Пособие по ремонту инверторных сварочных аппаратов
Обновлено: 08.05.2024
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.
Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
Далее по схеме находится непосредственно инвертор.
Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.
Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
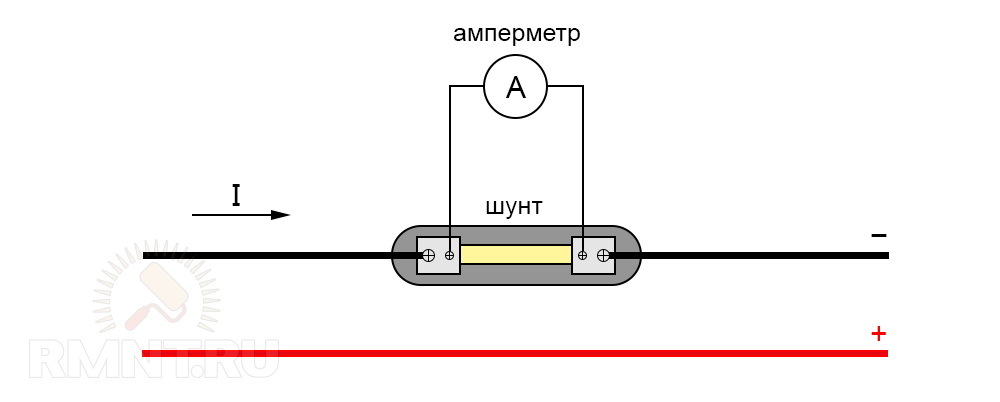
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Как отремонтировать сварочные аппараты своими руками
Перед вами книга одного из ведущих разработчиков инверторных сварочных источников нашей страны Валентина Володина. Книгу отличает знание автором вопроса, четкая систематизация информации, хороший язык изложения, качественные и верные схемы и иллюстрации. Это первая в СНГ массовая книга по ремонту инверторных сварочных источников.
В книге приводятся принципиальные электрические схемы, подробные описания работы, а также методики ремонта и испытания инверторных сварочных источников, получивших наибольшее распространение.
Кроме этого, в книге проводится методики проверки электронных компонентов, нагрузочная характеристика балластного реостата, а также описание самодельных дифференциальных осциллографических пробников.
Книга предназначена для ремонтников и разработчиков сварочного оборудования, но может быть полезной для широкого круга домашних мастеров и радиолюбителей, интересующихся вопросами электросварки.
Глава 1. Устройство, работа и методика ремонта
инверторных сварочных источников
1.1. Уменьшение габаритов сварочного источника
Влияние рабочей частоты на габариты трансформатора
Однотактный nрямоходавый nреобразователь
Косой мост
Двухтактный мостовой nреобразователь
Двухтактный nолумостовой nреобразователь
1 .2. Общая методика осмотра и ремонта
ин верторных сварочных источников
Перед ремонтом инверторнога сварочного источника
Очистка сварочного источника
Осмотр сварочного источника
Проверка электронных комnонентов
Исnытание сварочного источника
Исnытание теnловой защиты
Глава 2. Сварочные источники семейства BRIMA
2.1. Особенности устройства источников
Состав семейства сварочных источников BRIMA
Выбор источника для рассмотрения
Технические характеристики BRIMA ARC-160
2.2. Состав сварочного источника и назначение nлат
2.3. Выnрямитель N21
Принциnиальная электрическая схема nлаты
Блок nитания 24 В
2.4. Преобразователь
2.5. Выnрямитель N22
Принциnиальная электрическая схема
Цеnи уnравления на nлате nреобразователя
2.6. Плата уnравления
Назначение
Принциnиальная электрическая схема
2.7. Плата драйверов
2.8. Методика nроверкисварочного источника BRIMA
Необходимые nриборы и оборудование
Электрические измерения nри выключенном апnарате
Включение и nроверка цеnей уnравления и драйвера
2.9. Испытания сnрочного источника
Электрические измерения при работе источника на холостом ходу
Испытание источника при работе на нагрузку
Проверка напряжения на диодах VD21-VD23
Проверка тепловой защиты
Рабочее испытание
Глава 3. Сварочные источники семейства COLT
3.1. Назначение
3.2. Сварочный источник СОLТ 1300
Силовая часть сварочного источника COLT 1300
Данные моточных узлов
3.3. Блок управления
3.4. Ремонт и проверка сварочного источника СОLТ 1300
Необходимые приборы и оборудование
Визуальный осмотр
Проверка электронных компонентов
Проверка схемы управления
Испытание на холостом ходу
Испытание при номинальной нагрузке
Проверка тепловой защиты
Рабочее испытание
Глава 4. Сварочные источники семейства RANGER
4.1. Первое знакомство
Состав семейства RANGER
Технические параметры и разновидности источникJ
Raпger WELDER inverter-160DС
4.2. Силовые цепи
4.3. Плата управления
Назначение платы управления
Принципиальная электрическая схема платы упратения
4.4. Ремонт и проверка сварочного источника
Необходимые приборы и оборудование
Методика осмотра инверторнога сварочного источника
Проверка платы управления
Полная проверка сварочного источника
4.5. Испытания сварочного источника
Подготовка к испытанию
Испытание на хоnостом ходу
Испытание при номинальной нагрузке
Проверка тепловой защиты
Рабочее испытание
Глава 5. Сварочные источники семейства TECNICA
5.1. СоставсемействаТЕСNIСА
5.2. Сварочный источник TELWIN TECNICA-164/144
5.2.1. Технические параметры источника TELWIN TECNICA-164/144
5.2.2. Силовые цепи источника TELWIN TECNICA-164/144
Принципиальная схема
Работа силовых цепей источника TELWIN TECNICA-164 (144)
5.2.3. Устройство управления сварочного источника TELWIN TECNICA-1 б4 (144)
Назначение
Цепи управления сварочного источника
5.2.4. Проверки сварочного источника TELWINTECNICA-164 (144)
Необходимые приборы и оборудование
Электрические измерения при выключенном аппарате
5.2.5. Испытание на холостом ходу источника
TELWIN TECNICA-164 (144)
Меры безопасности
Порядок подготовки к измерениям
Включение и проверка драйвера
5.2.б. Ремонт источника TELWIN TECNICA-164 (144) с заменой элементов
Ремонт, замена печатной платы
Замена транзисторов IGBT
Замена диодов VD32-VD34
5.2.7. Испытание источника TELWIN TECNICA-164 (144) при работе на нагрузку
Необходимые приборы и материалы
Меры безопасности
Подготовка к испытанию
Последовательность испытаний сварочного источника TELWIN ТECNICA-164/144
Проверка напряжения на диодах VD32-VD34
5.2.8. Проверка тепловой защиты
5.2.9. Рабочее испытание источника TELWIN TECNICA-164 (144)
5.3. Сварочный источник TELWIN TECNICA-161/141
5.3.1. Технические характеристики источника TELWIN TECNICA-161
5.3.2. Силовые цепи источникаТЕLWINТЕСNIСА-161/141
Принципиальная схема цепей питания сварочного источника
TELWINTECNICA-1б1/141
Работа схемы сварочного источника TELWIN TECNICA-1 6 1/141
5.3.3. Цепи управления источникаТЕLWINТЕСNIСА-161/141
Принципиальная электрическая схема платы управления
Работа схемы платы управления
5.3.4. Преобразователь и выпрямитель источника ТELWINTECNICA-161/141
Принципиальная электрическая схема преобразователя и выпрямителя
Работа схемы преобразователя и выпрямителя
5.3.5. Проверки сварочного источника TELWIN TECNICA-161/141
Необходимые приборы и материалы
Электрические измерения при выключенном аппарате
5.3.6. Испытание источника TELWIN TECNICA-161/141
на холостом ходу
Меры безопасности
Порядок подготовки к измерениям
Включение и проверка служебного источника питания
5.3.7. Ремонт, замена печатной платы источника TELWINTECNICA-161/141
5.3.8. Замена транзисторов IGBT в источнике TELWIN TECNICA-1 б 1/141.
5.3.9. Замена диодовVD21 -VD23 в источнике TELWINTECNICA-161/141
5.3.10. Извлечение платы управления источника TELWINTECNICA-161/141
5.3. 1 1. Испытание источника TELWIN TECNICA-161/141
при работе на нагрузку
Эквиваленты нагрузки
Меры безопасности
Подготовка к испытанию
Испытание сварочного источника TELWIN TECNICA-161/141 при средней нагрузке
Испытание сварочного источника TELWIN TECNICA-161/141 при
номинальной нагрузке
Проверка напряжения на диoдaxVD21-VD23
5.3.12. Проверка тепловой защиты
5.3. 1 3. Рабочее испытание источника TELWIN TECNICA-161/141
Глава 6. Сварочные источники семейства ТОРУС
6. 1. Состав семейства ТОРУС
6.2. Технические параметры источника ТОРУС-200
6.3. Силовые цепи источника ТОРУС-200
Принципиальная электрическая схема силовых цепей
сварочного источника ТОРУС-200
6.4. Работа мостового преобразователя источника ТОРУС
Принципиальная схема преобразователя
Работа схемы преобразователя в различные интервалы времени
6.5. Устройство управления сварочного источника ТОРУС
Назначение устройства управления
Плата управления
Микросхема драйвера IR2110
Регулятор тока
Защита сварочного источника от перегрева
6.6. Ремонт сварочного источника ТОРУС
Необходимые приборы и оборудование
Начало ремонта
Ремонт платы управления сварочного источника ТОРУС
6.7. Испытание сварочного источникаТОРУСна холостом ходу
6.8. Испытание сварочного источника ТОРУС при номинальной нагрузке
6.9. Проверка тепловой защиты
6.10. Рабочее испытание сварочного источника ТОРУС
Глава 7. Сварочный источник RytmArc
7.1. Особенности ремонта источников, выпуск которых прекращен
7.2. Общее описание источника RytmArc
7.З. Блок управления сварочного источника RytmArc
7.4. Формирование нагрузочной характеристики сварочного источника RytmArc
7.5. Настройка блока управления сварочного источника RytmArc
7.6. Использование альтернативного ШИМ-контроллера
Глава 8. Сварочные источники семейства Etalon
8.1. Состав семейства и технические характеристики
Состав семейства
Технические характеристики сварочного источника Etalon ZX7-180R
8.2. Силовые цепи
8.3. nлата управления
8.4. Методика проверки сварочного источника Etaloп
Необходимые приборы и оборудование
Электрические измерения при выключенном аппарате
Включение и проверка цепей управления
8.5. Практические рекомендации по усовершенствованию сварочного источника
Основные nричины неисправностей сварочных источников семейства EТALON
Простой способ организация зарядки конденсаторов фильтра
Замена модуля IGBT на дискретные элементы
8.6. Испытания сварочного источника
Электрические измерения при работе источника на холостом ходу
Испытание источника при работе на нагрузку
8.7. Проверка тепловой защиты
8.8. Рабочее испытание
Глава 9. Справочник по элементной базе инверторных сварочных источников
9.1. ШИМ-контроллеры
Микросхема TDA4718A
МикросхемаТL494
Микросхема UC3525
Микросхема UC3845A
9.2. Транзисторы
Принцип замены элемента
MOSFET транзисторы
IGBT транзисторы.
9.3. Мощные диоды
Глава 10. Полезные самодельные устройства для ремонта инверторов
10.1. Самодельные щупы для осциллографа
10.2. Использование балластного реостата РБ-315 в качестве эквивалента нагрузки
Приложение
1. Основные характеристики источников питания сварочной дуги
2. Термины и определения, использованные в книге
Название: Как отремонтировать сварочные аппараты своими руками
Автор: В. Я. Володин
Издательство: Наука и техника
Год: 2011
Жанр: Своими руками, домашний мастер
Формат: PDF
Иллюстрации: Черно-белые
Размер: 10.3 MB
Все о ремонте сварочных аппаратов


Основные неисправности
Если оборудование не запускается, первым делом проверяется наличие тока в сети и целостность предохранительной системы в трансформаторе. Если с предохранителями все в порядке, прозванивают тестером токовые обмотки и выпрямительные диоды. Если все элементы устройства исправны, аппарат попросту не будет включаться из-за низкого напряжения. По этой же причине он может самопроизвольно отключаться во время рабочего процесса. Но блокировку техники могут вызвать и отключения вентиляционного модуля. В этом случае сработает автоматическая защита – она установлена на многих современных сварочных аппаратах.
Приостановка работы возможна из-за того, что оборудование просто «перегрелось» после высокой нагрузки, достаточно просто дать ему возможность «отдохнуть» в течение получаса.
Перед началом работы следует изучить инструкцию. Для некоторых моделей сварочных аппаратов производители указывают специальные графики работы. Так, инверторам рекомендуют давать «передышку» по 3–4 минуты после каждых 7–8 минут работы. Тогда агрегаты для сварки будут функционировать без сбоев при правильно выбранном режиме. Впрочем, автоматическая защита сработает и в других критических ситуациях, связанных с отклонением в функционировании устройства. А тут уже ремонт будет зависеть от неисправности и от детали, которая вышла из строя.
Следует учесть и тот факт, что, продолжая работать, техника будет издавать посторонние шумы, некачественно выполнять сварочный шов. Некорректная работа оборудования возникает в результате нескольких неисправностей и причин.
- Залипание электрода. Как правило, тому способствует недостаточное напряжение, чрезмерно длинная сварочная проводка (свыше 30 м) либо ее неверное сечение (менее 2,5 мм). Замена шнура согласно нужным параметрам исправит положение дел. Аппарат не будет должным образом варить и от перегрузки либо замыканий в проводах (залипание вызывает сильный гул трансформатора). Тут надо браться за восстановление изоляции соединительных кабелей и подтянуть ослабившие контакты и клеммники.
- Виды электродов не соответствуют завышенной силе тока, как следствие – металл при сварке разлетается по сторонам. Надо обращать внимание на информацию, которая указана на упаковке сварочных стержней, и настроить аппарат под конкретный вид расходных элементов.
- Недостаточное горение сварочной дуги. Это может быть вызвано слабым закреплением в гнездах устройства кабелей, что приводит к ослаблению контактов, например, проводов «плюса» и «минуса». Тут все просто: нужно устранить неплотное соединение, прокрутив фиксаторы от себя (по ходу часовой стрелки). Слабое горение дуги может дать чересчур длинная переноска, которая «гасит» поток тока из-за своего сопротивления. Лучше использовать удлинитель с большим сечением.
- Отсутствует поджиг дуги. Если при работающем оборудовании дуга не поджигается, возможно, речь идет о плохом контакте, который приводит к обрыву цепи. Речь идет о плохом креплении массы.
- Сильный гул аппарата. Он может быть вызван ослаблением болтовых соединений на корпусе и в других частях устройства. Достаточно подтянуть крепления, агрегат будет нормально работать.
- Перегревание. Когда загорается индикатор перегрева, это означает, что оборудование нагрелось до +80 градусов. Стоит прекратить сварку и поставить агрегат в прохладное место.
Важно! Когда защита срабатывает часто, обрывая подачу тока в момент ведения шва – это не что иное, как защитный механизм сам вышел из строя и подлежит замене.
Как отремонтировать?
Поломка сварочного агрегата в основном возникает в результате неправильного использования техники, несоблюдения требований эксплуатации и рекомендаций изготовителя техники, а также проведением сварочных работ в ненадлежащих условиях (в дождь, снег и так далее) и естественным выходом из строя отдельных элементов сварочной установки. Во многих случаях проблемы возникают с клеммным узлом, ремонт своими руками заключается в зачистке проводки и мест контакта. Далее подробно о том, как отремонтировать самостоятельно сварочные агрегаты различного типа.


Инверторы
Такое оборудование обеспечивает комфортную работу сварщику, но это не настолько простое электротехническое оборудование, как может показаться на первый взгляд. Инверторы – электронная техника и для определения поломок и их устранения требуются специальные познания и умения. Например, нужно уметь пользоваться такими измерительными приборами, как мультиметры и осциллографы, с помощью которых и удастся выявить неисправности.



Чтобы выявить вышедший из строя элемент, важна последовательность проверки электросхемы агрегата.
Поэтому если нет опыта в разборке электроники, лучше не браться за ремонт такой техники, чтобы еще больше не усугубить проблему, нарушив электросхему устройства. Если есть навыки такой работы и микросхемы вам поддаются, тогда вы справитесь с несложным ремонтом инверторов без особого труда. Для выявления неисправностей сварочной техники этого типа проводят следующие мероприятия:
- проверяются диодные мосты (выходные и входные выпрямители) на радиаторе: отсоединяя проводку, их демонтируют с платы и методом прозвона выявляют нефункционирующий компонент; замену на новый производят специальным паяльником (с механизмом отсоса);
- с помощью омметра проверяются составляющие драйвера; неработающий элемент выпаивают и заменяют аналогичным, подходящим по даташиту аппарата компонентом;
- проводят диагностику транзисторов – как правило, именно этот механизм чаще подвержен поломкам в инверторной технике для сварки; его найти просто: по сгоревшим выводам и трещинам на корпусе; если видимые дефекты отсутствуют, мультиметром прозванивают каждый транзистор и определяют неработающий.



Разбирающийся в электросхемах человек быстро справится с ремонтом такой техники своими руками.
Несмотря на разную компоновку элементов, в целом конструкция сварочных аппаратов данного типа у всех производителей одинакова.
Трансформаторы
Отремонтировать сварочный трансформатор смогут и сварщики-любители: устройство не такое сложное, как инверторные аппараты. Рассмотрим подробнее, какие проблемы могут возникнуть при работе такой техники.
- Перегревание и гул во время работы. Это может быть связано с высокой нагрузкой на аппарат (долго работает без перерыва, сварочный стержень не соответствует сечению, неправильно установлено напряжение). Аналогичные симптомы могут проявляться, когда ослабло крепление, если вышли из строя сердечник либо катушки, или при замыканиях проводов. Ремонт в таких случаях несложный: всего-то нужно взяться за исправление нарушений, восстановления изоляции и подтянуть крепление болтов.
- Обрыв дуги без, казалось бы, видимой причины. Причина может возникнуть из-за образования пробоя обмотки или из-за замыкания. Устраняется легко при проверке обмотки и проводов.
- Срабатывание защиты при включении трансформатора. В этой ситуации нужно проверить кабельные провода, катушечные витки и листы магнитопровода. Ремонтные работы сводятся к выполнению новой изоляции проводной системы. А вот если обнаружится, что проблема в конденсаторе, нужно будет заменить механизм.
- Замыкание в обмотке катушки может вызвать сгорание изоляции – и это одна из самых серьезных неисправностей трансформатора, который начинает «дымить». Нужно перемотать катушку, перемотка в данном случае – самый надежный способ восстановления изоляции.
Другие поломки сварочного оборудования такого типа обнаружить несложно ввиду простой конструкции трансформаторной техники.
Выпрямители и полуавтоматы
Выпрямители идут с модулем управления и выпрямителем на диодах, как на инверторном оборудовании, а в целом по конструкции напоминают трансформаторы, так что в разных ситуациях подход при ремонте будет отличаться. Детали силового блока восстанавливают, как и на трансформаторах для сварки, путем перематывания катушек, нормализации изоляционного процесса, замены конденсатора, регулятора, других механизмов.
А вот чтобы отремонтировать блок управления и диодный выпрямитель, потребуются знания и умения разбираться в электросхемах.
Полуавтоматическое оборудование также ремонтируется, как и инверторная техника, но нередко в полуавтоматах могут наблюдаться и механические неисправности, например, из-за повышенного трения при подаче проволоки в зону сварки. В таком случае устанавливают новый канал.
Рекомендации
Рано или поздно сварочное оборудование выйдет из строя. Чтобы выявить неисправности, следуйте таким общим рекомендациям, как:
Самыми простыми в обслуживании считаются трансформаторные сварочные агрегаты, их несложно и отремонтировать. Но не стоит бояться и инверторной техники для сварки.
С такими аппаратами комфортно работать. Они могут прослужить долго, если правильно с ними обращаться. Для хранения лучше выбрать сухое место без пыли. Не эксплуатировать при неблагоприятных погодных условиях. Обязательно следовать инструкции от производителя по эксплуатации, уходу и хранению сварочного оборудования.
Перед выполнением ремонта своими руками следует ознакомиться с устройством и принципом работы вашего агрегата, изучить все параметры. Впрочем, это лучше сделать сразу после покупки перед началом работы. Так можно избежать дальнейших возможных проблем.
Как произвести ремонт сварочного инвертора СварИС 160 Foxweld, смотрите далее.
Ремонт инверторного сварочного аппарата своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев можно выполнить самостоятельно. А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание.

Замена радиодеталей в процессе ремонта сварочного инвертора
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.

Функциональная схема работы сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
- первичный выпрямительный блок, основу которого составляет диодный мост (в задачу такого блока входит выпрямление переменного тока, поступающего из стандартной электрической сети);
- инверторный блок, основным элементом которого является транзисторная сборка (именно при помощи данного блока постоянный ток, поступающий на его вход, преобразуется в переменный, частота которого составляет 50–100 кГц);
- высокочастотный понижающий трансформатор, на котором за счет понижения входящего напряжения значительно повышается сила выходящего тока (благодаря принципу высокочастотной трансформации на выходе такого устройства может быть сформирован ток, сила которого доходит до 200–250 А);
- выходной выпрямитель, собранный на базе силовых диодов (в задачу данного блока инвертора входит выпрямление переменного высокочастотного тока, что необходимо для выполнения сварочных работ).
Схема сварочного инвертора содержит и ряд других элементов, которые улучшают его работу и функциональность, но основными из них являются вышеперечисленные.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.

Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.

Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.

Зависимость диаметра электродов от силы сварочного тока
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.

Выбор сечения сварочного кабеля
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.
Внимательный осмотр электронных схем позволит выявить неисправные детали, которые могут быть потемневшими, треснутыми, со вздувшимся корпусом или иметь подгоревшие контакты.

Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.

Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Самостоятельный ремонт такого электронного устройства, как инвертор, достаточно сложен. Научиться выполнять ремонт этого оборудования, просто посмотрев обучающее видео, практически невозможно, для этого необходимо обладать определенными знаниями и навыками. Если же такие знания и навыки у вас есть, то просмотр подобного видео даст вам возможность восполнить недостаток опыта.
Принципиальная схема сварочного инвертора: разбираемся в деталях
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.

Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.

Количество разъемов и органов управления на передней панели во многом говорят об возможностях сварочного инвертора
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
- плавящимся и неплавящимся электродами;
- сварки по полуавтоматической и автоматической технологиям;
- плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии. При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы.

Мобильность – одно из преимуществ инверторных аппаратов
Что включает в себя конструкция сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
- блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
- силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
- блок питания элементов слаботочной части электрической схемы инверторного аппарата;
- ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
- блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
- органы управления и индикации.
Как работает сварочный инвертор
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
В наиболее простом изложении принцип работы инвертора выглядит так.
- Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
- После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
- Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
- После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.

Блок-схема сварочного аппарата инверторного типа
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Процессы, протекающие в электрической схеме сварочного инвертора
Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.

Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)

Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)

Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.

Компоненты сварочного инвертора на примере самодельного аппарата
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.

Блок питания инвертора
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.

Транзисторы для силового модуля сварочного инвертора
Элементы защиты инвертора и управления им
Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие (RC) цепи. Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение.

Радиаторы и вентиляторы системы охлаждения занимают значительное пространство внутри инвертора
Из-за того, что конденсаторы фильтра после своей зарядки могут выдавать ток большой силы, который в состоянии сжечь транзисторы инвертора, аппарату необходимо обеспечить плавный пуск. Для этого используют стабилизаторные устройства.
В схеме любого инвертора имеется ШИМ-контроллер, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него – на разделительный трансформатор, имеющий одновременно две выходные обмотки. ШИМ-контроллер посредством других элементов электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. При расхождении значений последнего с заданными параметрами операционный усилитель и формирует управляющий сигнал на контроллер. Кроме того, на операционный усилитель поступают сигналы от всех защитных контуров. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Как у любых сложных технических устройств, у сварочных инверторов есть и ряд недостатков, о которых также необходимо знать.
- Инверторы отличаются высокой стоимостью, на 20–50% превышающей стоимость обычных сварочных трансформаторов.
- Наиболее уязвимыми и часто выходящими из строя элементами инверторных устройств являются транзисторы, стоимость которых может составлять до 60% цены всего аппарата. Соответственно, ремонт сварочного инвертора является достаточно дорогостоящим мероприятием.
- Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Для того чтобы применять такое устройство в полевых условиях, необходимо подготовить специальную закрытую и отапливаемую площадку.
При сварочных работах, выполняемых с использованием инвертора, нельзя использовать длинные провода, так как в них наводятся помехи, отрицательно отражающиеся на работе устройства. По этой причине провода для инверторов делают достаточно короткими (порядка 2 метров), что вносит в сварочные работы некоторое неудобство.
Читайте также: