Полярность при сварке инвертором электродами мр3
Обновлено: 02.07.2024
Инверторные аппараты приобретают все большую популярность как среди опытных умельцев, так и молодых сварщиков. Эти устройства очень легко освоить и в дальнейшем выполнять практически все сварные соединения, требующиеся в домашнем хозяйстве. Однако, чтобы обеспечить должное качество, необходимо оптимально подобрать электроды для сварки инвертором. В продаже имеется множество вариантов этих изделий, и для того чтобы разобраться с их предназначением, следует хотя-бы в общих чертах знать их основные характеристики, достоинства и недостатки.
Как устроен электрод
Любой электрод представляет собой проволочную металлическую сердцевину определенной длины, покрытую специальной обмазкой. В процессе сварки появляется электрическая дуга, и под воздействием ее температуры сердечник начинает расплавляться. Одновременно начинает гореть и плавиться нанесенная обмазка. Ее основная функция заключается в создании вокруг места сварки защитного газового облака, перекрывающего доступ кислорода к металлическим поверхностям.
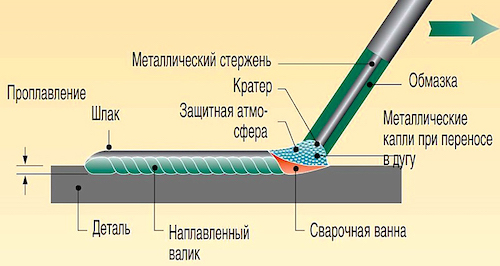
Расплавленная обмазка, находясь в жидком состоянии, растекается тонким слоем по расплавленному металлу, обеспечивая дополнительную защиту от контактов с кислородом. В результате, качество шва значительно улучшается.
Перед тем, как выбрать электроды подвергаются осмотру на предмет сколов и трещин, наличие которых не позволит выполнить однородный прогрев заготовок, и качество шва будет низким. Обмазка должна иметь одинаковую толщину по всей окружности электрода, в этом случае расположение дуги будет строго по центру. Смещение дуги может создать серьезные проблемы для начинающих мастеров.
Следует контролировать степень влажности обмазки. Если она повышена, то некоторые виды выбранных электродов зажигаются с трудом. Поэтому расходные материалы рекомендуется хранить в герметичной упаковке в сухих местах. Не стоит изначально приобретать отсыревшие изделия. Несмотря на возможность сушки, их характеристики будут снижены. Если же электроды все-таки подверглись воздействию влаги, они могут быть помещены в обычную духовку. Температура сушки указывается на упаковке изделия. Самый простой вариант – поместить отсыревшие изделия в сухое помещение с хорошей вентиляцией и держать их там в течение длительного времени.
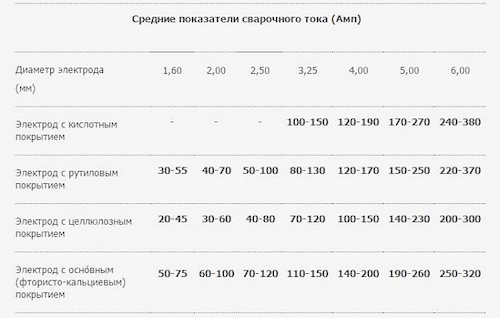
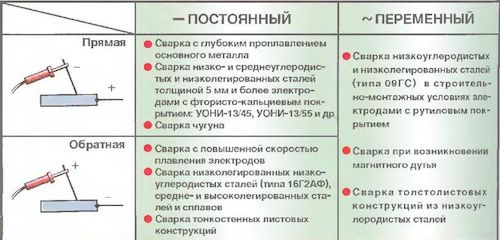
Обмазка разделяется на несколько типов покрытий. При работе сварки от постоянного тока применяются электроды с основным и целлюлозным покрытием. Для сварочного инвертора, имеющего низкое напряжение холостого хода, лучше всего подходит рутиловое и кислое покрытие. Рутиловая обмазка обеспечивает легкий поджиг и снижает разбрызгивание металла. Кислый вариант вреден для здоровья, при работе с ним нужно обеспечивать дополнительные меры безопасности.
Как выбрать держатель для электродов
Качество сварочных работ во многом зависит от держателя или держака, удерживающего электроды. Это устройство подключается к одному из концов электрического кабеля.

Существует два типа держателей, которые можно подобрать по конструкции:
- Держатель резьбового типа. Зажим и освобождение сердечника электрода осуществляется путем закручивания и последующего раскручивания рукоятки.
- Держак с клавишей куркового типа. Электрод зажимается и освобождается автоматически, когда подпружиненная клавиша отпускается или нажимается.
По своим характеристикам эти приспособления примерно одинаковы, поэтому как выбрать любое из них, нужно решать самому. Следует обращать внимание на расчетную силу тока держателя и останавливаться на максимальном значении, наиболее подходящем для сварочной аппаратуры. В качестве недостатка клавишного держака можно отметить постепенное ослабление поджимающей пружины и нарушение контакта. Этот узел приходится периодически менять.
Диаметр и подключение электрода
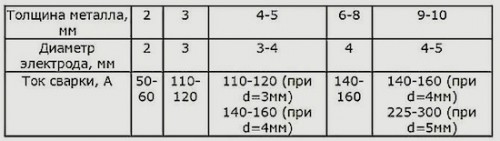
Изначально требуется решить, какие электроды лучше для инвертора, и каким должен быть их диаметр. Этот показатель напрямую связан с размерами заготовок. Если их толщина 3 мм, то и диаметр расходного материала должен быть таким же. Для сваривания более толстых заготовок потребуются и более крупные электроды. Начинающим сварщикам лучше всего тренироваться на изделиях 3 мм, называемых в обиходе тройкой. Основные показатели, облегчающие выбор материала, приведены в таблице.
Выбор электрода зависит и от типа подключения, которое может быть с прямой или обратной полярностью. Обычно, этот показатель указывается на упаковке. Если используется обратное подключение, то положительный выход соединяется с электродом, а отрицательный – с зажимом, прикрепляемым к заготовке. При подключении с прямой полярностью все происходит наоборот: деталь соединяется с плюсом, а электрод – с минусом.
Каждое из этих подключений различается в зависимости от электронного потока. Упорядоченное движение электронов происходит от минусовой к плюсовой клемме. В связи с этим, нагрев детали, подключенной к плюсу, получается гораздо интенсивнее. Степень нагрева металлических изделий можно изменять, используя разные режимы соединения. В случае неправильного подключения, слишком тонкий металл может прогореть, особенно при использовании мощного стержня. Сваривая толстые детали, следует воспользоваться прямой полярностью, для более глубокого прогрева заготовки.
Регулировка сварочного тока
Сварочный ток, используемый в инверторе Ресанта, выставляется в соответствии с диаметром электрода. Данная информация приведена в таблице, она также указывается и на упаковке изделий. Простейший расчет предполагает для каждого миллиметра в диаметре от 20 до 30 А сварочного тока. Несмотря на такой широкий диапазон, получаются хорошие результаты, приемлемые для работы. Кроме того, нужно учитывать, каким образом будет накладываться шов. Если сварка выполняется без отрыва – следует пользоваться низкими токами, а с отрывом – потребуется повышенный ток.
В качестве примера можно взять изделие на 3 мм. В этом случае расчетная величина сварочного тока составит 60-90 ампер. Фактически, такие электроды могут работать в более широком диапазоне – 30-140 А. Для непрерывной сварки требуется ток 70-90 ампер, а для работы с перерывами – 90-120 А. Эти показатели могут изменяться в сторону увеличения или уменьшения. На них дополнительно влияет скорость, с какой движется конец электрода, марка и степень текучести металла, расположение шва – вертикальное или горизонтальное.
Специалисты рекомендуют новичку подбирать токи опытным путем. Изначально выставляется номинальное значение, а затем с помощью регулировок нужно добиваться наиболее оптимального варианта. Тогда и работать будет значительно удобнее, и качество шва будет выше. Основным качественным показателем служит сварная ванна, на состояние которой и нужно ориентироваться во время работ.
По каким критериям выбираются электроды
Все электроды выбирают по двум основным разновидностям:
- Плавящиеся изделия. Основой конструкции служит металлический стержень, покрытый обмазкой. Она способствует повышению стабильности горения дуги и защищает сварочную зону от внешних воздействий. С использованием этих изделий как раз и выполняется ручная дуговая сварка.
- Неплавящиеся электроды. Применяются для сварки заготовок в среде инертных газов, выполняющих защитную функцию.
Когда подбирают электроды для инвертора, нужно обязательно учесть характеристики и структуру соединяемых заготовок. От этого в дальнейшем будет зависеть качество сформированных швов.
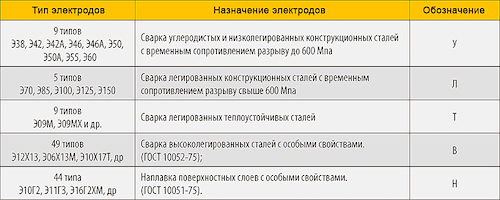
Для разных материалов используются свои виды электродов:
- Низколегированная и низкоуглеродистая сталь соединяется углеродными изделиями.
- Легированные стали свариваются расходниками известных марок ОЗС-4, МР-3, АНО-21, УОНИ 13/45.
- Другие типы сталей или формирование наплавок выполняются электродами, у которых сердечники изготовлены из высоколегированных металлов (ЦЛ-11).
- Чугунные детали соединяются специальными изделиями по чугуну – ОЗЧ-2.
Плюсы современных электродов для инвертора
Качество сварки во многом зависит от того, какими электродами лучше варить инвертором. Современные изделия заметно усовершенствовались и приобрели множество положительных качеств:
- Сварка значительно упростилась. Сложности во время работ возникают крайне редко, в основном из-за неправильного выбора по материалу сердечника.
- Способность к формированию высококачественных швов. Они отлично получаются при внутренних и наружных соединениях, могут иметь выпуклую или вогнутую форму.
- Шлак, образующийся при сварке современными электродами, очень легко удаляется с поверхности и позволяет сразу же проконтролировать качество швов.
- Возможность сварки заготовок, покрытых ржавчиной, и получения, несмотря на коррозию, качественного шва.
- Практически все типы электродов безопасны для здоровья сварщика.
Более подробно основные электроды для сварки инвертором и какие из них лучше можно рассмотреть на конкретных марках, которые наиболее известны и чаще всего используются для сварочных работ.
Какие электроды выбрать для сварки
Электроды марки УОНИ 13/55
Данные изделия применяются для сварочного инвертора с использованием постоянного тока. Они хорошо зарекомендовали себя в местах, где требуется особенно высокое качество соединений. Образование сварочной ванны обеспечивает защиту от негативного влияния кислорода, содержащегося в воздухе. Его действие нейтрализуется углекислым газом, выделяемым в процессе горения обмазки.

Некоторые неудобства такая обмазка создает в момент розжига изделия. У молодых сварщиков на это уходит много времени. Возникают трудности и с повторным розжигом из-за сильного затвердевания обмазки, изолирующей кончик металлического стержня. Однако, эти мелкие недостатки компенсируются красивыми швами, без каких-либо отметин от шлака.
Изделия Kobelco LB-52U
Дорогостоящие японские электроды для инвертора, отличающиеся высоким качеством. В одной упаковке помещается 4-5 кг изделий.
Несмотря на высокую цену, они пользуются широким спросом, особенно, когда требуется сварить низкоуглеродистую сталь. Они буквально незаменимы при невозможности двухстороннего проваривания заготовок. Именно эти электроды, используются в работах по соединению трубопроводов. Получаются прочные швы с гарантией качества.

Стержень электрода, как и в предыдущем случае покрыт обмазкой. Перед началом работ изделия требуют прокаливания в температурном режиме до 300 градусов. После удаления влаги горение существенно улучшается, а швы получаются более качественными, как по горизонтали, так и по вертикали. В большинстве случаев работы проводятся с постоянным током. Допускается использование переменного тока, но качество сварки будет несколько снижено.
Марка ОЗЛ-8
Отечественные электроды для сварки, предназначенные для работы со стальными заготовками, содержащими в больших количествах хром и никель. Именно такие электроды выбирают для сваривания нержавеющей стали. Единственным ограничением этих изделий является их использование в аппаратах с постоянным током и подключение по схеме обратной полярностью. За счет этого получается короткая дуга нужной величины.

При соблюдении всех требований технологии, получаются очень прочные швы, не подверженные коррозии. Это очень важно при сваривании деталей, находящихся под постоянными нагрузками.
Определенное неудобство доставляет появление шлака в небольшом количестве, который быстро и легко отделяется от поверхности заготовки. При остывании швы не растрескиваются, но следует избегать резкого охлаждения во избежание кристаллизации, снижающей прочность соединения. Перед работой таким электродам требуется прокаливание.
Сварка чугуна электродом в домашних условиях
Полярность при сварке инвертором
Как варить инвертором: советы новичкам

Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Запутался в полярности электродов
Граждане, подскажите. На электродах МР-3 и АНО не указана полярность. Просто написано "постоянный или переменный ток" и все.
Вобщем подскажите как подключать эти электроды- к плюсу или к минусу.
Я так понимаю что если полярность на упаковке не написана- значит надо подключать деталь к минусу а электрод к плюсу?
Pavell написал :
"постоянный или переменный ток"
Универсальные электроды, поэкспериментируйте с полярностью и сразу будет видно. У меня фубаг (постоянка)- АНО варят на прямой полярности, на обратной заметно хуже.
Mutru4 написал :
АНО варят на прямой полярности
Всмысле на деталь- плюс а на электрод - минус?
Pavell написал :
Граждане, подскажите. На электродах МР-3 и АНО не указана полярность. Просто написано "постоянный или переменный ток" и все.
Вобщем подскажите как подключать эти электроды- к плюсу или к минусу.
АНО-21, АНО-4, АНО-36, на постоянном токе-обратная полярность, плюс на электроде.
Смотрите внимательно на упаковке, завод изготовитель ВСЕГДА указывает параметры и характеристики электрода.
Про МР забыл, вот: МР-3, МР-3-1, МР3-2, МР-3-3, МР-3-4, МР-3-5, Электроды сварочные Э46-МР-3-Ф-
ГОСТ 9466-75
ГОСТ-9467-75
Э46-МР-3-Ф-УД
Е431(3)-Р-23 Для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 МПа.
Положение
свариваемых швов
Род тока Сварка производится во всех пространственных положениях, кроме вертикального 'сверху-вниз' на переменном и постоянном токе обратной полярности.
Тип покрытия Рутилово-основной
Для МР-3С (синии)-прямая полярность, минус на электроде. Чудят эти производители, то плюс то минус. У меня для "чернушки" всегда плюс на электроде.
А здесь уже обратная полярность, руководствуйтесь только тем, что указывает производитель на упаковке.
Pavell написал :
На электродах МР-3 и АНО не указана полярность. Просто написано "постоянный или переменный ток" и все.
Здесь расшифровка электродов.
Pavell написал :
Всмысле на деталь- плюс а на электрод - минус?Mutru4 написал :
Совершенно верно.Mutru4 написал :
АНО-21, АНО-4, АНО-36, на постоянном токе-обратная полярность, плюс на электроде.morgmail написал :
Для МР-3С (синии)-прямая полярность, минус на электроде.
Варить можно на любой полярности. Просто запомните, что при обратной полярности на изделии выделяется меньше тепла, чем на электроде. Поэтому обратная полярность применяется при сварке тонколистовых металлов, чувствительных к перегреву легированых сталей, нержавейки. Так же при сварке электродами с тугоплавкой обмазкой, таких как: уонии, озл8 (нерж), цл39 (теплоустойчивые), сармайт (для наплавки на истирание). При прямой полярности тепла выделяется, соответственно, больше на изделии, а на электроде меньше. Вот и вся премудрость. Объясняется это строением сварочной дуги. На катодном пятне температура=2400г/С, столб дуги имеет темп.=6000-7000г/С, анодное пятно = 2700г/С.
Прямая - это + где?
2Бело Вы мне чужую цитату приплели. Я всегда пробую различные виды полярности, т.к. электроды партия от партии различаются.

cimon написал :
Варить можно на любой полярности.
А производители от нечего делать полярность указывают. Вполне допускаю, что это зависит не только от электрода, но и от сварочника, но мой Престиж-164 лосиноостровскими МР-3С на прямой полярности не варит нифига.
morgmail написал :
Для МР-3С (синии)-прямая полярность, минус на электроде.cimon написал :
Варить можно на любой полярности.Викторыч написал :
МР-3С на прямой полярности не варит нифига.
Викторыч написал :
но мой Престиж-164 лосиноостровскими МР-3С на прямой полярности не варит нифига.
Ну если МР у вас на прямой полярности не варит, то помоему вам пора менять инвертор. МРки это электроды для переменки, по этой причине ему совершенно безразлична полярность, так, что ищите причину в инверторе.
Бело написал :
Путаница продолжается
Это для поддержания темы?
2cimon Я как-то больше доверяю производителю "Сварка во всех пространственных положениях постоянным током обратной полярности и переменным током"
Викторыч написал :
2cimon Я как-то больше доверяю производителю "Сварка во всех пространственных положениях постоянным током обратной полярности и переменным током"
Верить или не верить и кому верить это ваше личное дело.
Но давайте попробуем разобраться. Если электрод способен гореть на переменном токе, то это значит, что полярность на нем меняется 100раз в секунду, т.е. 50раз прямая и 50раз обратная. Так почему на постоянке он может варить только на обратной полярности?
Лично я думаю, что это связано с тем
cimon написал :
что при обратной полярности на изделии выделяется меньше тепла, чем на электроде.
а это может влиять скорее всего только на сварку вертикальных швов, но никоим образом на способность электрода зажигаться и гореть. Можете проверить на другом инверторе.
Тут например ничего не указано насчет полярности.
Интересный спор тут затеяли. Я покупаю электроды "ВИСТЕК" МР-3, которые можно использовать как для постоянки, так и для переменки. Ничего не сказано о полярности. Единственное ограничение - это нельзя варить вертикалные швы сверху вниз. Они отлично у меня варят и при прямой и при обратной полярности.
Veha написал :
Интересный спор тут затеяли.
А что тут спорить? Надо брать и варить, на какой полярности лучше варит, на той и варить, не смотря, что написано.
Veha написал :
Они отлично у меня варят и при прямой и при обратной полярности.
При прямой полярности хорошо варить толстый металл, при обратной полярности варится листовой металл. При этом шов получается качественный, сварка проходит легко. Если варить что то среднее, те же уголки 30х30, то оно по всякому хорошо. (упрошенный пример)
При сварке переменным током качество шва значительно хуже, варить сложней, а тонкий лист просто прожигает.
Если электрод с тугоплавкой обмазкой, конечно лучше обратная полярность. Качество шва будет наилучшим. Нам же надо в первую очередть качество, и эффективность в работе. Под конкретную работу и подбираем электроды.
Veha написал :
Я покупаю электроды "ВИСТЕК" МР-3
А я говорю про МР-3 С
2Mutru4 А я и не спорю, я говорю о личном опыте, который совпадает с заявленной производителем полярностью, разбираться с физикой процесса, в данном случае, мне лениво, мне достаточно практики
Викторыч написал :
мне достаточно практики
+100. Практика никому не мешает, как новичку, так и профи.
На обратной полярности электрод, по идее, сгорает заметно быстрее. Быстрее сгорит, быстрее придется покупать новые. На одну и туже задачу уйдет больше электродов. Производитель не в накладе.
Ярослав_М написал :
На обратной полярности электрод, по идее, сгорает заметно быстрее.
Если вы варите тонкий металл, на обратной полярности вы это сделаете легко. Дуга легко зажгется, шов будет формироваться равномерно, прожигов не будет.
На прямой полярности, при тех же условиях, вы чуть коснетесь металла - прожиг. Уменьшаете ток, дуга зажигается плохо, гаснет. Шов получается ужасным.
Если вы варите забор с низкоуглеродистой стали, то можно мозг не напрягать. По всякому нормально выйдет. Дешевые электроды, дешевый трансформатор.
Если Вы работаете с высоко углеродистой сталью, да еще мастерите какой нибудь механизм, расчитаный на нагрузки. Количество и цена электродов для Вас будут имет иное значение.
Производитель специально указывает какой ток и какую полярность использовать для лучшего результата. Чтобы вы не тратили свое время и электроды на эксперименты.
Дугу и на простом гвозде зажечь можно и сварить вместе две железяки. Только это уже сваркой назвать нельзя.
Полярность при сварке инвертором
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
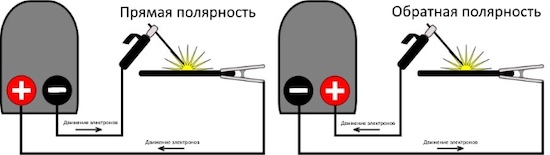
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.

Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Как варить инвертором: советы новичкам
Услуги профессиональных сварщиков стоят довольно дорого и не всем по карману. Поэтому для большинства домашних мастеров наилучшим выходом будет приобретение собственного сварочного аппарата и осваивание сварки инвертором. Эти компактные современные устройства пришли на смену громоздким сварочным трансформаторам и стали настоящим прорывом в данной области. Они доступны по цене, просты в освоении и дальнейшей эксплуатации.
Общие сведения о сварочных инверторах
Инверторные сварочные устройства выполняют преобразование сетевого переменного тока со стандартными показателями в токи высокой частоты и далее – в постоянный ток. КПД таких аппаратов достаточно высокий и составляет, в среднем, 85-90%. При этом, сваривать металл инвертором можно при незначительном потреблении электроэнергии, даже под высокими нагрузками. В процессе работы исключается какое-либо физическое влияние на данную сеть, в этот период отсутствуют скачки и перепады напряжения.

Еще одним положительным качеством является возможность сравнительно нормальной работы в условиях пониженного напряжения. Например, при 170 В многие инверторы способны вести сварку 3-х миллиметровыми электродами. Быстрому освоению аппаратуры способствует сравнительно легкое получение и удержание электрической дуги. Это особенно важно, когда выполняется сварка алюминия в домашних условиях инвертором.
На первоначальной стадии обучения новичкам не стоит заострять внимание на внутреннем устройстве агрегата. В первую очередь следует внимательно изучить все клеммы, разъемы, переключатели и другие элементы, расположенные снаружи.
Сам прибор, рекомендуемый для новичков, изготовлен в виде компактного металлического ящика, общей массой от 3 до 7 кг. В корпусе имеется несколько вентиляционных отверстий, способствующих более эффективному охлаждению трансформатора и других внутренних деталей. Для удобства переноски инвертора с места на место предусмотрен ремень, а некоторые модели дополнительно оборудуются ручками.
Включение питания осуществляется с помощью тумблера или специальной клавиши. Передняя лицевая часть предназначена для размещения индикаторов контроля над питанием и перегревом. Сварочный ток и напряжение выставляются регулировочной рукояткой. Подключение рабочих кабелей выполняется к двум выходам – плюсу и минусу, расположенным здесь же на передней панели. На одном из кабелей закрепляется держатель электрода, а на другом – зажим в виде прищепки, прикрепляемый к заготовке. Разъем для подключения питающего кабеля расположен в задней части.
При покупке следует обратить особое внимание на длину кабелей и их гибкость. Жесткими и короткими кабелями сварка инвертором для начинающих будет неудобной и может потребоваться специальный удлинитель.
Как работает инверторная сварка
Перед тем, как варить инвертором, необходимо изучить теорию и разобраться, как работает это устройство. В отличие от старых трансформаторных агрегатов, соединение металла инвертором имеет свои особенности, оказывающие влияние на весь рабочий процесс. Например, в схеме аппарата присутствуют накопительные конденсаторы, аккумулирующие электроэнергию, способствующие мягкому розжигу дуги и обеспечивающие бесперебойную работу оборудования, в том числе при сварке алюминиевых деталей.

Независимо от модификации устройства, формирование дуги во всех случаях происходит в момент контакта электрода и металлической заготовки. Деталь и стержень расплавляются и образуют ванну. В это же время происходит частичное расплавление обмазки электрода, переходящей в газообразное состояние. Образовавшийся газ перекрывает доступ кислорода к сварочной ванне, защищая, тем самым, заготовку от окисления. Такая же защита обеспечивается, когда проводится сварка алюминия инвертором.
У каждого электрода имеется свой диаметр, соответствующий заданной силе тока. Если она по каким-то причинам снижается относительно установленной нормы, то сварочный шов просто не сможет образоваться. И, наоборот, когда сварочный ток увеличен, шов будет сформирован, но электрод быстро сгорит, что приведет к общему перерасходу материала. По завершении сварки происходит остывание обмазки и ее превращение в шлак, покрывающий снаружи места соединений. Он легко удаляется молотком, которым нужно просто постучать по шву.
Еще одной особенностью сварки является соблюдение постоянного зазора между электродом и деталью. Это поможет избежать самопроизвольного гашения дуги во время работы. Поэтому стержень в зоне сварки следует вести ровно, с постоянной скоростью движения.
Подключение с прямой и обратной полярностью
Во время сварки под действием высокой температуры электрической дуги металл начинает плавиться. Для того чтобы создать эту дугу, электрод и заготовка подключаются к полюсам с противоположными значениями – плюсу и минусу.
Для подключения используются два известных варианта – с прямой и обратной полярностью, в соответствии с выбранной схемой. Прямая полярность предусматривает соединение электрода с минусом, а заготовки – с плюсом. В металл начинает поступать повышенное количество тепла, и он начинает плавиться, образуя узкую и глубокую расплавленную зону. Этот способ используется при сварке изделий толщиной более 3 мм.

Подключение с обратной полярностью используется при сваривании тонких, преимущественно листовых металлов. Электрод соединяется с плюсом, а деталь – с минусом, образуя при сварке широкую, но неглубокую зону расплавления.
Разница в подключениях вызвана физическими свойствами, которыми отличается сварочный процесс. После возникновения электрической дуги, начинается движение электронов в направлении от минуса к плюсу. Они передают поверхности с положительным зарядом не только свою энергию, но и температуру, увеличивая нагрев именно в этом месте. Таким образом, любой элемент, соединенный с положительным выходом, будет нагреваться значительно больше и интенсивнее.
То есть, полярность выбирается в первую очередь в зависимости от параметров детали, подлежащей соединению. На толстые заготовки подается плюс, в результате они хорошо прогреваются и соединяются, образуя качественный сварочный шов. Тонкие металлические детали в таком режиме могут прогореть, поэтому они соединяются с минусом. Основное тепло поступает на электрод, заливающий шов большим количеством расплавленного металла.
Подготовка к сварочным работам
Любые сварочные работы требуют предварительной подготовки. В первую очередь нужно подготовить защитную спецодежду:
- Грубые тканевые перчатки или рукавицы.
- Костюм (куртка и брюки) из грубой натуральной ткани. Плотность материала должна препятствовать возгоранию при попадании искр во время работы. Ворот и рукава обеспечивают защиту рук и шеи.
- Кожаная обувь закрытого типа на толстой подошве.
- Сварочная маска, оборудованная фильтром для защиты глаз. Выбор фильтра производится в соответствии со сварочным током. Очень удобна маска хамелеон, где фильтр самостоятельно определяет яркость дуги и создает нужную степень затемнения.
На следующем этапе подготовки следует позаботиться о безопасных условиях труда и организации рабочего места.
С этой целью необходимо выполнить следующее:
- Сварочный стол полностью освобождается от посторонних предметов, особенно тех, которые легко воспламеняются от искр.
- К рабочей площадке подводится полноценное освещение.
- Под ногами сварщика размещается деревянный настил, обеспечивающий защиту от поражения электротоком.
Отдельно выбираются электроды для сварки алюминия инвертором и в случае необходимости готовятся к работе. Если есть сомнения в качестве изделий, они высушиваются при высокой температуре от 2 до 3 часов. Выбор электродов зависит от свойств металла свариваемых деталей. Ученикам для тренировки подойдут изделия марки МР или АНО.
Уроки сварки инвертором для начинающих включают и подготовку самих деталей. При помощи металлической щетки полностью удаляется ржавчина со всех кромок. Они очищаются от старой краски, жира и других загрязнений. После этого поверхности обрабатываются уайт-спиритом, бензином или другими растворителями.
Первые шаги начинающих сварщиков
После того как все подготовлено, можно приступать к непосредственному решению задачи, как научиться варить инвертором. Вначале подключаются сварочные кабели по выбранной схеме, после этого в держателе закрепляется электрод. Начинающим сварщикам рекомендуется воспользоваться «тройкой», которая легко зажигается и выдает качественный шов.
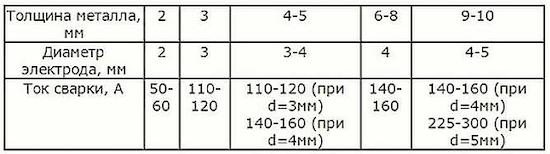
После включения питания выполняется регулировка и выставление сварочного тока по параметрам, указанным в таблице. Для 3-х миллиметровых электродов потребуется от 90 до 120А. При необходимости, корректировка показателей осуществляется уже во время работы. Если вместо валика на шве образуются хаотичные полоски, ток следует увеличить. И, наоборот, при образовании слишком жидкого металла и сложностях с перемещением сварочной ванны, ток необходимо уменьшить. Все регулировки выполняются в соответствии с конкретными условиями работы и должны соответствовать выбранному инверторному аппарату.
Рекомендуется отдельно потренироваться в разжигании дуги. Это можно сделать двумя способами: конец электрода ударяется об деталь или им нужно провести по свариваемой плоскости так же, как чиркнуть спичкой. Используется тот, который более удобен. Движение нужно совершать по шву, вдоль его условной линии. Чтобы дуга зажигалась сразу и была устойчивой, нужно потратить на тренировки какое-то количество электродов. Это очень важно при овладении инвертором с нуля.
После освоения дуги можно переходить к обучению движениям. С этой целью на толстом массивном металле прокладываются валики. Предварительно мелом проводится черта, обозначающая шов. После зажигания дуги, электрод касается детали, расплавляя металлические поверхности и создавая сварочную ванну. От нее он двигается далее, по обозначенной линии, при этом большое значение придается соблюдению правильного наклона.
Угол наклона и другие положения электрода
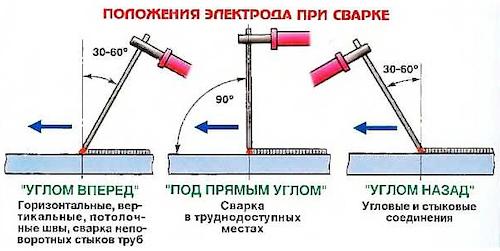
Движение сварочной ванны обеспечивается правильным наклоном электрода, угол которого составляет в среднем 45-50 градусов. За счет изменения угла меняется и ширина самой ванны, по-разному решается, как правильно сваривать металл. Наиболее оптимального положения можно добиться опытным путем, в ходе тренировок. Электрод может располагаться в двух положениях, применяемых для работы – углом вперед или назад. В первом случае температура получается низкой, поэтому такой угол используется при сварке тонких листовых заготовок. Толстые детали чаще всего свариваются углом назад.
Существуют и показатели, которые требуют соблюдения, чтобы хорошо научиться варить сварочным инвертором. Например, это длина дуги, то есть расстояние между концом электрода и деталью, составляющее, в среднем, 2-3 мм. Бывают и очень короткие дуги – до 1 мм, а также длинные – от 5 мм и выше до полного отрыва. Практические занятия рекомендуется проводить на среднем расстоянии, чтобы изначально получился ровный шов.
Слишком большой зазор может привести к недостаточному прогреву металла, размазанному шву и ненадежному соединению. Если же дуга очень короткая – форма шва получается слишком выпуклой из-за маленькой зоны разогрева. Такие соединения сопровождаются канавками, подрезающими шов по длине и снижающими прочность сварки.
Основная рекомендация специалистов – не жалеть электродов на уроки сварки инвертором. Кому-то будет достаточно и нескольких штук, чтобы прочувствовать суть процесса, а в некоторых случаях счет может идти на килограммы. Зато все движения отработаются до автоматизма, и рука в дальнейшем будет сама работать и сделает все нужные движения.
Читайте также: