды;
- присадочная проволока по составу близкая к рабочему материалу.
При этом, надо понимать, что во-первых, аргонодуговая сварка – единственный вид сварки, позволяющий работать с тонкостенным материалом, алюминием, нержавейкой, цветными металлами и сплавами. Поэтому выбор его изначально обусловлен необходимостью. Ну и во-вторых, это очень красиво.
Достоинства
Сварка любых видов металлов
Сварка металлов малых толщин
Высокие требования к подготовке деталей
Ювелирное качество шва
Сварочные аппараты аргонодуговой TIG сварки может варить как на постоянном, так и на переменном токе. На постоянном токе (INTIG 160 DC) свариваются следующие материалы: сталь, нержавейка, медь, титан.

Рис. 7 - Сварочный аргонодуговой аппарат INTIG 160 DC
На переменном токе свариваются алюминий и его сплавы. (Пример INTIG 200 АС/ DC PULSE).

Рис. 7 - Сварочный аргонодуговой аппарат INTIG 200 AC/DC PULSE
Аргонодуговые аппараты могут оснащаться функцией импульсной сварки. Может быть как на переменном, так и на постоянном токе (INTIG 200 DC PULSE). Она актуальна, когда требуется контролировать тепловложение (особенно это актуально для алюминия и его сплавов).
Выводы:
Если Вы только учитесь варить и работать сварочным аппаратом планируете не полный рабочий день;
Если предстоит сварка в труднодоступных местах и аппарат должен быть мобильным и простым в использовании;
Если металлы, с которыми предстоит работать – стали (углеродистая, низколегированная, высоколегированная – не важно)
то ваш выбор – сварочный инвертор ручной дуговой сварки, MMA-инвертор. В зависимости от задач можно подобрать как компактный и несложный аппарат, так и прокачанный, мощный инвертор.
Если работать планируете часто и продолжительно и мобильность аппарата не так важна;
Если к качеству шва предъявляются высокие требования
Если металлы, с которыми предстоит работать – сталь, нержавеющая сталь, алюминий
То стоит присмотреться к сварочным полуавтоматам. Здесь рынок предоставляет огромный выбор – в зависимости от функционала и мощности можно подобрать как вполне бюджетный сварочный аппарат для периодической работы, так и промышленную модель, способную решать широкий круг задач.
Если главное не скорость работы, а высокое качество сварного соединения,
Если большая часть работы – сварка алюминия и сплавов цветных металлов, то однозначно надо выбирать аппараты аргонодуговой сварки TIG. Конечно, без профессиональных знаний здесь уже не обойтись, но ведь учиться никогда не поздно.
ВИДЫ МЕТАЛЛОВ
ТОЛЩИНА МЕТАЛЛА, мм
стали (углеродистая, низколегированная, высоколегированная
· Простота и доступность процесса сварки
· Минимальный набор расходных материалов
· Сварка в любых положениях
· Ограничения по видам и толщинам свариваемых металлов.
· Необходимость удаления шлака с деталей.
Все виды сталей, медь, алюминий и его сплавы, чугун
· Необходимость в дополнительных расходных материалах и доп. оборудовании
Все виды сталей, медь и ее сплавы, чугун, титан
Алюминий и его сплавы
От 0,5 мм и выше
· Возможность сварки любых металлов
· Эстетический и качественный шов
✔ Сохраните эту таблицу в закладки, она пригодится вам при выборе нужного аппарата. ✔
В съемке принимали участие модели:
Диапазон сварочного тока, А
Напряжение холостого хода, В
Диаметр электрода, мм
Уже в комплекте
Сварочный инвертор MMA-сварки
-Кабель с электрододержателем
Кабель с электрододержателем
Возможность TIG-сварки
Диаметр сварочной проволоки, мм
Инверторный сварочный полуавтомат
30-180 в режиме МIG-MAG
60-150 в режиме ММА
Горелка FB 250 / Кабель заземления
Газовый шланг / Ролик
INMIG 200 SYN LCD
Инверторный сварочный полуавтомат с синергетическим управлением
25-200 в режиме МIG-MAG
10-200 в режиме ММА
10-200 в режиме TIG
INMIG INMIG 500 DW SYN PULSE
Инверторный сварочный полуавтомат с синергетическим управлением/ с выносным подающим механизмом
Виды сварки MMA, MIG-MAG, TIG в преимуществах и недостатках
В настоящее время существует более 50-и способов сварки. Мы же рассмотрим самые распространенные виды сварки в быту и профессиональной сфере: ручную электродуговую (MMA), в среде защитного газа (MIG-MAG) и аргонодуговую (TIG). В чем принципиальное отличие оборудования? Какими достоинствами и недостатками обладает тот или иной тип сварки? Давайте разберемся по порядку и постараемся дать краткую характеристику для перечисленных способов, понятную даже новичку.
Ручная электродуговая сварка (MMA) – легкий старт для новичка
Первое, что отличает данный способ – доступность и простота. Именно он является базой для многих сварщиков-новичков. Для проведения ручной дуговой сварки необходим сам аппарат, горелка и штучные электроды. Под действием теплоты электрической дуги электрод плавится, оставляя на месте соприкосновения с деталью неразъемное соединение – скрепляющий шов.
Сварочные аппараты (инверторы) доступны по цене
Легкая и компактная конструкция оборудования
Возможность сварки в любых положениях
Дополнительные функции для облегчения процесса сварки
Дешевые расходные материалы
Ограничение по виду и толщине свариваемых металлов
Низкая производительность относительно других видов сварки (MIG-MAG, TIG)
Дополнительные усилия и временные траты на удаление шлака и окалины
Когда пригодится сварочный аппарат для электродуговой сварки? Если оборудование необходимо периодически и производительность не играет особой роли, то инвертор прекрасно подойдет для решения ремонтных и строительных задач. Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.
Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – производительность и перспектива
Аппараты MIG-MAG – шаг в сторону профессиональных сварочных агрегатов. Конечно же, полуавтоматы можно встретить и в быту, но чаще ими пользуются в промышленных предприятиях для производства и мастерских по ремонту автомобилей или слесарным работам.
Основные особенности вида сварки: использование тонкой проволоки вместо электрода и защитного газа для изоляции от окружающей среды. Во время варочного процесса проволока подается автоматически, а сам механизм работы позволяет добиться качественного и эстетичного сварного шва.
В зависимости от газа полуавтоматическая сварка может быть:
MIG (Metal Inert Gas) – с использованием инертного газа. MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
MAG (Metal Active Gas) - с использованием азота, углекислого газа и других газов, связывающих кислород. Вид сварки используют для заготовок из низколегированных, нелегированных и коррозионно-устойчивых сталей.
В ряде случаев можно не использовать газ вовсе. Для этого понадобится флюсовая проволока, которая изначально имеет достаточную защитную оболочку.
Экономия времени на замене электрода
Расширенный диапазон рабочих таков
Отсутствие необходимости в постобработке шва
Качественный и прочный шов
Удобство эксплуатации за счет широкого набора функций
Возможны затруднения в сварке в труднодоступных местах
Дорогостоящий стартовый комплект (помимо аппарата необходимы: горелка, катушка с проволокой, газовые баллоны, редукторы и шланги)
Резюмируя скажем: данный вид сварки предполагает частое использование и уже является настоящим вложением, которое требует отдачи. Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится IRMIG 160 и его старшие аналоги.
Аргонодуговая сварка (TIG) – исключительное качество сварного шва
Данный вид сварки не принесет результата, если у сварщика нет должного опыта и подготовки. Начинать с него не стоит, все же инвертор или полуавтомат станут более взвешенным решением.
В отличие от предыдущих способов, здесь вместо проволоки или расходного электрода, используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Процесс проходит в среде защитного газа – аргона. Сам по себе электрод для аргонодуговой сварки не поддается плавлению. Поэтому для шва может использоваться присадочный материал из того, же металла, что и заготовка. В некоторых случаях шов формируется в результате расплавления кромок.
Возможность работать с любыми металлами малых толщин
Высокое качество сварного шва
Широкий диапазон сварочного тока
Тонкая настройка параметров аппаратов
Дополнительные функции для облегчения процесса
Малая скорость сварочного процесса (относительно других видов сварки)
Ручная подача сварочного прутка
Тщательная подготовка заготовки
Дорогостоящий комплект оборудования
Необходимость использования аппарата в закрытом помещении
Тем не менее, данный способ сварки не имеет конкурентов в работе с тонкостенным материалом. Поэтому он всегда остается востребованным для специфических задач.
Что нужно знать о TIG аппаратах ? В зависимости от конструкции устройства могут варить на постоянном и (или) переменном токе. Выбирать сварочник на постоянном токе стоит для стали, нержавейки, титана и меди. Агрегаты на переменном токе подойдут для работы с алюминием и его сплавами.
Некоторые сварочные аппараты обладают функцией импульсной сварки. Она важна при работе с алюминием и материалами, содержащими данный вид металла. При помощи функции можно контролировать тепловложение.
Какие из основных видов сварки предпочтительнее?
Итак, обобщим все вышесказанное. Воспользуйтесь таблицей ниже, чтобы подобрать идеальный вариант сварочного аппарата под ваши запросы.
ТОЛЩИНА МЕТАЛЛА, мм
ПРЕИМУЩЕСТВА
ОГРАНИЧЕНИЯ
стали (углеродистая, низколегированная, высоколегированная)
Простота и доступность процесса сварки
Минимальный набор расходных материалов
Ограничения по видам и толщинам свариваемых металлов.
Необходимость удаления шлака с деталей.
Необходимость в дополнительных расходных материалах и доп. оборудовании
Возможность сварки любых металлов
Эстетический и качественный шов
Вы можете закрепить материал и узнать больше из нашего видео, в котором приведена классификация видов сварки:
Все о сварочных аппаратах MIG/MAG
Современные сварочные аппараты значительно отличаются от своих предшественников. Кроме того что они производятся по новым технологиям, они выполняют различного вида сварку, которая обеспечивает качественный шов, могут работать с различными видами металлов. Такими аппаратами являются те, что работают по технологиям MIG и MAG.


Особенности
В названии технологии MIG/MAG используется аббревиатура, имеющая общеизвестное обозначение определенного цикла сварки.
MIG – это сварочный цикл в сфере неактивного газа. Здесь используют соединение аргона и гелия или их по отдельности. Процесс работы проходит таким образом, что газ идет из баллона под большим давлением на горелку. Под действием этого движения он выталкивает воздух около электрической дуги, поэтому нет негативного влияния кислорода на сварочные швы. Благодаря такому способу шов значительно отличается своей плотностью, не имеет пустот, обладает большой износоустойчивостью. Такой способ применяют при сварочных работах с титаном, медью и всевозможными сплавами, а также в работе с алюминием.

MAG-сварка – это также общепринятое обозначение определённой сварочной цепочки, но в области активного газа. Здесь применяют углекислый газ и азот.
Они также защищают сварочный процесс от кислорода из атмосферы. Во время сварки углекислота разделяется на кислород и оксид углерода. Чтобы избежать этого, а также пористого сварного шва, используют электроды или присадочную проволоку с добавкой марганца и кремния. Они окисляют сварочную среду и связывают свободный кислород.
Такие способы сварки обладают рядом преимуществ. Это не только хорошего качества шов, но и сварочные удобства. С такой сваркой удобно работать в любом положении, видно весь цикл сварки.
Устройства для такой сварки из-за газобаллона не отличаются мобильностью, а в труднодоступных местах сварку проводить довольно сложно.
Сварочные аппараты с режимами MAG и MIG функционируют в полуавтоматическом порядке. Во время подачи газа проволока подается механически. Такие устройства отличаются своим назначением. Это могут быть модели для домашнего и бытового использования, сварочные устройства среднего уровня, которые оснащены импульсным режимом, профессиональные аппараты и промышленные.
По способу питания различают однофазные и трехфазные устройства. Однофазные обычно используют для домашнего использования и в бытовых целях, они работают от напряжения 220 В. Трёхфазные предназначены для более профессиональной деятельности, работают от сети с напряжением 380 В.




Трехфазные варианты в основном используют при длительных нагрузках, они отличаются более экономным расходом электроэнергии, меньше дают нагрузку на сеть.
Бытовые устройства довольно маломощные, предназначены для небольших сварочных работ. Для длительного использования они не подходят, так как имеют свойство автоматически отключаться при перегреве. Полупрофессиональные довольно мощные по сравнению с бытовыми, используются на станциях техобслуживания для сваривания деталей автомобиля. Профессиональные имеют самую большую мощность, они могут работать беспрерывно. Обладают рядом преимуществ, защищены от перегрузки и перегрева.
Рейтинг моделей
Рассмотрим популярные модели сварочных аппаратов MIG/MAG.
Kaiser MIG-305
Модель выполняет полуавтоматическую сварку в бытовых условиях от однофазной сети с напряжением 220 В. Напряжение холостого хода составляет 75 Вт. Китайская модель оснащена всеми современными комплектующими, отличающимися хорошим качеством и долговечностью. Работает в порядке дуговой сварки при помощи электродов и флюсовой проволоки. Инверторная модель выполняет сварочные работы без участия газа с мощностью 7 кВт воздушным способом охлаждения. Толщина рабочей проволоки составляет 1 мм, а электродов – от 1,6 до 5 мм. Выдаётся самый большой сварочный ток 305 А, который регулируется в пределах 10-305 А. Скорость выдачи проволоки составляет 2,9-13 м в минуту. Имеется встроенная горелка и подающее проволоку 2-роликовое устройство.


Данная модель имеет степень защиты IP 21. Вес аппарат 13 кг, имеет такие параметры: длина 581 мм, ширина 246 мм, высота 411 мм.
В комплект со сварочным аппаратом входят набор кабелей для сварки со штучными электродами, рукав с держателем для полуавтоматической сварки, клеммы массы, защитный щиток для сварщика, щётка для очистки места сварки и отбивки окалины. Корпус выполнен из высокопрочного металла, имеет вентиляционное отверстие. Есть принудительное охлаждение при помощи вентилятора, которое продлевает время работы.
Данная модель прекрасно работает даже при пониженном напряжении, делает шов прочным и аккуратным. Потребляет во время работы мало электроэнергии, что значительно снижает себестоимость работы. Есть возможность плавного управления силой тока, а это позволяет сваривать металл различной толщины. Данная модель имеет высокое значение КПД.
Stal MULTI-MIG-305 Profi
Сварочный полуавтомат работает от однофазной сети с напряжением 220 В. Данная модель прекрасно выполняет бытовые задачи, имеет несложный процесс управления и длительный срок эксплуатации.
Модель очень компактная, весит 9,5 кг. Её мощность 8 кВт. Максимальный диаметр проволоки составляет 1 мм, а диаметр электродов от 1,6 до 5 мм. Максимальный сварочный ток 305 А, его можно регулировать с промежутком от 50 до 305 А. В данной модели предусмотрен дисплей, благодаря которому можно задавать рабочие функции и наблюдать за данными параметрами.
Есть функции «антиприлипание», «горячий старт», «форсаж дуги». Во время работы металл не разбрызгивается, а электроды не слипаются. Тип охлаждения воздушный.
В комплект входят кабель с электродержателем 1,7 м и кабель массы 1,3 м, еврорукав длиной 3 м, защитный сварочный щиток и щётка-молоток, различные контактные наконечники. Модель прекрасно справляется со своей задачей с использованием материалов любого типа.
Расходные материалы
Для того чтобы производить сварочные работы MAG- и MIG-способами необходимо специальное оснащение и дополнительные материалы, которые отличаются хорошим качеством. Для этого необходим газовый баллон, который имеет регулятор, шланги и кабели, горелки с режимом подачи проволоки, подающее приспособление для промывки. Качество расходных материалов напрямую влияет на качество шва.

Для сварки вышеперечисленными способами используют разные виды проволоки: омедненная, порошковая, стальная и алюминиевая. Наиболее удобными являются омедненная и порошковая, поэтому они самые распространённые. Благодаря им сварка происходит без разбрызгивания металла, очень быстро. К тому же эти расходные материалы можно купить абсолютно везде. Порошковая проволока применяется как в быту, так и в высокопрофессиональной сварке. В ней находится особый порошок с антиокислителями. Благодаря ему можно производить сварку без газа. Функцию газа производит сгораемый в проволоке порошок. Единственное, что такую проволоку нельзя перегибать и деформировать, так как после этого она непригодна для сварочных работ.

Другие типы применяют только в сфере углекислого или инертного газа.
Толщина проволоки подбирается индивидуально под толщину используемого металла. Её состав также должен соответствовать свариваемому металлу. Нельзя использовать абсолютно разные металлы, например, медную проволоку с нержавеющей сталью. Для сварки различных металлов используют и разный газ. К примеру, для сваривания цветного металла или его сплавов используют пассивный газ. Это аргон, гелий или газовые соединения. Если сваривать медь или кобальт, то лучше применить азотный газ. Опытные сварщики могут практиковать работу на смесях неактивных и действующих газов – это улучшает неизменность горения дуги и не разбрызгивает металл.
Как выбрать?
Для того чтобы выбрать сварочный аппарат с MAG- и MIG-варкой, необходимо прежде всего определиться на каком токе он работает. Это может быть стабильный или нестабильный ток. Лучшими считаются устройства, действующие на постоянном токе. Они не ставят обратную полярность во время сварки.
А также модели MAG- и MIG-варки могут быть оснащены дополнительными функциями. Они могут выполнять дополнительно MMA- и TIG-сварку.


Эти устройства очень универсальны, позволяют производить более разнообразные работы. В отдельных моделях предусмотрена функция, где можно регулировать отдельно напряжение холостого хода. Это очень необходимая настройка, так как от неё зависит удобство розжига сварочной дуги, а также её стабильность.
Если вы хотите, чтобы качество сварочных работ было на высшем уровне, то лучше выбирать и полуавтоматы, где есть дополнительная настройка индуктивности. Этот фактор серьёзно влияет на время отрыва горячей капли металла от проволоки и его передачи в сварочную ванну. От данной регулировки можно добиться минимума разбрызгивания металла, что существенно повысит качество шва.
Очень важными функциями современных сварочных аппаратов является индикация и память. Это очень удобно в том случае, если значение показывается на индикаторе в абсолютных величинах. Тогда можно настроить оптимальные режимы эмпирическим путем и занести их в память.
Обязательным в устройстве должна быть защита от перегрева. Аппарат автоматически отключается в случае перегрузки, а по истечении времени автомат сам возобновит работу. В этом случае ваш сварочный аппарат обеспечен длительной эксплуатацией, так как не будет предпосылок для сгорания.
О сварочных аппаратах смотрите далее.
Все о сварке MIG/MAG
В профессиональной среде сварщиков нередко можно услышать про так называемую сварку MIG/MAG. Однако для новичков это наименование ни о чем не говорит. Потому нужно разобраться в особенностях такой обработки, в нюансах технологии, в характеристиках расходных материалов и областях использования.

Что это такое?
Сразу стоит сказать, что сварка MIG/MAG в полуавтоматическом режиме вполне доступна любому начинающему сварщику. А когда за дело берется профессионал, он может сварить подобным образом практически все металлы. Не имеют существенного значения (за редким исключением) даже толщина и сложность конфигурации изделий. Если же говорить о технической сути процесса, то термин MIG означает расплавление металла в окружении защищающего газа. Это позволяет исключить практически все нежелательные реакции внутри расплава.
Для работы могут применять аргон, гелий, реже другие химически стабильные (вообще или в определенных условиях) газы. Методом MIG можно сваривать:
- сталь большинства марок;
- магний;
- чистый и содержащийся в сплавах алюминий;
- титан;
- соединения никеля.
Вместо плавкого электрода используют алюминиевую, стальную или другую проволоку. Она предварительно наматывается на барабан и перемещается затем автоматически. Темп поступления проволоки определяется ее сечением, напряжением и силой тока. Все, что требуется от самого сварщика, – это заведение горелки в сварную зону и нажатие рукояти. При зажигании дуги мотор начинает подачу проволочной присадки.
Отличия сварочного процесса по технологии MAG довольно существенны. При этом типе манипуляций применяют не инертный, а углекислый газ. С его помощью неплохо обрабатывают сталь. Другие материалы варить таким способом не слишком рационально.
Однако дешевизна углекислоты, по сравнению с тем же аргоном, тем более гелием, вполне притягательна.
Такое решение, как MIG/MAG, соответственно, ориентировано на эффективную работу и с инертными газами, и с углекислотой. Можно будет использовать изменение тока в широких пределах. Доступна для работы будет и сварочная проволока любого произвольного диаметра, что расширяет возможности пользователей. В большинстве случаев применяют проволоку от 0,5 до 4 мм, ориентируясь на толщину свариваемого материала и его свойства.
Сварка полуавтоматом в среде инертного газа:
- гарантирует большую производительность, чем использование штучных электродов;
- позволяет тратить меньше времени на зачистку швов;
- совершенно исключает засорение обрабатываемого участка кислородом.


Проволоку выбирают сообразно специфике применяемых материалов. Мнение, будто она отличается лишь по цвету, ошибочно. Главным отличием является неодинаковая толщина. Критерий выбора очень прост: чем толще металл, тем больше должна быть и проволока. Но необходимо учитывать общие возможности полуавтоматов. Одни модификации конструируют с расчетом на проволоку сечением 0,6—0,8 мм. У других устройств верхняя планка диаметра составляет 1 мм. Вставка горелки с чрезмерно большим размером невозможна. И даже просто силы тока не хватает. Наконец, внимание придется уделять и составу проволоки; если он неизвестен, использовать расходный материал нельзя.
Проволока сплошного сечения формируется из меди, стали, алюминия. В некоторых случаях применяют сплавы таких металлов. Омедненное изделие применяют для стали без легирующих добавок или с минимальным их количеством.
Такая проволока стабильно горит и почти не разбрызгивается. Обеспечивается эффективная защита шва от абразивного воздействия и коррозионных процессов.
Алюминиевую проволоку применяют, чтобы варить цветные металлы и их сплавы. Подобное решение отлично подходит для сваривания изделий, контактирующих с пищевыми жидкостями и соленой водой. Порошковая проволока содержит от 15 до 40% порошка, находящегося во внутренней полости. Роль такой добавки та же самая, что и у обмазки электродов: повышение стабильности дуги, прикрытие от кислорода и легирование швов.
Отдельно стоит сказать про активированную проволоку, которая включает от 5 до 7% добавок. В состав активированной проволоки добавляют соли и окислы различных металлов. Дополнительно применяются компоненты, вырабатывающие шлаки. Благодаря этому шов становится аккуратнее, а металл разбрызгивается меньше. Подобные прутки очень прочны, они практически никогда не ломаются. Их используют, чтобы варить металл в углекислотной среде.
Подбирая проволоку для сварки, нужно учитывать:
- точку плавления (она должна быть не выше точки плавления соединяемого металла);
- спокойный характер плавления (за счет близости состава присадки к составу обрабатываемого металла);
- чистоту;
- концентрацию вредных примесей (чем меньше, тем лучше).


В дополнение к сварочному пистолету обязательно понадобятся контактные наконечники. Их фиксируют на горелку, чтобы подавать проволоку напрямую к месту обработки металла. Подбор таких деталей определяется присадочным материалом и наружным сечением используемых прутков. Внимание придется уделить также держателям наконечников. Без них крайне тяжело крепить токосъемные элементы.
В какой-то мере расходным материалом можно считать экипировку. Тем, кто не может постоянно снимать и надавать традиционную сварочную маску, лучше выбирать тип «Хамелеон». Благодаря особому автоматически регулирующемуся фильтру возможно переключение от сварочного в шлифующий (с хорошим обзором) режим и обратно. Фильтрующий элемент реагирует на возникновение сварочной дуги за считаные миллисекунды. Полезно также приобрести стойкие к сильному нагреву краги.


Оборудование
Важную роль играет и сварочная горелка. Именно через нее подают изолирующий поверхность газ и проволоку. Для координации процесса можно применять кнопку. Часто пистолет входит в базовый комплект сварочного полуавтомата. Покупая сварочную горелку, надо учитывать интенсивность ее применения. Стоимость таких изделий может варьироваться.
Внимание при выборе уделяют:
- подходящему сечению проволоки;
- допустимой силе тока;
- варианту охлаждения (чаще всего встречается отвод тепла воздухом, а водяные аппараты подойдут для интенсивной работы);
- исполнению разъема (европейский или «байонет»);
- величине шлейфа.
Создание четкого потока газов обеспечивают сменяемые сопла. При помощи узкого сопла можно отлично варить металл в труднодоступных точках. Широкие изделия универсальнее и пригодны для большинства видов работ. Что касается «гусаков» либо «шеек», то это неофициальные названия мундштуков. Такие удлинители помогают комфортнее держать пистолет, избегая его чрезмерного наклона.
Стоит также обратить внимание на ролики подачи проволоки. Они используются во встроенных и выносных решениях одинаково эффективно. При значительной интенсивности сварочных работ ролики постепенно изнашиваются. Материал будет проскальзывать, потому неизбежны будут рывки, замедления.
При смене диаметра проволоки требуется менять силу прижатия подающих роликов.


Области применения
Наращивание производительности, по сравнению с традиционными методами сварки, позволяет выполнить работу эффективнее. Технология MIG/MAG подходит для сваривания пластин небольшой толщины. Требуется только максимально аккуратно сокращать удельное тепловложение. В процессе наплавки каналов внутри толстых заголовок такой способ сварки позволяет обеспечить превосходную производительность. Метод MIG/MAG отлично подойдет также для сваривания:
- низкоуглеродистых марок стали;
- легированных и особо легированных сталей;
- алюминия и сплавов на его основе;
- ряда иных металлов, сплавов.
Сварка может быть исполнена в любом пространственном помещении. Подобные свойства позволяют использовать методику в крупносерийном производстве и на мелких производственных объектах.
Аппараты MIG/MAG широко востребованы в:
- автомобильной отрасли;
- судостроении;
- вагоностроении;
- строительной отрасли.
Трудности создает и чувствительность газовой защиты к дуновениям воздуха — порой из-за их чрезмерной силы не помогает даже чрезвычайный рост расхода газа.



Технология процесса
Методология MIG/MAG была разработана в 1950-х годах. Ее характерные недостатки оказываются в значительной степени устранены при работе в оборудованном цеху. Стоит учесть, что правильное название этой методики — GMAW, что расшифровывается как сварка электрической дугой в атмосфере изолирующего газа. Темп подачи проволоки определяется заблаговременно. Точно так же заранее придется настроить напряжение и интенсивность подкачки газа.
Большое значение имеет правильная очистка металла, который предстоит варить. Концевую часть проволоки следует выводить на некоторое расстояние вперед. При чрезмерно длинном выводе проволоки эффективность газовой защиты падает. От вида применяемого газа будет зависеть:
- темп плавления;
- глубина воздействия дуги;
- интенсивность формирования брызг;
- геометрия сварного шва;
- его механическая характеристика.


Углекислота может применяться как в чистом виде, так и вместе с аргоном. Двуокись углерода гарантирует быстрое плавление и повышает проницаемость дуги в металл. Шов получит расширенный, выпуклый профиль. В чистой углекислоте переплетение сил, влияющих на капли металлического расплава, очень сложно. Поскольку они не сбалансированы, существенно больше становится брызг и появляется большее количество испарений.
Инертные газы и их смеси востребованы больше при работе с цветными металлами. Темп плавления при использовании аргона будет ниже, а дуга станет проникать меньше в металл. Сократится количество брызг. При применении гелия картина противоположная — в том числе удается сформировать сварочный шов выпуклой формы. Однако неизменно растет сварочное напряжение, хотя дуга не удлиняется; отмечают ее частую нестабильность.


Варить чистым аргоном сталь по этой причине не рекомендуется. Универсальным решением для сварки углеродистых сталей является сочетание ¾ аргона и ¼ углеродной двуокиси. Этот вариант ценится за небольшую массу брызг и минимальную вероятность прожига тонких листов. Принято обозначать такую комбинацию как С25/75. Перед началом работы с металла обязательно требуется вычищать все следы краски и остатки ржавого металла; даже небольшие включения такого рода ухудшат качество и стабильность соединения.
Не менее важно прочищать участок, используемый под зажим для массы. Управление сварочной горелкой возможно и «в одну руку». Однако даже квалифицированные исполнители стараются пользоваться двумя руками. Это упрощает контроль и повышает аккуратность манипуляций. Легче будет добиться качественного шва. Суть — одна рука держит горелку, а другая подпирает основную рабочую руку.


Этот прием упрощает контроль дистанции, отделяющей обрабатываемую поверхность от инструмента, и контроль угла. Легче будет совершать требуемые для создания шва манипуляции. Но нормальные действия обеими руками немыслимы, в свою очередь, без полноформатной маски. Вариантов движений сварочной горелкой очень много. Если толщина металла не превышает 0,2 см, сварка проводится волнисто-зигзагообразными шажками; это позволяет следить за равномерным воздействием дуги на оба листа, сформировать крепкий шов и избежать прожига.
Прямые швы без малейших отклонений в сторону могут использоваться на металле практически любой толщины. Однако правильно выполнить такую работу смогут только опытные сварщики. Если соединяются детали малой толщины (меньше 0,01 см), целесообразно применять проволоку потоньше. Сокращают также ампераж, а саму проволоку начинают подавать медленнее.
Предпочтительна сварка с коротким импульсом, когда делается перерыв не более 1 секунды, — этого достаточно для остужения металла.


Длинные участки варят так, чтобы металл не перегревался и не было температурной деформации. Рекомендуется выполнять работу мелкими частями или даже «точками», делая промежутки. Работают по очереди то с одного, то с другого края. В умелых руках такой подход позволяет выполнить работу полностью, не деформируя конструкции. Темп сварки контролируется самими исполнителями; часто подобрать его как следует удается только после многих проб и ошибок.
Работая слишком быстро, сварщики производят массу брызг металла. В нем может оставаться изолирующий газ. При замедленном движении дуга будет действовать неоправданно глубоко. Набрав опыт, можно будет уже научиться определять необходимые параметры «на глаз». Важно помнить: некоего «универсального», подходящего для всех вообще случаев сварочного угла, просто не существует – его выбирают всегда индивидуально.


В следующем видео вас ждет дополнительная информация о дуговой сварке MIG/MAG и TIG.
КАК ВЫБРАТЬ СВАРОЧНЫЙ ПОЛУАВТОМАТ?
MIG-MAG сварка или сварка полуавтоматом одна из самых востребованных у профессионалов. Данный метод сварки все больше набирает популярность, вытесняя ручную дуговую сварку.
Если и Вы решили попробовать варить полуавтоматом, обязательно встанет вопрос: какой же сварочный инверторный аппарат MIG/MAG выбрать?
Существует великое множество сварочных полуавтоматов MIG/MAG – от простых в управлении и надежных аппаратов, которые могут решать оперативные задачи в быту или на строительной площадке (к примеру, сварочный полуавтомат IRMIG 160) до высокотехнологичных аппаратов с синергетическим управлением (к примеру, INMIG 200 SYN LCD) и мощных трехфазных полуавтоматов для промышленного производства (к примеру, INMIG 500 DW SYN).

Рис.1 – Сварочный полуавтомат IRMIG 160

Рис.2 – INMIG 200 SYN LCD

Рис.3 – Сварочный полуавтомат INMIG 500 T DW SYN
Какой сварочный полуавтомат для дома и дачи выбрать?
Преимущества метода сварки MIG-MAG:
1. Это самый производительный вид сварки. За счет принципа подачи проволоки, можно варить беспрерывные протяженные швы, не останавливаясь и не тратя время на смену электрода.
2. Сваркой MIG/MAG можно работать с очень большим списком металлов, в том числе с тонколистовым.
3. В результате MIG/MAG сварки получается качественный, чистый, прочный шов с минимальной последующей обработкой стыка под покраску.
4. Сварка полуавтоматом MIG/MAG - это самый простой и несложный процесс и любой начинающий сварщик сможет освоить основные навыки за очень короткое время.
5. MIG-MAG сварка дает возможность работы в любом положении, позволяет визуально прослеживать процесс сварки и формировать шов.
У MIG/MAG сварки есть и свои ограничения:
1. Невысокая мобильность – нужен газовый баллон и катушка с проволокой (а это гораздо тяжелее электрода).
2. Необходим стартовый комплект – для этой сварки понадобятся горелка, катушка с проволокой, газовые баллоны, редукторы и шланги.

Рис.4 – Преимущества сварки полуавтоматом

Рис.5 – Недостатки сварки полуавтоматом
Но преимущества данного вида сварки неоспоримы.
Перед тем как начать выбирать, нужно определиться для каких видов работ будет использоваться полуавтомат. Именно от этого будут зависеть характеристики (мощность, сила тока) и комплектация.
Начнем с самого основного параметра – силы тока
Сила тока
Основным параметром для любого сварочного аппарата является сила тока. Этот параметр определяет, с какой толщиной металла Вы сможете работать.
Для полуавтоматов важны как максимальное, так и минимальное значение этого показателя.
Показатель максимального значения важен для определения толщины металла, которую аппарат может проплавить. Чем больше показатель, тем с большей толщиной сварочный аппарат может работать. Если максимального значения будет недостаточно, полноценного провара заготовки не получится, шов будет как бы на поверхности.
На ремонт ворот, дверей, баков, емкостей из металла 1,0 -1,5 мм потребуется полуавтомат на 160 -180 А.
Для работы по кузову автомобиля, где толщина стали не больше 0,8 мм достаточно модели с показателем 110-120 А. Фланцы и мощные трубы сваривают оборудованием от 200 А.
Для сварки металла большей толщины требуется уже 300-400 А.
Иногда стоит задача снизить сварочный ток до минимального значения, чтобы сварить тонкое изделие. Если нижнее значение аппарата не может опуститься до определенного минимального значения тока для данного материала и толщины, то при работе будут прожоги на металле.
Самый низкий предел (10-20 А) нужен для работы с кузовом. Чтобы не прожечь металл того же бака и листового железа, показатель должен быть не больше 30-40 А.
Для начала, Вы можете ориентироваться на таблицу ниже. В процессе работы, здесь даны усредненные рекомендации по силе тока для работы по низкоуглеродистой стали.

Рис. 6 - Рекомендации по силе тока для работы по низкоуглеродистой стали
Напряжение холостого хода
Еще один показатель, который поможет определиться с оптимальным выбором сварочного полуавтомата MIG/MAG.
В момент, когда Ваш аппарат включен, но дуга не горит, он работает на холостом ходу – своеобразном режиме ожидания, когда аппарат поддерживает определенный уровень напряжения – 40-90 В, чтобы при замыкании контакта между проволокой и заготовкой возбудилась дуга. Чем значение холостого хода выше, тем легче она зажигается.
Для гаража и домашней мастерской достаточно, чтобы модель имела показатель холостого хода в 30-40 В.
Для СТО или мастерской желательно иметь показатели в 50-70 В. На производство берут полуавтоматы с холостым ходом 80-90 В.

Рис.7 - Процесс зажигания сварочной дуги
Диаметр сварочной проволоки
Аппарат MIG/MAG сварки может работать с проволокой различных диаметров – не достаточно поменять только катушку с проволокой и ролики в подающем механизме. Также требуется замена кабель-канала и контактного наконечника. Поэтому устройство надо выбирать с учетом будущих работ.
Чем толще металл, тем больший диаметр проволоки потребуется для проплавки и создания хорошего соединения.

Рис. 8 - Катушка со сварочной проволокой

Рис.9 – Подбор диаметра проволоки в зависимости от толщины металла
Продолжительность включения
Это один из основных параметров. По международному стандарту EN 60974-1 продолжительность включения показывает, сколько времени от 10-ти минутного цикла, при температуре окружающего воздуха 40 C°, аппарат работает с максимальным сварочным током. Дело в том, что при продолжительной работе под высоким напряжением, а также в зависимости от температуры окружающей среды, аппарат MIG/MAG сварки может перегреваться и выключаться через разный промежуток времени. Обычно, данный параметр указывают в процентах.
Так, если в паспорте на аппарат указано, что длительность его включения составляет 40%, то это означает, что из 10-ти минут на максимальном токе он должен работать не более 4-х минут, а на остальные 6 минут будет пауза. Некоторые производители лукавят, заявляя значение АВ при 20 градусах, что увеличивает его в 2 раза и вводит покупателей в заблуждение.
Этот параметр будет особенно актуален при выборе аппарата на промышленное предприятие, при эксплуатации в постоянном режиме и на нем будет работать профессионал. Сварщик же в мастерской и гараже не варит дольше 3-4 минут, т.к. периодически нужно прерываться, чтобы подготовить участок к сварке, подогнать детали и т.д.
Синергетическое управление
Аппараты бывают как с ручным, так и с синергетическим управлением. В аппаратах с синергетическим управлением пользователю достаточно выбрать определенные известные параметры в зависимости от модели и аппарат автоматически настроит напряжение таким образом, чтобы обеспечить сварщику максимально эффективную и комфортную работу.
Продвинутый сварщик может вручную настроить параметры под свои условия работы и даже по звуку работающей горелки может определить дисбаланс настроек аппарата.
Если Вы только начинаете или работаете с аппаратом не ежедневно, то помощь в виде синергетического управления значительно упростит первые шаги и поможет в дальнейшей работе.

Рис.10 - Синергетическое управление на полуавтомате
Универсальность использования
Полуавтомат работает как с проволокой сплошного сечения, работающей в среде защитного газа (сварка MAG), так и с порошковой (флюсовой) проволокой, работающей без газа (сварка MIG). Но встречаются модели, которые работают только с одним из видов.
Кроме того, есть полуавтоматы, оснащенные разъемом для работы со штучными электродами (сварка MMA).

Рис. 11 – Сварочный полуавтомат IRMIG 180 SYN оснащен разъемом для работы со штучными электродами
Существуют также универсальные аппараты, позволяющие работать с горелкой TIG-сварки.

Рис.12 - INMIG 200 SYN LCD позволяет работать с горелкой TIG-сварки
Такие модели стоят дороже и их выбор обусловлен необходимостью работы со всеми видами сварки – они актуальны в гараже, автосервисе, где есть задача варить как малые толщины, так и большие – лонжероны, крепления и т.п.
Импульсная сварка
Полуавтоматы MIG/MAG могут иметь режим импульса. Это режим позволяет варить цветные металлы ( нержавеющая сталь. алюминиевые сплавы). Такие модели приобретают, в первую очередь, крупные станции техобслуживания.
Вес аппарата
Вес полуавтомата может колебаться от 10-12 до 100 кг и выше – все зависит от модели, ее функционала и дополнительного оборудования.
Аппараты от 12 до 20 кг подойдут для гаража или мобильного использования т.к. их без проблем может перенести один человек, но нужен будет более длинный шланг для газового баллона. Ну, или более компактный баллон. Для нечастого использования это оптимально.
Промышленные модели могут комплектоваться блоком охлаждения для горелки и выносным механизмом. Они устанавливаются на специальных тележках, к которым крепится и баллон с газом. Такой сварочный пост можно перемещать по всей территории того же автосервиса или цеха.

Рис.13 - INMIG 500T DW SYN с блоком охлаждения и тележкой
Механизм подачи проволоки
Если Вы выбираете сварочный полуавтомат для домашней мастерской или гаража, тогда лучше брать компактный аппарат, где механизм подачи проволоки встроен в корпус аппарата.
Аппарат с выносным механизмом необходим на производстве, где требуется мобильность. Мобильность проявляется в следующем: выносной механизм подачи проволоки подключается к основному источнику сварочного тока с помощью кабеля. В комплекте идет стандартный кабель – 5 метров. Как опция, можно купить кабель длиной 30 м. Такой механизм позволяет работать на расстоянии от основного источника тока. За счет этого и достигается мобильность. Такой механизм позволяет работать на расстоянии от основного источника тока.

Рис.14 – Механизм подачи проволоки
Так какой же сварочный полуавтомат лучше купить?
Давайте попробуем на примере подобрать сварочный полуавтомат под задачу вместе.
Итак, Вы ищите аппарат для периодической работы в мастерской или гараже. В сети напряжение 220 В. Сварочного опыта нет, либо имеется небольшой опыт работы с инвертором. Нагрузка аппарата – не ежедневная. Варить планируете металлы от 1 мм до 3-4 мм.
Вам нужен аппарат от 30 до 200 А – самый востребованный диапазон сварочного тока для таких целей. Значение напряжения холостого хода должно быть не ниже 40-70 В. Продолжительность включения для Вас не очень важна и вряд ли Вы будете варить швы метровой протяженности, поэтому смело выбирайте 40%.
Такой аппарат позволит работать, если только учитесь, обратите внимание на синергетику – она не только облегчит жизнь, но и подружит Вас с этой работой, сделает ее комфортной и простой.
Перечислим все необходимое для начала работ сварочным полуавтоматом MIG/MAG:
1. Cам аппарат - источник сварочного тока тока;
2. Cварочная горелка;
3. Кабель с зажимом заземления;
4. Газовый шланг;
5. Баллон с газом и редуктором;
6. Сварочная маска
У аппарата FUBAG IRMIG 200 SYN в комплекте уже идут и горелка, и шланг, и кабель заземления, а также кабель с электрододержателем, т.к. данная модель может варить и электродом, есть разъемы для его подключения.

Обзоры полуавтоматов от профессионалов Вы можете посмотреть ниже:
- Ручная дуговая сварка Аппаратом FUBAG INMIG 200 SYN LCD (канал Гори Дуга)
Читайте также: