Практические работы по сварки ручной дуговой
Обновлено: 04.10.2024
на тему: «Ручная дуговая сварка стыкового соединения из низкоуглеродистой стали в вертикальном положении шва ».
мастер п\о первой категории
Лаврентьева Ирина Остаповна
Методическая разработка практического занятия разработана для обучающихся II курса, на основе федерального государственного образовательного стандарта среднего профессионального образования профессионального модуля ПМ 02 «Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом» по профессии Сварщик (ручной и частично механизированной сварки (наплавки)).
Важное место в обучении будущего специалиста по профессии Сварщик (ручной и частично механизированной сварки (наплавки))
занимают практические занятия, во время которых обучающиеся применяют теоретические знания, вырабатывают умения и навыки профессиональной направленности. Проведение практических занятий всегда вызывает повышенный интерес у обучающихся, на таких занятиях существует реальная возможность углубить свои знания опираясь результаты своей работы.
Методическая разработка практического занятия составлена с учетом современных педагогических технологий.
В ходе практического занятия поддерживается высокая познавательная активность обучающихся, интерес с теме занятия, развиваются и углубляются уже имеющиеся умения и навыки, прививаются новые знания и умения.
В современных условиях основной целью профессионального образования становится подготовка квалифицированных рабочих нового поколения с повышенным уровнем квалификации и компетенции.
Главная цель урока: сформировать у обучающихся умение выполнять технологические приемы дуговой наплавки покрытыми электродами, формировать способность организовывать собственную деятельность.
Занятие развивает потенциал самих обучающихся, побуждает к активному познанию, самостоятельной отработке приемов работы, к развитию логики, мышления и коммуникативных способностей, развитию способности предвидеть результаты работы и самостоятельно оценивать себя.
Главным показателем занятия стало достижение образовательных , воспитательных, развивающих целей в соответствии с требованием программы и ее содержанием.
Тип урока - урок по изучению трудовых приемов и операций.
По структуре занятие построено в виде последовательного обобщения пройденного материала по технике безопасности при подготовительных слесарных работах, изучения новых трудовых приемов с помощью технических средств обучения и показательной демонстрации мастером п/о рабочих приемов, смены и различных форм деятельности обучающихся.
При актуализации знаний проводился фронтальный опрос, результаты которого показали, что обучающиеся хорошо владеют пройденным материалом.
Актуализацию наиболее целесообразно проводить перед выполнением практической работы , т. к. выполнение работы направлено на применение знаний по теме.
Изучение новой темы включало рассмотрение технологии выполнения наплавки в вертикальном положении, её особенностей, схемы расчета режимов наплавки для вертикального положения, построения алгоритма действий и обзор часто совершаемых ошибок и получаемых при этом дефектов, а также способов их предупреждения и исправления.
Основной материал излагался в виде объяснения с наглядным применением материала при помощи мультимедиа проектора и подкрепление объяснения демонстрацией приемов и действий.
Закрепление было поведено с помощью дифференцированной самостоятельной практической работы на ученических сварочных постах в сварочной мастерской.
На практической работе идет закрепление усвоенного материала по выполнению наплавочных работ в вертикальном положении. При выполнении практической работы обучающиеся выполнили по четыре задания с последовательным нарастанием сложности.
Результативность урока высокая. Каждый обучающийся в ходе урока принял участие в обсуждении и оценивании работ товарищей. Обучающиеся оценивали друг друга по приведенным в задании критериям, выявляли недостатки, поясняли природу их возникновения и поясняли способы их исправления и предупреждения.
Методическая разработка урока учебной практики по профессии «Сварщик ручной дуговой сварки плавящимся покрытым электродом» по теме: «Наплавка сварочных валиков в нижнем положении сварочного шва».
по теме: « Наплавка сварочных валиков в нижнем положении сварочного шва ».
мастер производственного обучения
Методическая разработка посвящена проблеме адаптации специалистов по профессии « Сварщик ручной дуговой сварки плавящимся покрытым электродом » к работе на производстве при проведении электросварочных работ.
Суть разработки заключается в том, что будущие специалисты при работе на производстве обязательно будут сталкиваться с наплавкой сварочных валиков в нижнем положении сварочного шва. В ходе урока учебной практики обучающиеся смогут научиться выполнять наплавку сварочных валиков в нижнем положении сварочного шва .
В методической разработке представлен урок учебной практики, задачей которого является ускорить обучение наплавке сварочных валиков в нижнем положении сварочного шва .
Данная методическая разработка может быть полезна мастерам производственного обучения учреждений профессионального образования ФСИН России, осуществляющим подготовку специалистов по профессии
« Сварщик ручной дуговой сварки плавящимся покрытым электродом ».
2.Методическое обоснование темы урока
3.Методические рекомендации к проведению урока
5.Приложение (инструкционная карта)
Цель данной разработки – оказать методическую помощь мастеру производственного обучения по проведению урока учебной практики по теме, связанной с наплавкой сварочных валиков в нижнем положении сварочного шва . Обучающимся необходимо научиться выполнять наплавку сварочных валиков в нижнем положении сварочного шва .
Необходимость постоянного совершенствования системы и практики образования обусловлена социальными переменами, происходящими в обществе. Вопросы повышения качества обучения и уровня воспитанности личности обучающегося были и остаются приоритетными в современной методике преподавания учебных занятий по учебной практике.
Реформирование образования и внедрение новых педагогических технологий в практику обучения следует рассматривать как важнейшее условие интеллектуального, творческого и нравственного развития обучающегося.
Отмечая важность развития у обучающихся интереса к избранной профессии, следует иметь в виду, что роль мастера производственного обучения не только в том, чтобы пробудить этот интерес, а в том, чтобы постоянно расширять его. Для этого необходимо:
- систематически привлекать внимание обучающегося к возможностям изучаемой профессии;
- поддерживать это внимание, пока оно не разовьется в устойчивый интерес к профессии;
- закреплять интерес до тех пор, пока он не проявится в деятельности обучающегося.
Новые образовательные программы ориентированы на новые требования к мастерам производственного обучения. Качественная подготовка, умение формировать и развивать такие навыки как анализ рынка труда и рынка образовательных услуг, предприимчивость и инициативность, работа с социальными партнерами, использование информационных технологий, повышающих эффективность учебного процесса и качество труда, позволят выпускникам занять достойное место в жизни.
Методическое обоснование темы
Данная тема занимает определенное место в разделе № 3 «Произведение ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом » . Теме отводится 6 часов учебного времени. При проведении урока учебной практики по теме: «Наплавка сварочных валиков в нижнем положении сварочного шва» обучающиеся должны получить знания о технологических приемах выполнения наплавки, отработать умения по выполнению этих приемов, закрепить ранее полученные знания, умения и навыки по выполнению сварочных работ. Обучающиеся также получают и совершенствуют свои навыки в области организации трудового процесса и рабочего времени, выполняют самоанализ своей работы, учатся производить работы в бригаде.
Методические рекомендации по проведению урока
Урок - гибкая форма организации обучения. Он включает разнообразное содержание, в соответствии с которым используются необходимые методы и приемы обучения.
На учебной практике организуются различные формы проведения урока, которые не только разнообразят учебный процесс, но и вызывают у обучающегося удовлетворение от самого процесса труда.
Для проведения урока учебной практики по теме «Наплавка сварочных валиков в нижнем положении сварочного шва» я выбрал традиционный способ , а именно вид урока, который будет включать в себя самостоятельную работу.
Данный вид деятельности позволит обучающимся приобрести навыки не только по профессии, но и навыки совместной работы в бригаде, умение выслушивать мнения других членов бригады и находить правильные решения в коллективной работе.
В представленном уроке производственного обучения осуществляется наплавка сварочных валиков в нижнем положении сварочного шва .
урока производственного обучения
Профессия : « Сварщик ручной дуговой сварки плавящимся покрытым электродом »
профессиональное обучение , срок обучения 5 мес.,
Тема урока : Наплавка сварочных валиков в нижнем положении сварочного шва .
Цель урока : Систематизировать навыки по подготовке металла к сварке .
Задачи урока:
Обучающая: Формирование трудовых приемов и действий обучающихся по выполнению наплавки сварочных валиков в нижнем положении сварочного шва .
Развивающая: Развивать у обучающихся умение применять имеющиеся знания на практике, решать проблемные ситуации, контролировать свои действия в процессе выполнения работы
Воспитательная: Воспитывать умение работать в коллективе, чувство ответственности за результат работы
Тип урока: Урок по мониторингу знаний и трудовых приемов.
Метод проведения: Показ трудовых приемов, самостоятельная работа
МДК.01.02. Ручная дуговая сварка(наплавка, резка) плавящимся покрытым электродом.
Материальное оснащение урока:
Углошлифовальная машина-1шт.
Металлическая щетка-1шт.
Круг зачистной-1шт.
Щетка-сметка-1шт.
Пластина из низкоуглеродистой стали размерами 200×40 и толщиной 4 мм -2 шт.
Рукавицы.
Спецодежда (костюм сварщика).
Очки защитные
Сварочный аппарат
Сварочная маска
Деятельность мастера производственного обучения
Примечания по методике
1.Вводный инструк-таж 1.1Организа-ционный момент
1. Проверяет готовность обучающихся к уроку:
1.1. Отмечает отсутствующих на уроке.
1.2. Проверяет соответствие внешнего вида обучающихся требованиям техники безопасности
Устраняют замечания мастера производственного обучения.
1.2 Целевая установка
1.Сообщает тему урока.
2.Совместно с обучающимися формулирует цель урока
1.Воспринимают и записывают тему.Участвуют в формулировке целей
1.3 Актуали-зация опорных знаний и опыта обучающих-ся
2. Проверяет знания обучающихся по теме предыдущего занятия и готовность выполнять учебное задание:
1. Ч то является определяющим при выборе диаметра электрода ?
( Толщина свариваемого металла ).
2. Какова величина нормальной длины сварочной дуги должна быть при сварке электродом диаметром 3 мм ?
( 1,5-3,3мм ).
3. Как производится зачистка кромок под сварку?( с двух сторон шириной 20 мм, по торцу и скосу кромки ).
4. Куда подключается отрицательный контакт сварочного аппарата при обратной полярности? (К детали).
Отвечают на вопросы мастера производствен-ного обучения поочередно.
1.4. Инструкти-рование обучающихся по ключевым вопросам темы
3. Сообщает тему, образовательную цель урока, актуальность темы и объясняет последовательность выполнения практического задания.
Практическая работа и теоретический материал по МДК 02.01

Цель работы: Приобрести практические навыки при расчете режима ручной дуговой сварки в различных положениях шва.
Ход выполнения работы:
Ознакомление с теоретическими сведениями
Изучить технологию сварки и наплавки в нижнем положении шва.
Изучить технологию сварки и наплавки вертикальных, горизонтальных и потолочных швов.
Рассчитать и выбрать параметры ручной электродуговой сварки (силу сварочного тока, диаметр, тип и марку электрода и др.) в зависимости от свариваемого материала и положения в пространстве.
Заполнить таблицу и дать подробное описание расчета режима (варианты – по порядковому номеру в журнале)
Теоретические сведения
Сварка и наплавка в нижнем положении шва
Сварка стыковых швов.
Односторонние стыковые швы без скоса кромок выполняют покрытыми электродами диаметром, равным толщине свариваемых листов, если она не превышает 4 мм. Сила тока подбирается в зависимости от диаметра электрода, вида и толщины покрытия (табл. 1). Листы без скоса кромок толщиной от 4 до 10 мм сваривают двусторонним швом. Положение и поперечные движения электрода при сварке приведены на рис. 1.
Ориентировочные режимы сварки соединений встык без скоса кромок
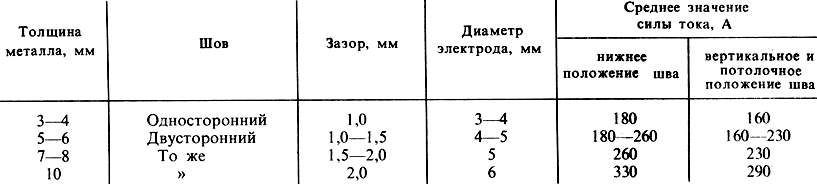
Примечание. Максимальные значения силы тока должны уточняться по данным паспорта электродов.
Стыковые соединения со скосом двух кромок (V-образные) в зависимости от толщины металла выполняют однослойными, многослойными или многопроходными швами .
Оптимальный угол раскрытия шва определяется следующими соображениями. Большой угол разделки (80 - 90°) обеспечивает большие удобства сварщику, уменьшает опасность непровара корня, но увеличивает объем наплавленного металла, следовательно, уменьшает производительность и увеличивает деформации изделия. Для нормального процесса ручной дуговой сварки принят угол разделки 60°. Он может быть увеличен на 65° для тонких листов и уменьшен до 55° для листов толщиной более 15 мм.
Зазор между стыкуемыми элементами и притупление кромок составляет от 1,5 до 4,0 мм в зависимости от толщины листов, режима сварки и характера свариваемой конструкции.
Наиболее трудным при сварке является получение полного (надежного) провара корня шва. Здесь чаще всего бывают различные дефекты, например непровар, газовые и шлаковые включения. Поэтому, если это возможно, следует подваривать корень шва с обратной стороны.
Металл толщиной от 4 до 8 мм проваривается однослойным (однопроходным) швом. Однослойные швы с V-образным скосом кромок выполняют поперечными колебательными движениями электрода в виде треугольников без задержки в корне шва (листы толщиной 4 мм) и с задержкой в корне шва (толщиной 8 мм, рис. 1).
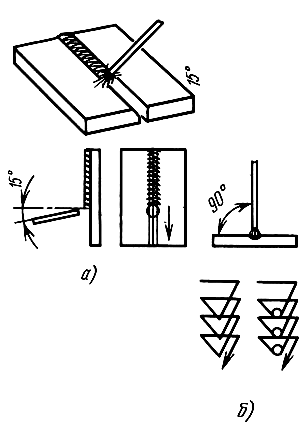
Р ис. 1. Положение (а) и движения электрода (б) при сварке стыковых швов со скосом кромок
Листы толщиной 12 мм и более соединяются встык с двумя симметричными скосами двух кромок (с Х-образным скосом кромок) многослойным или многопроходным швом. Многослойный шов выполняется быстрее многопроходного. Выбор многослойного или многопроходного шва зависит от химического состава и толщины свариваемой стали.
Многопроходной шов выполняется тонкими и узкими валиками, без поперечных колебательных движений электрода. Сварку рекомендуется выполнять электродами, предназначенными для опирания. В этом случае применяют электроды диаметром
от 1,6 до 3 мм (редко 4 мм). Весь многопроходной шов может выполняться электродами одного и того же диаметра.
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке; поэтому многослойный шов обеспечивает повышенную производительность.
Иногда для обеспечения провара по всей толщине металла сварка ведется на медной подкладке толщиной 4 - 6 мм. В этом случае сварочный ток можно повысить на 20 - 30%, не опасаясь сквозного проплавления. Если конструкция и назначение сварного изделия допускают сквозное проплавление, сварка может вестись на остающейся стальной подкладке.
В особо ответственных конструкциях перед подваркой шва с обратной стороны его предварительно зачищают резаком для поверхностной резки или резцом для удаления возможных дефектов (непровара, трещин, газовых и шлаковых включений).
Ориентировочные режимы сварки V-образных стыковых многослойных швов
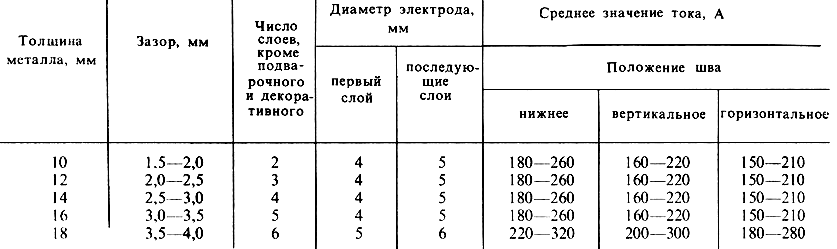
Стыковые Х-образные швы применяют для стали толщиной от 12 до 40 мм. Подготовка кромок, угол скоса, величина зазора и притупления, техника выполнения швов при этом такие же, как и при сварке листов с V-образной разделкой. Чтобы достаточно прогревался и отжигался металл каждого нижележащего слоя, толщина слоев должна быть не более 4 - 5 мм и не менее 2 мм. Например, для выполнения Х-образных швов при сварке листов толщиной 12 мм нужно положить 4 - 6 слоев, а для толщины 40 мм - 10 - 16 слоев (отжигающий и декоративный слои не учитываются).
Стыковые швы листов большой толщины (более 20 мм) целесообразно сваривать с криволинейным скосом двух кромок. Такая подготовка позволяет применять электроды повышенного диаметра, обеспечивает надежный провар и равномерную усадку металла шва.
Швы с двусторонним симметричным скосом двух кромок (Х-образные) имеют следующие преимущества перед швами с односторонним скосом двух кромок (V-образные):
Уменьшение объема наплавленного металла в 1,6 - 1,7 раза и, следовательно, увеличение производительности сварки.
Уменьшение деформаций от сварки.
Возможный непровар в корне шва расположен в нейтральном сечении и поэтому менее опасен.
Для уменьшения коробления сварного изделия рекомендуется выполнять швы попеременно с одной и с другой стороны листа. При сварке в нижнем положении для этого требуется частая кантовка изделия. Поэтому целесообразно устанавливать изделие вертикально и сваривать его одновременно с двух сторон. Работу в этом случае выполняют два сварщика.
Сварка угловых швов
При выполнении угловых швов наклонным электродом (рис. 2, а) жидкий металл под действием силы тяжести стремится стекать на нижнюю плоскость. Поэтому выполнение этих швов лучше производить "в лодочку" (рис. 2, б), в частности электродами, которые позволяют вести сварку опиранием покрытия на свариваемые кромки изделия.
Сварка "в лодочку" угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не должен превышать 10% толщины листа.
Режимы сварки угловых швов 'в лодочку' с опиранием электрода
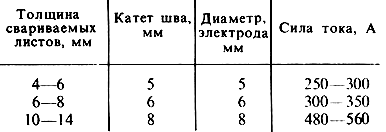
Однако не всегда можно установить сварное изделие для сварки "в лодочку"; тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа. Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45° к поверхности листов и производить поперечные движения треугольником без задержек или с задержками в корне шва. В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений.
Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается задержкой электрода в корне шва (см. рис. 52).
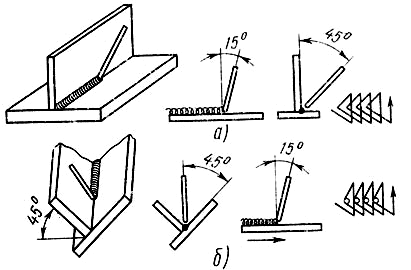
Рис. 2. Положение и движения электрода при сварке угловых швов: а - наклонным электродом, б – "в лодочку"
Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий.
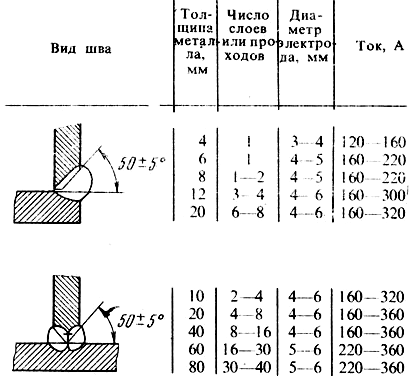
Сварка тавровых швов
Скос кромок у стенки тавра делают под углом 50+5°. При толщине стенки до 4 мм шов со скосом кромки выполняют в один слой; при большей толщине сварка ведется в несколько слоев и проходов. При выполнении многослойных тавровых швов наклонным электродом швы обычно получаются с неравными катетами на полке и стенке. Поэтому при проектировании сварных изделий допускаются угловые швы с неравными катетами.
Примерные режимы ручной дуговой сварки угловых швов со скосом кромок
Выполнение вертикальных, горизонтальных и потолочных швов
Вертикальные швы (стыковые и угловые) выполняют в направлении снизу вверх. Предварительно подготавливается сваркой металлическая горизонтальная площадка сечением, равным сечению наплавленного металла шва. Площадка создается поперечными движениями электрода треугольником (рис. 3). Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольший провар корня шва достигают, когда электрод перпендикулярен вертикальной оси. Стекание расплавленного металла предотвращают наклоном электрода вниз, как показано пунктиром на рис. 3, а, б.
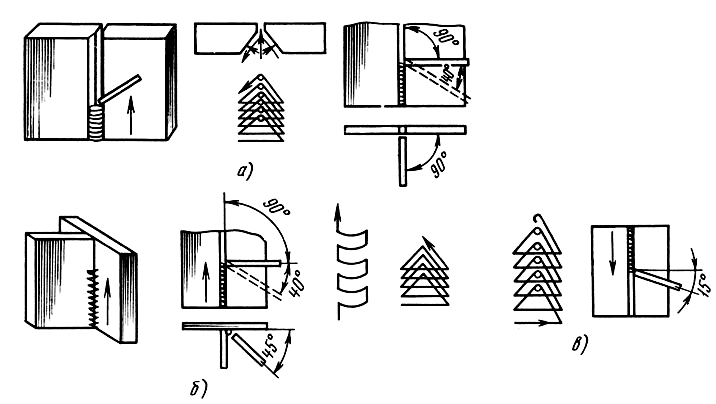
Р ис. 3. Положение и движения электрода при сварке в вертикальном положении:
а - стыковые швы со скосом кромок, б - угловые швы,
в - сварка в направлении сверху вниз
Сварка вертикальных швов электродами больших диаметров и при большой силе тока затруднительна из-за стекания металла и неудовлетворительного формирования шва. Поэтому применяют электроды диаметром до 4 мм, редко 5 мм, а сварочный ток понижают по сравнению со сваркой в нижнем положении.
Вертикальная сварка в направлении сверху вниз (рис. 3, в) возможна электродами, дающими слой шлака. Металл в сварочной ванне затвердевает быстрее и стекания его практически не происходит. Для вертикальной сварки сверху вниз применяют электроды с целлюлозным, пластмассовым покрытием органического вида (ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3 и др.). Производительность сварки сверху вниз выше производительности сварки снизу вверх. Вертикальные швы также удобно выполнять электродами с опиранием покрытия на свариваемые кромки.
Горизонтальные и потолочные швы выполнять сложнее, чем вертикальные (рис. 4). При выполнении горизонтальных швов на верхнем листе часто образуются подрезы, а при сварке в потолочном положении затруднен полный провар корня шва. В обоих случаях сварка должна производиться короткой дугой с достаточно быстрыми колебательными движениями. Металл толщиной более 8 мм сваривают многопроходными швами.
Первый валик в корне горизонтального шва наносится электродом диаметром 4 мм, а последующие - диаметром 5 мм.
Первый валик в корне потолочного шва выполняется электродом диаметром 3 мм, а последующие - диаметром не более 4 мм.

В алики горизонтального и потолочного швов удобно выполнять электродами с опиранием покрытия. При выполнении потолочных швов газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в шве. Поэтому для сварки в потолочном положении следует пользоваться хорошо просушенными электродами, дающими небольшой шлак.
Рис. 4. Положение и движения электрода при сварке в горизонтальном и потолочном положениях: а - горизонтальный угловой шов, б - наплавка в потолочном положении, в - потолочный стыковой
Сварка тонколистовой стали
При сварке стали толщиной 3 мм и меньше необходимо вводить в изделие строго одинаковое количество тепла на единицу длины шва (погонная энергия сварки qв), с тем чтобы по всей длине шва была одинаковая глубина провара металла.
Швы накладываются электродом диаметром 1 - 3 мм без поперечных колебательных движений. Продольные движения электрода по оси шва должны производиться с одинаковой скоростью.
Для соединения тонких металлов заслуживает широкого внедрения микроплазменная сварка импульсной дугой в защитном инертном газе. Ею сваривают листы толщиной 0,1 - 2 мм. Для микроплазменной сварки институт им. Е. О. Патона разработал специальный источник сварочного тока типа А-1347.
Тонкую сталь можно сваривать также угольным электродом на постоянном токе с прямой полярностью по отбортовке кромок на режиме: диаметр угольного электрода - 6 - 10 мм, сила тока - 120 - 160 А, скорость сварки - 50 - 70 м/ч.
Вариант №1
Подобрать режим ручной дуговой сварки для соединения в тавр. Положение горизонтальное Материал –Ст3пс.
Комплект инструкционных карт для проведения учебной практики по профессии "Сварщик ручной дуговой сварки неплавящимся электродом в защитном газе"
учебно-методическое пособие по теме
«Комплект инструкционных карт» предназначен для уроков производственного обучения по профессии 15.01.05 «Сварщик (электросварочные и газосварочные работы)». «Комплект инструкционных карт» содержит инструктивные указания и пояснения о правилах выполнения трудовых приемов операций изучаемые при подготовке электросварщиков ручной сварки неплавящимися электродами в защитном газе.
| Вложение | Размер |
|---|---|
| komplekt_instruktsionnyh_kart.docx | 1.91 МБ |
Предварительный просмотр:
По теме: методические разработки, презентации и конспекты

Рабочая программа учебной практики ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
Рабочая программа учебной практики ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)).

ПМ. 03 Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе
Рабочая программа предназначена для преподавателей, мастеров производственного обучения, осуществляющих подготовку квалифицированных рабочих по профессии 15.01.05 Сварщик (ручно.

Фонд оценочных средств по профессиональному модулю ПМ 03. Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД)»
Паспорт фонда оценочных средствпо профессиональному модулю «ПМ.03 Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД)»№ п/пКонтролируемые разделы (темы) дисципли.

Выполнение работ по профессии Сварщик дуговой сварки неплавящимся электродом в защитном газе
Разработаны рабочие программы по дисциплине: Сварочное производство.

РП производственной практики профессионального модуля ПМ07 «Выполнение сварочных работ ручной дуговой сваркой (наплавка, резка) плавящимся покрытым электродом простых деталей неответственных конструкций, ручной дуговой сваркой (наплавка) неплавящимся элек
РП производственной практики профессионального модуля ПМ07 «Выполнение сварочных работ ручной дуговой сваркой (наплавка, резка) плавящимся покрытым электродом простых деталей неответственных кон.

РАБОЧАЯ ПРОГРАММА производственной практики ПМ 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Рабочая программа производственной практики ПМ 02 Ручная дуговая сварка (наплавка,резка) плавящимся покрытым электродом разработана на основе ФГОС СПО попрофессии 15.01.05 Сварщик (ручной и частично м.
РАБОЧАЯ ПРОГРАММА учебной практики ПМ 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Рабочая программа учебной практики ПМ 02 Ручная дуговая сварка (наплавка, резка)плавящимся покрытым электродом разработана на основе ФГОС СПО по профессии15.01.05 Сварщик (ручной и частично механизиро.
Методическая разработка открытого практического занятия по профессии Сварщик (ручной и частично механизированной сварки (наплавки)) на тему: «Ручная дуговая сварка стыкового соединения из низкоуглеродистой стали в вертикальном положении шва ».
Читайте также: