Правила сборки элементов конструкции под сварку
Обновлено: 02.07.2024
1.Сборка производится до плотного сопряжения собираемых деталей (или с необходимым технологическим зазором) и сжатия их в таком состоянии для последующей сварки и постановки электроприхваток. В этом случае отклонения в размерах изделия определяются суммой отклонений в размерах собираемых деталей, т.е. размерными цепями изделия. Следовательно, при таком способе сборки на чертежах деталей допуски должны назначаться исходя из возможного или наиболее вероятного их суммирования при сборке изделия. Таким образом, при 1-м способе сборки сборочный процесс и конструкция зажимного устройства не зависят от допусков по размерным цепям, а размеры сварного изделия полностью определяются фактическими размерами деталей и положением фиксаторов и упоров сборочного кондуктора.
2. Сборка производится по заданным размерам готового изделия с соответствующими допусками. В этом случае конструктором сварного изделия должны быть предусмотрены компенсирующие зазоры или компенсирующие или компенсирующие прокладки “по месту” в каждой размерной цепочке, либо подрезка и подрубка деталей “по месту” (подгонка), либо применение селекционной сборки, когда детали сортируются по фактическим размерам и затем группируются по сборочным комплексам так, чтобы был возможен первый способ сварки – до плотного сопряжения деталей без подрезки и без зазоров (конечно, если последние не требуются по технологии сварки).
Наиболее широкое распространение получил 1-й способ сборки. Сборочные устройства по функциональному назначению и характеру выполняемых операций можно разделить на три основных типа:
1.)сборочные стенды и кондукторы, в которых выполняется сборка изделий на прихватках с последующей передачей собранного изделия в другое сварочное устройство. 2.) сборочно-сварочные кондукторы, в которых выполняется не только сборочные, но и сварочные операции, в большинстве случаев без предварительной постановки прихваток. 3.) сборочно-сварочные кондукторы – кантователи, в которых кроме сборочных и сварочных операций осуществляется также операции кантовки изделия в удобное для сварки положение.
Сварочными приспособленияминазываются дополнительные технологические устройства к оборудованию, используемые для выполнения операций сборки под сварку, сварки, термической резки, пайки, наплавки, устранения или уменьшения деформаций и напряжений, а также для контроля. В комплексно-механизированном сварочном производстве широко применяются загрузочные, разгрузочные, подъемно-транспортные и комбинированные приспособления, чалочные устройства, тиковая и специализированная …. оргоснастка, различный инструмент.
Учитывая, что сварочное производство является комплексным, необходимо проектировать приспособления для заготовительных, подготовительных, заключительных операций и специальный инструмент.
Сборочно-сварочной оснасткой называют совокупность приспособлений и специального инструмента для выполнения слесарных, сборочных, монтажных и других видов работ. Поэтому термин “оснастка” чаще применяется в судостроении, монтаже, строительстве. Применение сварочных приспособлений позволяет уменьшить трудоемкость работ, повысить производительность труда, сократить длительность производственного цикла, улучшить условия труда, повысить качество продукции, расширить технологические возможности сварочного оборудования, способствует повышению комплексной механизации и автоматизации производства и монтажа сварных изделий. Сварочные приспособления классифицируются по нескольким признакам (рис.1) следующим образом:
Сборка под сварку
Нормируемые параметры сборки деталей под сварку
- Смещение кромок (Линейное смещение стыковых соединений);
- Зазор;
- Отклонение от прямолинейности (Угловое смещение);
- Требования к прихваткам (количество, длина, высота, место установки);
- Смещение продольных швов смежных сварных труб;
- Требования к приспособлениям, установке и снятию технологических креплений.
Линейное смещение кромок
Линейным смещением свариваемых кромок соединяемых листов или труб называют смещение между двумя свариваемыми элементами, у которых поверхности параллельны, но расположены не в одной плоскости.

Смещение кромок
Допускаемое смещение кромок устанавливается нормативными документами (ПБ,ОСТ, СТО, РД).
Важно! Большое смещение кромок может привести к непровару в корне сварного шва.
Зазор
Необходим для проплавления корня шва и формирования обратного валика.
Устанавливается стандартом на конструктивные элементы сварных соединений для различных способов сварки или отраслевыми нормативно техническими документами (ГОСТ, СТО, РД).
Важно! При заниженном зазоре возможен непровар, при завышенном прожог.
Угловое смещение (перелом)
Угловым смещением листов (труб) — называют смещение между двумя свариваемыми элементами, поверхности которых не параллельны и не находятся под заданным углом.
Допускаемое угловое смещение (отклонение от прямолинейности трубопроводов) устанавливается нормативными документами (ПБ, ОСТ, СТО, РД)
Угловое смещение труб, как правило, измеряют на расстоянии 200 мм. от стыка прикладыванием линейки длиной не менее 400 мм и измерением зазора.
Требование к прихваткам
Прихватки должны обеспечивать жесткость конструкции в процессе сварки за счет:
- количества;
- размеров (длины, высоты);
- равномерности расположения по длине шва.

Расположение прихваток при сборке
Прихватки не должны снижать качество сварного шва, поэтому:
- должны выполняться аттестованными сварщиками;
- должны располагаться на свариваемых кромках ( за исключением мест пересечения сварных швов);
- должны выполняться теми же сварочными материалами, что и корневой слой шва;
- должны зачищаться (или удаляться) для обеспечения формирования корневого слоя;
- не должны иметь дефектов. При появлении дефектов в прихватке (пор, трещин) необходимо работы приостановить до выяснения причин;
При недостаточной длине прихваток возможно их разрушение, при завышенной их длине будет большая поперечная усадка и уменьшение требуемого зазора, что приведет к непровару.
Смещение продольных швов сварных труб
Необходимо для исключения концентратора напряжений в месте перекрестия продольных и кольцевых швов.
Для магистральных и промысловых газопроводов смещение преграждает лавинообразное разрушение по сварному шву на переходе с одной трубы на другую.
Требования к сборке технологических трубопроводов
Смещение кромок по наружному диаметру разнотолщинных труб не должно превышать 30% от толщины тонкостенного элемента, но не более 5 мм.
Смещение кромок по внутреннему диаметру не должно превышать значений:
- 0,10 S, но не более 1мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории, работающих при температуре ниже — 70°C ;
- 0,15 S,но не более 1мм — для трубопроводов II — V категорий.
Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка должен быть обеспечен путем проточки конца трубы под углом не более 15°.
Для трубопроводов с Ру до 10 МПа (100 кгс/см2) допускается калибровка концов труб методом цилиндрической или конической раздачи.
Условное смещение. Отклонение от прямолинейности, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не должно превышать: 1,5 мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории; 2,5 мм — для трубопроводов II — V категорий.
Требования к прихваткам. Количество прихваток для трубопроводов диаметром до 100мм-2шт.; 100-600мм.-3-4шт.; свыше 600мм.-через каждые 300-400мм.
Длина прихватки для трубопроводов диаметром до 600мм. 2,0 — 2,5 толщины стенки, но не менее 15 и не более 60мм. Свыше 600 мм.-50-70мм.
Высота прихватки для трубопроводов диаметром до 600мм. 0,4 — 0,5 толщины стенки при толщине стенки до 10 мм и 5 мм при толщине стенки от 10 мм и выше. Свыше 600 мм. 4-5мм.
Требования к приспособлениям и технологическим креплениям
Сборка осуществляется с помощью центраторов или привариваемых на расстоянии 50 — 70 мм. от торца труб временных технологических креплений. Технологические крепления изготовливаются из стали того же класса, что и свариваемые трубы. Для закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
При сборке стыков из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не допускается.
Требования к смещению продольных швов
При сборке труб и других элементов с продольными швами последние должны быть смещены относительно друг друга. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с условным диаметром 100 мм и менее продольные швы должны быть смещены относительно друг друга на величину, равную 1/4 окружности трубы (элемента).
Требования к сборке трубопроводов газового оборудования
Смещение кромок. Допускаемое смещение кромок свариваемых труб не должно превышать величины 0,15S + 0,5 мм, где S — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных труб или труб с соединительными деталями и патрубками арматуры допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает 2,0 мм).
на надземных и внутренних газопроводах низкого давления допускается производить нахлесточные соединения «труба в трубу» размеров d 50×40, 40×32, 32×25, 25×20 мм.при условии:
— просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
— величина нахлеста по длине соединяемых труб не менее 3 см;
— на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
Требования к смещению продольных швов
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем на:
15 мм — для труб диаметром до 50 мм; 50 мм —от 50 до 100 мм; 100 мм диаметром св. 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
Требования к сборке трубопроводов котельного оборудования
Требования к прихваткам
Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
МДК. 01.02. «Технологические приёмы сборки изделий под сварку»
Сборка сварных конструкций представляет собой весьма ответственный и трудоемкий процесс. Хорошее качество сборки — первое и необходимое условие высокого качества сварки. При индивидуальном производстве сборка может занимать 30—50% общего времени изготовления сварной конструкции. При хорошем оснащении сборочных операций приспособлениями и кондукторами затраты времени на сборку сварных конструкций могут быть значительно уменьшены. При выполнении сборочных операций необходимо: 1) точно выдерживать проектные размеры; 2) правильно и постоянно выдерживать зазоры; 3) точно располагать детали по отношению друг к другу в соответствии с проектом; 4) обеспечивать точное положение плоскостей собираемых элементов под углом их пересечения; 5) обеспечивать минимальный допуск на смещение поверхностей деталей стыковых соединений.
Особенно жесткие требования к обеспечению зазоров и совмещений поверхностей предъявляются при сборке под автоматическую сварку. При установлении последовательности сборочных операций необходимо руководствоваться следующим. 1. Выполняемая сборочная операция не должна затруднять осуществление последующей операции. 2. Размеры поступающих на сборку деталей и подготовка их кромок под сварку должны быть тщательно проверены. 3. Выполнение дополнительных работ, в случае надобности, по пригонке деталей в целях точного соблюдения запроектированных зазоров, перекрытий и взаимного расположения их согласно чертежу должно осуществляться легко и быстро. 4. Обеспечение соответствующими инструментами и приспособлениями, облегчающими правильность установки деталей и закрепление их в требуемом положении.
Разработка технологического процесса сборки конструкций тесно связана с выбором рациональных типов имеющихся в цехе приспособлений и проектированием новых приспособлений и кондукторов в зависимости от особенностей изделия и принятого метода сварки. К разработанным технологическим процессам сборки и сварки должны быть приложены операционные, инструкционные и нормировочные карточки. Сборка сварных конструкций может осуществляться; 1) по разметке; 2) по контрольным отверстиям; 3) при помощи шаблонов, упоров, фиксаторов и специальных приспособлений (кондукторов), облегчающих сборочные операции.
Сборка по разметке состоит в том, что на одних деталях путем промера линейкой размечают места расположения других деталей. При сборке эти детали ставятся на размеченные места, закрепляются струбцинами или зажимами и прихватываются. При сборке по контрольным отверстиям заданное расположение деталей достигается путем соединения их болтами и штырями, входящими в контрольные отверстия. Такой метод сборки применяется в тех случаях, когда другими путями затруднительно осуществить точное расположение деталей или когда имеются в соединяемых деталях готовые отверстия, которые можно использовать при сборке. Сборка по разметке и сборка по контрольным отверстиям применяется при индивидуальном производстве, когда изготовление специальных приспособлений нерационально.
Сборка однотипных конструкций серийного и массового производства осуществляется при помощи шаблонов, различных фиксаторов и специальных кондукторов, облегчающих и ускоряющих выполнение рабочих операций при сборке. По характеру сборочно-сварочных работ при изготовлении конструкций сборка делится на сборку всей конструкции, сборку узлов (узловая сборка) и монтажную сборку. Собирать всю конструкцию на прихватках не рекомендуется даже при изготовлении ее с применением ручной сварки. Она может быть допущена только при изготовлении простейших сварных конструкций, составляемых из небольшого количества деталей.
Недостатки сборки всей конструкции следующие: 1. Невозможность применения механизированных методов сварки для многих швов, находящихся в различных положениях в пространстве (горизонтальные, вертикальные и потолочные) и находящихся в труднодоступных местах. 2. Громоздкая и трудоемкая кантовка тяжеловесных конструкций и конструкций с большими габаритными размерами. 3. Неудобное положение сварщика при выполнении швов в труднодоступных местах, что снижает производительность и понижает качество сварных швов. 4. Высокие остаточные напряжения, которые образуются из-за невозможности осуществления свободной усадки швов и которые иногда могут привести к образованию трещин и даже к самопроизвольному разрушению конструкций в цехах после окончания сварочных работ. 5. Накапливание остаточных деформаций, которые могут достигнуть такой величины, что правка станет невозможной и конструкция будет забракована.
Наиболее целесообразными видами сборки и сварки конструкций является сборка и сварка отдельных узлов, а затем сборка и сварка этих узлов в целую конструкцию в цехах или на монтаже. Узловая сборка и сварка дают возможность механизировать сборочно-сварочные операции, повысить качество сборочно-сварочных работ и производительность труда.
Преимущества узловой сборки: 1) возможность автоматизации сварочных работ, так как швы более доступны и кантовка узла значительно легче, чем кантовка всей конструкции; 2) детали свариваются в свободном состоянии и остаточные напряжения от поперечной усадки незначительны; 3) возможность создания поточных линий производства; 4) технологические недостатки сборочно-сварочных работ (деформации, напряжения и др.) могут быть легко исправлены в отдельных узлах и не создавать накопления этих недостатков в целой конструкции; 5) возможность механизации сборочных операций и поднятия культуры производства на более высокую ступень.
Дальнейшее развитие изготовления сварных конструкций требует создания механизированной оснастки сборочно-сварочных работ, повышения точности размеров узлов, которые в цехах и на монтаже соединяются в целую сварную конструкцию.
Существует 2 способа сборки изделия под сварку

Сборка конструкций под сварку
Сборкаконструкций должна производиться только из выправленных деталей и элементов,очищенных от заусенцев, грязи, масла, ржавчины, влаги, льда и снега.
При сборкеконструкций и деталей не должно допускаться изменение их формы, непредусмотренное технологическим процессом, а при кантовке транспортировании -остаточное деформирование их.
Не допускаетсяперенос и кантовка краном тяжелых и крупногабаритных конструкций и ихэлементов, собранных только на прихватках, без применения приспособлений,обеспечивающих неизменяемость их формы.
Собранные,предъявленные и принятые под сварку конструкции и не сваренные после этого втечение 24 ч, должны быть повторно предъявлены ОТК.
Прихватки, предназначенные для соединения собираемых деталей, должныразмещаться в местах наложения основных сварных швов.
Размеры сеченияприхваток должны быть минимально необходимыми для обеспечения расплавления ихпри наложении швов проектного сечения. Длина прихваток в конструкциях,выполненных из стали до С375 включительно, должна быть не менее 50 мм ирасстояние между прихватками — не более 500 мм, а в конструкциях из стали С440- соответственно 100 и 400 мм при катете шва прихватки не более половины катеташва сварного соединения.
Сборочныеприхватки конструкций должны быть выполнены сварщиками, имеющими право напроизводство сварочных работ в соответствии с п. 2.2настоящего стандарта, с применением тех же сварочных материалов и тех жережимов, что и основные швы сварных соединений.
В сварныхсоединениях, осуществляемых автоматами и полуавтоматами, сборочные прихваткивыполняются электродами, обеспечивающими заданную прочность с соблюдениемтребований пп.3.2.2 настоящего стандарта.
Формыкромок и размеры зазоров при сборке сварных соединений должны соответствоватьвеличинам, указанным в таблицах (см. в таблицах расположенных ниже), на швы сварных соединений, а в конструкциях из стали С440 — в соответствиисо специальными указаниями в чертежах КМ.
Все местныеуступы и сосредоточенные неровности, имеющиеся на собираемых деталях, надлежитдо сборки устранять плавной зачисткой с помощью абразивного круга.
Общаясборка конструкций должна производиться путем последовательного соединения всехэлементов конструкций или отдельных ее частей. При этом должна быть произведенаподгонка всех соединений, включая установку фиксирующих устройств. На всехотправочных элементах должна быть проставлена индивидуальная маркировка инанесены риски. При общей сборке кожухов листовых конструкций одновременнодолжно быть собрано не менее трех царг.
Каждыйпервый и в последующем каждый десятый экземпляр однотипных конструкций,изготовленных по кондукторам, должен проходить контрольную сборку, в процессекоторой производится проверка соответствия изготовленных конструкций чертежамКМД.
В объемконтрольной сборки однотипных конструкций должны входить все элементы и детали,изготовленные с применением всего комплекта кондукторов.
Сваркустальных конструкций следует производить по заранее разработанному иконтролируемому технологическому процессу, который должен обеспечить требуемыегеометрические размеры и механические свойства сварных соединений.Сварка стальных конструкцийдолжна выполняться по возможности высокопроизводительными механизированнымиспособами.Режимы сваркиуглеродистой и низколегированной стали классов до С440 включительно и размерышвов сварных соединений должны обеспечивать следующие показатели пластичности ивязкости металла шва и околошовной зоны:
а) твердость поалмазной пирамиде не выше 350 единиц Нv;
б) ударнаявязкость при отрицательной температуре (минус 40°С или минус 70°С), указанной впроекте не ниже 3 кгс.м/см 2 KCU;
в)относительное удлинение не ниже 16%.
Сваркадолжна производиться при стабильном режиме, установленном технологическимпроцессом, с допускаемыми отклонениями: силы тока ±5%; напряжения дуги ±5%.Режим сварки следует подбирать так, чтобы коэффициент формы провара составлял:для углового шва и для стыковогооднопроходного шва .
Сварочныеработы должны осуществляться под руководством инженерно-технического лица,имеющего опыт в области сварочных работ и имеющего удостоверение на правопроизводства работ по сварке.
Ручнаяэлектродуговая сварка должна производиться электросварщиками, имеющимиудостоверения, выданные им в соответствии с действующими в настоящий моментПравилами аттестации сварщиков.
Автоматическаяи полуавтоматическая сварка должна производиться сварщиками, прошедшимиобучение и получившими об этом соответствующие удостоверения. Сварщики должнына месте работы пройти испытания в условиях, тождественных с теми, в которыхбудет выполняться сварка конструкций.
Для сварки приотрицательной температуре сварщик должен пройти испытание при предусмотреннойтехнологическим процессом отрицательной температуре. Сварщик, сдавшийиспытание, может быть допущен к сварке при температуре на 10°С ниже температурыиспытания.
Прииспользовании металлопроката, не подвергнутого консервации, проплавляемыеповерхности и прилегающие к ним зоны металла шириной не менее 20 мм, а такжекромки листов в местах примыкания выводных планок перед сборкой, должны бытьперед сборкой очищены до чистого металла с удалением конденсационной влаги. Приналичии на конструкциях ржавчины, грязи и т.п. непосредственно перед сваркойочистка должна быть повторена. Продукты очистки не должны оставаться в зазорахмежду собранными под сварку деталями.
Сваркастальных конструкций должна производиться после проверки правильности ихсборки. Выполнение каждого валика многослойных швов сварных соединенийдопускается после очистки предыдущего валика, а также прихваток от шлака ибрызг наплавленного металла.
Участки слоешва с порами, раковинами и трещинами должны быть удалены до наложенияследующего слоя.
Придвусторонней сварке швов стыковых сварных соединений, а также угловых итавровых сварных соединений с разделанными кромками со сквозным проплавлениемнеобходимо перед выполнением шва с обратной стороны очистить корень швамеханическим способом до чистого бездефектного металла.
В процессевыполнения автоматической и полуавтоматической сварки при вынужденном перерывев работе сварку разрешается возобновить после очистки концевого участка швадлиной 50 мм и кратера от шлака — этот участок и кратер следует полностьюперекрыть швом.
Свариваемые детали стальных конструкций и рабочее место сварщика должны бытьзащищены от дождя, снега, сильного ветра и сквозняков.
Приданиеугловым швам вогнутого профиля и плавного перехода к основному металлу, а такжевыполнение стыковых швов без усиления, если это предусматривается чертежами КМ,должны, как правило, осуществляться подбором режимов сварки и соответствующимрасположением свариваемых деталей. Механическая обработка швов, для придания имнужной формы, производится способами, не оставляющими на их поверхностизарубок, надрезов и других дефектов.
Начало иконец шва стыкового сварного соединения, а также выполняемого автоматомуглового и таврового сварного соединения должны выводиться за пределысвариваемых деталей на заходные и выводные планки, удаляемые после окончаниясварки газовой разделительной резкой.
Места установкипланок после газовой срезки должны быть зачищены механическим способом доисчезновения следов газовой резки. Зажигать дугу и выводить кратер на основнойметалл конструкции за пределами мест наложения шва запрещается.
Допускаемые отклонения размеров сечения швов сварных соединений от проектных недолжны превышать величин, указанных в таблицах. В конструкциях из высокопрочных сталей (С440) — в соответствии суказаниями в чертежах КМ. Размеры углового шва должны обеспечивать его рабочеесечение, определяемое величиной катета шва, указанной в чертежах КМ имаксимально допустимым зазорам, регламентированным указаниями таблицах.
Ручную иполуавтоматическую дуговую сварку конструкций из стали классов до С375 включительнопри температурах стали, ниже указанных в таблице 3.1, следует производить спредварительным подогревом стали в зоне выполнения сварки до 120-160°С наширине 100 мм с каждой стороны сварного соединения.
08.04.20 942 ПСР "Cборка деталей под сварку"

В рабочих тетрадях отчет подготовить в виде краткого конспекта согласно плана (только выделенное жирным шрифтом).
Жду фотоотчеты проделанной работы.
После изучения лекции пройти онлайн тест.
ЛЕКЦИЯ ТЕМА: Cборка деталей под сварку.
Виды и способы сборки.
Виды и назначение сборочных, технологических приспособлений и оснастки.
Виды и способы сборки.
Трудоемкость сборки деталей под сварку составляет около 30% от общей трудоемкости изготовления изделия. Для уменьшения времени сборки, а также для повышения ее точности применяют различные приспособления.
Сборка под сварку может выполняться следующими способами:
полная сборка изделия из всех входящих в него деталей с последующей сваркой всех швов;
поочередное присоединение деталей к уже сваренной части изделия - при невозможности применения первого способа;
предварительная сборка узлов, из которых состоит изделие, с последующей сборкой и сваркой изделия из собранных узлов; этот способ наиболее рационален, он применяется при изготовлении крупных и сложных конструкций (суда, вагоны, мосты и пр.).
2. Правила сборки элементов конструкции под сварку. В общем виде сборка представляет собой совокупность операций по установлению деталей в положение, предусмотренное чертежом, для проведения последующей сварки.
Основная цель разработки технологического процесса сборки заключается в определении наиболее выгодной последовательности и способа сборки отдельных деталей, обеспечивающих выполнение поставленных технических требований на изготовление данного изделия при минимальных затратах рабочей силы, времени и вспомогательных материалов. При разработке этого процесса следует стремиться к максимальной механизации сборочных работ путем широкого использования различного рода механизированного инструмента, рабочих и контрольных приспособлений. Необходимо стремиться исключать операции подгонки, опиловки, сверления по месту.
В зависимости от типа изделия устанавливают определенные технические требования на сборку. С точки зрения сварки требованием, входящим в технические условия, является обеспечение определенных конструктивных параметров сварных соединений. Так, специфической особенностью при сборке деталей, соединяемых встык сваркой плавлением, является соблюдение определенных зазоров между свариваемыми кромками. Величина зазоров зависит от толщины соединяемых элементов и устанавливается нормативами или ГОСТом.
При сборке деталей внахлестку перед контактной сваркой (ТЭС и РЭС) необходимым требованием является полное исключение зазоров. Согласно принятым в производстве нормативам эти зазоры не должны составлять более 10 % от толщины наиболее тонкой из свариваемых деталей и превышать 0,1 . 0,5 мм.
Технологический процесс сборки характеризуется определенной трудоемкостью, а также определенным временем, называемым сборочным циклом, в течение которого этот процесс выполняется. Трудоемкость сборки зависит от степени совершенства конструкции, отработки технологического процесса, степени взаимозаменяемости собираемых элементов и их точности, энерговооруженности оснащения и оборудования. Цикл сборочных работ:
где Т — трудоемкость процесса, ч;
п — число одновременно занятых в процессе рабочих.
Очевидно, что на сокращение цикла влияет уменьшение трудоемкости и особенно увеличение исполнителей. Последнее зависит от конструкции, масштаба производства, уровня технологии и организации производства. Расчленение конструкции на узлы позволяет расширять фронт работ, что увеличивает и число рабочих, занятых на сборке.
На величину цикла сборки весьма существенное влияние оказывает выбор схемы сборочного процесса. Схема сборочного процесса — принятая последовательность сборки сборочных единиц и соединения их в изделия.
В производстве сварных конструкций находит применение последовательная сборка и сварка элементов, полная сборка всей конструкции с последующей ее сваркой, параллельно-последовательная сборка и сварка.
Последовательная схема (рис. 1, а) целесообразна при сборке конструкций, не расчлененных на сборочные узлы, когда сварка полностью собранной конструкции невозможна, а другими схемами нельзя обеспечить необходимую точность из-за особенностей конструкции, например из-за недостаточной ее жесткости. Ее выполняют последовательным наращиванием отдельных элементов. Требуемая точность может быть достигнута применением промежуточных операций правки. Сборка и сварка при такой организации процесса менее производительны, так как при их последовательном выполнении ограничивается фронт работ и уменьшается число работающих.

Рис. 3.18. Схемы сборки сварных конструкций:
I, II, III, IV— детали конструкции; 1—6 — технологические операции
Схему полной сборки конструкции с последующей сваркой (рис. 1, б) обычно используют для сравнительно простых изделий или изделий средней сложности, состоящих из небольшого числа деталей с легкодоступными для выполнения соединениями. По этой схеме конструкцию сначала полностью собирают, закрепляя элементы струбцинами, фиксаторами, прихваточными соединениями, после чего собранную конструкцию передают на сварочный участок для выполнения сварки всех соединений. Фронт работ при этом расширяется, Ц уменьшается. Схема используется при различных типах производства. Технологический процесс сборки и сварки в зависимости от программы выпуска, массы и конфигурации изделий может быть механизирован или полностью автоматизирован.
Параллельно-последовательную схему (рис. 3.18, в) используют при изготовлении сложных конструкций, расчлененных на укрупненные сборочные единицы. Сначала на параллельных технологических линиях собирают и сваривают укрупненные сборочные единицы. Затем из готовых узлов собирают и сваривают конструкции в целом. При такой схеме число одновременно занятых рабочих или фронт сборочных работ значительно больше, поэтому Ц минимален. Практика показывает, что такая схема позволяет сократить цикл в 3. 4 раза по сравнению с последовательной схемой. Это подтверждает большие преимущества расчлененных конструкций. Однако число сборочных единиц нужно выбирать исходя из экономической целесообразности. При сборке и сварке конструкций открывается возможность широко применять механизацию и автоматизацию технологических операций. При такой схеме повышается точность изготовления изделий, а общие деформации всей конструкции уменьшаются, так как жесткость узлов всегда больше жесткости отдельных деталей. Кроме того, легче осуществить правку деформированных узлов, чем полностью сваренной конструкции. Это, в свою очередь, способствует улучшению качества и надежности изделий. Схему используют при различных видах производства. Таким образом, умело разрабатывая схему собираемости изделий, можно влиять на продолжительность процесса и на уменьшение трудоемкости.
Содержание технологических операций сборочных процессов конструкций, в свою очередь, определяется применяемыми методами базирования и сборки, от которых зависит точность и взаимозаменяемость собираемого изделия, содержание сборочных работ, состав сборочной оснастки и оборудования.
В зависимости от типа производства, особенностей конструкции и технических условий сборку можно выполнять различными способами: по разметке, по шаблонам или первому изделию, по сборочным отверстиям, в приспособлениях (универсальных, специализированных и специальных).
Сборку по разметке ведут без приспособлений. Расположение деталей определяется разметкой по чертежу. Затем их закрепляют струбцинами, съемными фиксаторами, прихваткой и т. п. Производительность способа низкая, его применяют в единичном производстве при изготовлении несложных изделий. Достижение заданной точности при сборке возможно лишь при большой затрате высококвалифицированного труда. Использование шаблонов или первого изделия для сборки позволяет повысить производительность труда.
Сборка узлов по сборочным отверстиям является прогрессивным процессом, позволяющим обеспечить высокие экономические показатели сборочных работ и достаточную точность. Препятствием для его широкого использования является конструктивное оформление соединений, часто затрудняющее или совсем не позволяющее применить сборку по отверстиям. Поэтому предусматривать способ сборки нужно уже при конструктивной разработке изделия и отработке его технологичности. При сборке по сборочным отверстиям заданное расположение частей изделия достигается путем использования отверстий в качестве сборочных баз деталей. Сборочные отверстия служат для координации и фиксации частей изделия и обычно назначаются из числа отверстий, входящих в соединение, что в сварных узлах встречается весьма редко. В таких изделиях в качестве сборочных отверстий могут быть использованы уже имеющиеся конструктивные отверстия. Иногда они могут быть запроектированы как технологические с последующим устранением заваркой, заклепыванием (рис. 3.19, а). Отверстия сверлят по накладным кондукторам. Сборка по сборочным отверстиям упрощает сборочную оснастку, однако требует проведения сквозной увязки размеров деталей. Для тонколистовых элементов вместо отверстий можно применять специальные вы- штамповки.
Наибольшую точность сборки при минимальной трудоемкости можно обеспечить специальной сборочной оснасткой, используемой обычно в условиях крупносерийного и массового производства.

Рис. 3.19. Сборка по отверстиям:
а — панели: 1 — обшивка; 2 — элемент набора жесткости; 3— фиксатор; б — кронштейна: / — корпус; 2 — кронштейн; 3 — фиксатор
В условиях производства с малой программой выпуска применение находят универсальные и специализированные приспособления средней сложности.
Кроме сборочной оснастки, на трудоемкость сборочных работ решающее влияние оказывает качество заготовок. При отсутствии взаимозаменяемости деталей сборка усложняется необходимостью выполнения подгоночных операций. При выполнении технологических операций даже в условиях строжайшей технологической дисциплины в объектах обработки возникают ненормированные побочные изменения, многие из которых могут оказывать существенное влияние на качество продукции. Например, отклонения формы и размеров листовых деталей из-за упругих напряжений, возникающих во время гибки, вытяжки и других процессов формообразования, или появление остаточных напряжений в сварных деталях.
Ненормируемые изменения свойств объектов производства, возникающие при выполнении отдельных операций технологического процесса, являются одной из причин нестабильности качества продукции. Наличие таких отклонений, в первую очередь, отразится на качестве сборочных и сварочных работ. Возникает необходимость проведения подгоночных операций в процессе сборки. Наличие подгоночных операций — это, в первую очередь, результат невзаимозаменяемости элементов конструкции, поэтому взаимозаменяемость является важнейшей предпосылкой обеспечения высокого качества конструкций в целом. Элемент конструкции обладает взаимозаменяемостью, если его геометрические и физические параметры находятся в пределах допусков, согласованных
с допусками других собираемых элементов. При таком согласовании исключается необходимость подбора или доработки элементов при сборке и обеспечивается сборка всей конструкции в соответствии с установленными техническими условиями.
При выполнении сборочных работ различают методы полной, неполной, групповой взаимозаменяемости и сборку с подгонкой деталей. По первому методу сборка осуществляется путем соединения деталей без какого-либо подбора, подгонки и других дополнительных работ с полным соблюдением при этом технических требований к изделию. Необходимая точность деталей задается соответствующими допусками на их размеры. Этот метод чаще применяется при серийном производстве конструкций, элементы которых подвергаются предварительной механической обработке.
Сборка по методу неполной взаимозаменяемости имеет место при доработке одной из соединяемых деталей размерной цепи в процессе выполнения сборочных операций, при применении компенсаторов. Такой метод широко используется в авиационной промышленности, автомобилестроении и других отраслях. Доработкой одной из деталей или введением компенсирующего элемента достигается устранение отклонений деталей от номинальных размеров размерной цепи и обеспечивается заданная точность сборки. Это позволяет снизить требования к точности всех собираемых деталей, повысить точность изделия, не прибегая к большому объему трудоемких ручных подгоночных и доводочных работ.
Метод групповой взаимозаменяемости предусматривает сортировку собираемых элементов на группы. Поле допуска каждой группы составляет 1 /п часть общего поля допуска сопрягаемых деталей (п — число групп). При сборке соединяют между собой детали только соответствующих групп, чтобы получаемый общий допуск на сборочные размеры удовлетворял заданной точности изделия. Применение такой селективной сборки позволяет назначать более широкие допуски на изготовляемые детали и в то же время достигать высокой точности конструкций. Метод находит применение в крупносерийном и массовом производстве.
Сборка по методу подгонки осуществляется путем индивидуальной доработки и подгонки каждой из соединяемых деталей. Метод подгонки находит применение в единичном, мелкосерийном производстве, когда экономически невыгодно иметь сложную технологическую оснастку для изготовления деталей с высокой точностью. Сборка выполняется в два этапа, предварительную сборку вводят с целью подгонки и комплектации деталей. В связи с неизбежным загрязнением деталей при подгоночных работах после предварительной сборки собранное изделие разбирают и передают на операции подготовки поверхности деталей под сварку. Таким образом, обработку поверхности деталей производят после предварительной сборки. Подогнанные и подготовленные детали поступают на окончательную сборку под сварку. Способ двойной сборки часто используют при изготовлении изделий из тонколистовых штампованных деталей, в которых не всегда удается обеспечить их высокую взаимозаменяемость, особенно в единичном производстве. Двойная сборка иногда необходима при изготовлении ответственных изделий, например топливных емкостей самолетов, для удаления из собранного узла стружки, образовавшейся при подгонке.
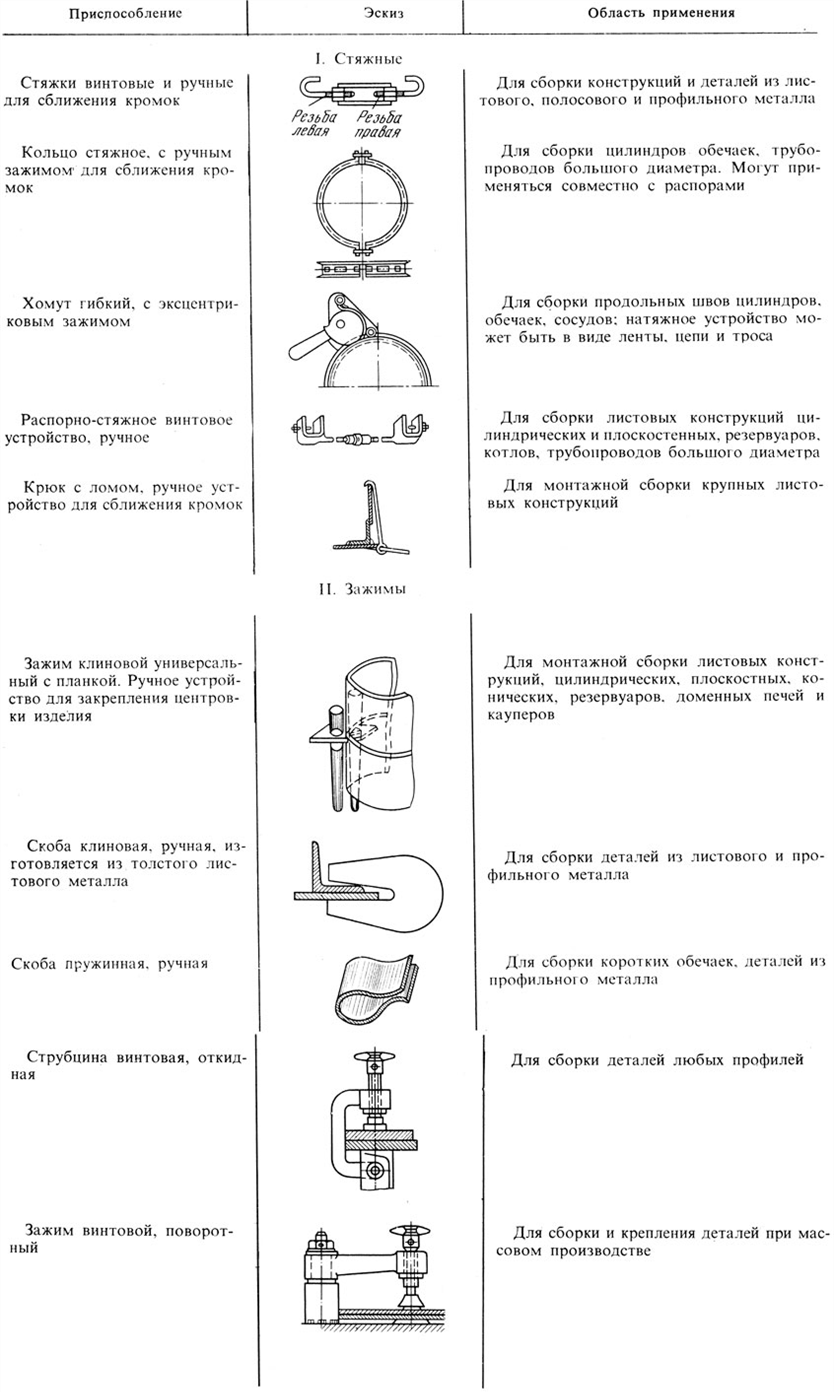
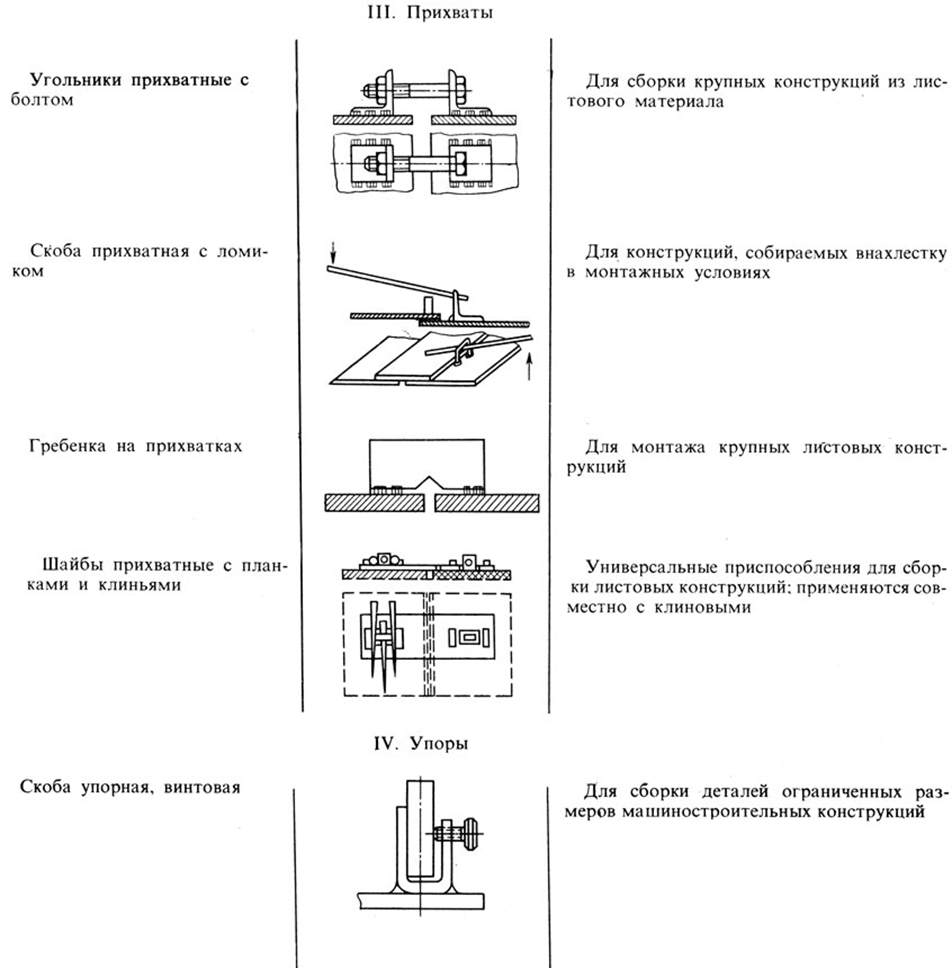
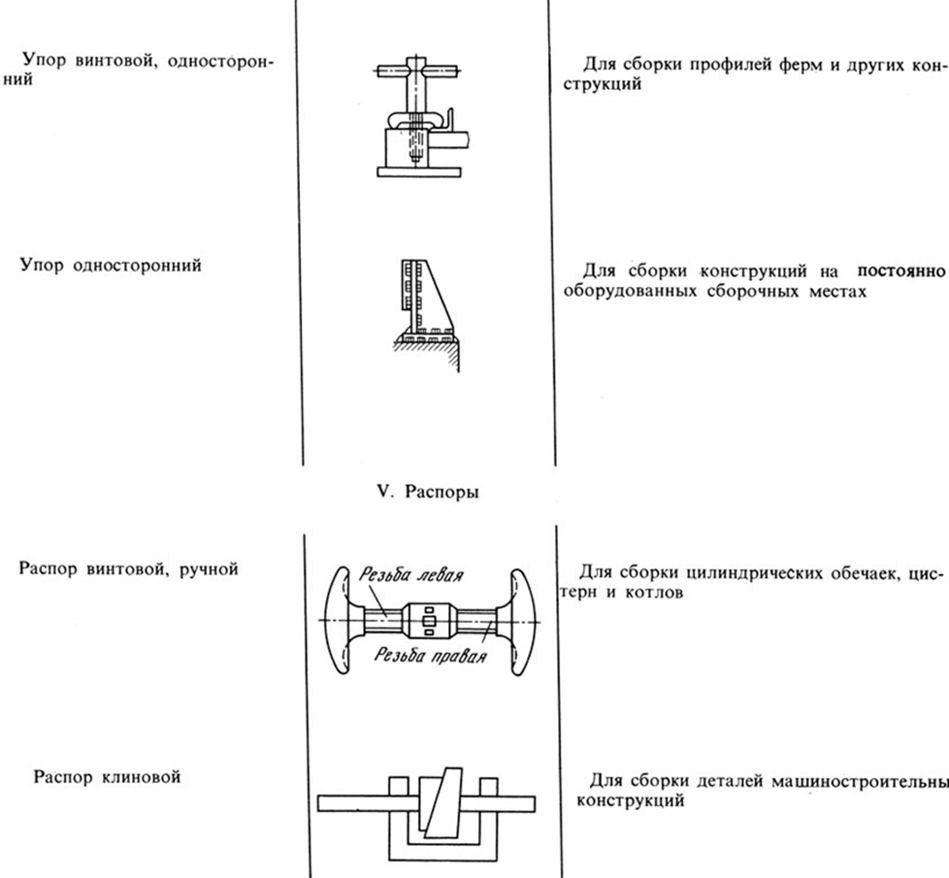
3. Виды и назначение сборочных, технологических приспособлений и оснастки. Для сборки и сварки колонн, балок, стоек сложного сечения, а также листовых конструкций из стали толщиной более 8 мм применяют приспособления, допускающие некоторое перемещение элементов конструкции при усадке металла швов.
Приспособления могут быть предназначены только для сборки деталей под сварку или только для сварки уже собранных деталей. Применяют также и комбинированные сборочно-сварочные приспособления.
Представление о конструкции сборочно-сварочных приспособлений дает табл. 9.

Для сборки листовых конструкций удобны электромагнитные стенды, которые фиксируют положение кромок свариваемых листов (рис. 1). На электромагнитных стендах может производиться сборка и сварка листов толщиной до 15 мм. Недостаток подобного рода приспособлений - отрицательное влияние магнитного поля на сварочную дугу в процессе сварки.

Рис. 1. Магнитный стенд: 1 - электромагниты, 2 - свариваемые листы
При массовом изготовлении одинаковых конструкций применяют специализированные сборочные кондукторы с механизмами для зажатия деталей. В этих кондукторах производится сборка и прихватка деталей, затем изделие освобождается из кондуктора и подается на площадку или стенд для сварки.
Проверка точности сборки производится шаблонами и щупами (рис. 2).

Рис. 2. Инструмент для проверки качества сборки: а - угла раскрытия кромки, б - прямого угла, в - смещения листов, г - зазора между листами при сварке внахлестку, д - зазора при сварке втавр и встык
Читайте также: