Сварка алюминия под рентген
Обновлено: 18.05.2024
Сваривать изделия из алюминия – не самая простая задача. Если сварщик хотя бы немного отойдет от технологии или подберет не подходящий сварочный аппарат для алюминия и расходники, то гарантировано получит некачественный шов. Чтобы правильно выбрать сварочник для работы с таким металлом, необходимо знать особенности его плавления, разбираться в видах специальных приспособлений и других нюансах.
Особенности сварки алюминия
Данный металл очень капризен при сваривании из-за своих физических и химических свойств. Его поверхность даже при комнатной температуре покрывается оксидной пленкой. С одной стороны, это даже хорошо, ведь окисленный слой защищает материал от коррозии. Но если попробовать сваривать его просто так, как, например, сталь, то можно столкнуться с большой проблемой.
Температура плавления окисла на поверхности алюминиевой заготовки – около 2000 °C, когда как сам материал плавится примерно при 600 градусах по Цельсию. Сварка обычным способом приведет к тому, что присадочный материал будет просто-напросто укладываться на поверхности, не позволяя обеспечить надлежащее качество шва. Увеличение ампеража станет причиной появления прожогов. При этом сварочная ванна будет стремительно окисляться.
Алюминий при сварке:
- Быстро кристаллизуется. Затвердевание происходит после остывания всего на 15-20 °C.
- Невероятно текуч. В расплавленном виде он напоминает воду, из-за чего вести шов нелегко, если поверхность изделия наклонена. Также именно это свойство повышает риск образования сквозных прожогов при манипуляциях.
- Сохраняет цвет после расплавления. По этой причине сложнее контролировать состояние сварочной ванны и рассчитывать необходимое количество присадочного материала.
- Испаряет водород. Это происходит из-за контакта с атмосферой. Как следствие – образовавшиеся поры в шовной структуре, которые делают соединение более хрупким.
- Отличается повышенной усадкой. Есть вероятность того, что, остыв, наплавленные валики просядут сильнее, чем нужно. Придется дополнительно заваривать кратеры в шве.
Чтобы достичь необходимого эффекта, достаточно перекрыть доступ окружающего воздуха к зоне плавления. Для этой цели используют среды инертных газов.
Для сварки алюминия можно воспользоваться специализированными ТИГ-сварочниками, а также полуавтоматами. Сварку алюминия на бытовом уровне можно осуществлять с помощью MMA-аппаратов. Каждый вид оборудования для сварки отличается результатом работы и имеет множество других особенностей, определяющих целесообразность использования. Рассмотрим каждый аппарат по порядку.
Устройства TIG
Аббревиатура TIG расшифровывается как Tungsten Inert Gas. При этом методе в среде инертного газа в основном применяются неплавящиеся вольфрамовые электроды. Соединение деталей с помощью TIG-сварочника осуществляется на переменном токе (AC). Поэтому в рамках технологии при TIG-сварке применяют как универсальные электроды для переменного и постоянного сварочного тока (AC/DC), так и те, которые предназначены исключительно для AC.
В качестве защиты в сварочных аппаратах ТИГ для сварки алюминия в основном используют аргон, поэтому сам процесс известен под названием «аргонодуговая сварка». Инертный газ тяжелее воздуха и никак не взаимодействует со свариваемым материалом химически, поэтому он способствует отличной изоляции сварочной ванны. Также в процессе таких работ нередко используется гелий или смесь гелия и аргона.
Ручные сварочные аппараты для сварки алюминия аргоном отличаются тем, что предоставляют возможность подключения газового баллона, оснащаются горелкой для одновременной подачи защитного газа. Также в них предусмотрен дополнительный режим ММА-сварки.
3) задаются настройки на панели управления сварочником (основные параметры настраиваются при помощи параметрической кривой);
4) зажигается дуга после поднесения горелки и формируется шов с помощью присадочного прутка;
5) горелка удерживается над местом металлообработки еще некоторое время (в конце шва).
В результате использования аргонодуговой технологии получается прочный и герметичный шов, не требующий механической обработки. Благодаря использованию неплавящегося электрода, в процессе работы выделяется минимум шлака и дыма. Есть возможность работать с очень тонкими деталями и делать швы шириной 2-3 мм. Заготовки практически не деформируются, поскольку сильно нагревается только зона обработки.
К недостаткам TIG-устройств относятся высокая цена (в том числе на расходники), низкая скорость процесса, возможность формирования только незначительных по длине швов. Если сваривается листовой прокат, то необходима подложка, так как разогретый материал может провалиться под собственным весом. Кроме того, защитный газ исправно выполняет свою функцию только в спокойной обстановке, когда нет ветра или сквозняка.
Аппараты MIG/MAG (полуавтоматы)
Аббревиатура расшифровывается как Metal Inert Gas / Metal Active Gas. Это сварочники, которые подают присадочную проволоку прямо в горелку. Они используются для сварки алюминия в больших объемах. Позволяют получить умеренное качество и работать на потоке. Рабочий процесс производится с постоянным током в режиме обратной полярности.
Еще один плюс полуавтоматов – импульсный принцип работы (чаще встречается в некоторых дорогих профессиональных моделях). После подачи энергии кончик проволоки плавится, превращаясь в каплю расплавленного металла. Под воздействием импульса присадочный материал вдавливается в поверхность заготовки. Благодаря импульсной технологии, получается очень качественный результат.
- высокая скорость процесса;
- возможность создания непрерывных длинных швов;
- управление одной рукой;
- лучший визуальный контроль сварочной ванны;
- усиленные прочностные характеристики соединения благодаря добавкам и присадкам;
- меньше дыма в процессе металлообработки, отсутствие шлака;
- поддержка работы с крайне тонкими заготовками (от 0,5 мм).
Как вы можете видеть, полуавтоматические аппараты для алюминия при некоторых сценариях использования даже более эффективны, чем аргонодуговые. Но они также имеют значительные минусы. Полуавтоматы стоят недешево. Дополнительно придется тратиться на защитный газ, проволоку. Если вам нужно часто чередовать сварку стали и алюминия, то будет проблематично менять каждый раз канал для подачи проволоки, контактный наконечник, ролики подающего механизма (понадобятся ролики для алюминия с U-образной канавкой). Сам плавящийся электрод из-за своей небольшой толщины и значительной гибкости труднее управляется, чем неплавящиеся аналоги.
Аппараты ручной дуговой сварки
Обычные устройства MMA (Manual Metal Arc) тоже можно использовать для сваривания алюминиевого проката. Однако этот способ имеет наибольшее количество недостатков, поэтому не используется для соединения конструкций, которые должны выдерживать большие нагрузки. Он широко применяется в качестве недорогой альтернативы для домашнего использования.
Технологическая операция осуществляется в основном с постоянным током в режиме обратной полярности. Подобные сварочные инверторы для алюминия отличаются высоким КПД, эффективным расходом энергии, защитой от нестабильности в электросети, точной регулировкой ампеража, быстрым поджогом дуги. К ним подбираются специальные электроды – для работы со сплавами или с чистым металлом.
- необходимость более тщательной подготовки деталей;
- высокая сложность формирования ровного шва;
- значительное разбрызгивание при плавлении электрода;
- невысокое качество соединения по причине пористости;
- очень крепкая шлаковая корка.
Плюсы метода: дешевизна оборудования в сравнении с другими возможными вариантами, быстрое переключение на операции с другими необходимыми материалами.
Какой вид сварочного аппарата для алюминия подойдет лучше всего?
- С какими видами металлов предстоит работать, в частности, будете ли вы сваривать только алюминий или еще и другие металлы? От этого будет зависеть тип приобретаемого устройства – только с постоянным током или с AC/DC. «Постоянка» используется для работы со сталью, нержавейкой, медью. Аппараты AC/DC универсальны и могут работать как на постоянном, так и переменном токе.
- Будете ли сваривать заготовки толщиной менее 1 мм, нержавейку? Если да, то ваша установка должна быть оснащена импульсным режимом.
- Как интенсивно вы будете использовать устройство? Для работы в постоянном режиме полезно будет обзавестись сварочным аппаратом для алюминия и горелками с жидкостным охлаждением.
- Где вы будете использовать устройство? Для профессиональных нужд используются TIG-установки и полуавтоматы. Если нужна установка для эпизодических работ дома, то сгодится и обычный ММА-аппарат.
- Насколько длинные швы вы будете создавать? Для коротких швов можно купить TIG-устройство. Есть возможность обеспечивать длинные соединения с помощью полуавтоматов.
Что нужно знать, выбирая устройство?
- Толщину соединяемого металла. От нее зависит диапазон тока в сварочнике. Если вы в основном работаете со стальными конструкциями толщиной до 6 мм, то подойдет аппарат до 200 А, но алюминий той же толщины потребует уже свыше 200 А. Если нужно работать с очень тонкими заготовками от 0,5 мм, то подойдут полуавтоматы.
- Ваш опыт в сварке металлов. Если вы новичок, вам будет полезно устройство с функциями, облегчающими рабочий процесс. Также стоит заметить, что сваривать с помощью MMA-аппарата легче, чем с использованием аргонодугового сварочника.
Современные высокотехнологичные аппараты для сварки алюминия имеют большое количество возможностей, настроек и регулировок.
Полезные функции в TIG-сварочниках
Если вы все же решите, что вам важнее качество сварного шва и захотите приобрести аргонодуговой аппарат, то вам не помешает узнать о полезных функциях, которыми могут обладать TIG-аппараты.
Как варить алюминий аргоном — технология
Без алюминия трудно представить современный мир. Этот материал широко используется в различных конструкциях, в которых необходимо сваривать различные детали. Данный процесс имеет свою специфику. Сварка аргоном алюминия является одним из самых эффективных вариантов, а потому заслуживает особого внимания.
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно. В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
- Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.
- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка. Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?

Оборудование для сварки алюминия
Для осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
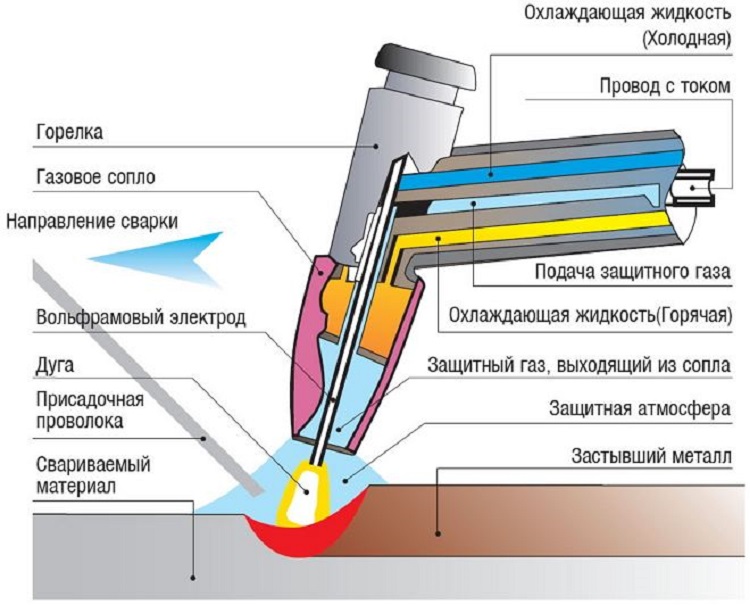
Схема аргонодуговой сварки
Начинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги. Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
- Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков. Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Важно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.

Правила удержания электрода и присадочной проволоки
Сварка алюминия аргоном: Что нужно знать
В чем сложность работы с металлом? Алюминий — не самый простой материал для сварки. Работу приходится вести, учитывая особенности металла:
- На воздухе чистый алюминий окисляется. Оксид Al 2 O 3 — это тугоплавкое соединение, переходящее в жидкое состояние при 2050 o С. Само собой это существенно усложняет процесс сварки. Для того чтобы работать с алюминиевыми деталями потребуется специальная подготовка материала, которая доведет его до «чистого» состояния.
- Температура плавления чистого алюминия составляет всего 660 o С. Высокий риск прожига требует тщательного контроля параметров сварочного аппарата и выверенных движений во время сварочного процесса.
Сварка алюминия полуавтоматом в аргоне или аппаратом TIG позволяет избавиться от возникающих проблем, обеспечивая аккуратный и прочный шов на стыке соединения двух деталей.

Технология TIG: преимущества метода
В отличие от стальных сплавов алюминий сложнее в плане термической обработки. Главная проблема — образование оксида при контакте с кислородом воздуха. Подача аргона в зону сварки перекрывает поступление кислорода к алюминию, создавая благоприятные условия для сваривания. В процессе работы происходит расплавление алюминиевого прутка с образованием сварного соединения.
Сварка алюминия аргоном: плюсы метода
- Стабильное горение дуги.
- Равномерный провар.
- Производство тонкого и аккуратного шва.
Метод относится к универсальным: технология TIG годится не только для алюминия, но и для других металлов и сплавов.
Оборудование

- Вольфрамовые электроды. Материал содержит небольшое включение редкоземельных элементов. Чем ниже их содержание, тем выше качество электрода и стабильнее дуга.

- Присадочный алюминиевый пруток. Расходник длиной до метра предлагается в разных диаметрах в интервале 1,6–4,0 мм. Желательно использовать материал после вскрытия упаковки.

Продолжительное хранение приводит к образованию оксидной плёнки, что усложняет процесс сварки алюминия. Состав прутка должен соответствовать характеристикам свариваемых поверхностей.
- Горелка TIG и сопла для равномерной подачи инертного газа к зоне расплава. Если сварку алюминия аргоном планируется вести на открытом воздухе, необходимо брать сопла с большим диаметром, поскольку инертный газ вне помещения скорее уходит из зоны сварки под действием ветра.
- Баллон с аргоном, оснащённый редуктором для регулировки давления.

Сварка постоянным и переменным током
Аппарат для сварки алюминия аргоном может работать на постоянном токе (DC) и переменном (AC) (есть и инверторы с двумя режимами AC/DC). Если подключить DC в обратной полярности, произойдёт резкий рост температуры сварки. Условия приводят к перегреву вольфрамового электрода, в результате металл разрушается. Чтобы этого не происходило, сварщику приходится уменьшать сварочный ток. В таком режиме можно сваривать только небольшие по толщине детали.
Переменный ток сварки алюминия аргоном запускает процесс удаления оксидной плёнки электрическим методом. Когда на электроде минус, деталь разогревается и плавится. После смены направления заряженных частиц на электроде возникает плюс, и начинается разрушение Al 2 O 3 . В таких условиях электрод практически не перегревается, поэтому можно поднять сварочный ток.
О сварке аргоном алюминия для начинающих

Значит купил я себе вот такой аппарат, давно мечтал, откладывал в дальний ящик, ну когда нибуть…очень хочу. Тут звезды видно сошлись на небе и деньги были и аппарат подвернулся, еще и раздумывал стоит ли так опускать свой бюджет, но где-то внутренее я говорило "-Бери!"

Процитирую множество пользователей сварочных форумов.Типичный китаец.)))
Расскажу в своей заметке о сварке алюминия и советы для начинающего аргонщика от такого же как и вы, профессионалов полно на ютубе их всегда найдете легко)))
Первая проблема с которой я столкнулся (имея опыт в сварке) аппарат варит все, но не алюминий, или если варит то не так как у других.
Есть у меня такая книга "Сварка и резка металлов" Все в ней описано просто и понятно без всяких тайн.

Книга старая 1975г. но все виды сварки описаны, и мало что изменилось с тех времен, сейчас она не менее актуальна.
Я долго пытался разобраться и понять почему же я немогу сварить алюминий, пересмотрел кучу видео и прочитал много постов на форумах, а ничего не помогало. Все оказалось простосто. Плохой аргон или аргон не соответствующий заявленному.
Первый балон с аргоном я купил за 2 тр заправленный у бывшего сварщика, который провалялся в гараже ндцать лет. Когда вы варите алюминий плохим аргоном -первое что происходит это кромки не свариваются, не разрушается оксидная пленка и они не смыкаются, присадка скатывается в шарик покрытый оксидом и не сплавляется с основным металлом.
Второй баллон я купил в шарашкиной конторе, которая не завод, но оборудование по заправке имеет .углекислоты, кислорода и аргона и покупает его в цистернах, баках и разливает его в несамых лучших условиях с несамыми лучшими рабочими. И имеет документы на газы, в частности аргон 99,993.
Буру у них углекислоту и проблем не испытывал.
Но с аргоном все оказалось чуть лучше. Но сварка оказалась не айс, с переменным успехом .
Следующий баллон аргона был куплен уже не в шарашкиной конторе, просто потому что у них не было, а у поставщика с Краснодарского завода. Сомневаюсь что в промежутке между заменой аргона, я научился варить алюминий))) Но это просто земля и небо.

Вообщем вывод такой покупать аргон у проверенных поставщиков, потому как документы о 99,993 могут быть у любого а по факту с нарушением технологии заправляют…
Следующая проблема при сварке алюминия это проблема выбора тока!
Сначало вы в валиваете в деталь за сотню ампер и сварочная ванна еле еле появляется, а потом от этого тока деталь просто вся плывет. Алюминий коварный и теплоемкий . Лучше предварительно прогревать деталь до 200-300 градусов феном. И есть такое интересное правило если сварочная ванна не появляется спустя 2-4 секунды после зажигания дуги то тока мало. А вообще педалька рулит при сварке алюминия.
Дальше -выбор электродов
Для алюминия берите 2.4мм 3.2мм, ну просто потому, что все остальные быстро сгорают в виду коварности алюминия, с начало вы вваливаете за 100 ампер, а через несколько минут уже комфортно варите эту же деталь на 60-70 амперах. Тут 1.6 и меньше образуют огромный шарик на кончике электрода, и дуга будет плясать.
Подготовка металла перед сваркой. Алюминий просто необходимо готовить для сварки, удалить толстую накопившуюся оксидную пленку которая разобьется в процессе сварки и сварочный шов будет иметь вкрапления этой пленки это будет хорошо видно.
Оксидную пленку удаляем механически с остальными загрязнениями. Я удаляю борфрезами.
В случае тонкого металла, типа радиаторов и тп подходит травление . это химический способ разрушить оксидную пленку.
Вот выдержка из книги
Читайте также: