Преимущества и недостатки автоматической сварки под флюсом
Обновлено: 20.09.2024
Сварка под флюсом – дуговая сварка, при которой дуга горит под слоем порошкообразного сварочного флюса.
По степени механизации процесса различают автоматическую сварку под флюсом (подача электрода в зону сварки и перемещение электрода вдоль свариваемых кромок механизированы) и механизированную (механизирована только подача электрода). Схема процесса автоматической сварки под слоем флюса приведена на рис. 10.8.
Электродная проволока с помощью ведущего и нажимного роликов подается в зону сварки. Кромки свариваемого изделия в зоне сварки покрываются слоем флюса, подаваемого из бункера. Толщина слоя флюса составляет t ≈ 30…50 мм. Сварочный ток подводится к электроду через токопроводящий мундштук, находящийся на небольшом расстоянии (40…60 мм) от конца электродной проволоки. Благодаря этому при автоматической сварке можно применять большие сварочные токи. Дуга возбуждается между свариваемым изделием и электродной проволокой. При горении дуги образуется ванна расплавленного металла, закрытая сверху расплавленным шлаком и оставшимся нерасплавленным флюсом.
Пары и газы, образующиеся в зоне дуги, создают вокруг нее замкнутую газовую полость. Некоторое избыточное давление, возникающее при термическом расширении газов, оттесняет жидкий металл в сторону, противоположную направлению сварки. Тонкий слой металла сохраняется лишь у основания дуги. В таких условиях обеспечивается глубокий провар основного металла. Дуга горит в газовой полости, закрытой расплавленным шлаком, в результате чего значительно уменьшаются потери теплоты и металла на угар и разбрызгивание.
По мере перемещения дуги вдоль свариваемых кромок наплавленный металл остывает и образуется сварной шов. Жидкий шлак, имея более низкую температуру плавления, чем металл, затвердевает несколько позже, замедляя охлаждение металла шва. Продолжительное пребывание металла шва в расплавленном состоянии и медленное остывание способствуют выходу на поверхность всех неметаллических включений и газов, получению чистого, плотного и однородного по химическому составу металла шва. Образовавшуюся при остывании жидкого шлака корку вместе с нерасплавленным флюсом после окончания сварки удаляют.
Преимуществами сварки под флюсом перед ручной являются:
1. Высокая производительность, превышающая производительность ручной сварки в 5…10 раз. Это достигается за счет применения больших токов, более концентрированного и полного использования теплоты в закрытой зоне дуги, снижения трудоемкости за счет механизации процесса сварки.
2. Высокое качество металла шва вследствие хорошей защиты сварочной ванны расплавленным шлаком от кислорода и азота воздуха, легирования металла шва, увеличения плотности металла при медленном охлаждении под слоем застывшего шлака.
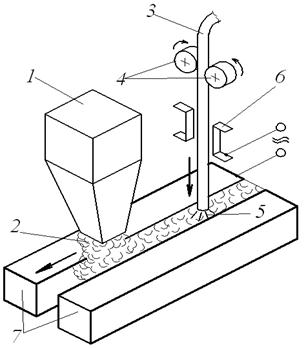
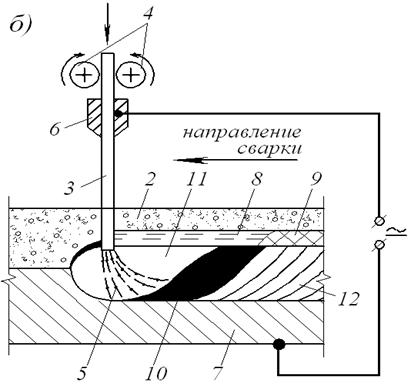
Рис. 10.8. Схема процесса автоматической сварки под слоем флюса:
а – схема сварки; б – сварочный процесс в зоне дуги;
1 – бункер; 2 – нерасплавленный флюс; 3 – электродная проволока;
4 – ведущий и нажимной ролики; 5 – сварочная дуга; 6 – токоподводящий мундштук; 7 – свариваемое изделие; 8 – жидкотягучая пленка шлака;
9 – шлаковая корка; 10 – сварочная ванна (расплавленный металл);
11 – замкнутая парогазовая полость; 12 – сварной шов
3. Экономия электродного металла при значительном снижении потерь на угар, разбрызгивание металла и огарки. При ручной сварке эти потери достигают 20…30%, а при автоматической сварке под флюсом они не превышают 2…5%.
4. Улучшение условий труда сварщиков.
Однако автоматическая сварка имеет свои недостатки: ограниченная маневренность сварочных автоматов; сварка выполняется, главным образом, в нижнем положении; невозможность визуального наблюдения за горением дуги и формированием шва; засыпка и уборка флюса требуют дополнительных трудозатрат.
Сварочным флюсом называется неметаллический материал, расплав которого необходим для сварки и улучшения качества шва. Флюс защищает дугу и сварочную ванну от вредного воздействия окружающего воздуха и осуществляет металлургическую обработку сварочной ванны. Флюс должен обеспечивать хорошее формирование и надлежащий химический состав шва, высокие механические свойства сварного соединения, устойчивость процесса сварки. По способу изготовления флюсы разделяют на плавленые и неплавленые. Плавленые флюсы представляют сплав окислов и солей SiO2, MnО, CaF2 (флюсы марок АН-348А, ОСЦ-45). Неплавленые флюсы (керамические) – это механическая смесь элементов, окислов и солей (рутил, марганцевая руда, кварцевый песок, марганец).
Преимуществом плавленых флюсов являются высокие технологические свойства (защита и формирование шва, отделимость шлаковой корки) и механическая прочность. Преимуществом керамических флюсов является возможность легирования металла шва через флюс. Наиболее широкое распространение получили плавленые флюсы.
Оборудование для сварки под слоем флюса.Сварочное оборудование по своему назначению делят на два вида: основное, с помощью которого осуществляют собственно сварку; вспомогательное, предназначенное для установки и перемещения свариваемых конструкций, сварочных автоматов, полуавтоматов в процессе сварки (манипуляторы, вращатели, кантователи, тележки, площадки, столы и т.п.).
Для выполнения сварки под слоем флюса предназначены подвесные сварочные автоматы (А-1401, А-639 и др.) и автоматы тракторного типа (АДФ-1001, АДФ-1202). В процессе сварки подвесные автоматы перемещаются вдоль шва по специальным направляющим, закрепленным над свариваемыми конструкциями. Сварочные тракторы могут перемещаться вдоль шва как по направляющим, так и непосредственно по конструкции.
Трактор комплектуется сварочным выпрямителем марки ВДУ-1202, в который встроен блок управления трактором.
Технические характеристики сварочного трактора АДФ-1202 представлены в табл. 10.3.
Технические характеристики сварочного трактора АДФ-1202
| Параметр | Характеристика |
| Напряжение питания (50 Гц), В Номинальная потребляемая мощность, кВА Максимальный сварочный ток, А Диапазон регулирования сварочного тока, А Род сварочного тока Защитная среда Диапазон регулирования напряжения на дуге, В Диаметр электродной проволоки, мм Скорость подачи электродной проволоки, м/мин Скорость сварки, м/мин Масса: источника питания, кг сварочного трактора, кг | 3×380 300…1250 постоянный флюс 24…56 2…6 1…6 0,2…2 |
Трактор обеспечивает возможность выполнения стыковых и угловых швов вертикальным и наклонным электродами. При сварке электрод может находиться в пределах колесной базы трактора или вне ее, то есть. может быть вынесен в сторону. Для корректировки положения электродов относительно шва предусмотрено его перемещение в поперечном направлении.
Механизированная сварка под слоем флюса выполняется с помощью полуавтоматов, не имеющих механизма перемещения электродов вдоль шва. Это перемещение сварщик выполняет вручную.
Выбор режима автоматической сварки и его влияние на форму шва. Форма и размеры шва оказывают существенное влияние на структуру сварного шва и механические свойства сварного соединения и определяются режимами сварки. Параметры режима сварки: величина сварочного тока, напряжение дуги, род и полярность тока, диаметр электрода, скорость сварки, скорость подачи электрода, величина вылета электрода, положение изделия, марка и грануляция флюса.
С увеличением сварочного тока увеличивается количество выделяемого тепла и повышается давление дуги. Дуга углубляется в основной металл, глубина провара возрастает. В результате погружения дуги ширина провара изменяется незначительно. Увеличение тока повышает скорость плавления электродной проволоки.
Повышение напряжения на дуге влечет за собой увеличение площади основания конуса дуги, следовательно, и ширины шва. При повышении напряжения глубина провара увеличивается незначительно.
С уменьшением диаметра электрода при неизменной силе тока увеличивается плотность тока, уменьшается блуждание дуги, происходит концентрация тепла на малой площади свариваемого металла и, следовательно, уменьшается ширина шва и увеличивается глубина провара.
При высоких скоростях сварки уменьшаются глубина и ширина провара. На глубину провара также оказывают влияние размеры зерен флюса. При применении более мелкого флюса глубина провара увеличивается.
Вопрос №10. Автоматическая сварка под флюсом. Схема процесса. Роль флюса. Преимущества и недостатки
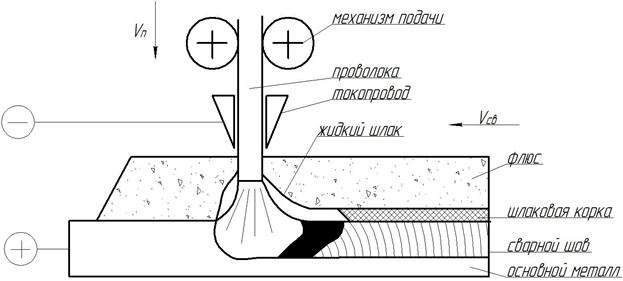
Автоматическая дуговая сварки под флюсом. При этом способе используют процесс, отличающийся от ручной сварки покрытыми электродами следующим: сварку ведут непокрытой электродной проволокой, дугу и сварочную ванну защищают флюсом, подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварка кратера в конце шва. Указанные особенности автоматической сварки обеспечивают значительное повышение ее производительности и более высокое качество сварных соединений по сравнению с ручной сваркой.
Дуга горит между электродной проволокой и основным металлом. Столб дуги и металлическая ванна жидкого металла со всех сторон плотно закрыты слоем флюса толщиной 30— 50 мм. Часть флюса, окружающего дугу, расплавляется, образуя на поверхности расплавленного металла ванну жидкого шлака. Для сварки под флюсом характерно глубокое проплавленне основного металла. Действие мощной дуги и весьма быстрое движение электрода вдоль заготовки обусловливают оттеснение расплавленного металла в сторону, противоположную направлению сварки. По мере поступательного движения электрода происходит затвердевание металлической и шлаковой ванн с образованием сварного шва, покрытого твердой шлаковой коркой. Электродную проволоку подают в дугу и перемещают ее вдоль шва механизированным способом с помощью механизмов подачи и перемещения. Ток к электроду поступает через токоподвод .
Основные преимущества автоматической сварки под флюсом по сравнению с ручной дуговой сваркой состоят в повышении до 15—20 раз производительности процесса сварки, качества сварных соединений и уменьшении себестоимости 1 м сварного шва.
Повышение производительности достигается за счет использования больших сварочных токов (до 2000 А) и непрерывности процесса сварки. Применение голой проволоки позволяет приблизить токоподвод на минимально возможное расстояние от дуги и тем самым устранит опасный разогрев электрода при большой силе тока. Плотная флюсовая защита сварочной ванны предотвращает разбрызгивание и угар расплавленного металла в условиях действия мощной дуги. Увеличение тока сопровождается увеличением глубины проплавленин, что позволяет сваривать металл большой толщины (до 20 мм) за один проход без разделки кромок.
Качество сварных швов обеспечивается повышением механических свойств наплавленного металла благодаря надежной защите сварочной ванны флюсом, интенсивного раскисления и легирования вследствие увеличения объема жидкого шлака и сравнительного медленного охлаждения шва под флюсом и твердой шлаковой коркой; улучшением формы и поверхности сварного шва и постоянством его размеров по всей длине вследствие регулирования режима сварки, механизированной подачи и перемещения электродной проволоки.
Автоматическая и полуавтоматическая сварка

Автоматическая и полуавтоматическая сварка – чем отличаются данные технологии? Обычный человек, скорее всего, затруднится дать ответ на этот вопрос, да ему и не нужно. Но в некоторых ситуациях выбор между тем или иным методом может сыграть существенную роль.
К примеру, автоматическая сварка – это высокая скорость работы и отменное качество шва. Для использования полуавтоматического оборудования не требуется каких-то особых условий, оно более экономичное. И на этом отличия между технологиями не заканчиваются. Так на каком же методе остановиться? Давайте разбираться.
Чем автоматическая сварка отличается от полуавтоматической
Различия в первую очередь проявляются в особенностях используемой аппаратуры. Однако для начала остановимся на сложности последней. Оборудование для автоматической и полуавтоматической сварки может работать с флюсом, защитным газом, также возможно применения порошковой проволоки. Основное отличие агрегатов для автоматической и полуавтоматической сварки заключается в том, насколько работник задействован в производственном процессе.
Автоматическая и полуавтоматическая сварка имеют свои достоинства и возможности, которые и рассматриваются при выборе метода. Существует несколько типов автоматов:
- с одним или несколькими электродами, которые одновременно выполняют соединения;
- подвесные системы со смещающейся сварочной головкой и стационарным расположением остальных частей, их используют для фигурных швов;
- самоходные, которые перемещаются на тележке, у них подвижна не только головка, но и весь механизм, применяются они при конвейерной системе производства;
- тракторы сварочные – устройства, двигающиеся по заготовке или направляющим и выполняющие длинный шов, примером может служить производство сварочной трубы.

Еще одной классификацией автоматического оборудования является разделение по разновидностям сварочного процесса:
- работа ведется снизу (нижнее положение);
- горизонтальное соединение на вертикальных поверхностях;
- сваривание с принудительным формированием шва.
Оператор не принимает непосредственного участия в работе, не следит за расположением электрода и горелки. Основная функция работника – настройка аппаратуры и проверка ее работоспособности.
Автоматические установки – это сложное оборудование. Такие устройства имеют блок управления и электронные системы, большой срок окупаемости, стоят достаточно дорого. Поэтому покупка автоматов небольшими производствами, мастерскими – нерентабельна.
Рекомендуем статьи по металлообработке
Срок окупаемости полуавтоматов небольшой. Они часто используются для сварки высокой сложности вне производства, на выезде. В полуавтоматическом оборудовании механической является только подача присадочной проволоки. Она помещается на направляющие ролики и автоматически двигается. Скорость ее перемещения регулируется оператором.
Классифицируют полуавтоматическое оборудование по:
- числу электродов;
- назначению (они могут работать со сталью, чугуном, цветными металлами);
- функциональности: аппаратура может работать без газового оборудования и подходить для любого вида сварки.

С такими аппаратами работают опытные специалисты, поскольку одновременно происходит регулировка подачи газа, отслеживание и поддержка расстояния между металлом и аппаратом, удержание дуги.
Технологии автоматической и полуавтоматической сварки
Сварочная токопроводящая головка является основным узлом оборудования. На нее подается создающий дугу разряд и проволока.
Сварка в автоматическом режиме происходит чаще всего с применением присадки в виде проволоки. Она, как правило, закрепляется на катушке и специальной бобине. Скорость подачи и траектория движения проволоки задается с помощью системы роликов. Сначала проволока выпрямляется, а потом уже подается на мундштук, который направляет ее в рабочую зону. Располагается он обычно над местом работы.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Формирование дуги с помощью автоматического оборудования происходит так же, как и при ручной сварке, то есть пробой заряда идет в процессе смыкания поверхности заготовки и электрода. Присадка в данном случае является коротким плавящимся электродом, за счет расположения электродуги и контакта. При этом длина электрода в процессе работы не уменьшается, поскольку происходит непрерывная подача проволоки.
Марка оборудования влияет на размер сварочной зоны. Мундштук и металл не перегреваются, если правильно настроить аппаратуру. Зажигание дуги с помощью инверторного источника может происходить без непосредственного контакта детали и электрода. При фиксированной длине электродуги электрод редко залипает в процессе короткого залипания по капле. Происходит стабильная подача металла в сварную ванну. Если падает капля, то проволока начинает движение назад с холостым ходом. Тем самым происходит увеличение дистанции и поддержание электроразряда. При ручной сварке невозможно обеспечить столь высокую стабильность работы.
Специфика сварки имеет большое влияние на выбор технологии соединения. Наиболее популярна сварка:
- В защитной газовой среде. Качественный шов можно получить с использованием гелия, аргона и разных смесей.
- Электрошлаковая. Ток, проходя через жидкий шлак, способствует выделению тепла, расплавляющего как заготовку, так и присадочную проволоку. Такой вид сварки дает минимально возможное проникновение водорода в металл, создавая большую ударную вязкость шва.
- Под флюсом. Считается одной из самых производительных. Данная технология используется на металлургических предприятиях и в машиностроении. Присадочными материалами при таком виде сварки являются сыпучий флюс и проволока, имеющая сплошное сечение.

Подача присадочного материала в сварную ванну при автоматической сварке может быть любой, в том числе аппарат может переносить его струйным методом. В случае короткого замыкания восстановление сварочной дуги происходит автоматически, без оператора.
Выше уже указывалось, что на сегодняшний день одним из самых популярных методов сварки, создающим качественный шов, является автоматическое соединение с защитой флюсом. Таким способом происходит сварка сложных металлов: нержавейки, меди и алюминия. Соединение автоматом происходит с высокой скоростью, защиту же обеспечивает флюс.
Флюс является веществом, которое выпускают в виде гранул, жидкости, порошка. Он обладает рядом достоинств. Так, эти примеси поступают в сварочную ванну толстым слоем и обеспечивают ее защиту от атмосферного кислорода. Одновременно, флюс уменьшает возможность разбрызгивания жидкого металла, помогает поддерживать горение дуги, защищает сам металл, а в случае необходимости способен поменять химический состав соединения.
Существует разделение флюсов в зависимости от их назначения. Одни используются для работы с высоколегированными сталями, другие – с углеродистыми или легированными, третьи – с цветными. А также они могут быт керамическими или плавлеными. При этом отличаются своим составом.
В подавляющем большинстве работ используется плавленый флюс. Причина – его относительная дешевизна и универсальность. Он может эффективно осуществлять защиту сварочной ванны от воздуха. Впрочем, ждать от него проявления особых свойств не стоит. При высоких требованиях к качеству шва специалисты рекомендуют выбирать керамический флюс.
Флюсы также бывают химически пассивными и активными. Последние имеют в своем составе кислоты. Они способствуют хорошей защите металла, но приводят к его коррозии. Поэтому требуется тщательное удаление таких примесей после окончания работы. Применение пассивного флюса в автоматической сварке затруднено, поскольку он не имеет необходимых свойств. Чаще всего он встречается при пайке и представляет собой канифоль или воск.
Автоматическое соединение с использованием защиты флюсом применяется во многих областях промышленности. Например, для создания крупносерийного конвейерного производства. Именно поэтому данная технология используется при сборке судов, контейнеров для нефтепереработки, при изготовлении труб большого диаметра.
В настоящее время используется два стандарта, в которых описываются правила работы полуавтоматов: ГОСТ 14771-76 – сварка в среде защитных газов: автоматическая и полуавтоматическая сварка; ГОСТ 8713-79 – автоматическая и полуавтоматическая сварка под флюсом. Первая ведется с использованием углекислоты. А соединение под флюсом происходит с применением порошков и паст, которые при плавке обеспечивают надежную защиту от воздуха рабочей зоны.
Сварка с использованием полуавтоматического оборудования является достаточно производительным методом соединения. Сама аппаратура имеет ряд особенностей. В конструкции применяются катушки, обмотанные порошковой или омедненной проволокой для сварки. Электрический двигатель и ролики являются механизмом, с помощью которого происходит подача присадки через специальный шланг к месту соединения, где она плавится.
Оператору не приходится менять электрод, поскольку проволока непрерывно подается в рабочую зону. Деформация металла при работе с полуавтоматом под защитой газа немного меньше, поскольку происходит обдув углекислым газом.
Полуавтоматическое оборудование может применяться для работы с чугуном, низколегированными сталями, алюминием, нержавейкой. Нержавеющая сталь и алюминий требуют применения для защиты инертных газов, таких как гелий и аргон.

Соединение различных сплавов происходит в разных режимах, технологии применяются также различные. Например, к особенностям подготовки заготовок относят: прогрев перед работой, травление, применение флюсов.
Иногда используются специально созданные марки проволоки. Их применяют для наплавки с целью создания износостойкого покрытия, сварки заготовок из чугуна, легированных сталей, конструкционных материалов.
При этом применяют разные флюсы. Они используются как для защиты места соединения, так и для создания швов, имеющих особые характеристики. Корку из шлаков, образующуюся при применении флюсов и порошковой проволоки, обязательно убирают при остывании металла.
Существует ряд нюансов при полуавтоматическом соединении в защитной газовой среде. Так, углеродистые стали обычно варят с использованием защиты углекислотой. При сварке нержавейки и алюминия подключают гелий, аргон или различные смеси с CO2.
Аппаратура, применяемая для сварки, имеет отличия от инверторов, которые работают при соединении с помощью покрытого электрода. Передняя панель, помимо рукояток регулировки размера тока, снабжена колесиком, посредством которого меняется скорость подачи проволоки.
Параметры соединения выбираются в зависимости от материала заготовки, марки и толщины. Профессиональная аппаратура дает возможность настроить индуктивность, которая оказывает влияние на то, насколько сильно будут проплавляться края деталей, разбрызгиваться металл, насколько «мягкой» будет сварочная дуга. Ее параметры зависят от металла и прочих условий.
Плюсы и минусы автоматической сварки

При внимательном осмотре шва, сделанного с использованием автоматической технологии, заметно, что он значительно ровнее соединения, сделанного вручную. Однако это не единственное достоинство автоматической сварки:
- Применение электронных систем значительно ускоряет настройку, в отличие от оборудования для ручного дугового соединения, которое нужно настраивать долго, подбирать напряжение и ток.
- Производительность автоматов в несколько раз превышает скорость работы бригады сварщиков, такому оборудованию не надо отдыхать, оно не зависит от профессионализма работников.
- Уменьшается количество отходов. Брак зависит от того, насколько правильно было настроено оборудование, а не от квалификации работников.
- Стабильный шов. Чрезвычайно высоко оценивается качество и аккуратность места соединения металла. Они ровные и имеют одинаковую высоту. Нет наплывов и разрывов.
- Экономичность. Проволока расходуется медленнее, уменьшаются потери энергии, уходившей на угар и разбрызгивание.
- Есть возможность проводить соединение в замкнутых и труднодоступных местах, при вредных для человека условиях, таких как: высокая и низкая температура, загазованность и пр.
Однако, помимо достоинств, автоматическая сварка имеет и ряд недостатков:
- оборудование имеет небольшую маневренность;
- при изменении операции необходимо проводить перенастройку;
- высокая стоимость;
- вред для здоровья окружающих из-за выделения небезопасных газов при проведении автоматического соединения, несмотря на то, что нет необходимости применять средства индивидуальной защиты.
Именно поэтому такое оборудование не в состоянии полностью заменить сварщиков.
Преимущества и недостатки полуавтоматической сварки
Механизированная сварка завоевывает все большее число поклонников не только среди профессионалов, но и среди любителей.
Перед началом работы на полуавтоматическом оборудовании необходимо взвесить все его достоинства и недостатки. Преимуществами являются:
- Возможность без повреждения покрытия сделать неразъемный шов на оцинкованных деталях. При этом используют медную проволоку.
- Способность работать с чугуном, алюминием и конструкционной сталью.
- Возможность варить тонкие листы металла толщиной ≤ 0,5 мм.
- Малая чувствительность к коррозии заготовки и ее загрязнению.
- Удобство работы, когда сварщик сразу видит шов, шлак не закрывает его.
- Стоимость работ невысока, сравнивая ее с иными способами изготовления неразъемных соединений.
Но есть и недостатки работы с использованием полуавтоматического оборудования. Разлет брызг металла достаточно велик при работе без газа. Излучение дуги сильнее и появляется необходимость использовать защитную одежду и маску.
Несмотря на перечисленные неудобства, данный тип соединения используется в различных отраслях производства. Наиболее часто он применяется в ходе ремонта транспорта и в автомобилестроении, но всегда с защитным газом – аргоном, гелием, углекислотой.
Какой метод сварки выбрать – автоматический или полуавтоматический?
Выбрать, что именно требуется сейчас – автоматическая и полуавтоматическая дуговая сварка, поможет конкретная ситуация. Автомат необходим для изготовления швов повышенной сложности и для производства крупных партий изделий. Полуавтомат прекрасно подойдет для небольших партий продукции с качественным равномерным швом.
Настройка полуавтоматов не требует длительной подготовки, а их обслуживание экономично. Нет необходимости в создании специальных условий для соединения. Рабочие трудятся как в помещениях, так и на улице. Для размещения аппаратуры не нужна ровная поверхность с покрытием определенной плотности. И, пожалуй, самое важное свойство полуавтоматов – их мобильность.
Автоматическое же сварочное оборудование требуется при работе линии с общим управлением, в технологической цепочке, при выполнении одинаковых операций.
При смене работы автоматы требуют перенастройки и регулировки. Использовать их для выполнения разовых операций неоправданно дорого. Выбирая, как должна быть проведена сварка (на автоматических или полуавтоматических машинах), при ограниченном бюджете следует отдать предпочтение полуавтоматам. Но при выстраивании производственного цикла специалисты рекомендуют остановиться на автоматах.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Что собой представляет автоматическая сварка
Автоматическая сварка является наиболее востребованным видом скрепления деталей, так как обладает большим количеством разнообразных преимуществ, начиная от долгого срока службы сделанного шва и заканчивая простотой в его выполнении. Практика показывает, что зачастую для достижения лучшей сцепки применяется флюс.

Схема автоматической сварки под флюсом.
Автоматическая сварка, выполняемая с применением таких технологий, является лучшей в своем роде, из-за чего очень часто используется в профессиональной промышленности. Такое действие еще называют электродуговой сваркой под флюсом, и его вполне можно отнести к механизированному способу выполнения процесса.
Специальная дуга для сварки расплавляется под действием очень высоких температур, из-за чего осуществляется ее горение, направленное на расстояние между материалом и торцом вещества. Сам же сварочный объект, представляющий собой проволоку, располагается в том же направлении, куда смотрит сварка. Для этого используется механизм, который, если поблизости нет автоматической сварки, заменяется примитивным полуавтоматическим изделием. Нагретая дуга расплавляет конкретный металл и вместе с ним флюс, который покрывает зону сварки эластичной пленкой, обеспечивающей отличную изоляцию от воздуха.
Преимущества и недостатки сварки под флюсом

Автоматическая сварка под флюсом швов стыковых соединений.
Особенность такого процесса состоит в том, что для его формирования необходимо затратить очень мало флюса. При осуществлении такой сварки можно существенно сэкономить на материале, причем качество изделия не пострадает. Это возможно благодаря специальной эффективной конструкции, обеспечивающей отличную тягу для сцепки даже самых твердых веществ. Здесь присутствует и такой фактор, как покрытие остаточного шва очень тонким слоем шлака, который защищает его от негативных внешних воздействий. По этой причине такой вариант широко применяется, к примеру, для сварки труб.
Помимо всего вышеперечисленного, здесь присутствуют следующие важные преимущества:
- Достаточно высокая производительность по сравнению со всеми остальными видами сварки.
- Потери электродного металла составляют менее 2%.
- Не образуются брызги.
- Зона сцепки отлично защищена от различных негативных воздействий.
- Практически не образуются оксиды.
- Шов материала приобретает мелкочешуйчатую структуру благодаря стабильному горению дуги на протяжении всего процесса.
- Нет смысла применять защитные приспособления, как при выполнении всех остальных действий, ведь здесь для сцепки применяется флюс.
- Металл охлаждается очень быстро, что способствует формированию устойчивых и равномерных элементов.
- Нет необходимости долго обучаться всему процессу.
- Субъективный фактор полностью отсутствует.

Комплекс для автоматической сварки.
На первый взгляд может показаться, что подобный процесс обладает только преимуществами. Но на деле сварочный автомат несет в себе определенные минусы, которые следует учитывать при выборе конечного способа. К ним относится:
- Дороговизна. Все без исключения материалы и их хранение обходятся недешево, сам процесс также сопряжен с достаточно высокими расходами. Поэтому применить его может далеко не каждый обыватель.
- Иногда очень трудно выбрать правильное положение материала и закрепить его. Происходит это из-за технологических особенностей процесса, которые зачастую приходится дополнительно изучать.
- Человек, совершающий весь процесс, нередко подвергается негативному воздействию, поэтому назвать безопасным этот вид работ никак нельзя.
- Для осуществления некоторых отдельных мероприятий необходимо специальное оборудование, находящееся лишь на крупных предприятиях.
Области применения автоматической сварки
Как уже неоднократно упоминалось выше, такой вид сварки может использоваться как в быту, так и при формировании аспектов профессиональной промышленности, к примеру, сварки труб. Помимо этого, он может применяться в следующих условиях:
- Цеховые и монтажные аспекты работы.
- Сцепка металлов, обладающих размерами 1,5-150 мм и больше.
- Сварка абсолютно всех видов металла и сплава. Можно даже соединить разнородные металлические изделия.
Инструменты для обеспечения автоматической сварки

Типичные режимы автоматической сварки под флюсом стыковых швов на флюсовой подушке без разделки кромок с обязательным зазором.
Сварочный автомат представляет собой изделие, с помощью которого осуществляются все этапы формирования качественной сварки. Существует большое количество всевозможных вариаций, отличающихся друг от друга техническими характеристиками и возможностями. В частности, присутствуют модели, умеющие поддерживать постоянство при подаче специальной проволоки. Такой вид машины для сварки является самым удобным и практичным, ведь с помощью него можно быстро сформировать однородную массу и осуществить сцепку элементов на профессиональном уровне, не прибегая к различным инструкциям.
Имеются также и несколько другие варианты, предлагающие автоматическое регулирование всех без исключения параметров. Некоторые могут отметить, что такие устройства являются лучшими в своем роде, ведь они оперативно отреагируют на любые изменения во время процесса и исправят их. Но профессионалы категорически не рекомендуют такую сварку для применения в бытовых целях. Все из-за наличия в агрегате сложных технических настроек. В частности, здесь присутствует большое количество разнообразных программ, каждую из которых необходимо настраивать для достижения нужного результата. Поэтому тем, кто сталкивается с таким устройством в первый раз, будет довольно тяжело освоить все его преимущества.
Сварочные головки любого элемента обладают так называемым восстановлением режима, которое происходит только в том случае, когда они вращаются равномерно, а длина дуги в указанном промежутке плавно изменяется. Сам процесс напрямую зависит от такого фактора, как плавление электродов, возникающего вследствие того, что дуга регулирует свои параметры самостоятельно.
Следовательно, увеличение необходимого зазора приводит к прямо пропорциональному повышению напряжения, а это, в свою очередь, способствует уменьшению силы тока, потребляемого для сварки.
И конечно же, за счет этих процессов постепенно уменьшается скорость, с которой плавятся электроды.

Схема комплектации поста для автоматической дуговой сварки под флюсом.
Автомат для сварки несет в себе еще одну интересную особенность: при уменьшении параметров дуги, в частности ее длины, сварочный ток и скорость плавления вещества увеличиваются. Конечно же, стандартный источник питания в таком случае не подойдет, поэтому есть смысл воспользоваться тем элементом, у которого присутствует жесткая вольт-амперная характеристика.
Если же уменьшить скорость подачи электродов, то сварочные головки, обладающие регулятором напряжения, действующим автоматически, нарушат длину дугового промежутка. Соответственно, тот уровень напряжения, который был задан изначально, все равно восстановится. Но в этом случае необходимо уже использовать те устройства, в которых вольт-амперная характеристика пропорционально уменьшается.
Следует отметить, что представленные агрегаты различаются не только своими характеристиками. Большую роль здесь играет настройка аппаратов, которая тоже существенно отличается. Если точнее, то потребителю приходится самостоятельно и в индивидуальном порядке регулировать такие параметры, как сварочный ток и напряжение на дуге.
В устройствах, скорость подачи на которых никогда не меняется, требуется подбирать оптимальное значение тока, пригодное для сварки всех без исключения изделий. Если же рассматривать уровень дугового напряжения, то он также настраивается опытным путем через изменение характеристик внешнего источника, от которого производится питание элемента.
Конструкция автоматических сварочных аппаратов
Любое устройство такого плана несет в себе определенную конструкцию, позволяющую размещать его в труднодоступных местах и обеспечить качественный процесс сварки. Раньше считалось, что каждый производитель волен выбирать именно тот типаж, который он считает нужным, но потом появились соответствующие нормы и правила, строго регулирующие этот процесс. Таким образом, появились соответствующие ГОСТы, в которых четко прописаны необходимые пункты.
Читайте также: