При какой температуре окружающего воздуха допускается проводить сварку полиэтиленовых труб
Обновлено: 17.05.2024
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
 | |
| 866 × 1379 пикс. Открыть в новом окне | |
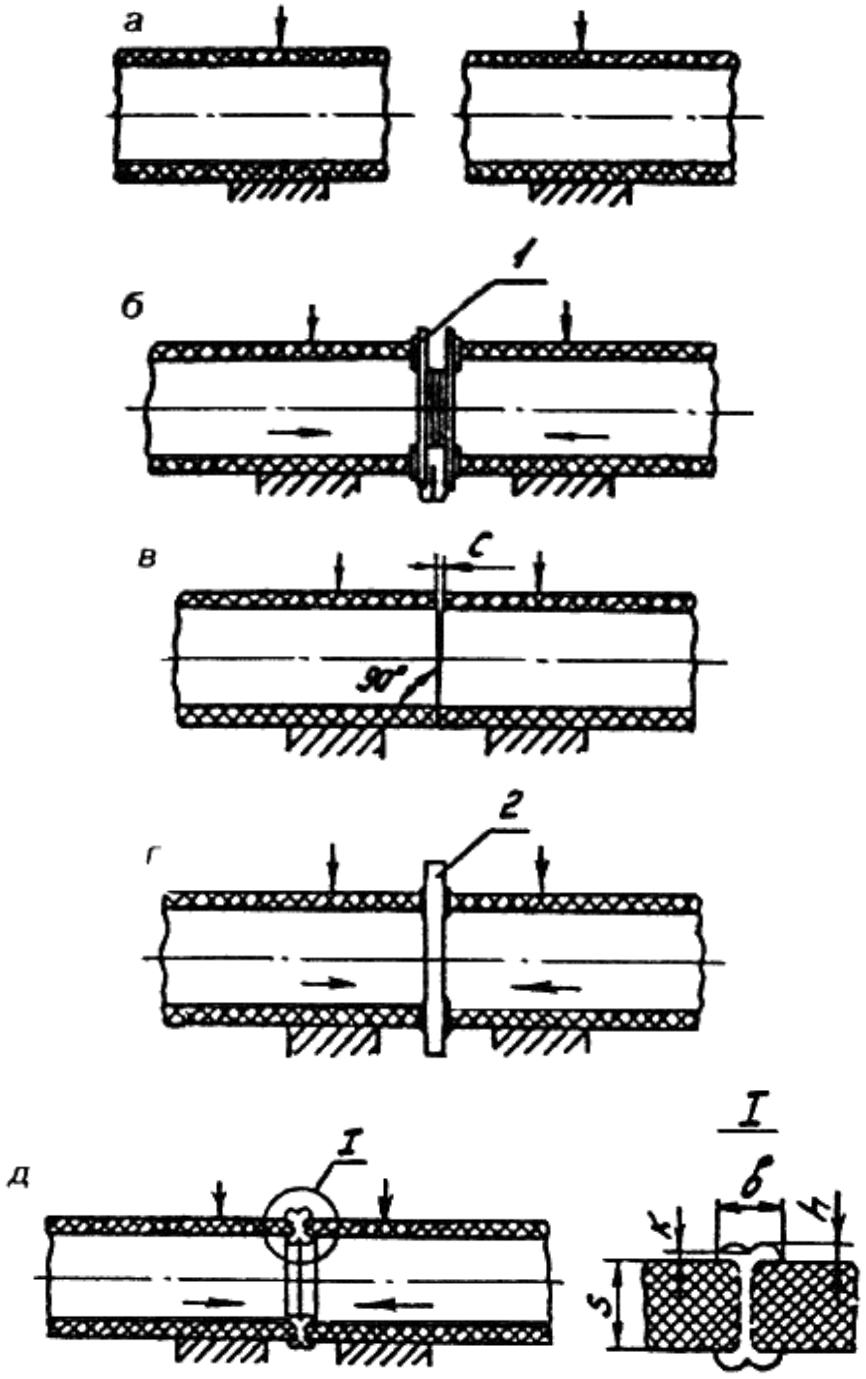
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
СНиП III-42-80 : Сборка, сварка и контроль качества сварных соединений трубопроводов
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а - в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а - трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
СНиП 3.05.04-85 : Монтаж трубопроводов
3.1. При перемещении труб и собранных секций, имеющих антикоррозионные покрытия, следует применять мягкие клещевые захваты, гибкие полотенца и другие средства, исключающие повреждение этих покрытий.
3.2. При раскладке труб, предназначенных для хозяйственно-питьевого водоснабжения, не следует допускать попадания в них поверхностных или сточных вод. Трубы и фасонные части, арматура и готовые узлы перед монтажом должны быть осмотрены и очищены изнутри и снаружи от грязи, снега, льда, масел и посторонних предметов.
3.3. Монтаж трубопроводов должен производиться в соответствии с проектом производства работ и технологическими картами после проверки соответствия проекту размеров траншеи, крепления стенок, отметок дна и при надземной прокладке - опорных конструкций. Результаты проверки должны быть отражены в журнале производства работ.
3.4. Трубы раструбного типа безнапорных трубопроводов следует, как правило, укладывать раструбом вверх по уклону.
3.5. Предусмотренную проектом прямолинейность участков безнапорных трубопроводов между смежными колодцами следует контролировать просмотром «на свет» с помощью зеркала до и после засыпки траншеи. При просмотре трубопровода круглого сечения видимый в зеркале круг должен иметь правильную форму.
Допустимая величина отклонения от формы круга по горизонтали должна составлять не более 1/4 диаметра трубопровода, но не более 50 мм в каждую сторону. Отклонения от правильной формы круга по вертикали не допускаются.
3.6. Максимальные отклонения от проектного положения осей напорных трубопроводов не должны превышать ± 100 мм в плане, отметок лотков безнапорных трубопроводов - ± 5 мм, а отметок верха напорных трубопроводов - ± 30 мм, если другие нормы не обоснованы проектом.
3.7. Прокладка напорных трубопроводов по пологой кривой без применения фасонных частей допускается для раструбных труб со стыковыми соединениями на резиновых уплотнителях с углом поворота в каждом стыке не более чем на 2° для труб условным диаметром до 600 мм и не более чем на 1° для труб условным диаметром свыше 600 мм.
3.8. При монтаже трубопроводов водоснабжения и канализации в горных условиях кроме требований настоящих правил следует соблюдать также требования разд. 9 СНиП III-42-80.
3.9. При прокладке трубопроводов на прямолинейном участке трассы соединяемые концы смежных труб должны быть отцентрированы так, чтобы ширина раструбной щели была одинаковой по всей окружности.
3.10. Концы труб, а также отверстия во фланцах запорной и другой арматуры при перерывах в укладке следует закрывать заглушками или деревянными пробками.
3.11. Резиновые уплотнители для монтажа трубопроводов в условиях низких температур наружного воздуха не допускается применять в промороженном состоянии.
3.12. Для заделки (уплотнения) стыковых соединений трубопроводов следует применять уплотнительные и «замковые» материалы, а также герметики согласно проекту.
3.13. Фланцевые соединения фасонных частей и арматуры следует монтировать с соблюдением следующих требований:
фланцевые соединения должны быть установлены перпендикулярно оси трубы;
плоскости соединяемых фланцев должны быть ровными, гайки болтов должны быть расположены на одной стороне соединения; затяжку болтов следует выполнять равномерно крест-накрест;
устранение перекосов фланцев установкой скошенных прокладок или подтягиванием болтов не допускается;
сваривание стыков смежных с фланцевым соединением следует выполнять лишь после равномерной затяжки всех болтов на фланцах.
3.14. При использовании грунта для сооружения упора опорная стенка котлована должна быть с ненарушенной структурой грунта.
3.15. Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
3.16. Защиту стальных и железобетонных трубопроводов от коррозии следует осуществлять в соответствии с проектом и требованиями СНиП 3.04.03-85 и СНиП 2.03.11-85.
3.17. На сооружаемых трубопроводах подлежат приемке с составлением актов освидетельствования скрытых работ по форме, приведенной в СНиП 3.01.01-85* следующие этапы и элементы скрытых работ: подготовка основания под трубопроводы, устройство упоров, величина зазоров и выполнение уплотнений стыковых соединений, устройство колодцев и камер, противокоррозионная защита трубопроводов, герметизация мест прохода трубопроводов через стенки колодцев и камер, засыпка трубопроводов с уплотнением и др.
3.18. Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать требованиям ГОСТ 16037-80.
3.19. Перед сборкой и сваркой труб следует очистить их от загрязнений, проверить геометрические размеры разделки кромок, зачистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
3.20. По окончании сварочных работ наружная изоляция труб в местах сварных соединений должна быть восстановлена в соответствии с проектом.
3.21. При сборке стыков труб без подкладного кольца смещение кромок не должно превышать 20 % толщины стенки, но не более 3 мм. Для стыковых соединений, собираемых и свариваемых на остающемся цилиндрическом кольце, смещение кромок изнутри трубы не должно превышать 1 мм.
3.22. Сборку труб диаметром свыше 100 мм, изготовленных с продольным или спиральным сварным швом, следует производить со смещением швов смежных труб не менее чем на 100 мм. При сборке стыка труб, у которых заводской продольный или спиральный шов сварен с двух сторон, смещение этих швов можно не производить.
3.23. Поперечные сварные соединения должны быть расположены на расстоянии не менее чем:
0,2 м от края конструкции опоры трубопровода;
0,3 м от наружной и внутренней поверхностей камеры или поверхности ограждающей конструкции, через которую проходит трубопровод, а также от края футляра.
3.24. Соединение концов стыкуемых труб и секций трубопроводов при величине зазора между ними более допускаемого следует выполнять вставкой «катушки» длиной не менее 200 мм.
3.25. Расстояние между кольцевым сварным швом трубопровода и швом привариваемых к трубопроводу патрубков должно быть не менее 100 мм.
3.26. Сборка труб для сварки должна выполняться с помощью центраторов; допускается правка плавных вмятин на концах труб глубиной до 3,5 % диаметра трубы и подгонка кромок с помощью домкратов, роликовых опор и других средств. Участки труб с вмятинами свыше 3,5 % диаметра трубы или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной свыше 5 мм следует обрезать.
При наложении корневого шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
3.27. К сварке стыков стальных трубопроводов допускаются сварщики при наличии документов на право производства сварочных работ в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
3.28. Перед допуском к работе по сварке стыков трубопроводов каждый сварщик должен сварить допускной стык в производственных условиях (на объекте строительства) в случаях:
если он впервые приступил к сварке трубопроводов или имел перерыв в работе свыше 6 месяцев;
если сварка труб осуществляется из новых марок сталей, с применением новых марок сварочных материалов (электродов, сварочной проволоки, флюсов) или с использованием новых типов сварочного оборудования.
На трубах диаметром 529 мм и более разрешается сваривать половину допускного стыка. Допускной стык подвергается:
внешнему осмотру, при котором сварной шов должен удовлетворять требованиям настоящего раздела и ГОСТ 16037-80;
радиографическому контролю в соответствии с требованиями ГОСТ 7512-82;
механическим испытаниям на разрыв и изгиб в соответствии с ГОСТ 6996-66.
В случае неудовлетворительных результатов проверки допускного стыка производятся сварка и повторный контроль двух других допускных стыков. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытаний и может быть допущен к сварке трубопровода только после дополнительного обучения и повторных испытаний.
3.29. Каждый сварщик должен иметь присвоенное ему клеймо. Сварщик обязан выбивать или наплавлять клеймо на расстоянии 30 - 50 мм от стыка со стороны, доступной для осмотра.
3.30. Сварку и прихватку стыковых соединений труб допускается производить при температуре наружного воздуха до минус 50 °С. При этом сварочные работы без подогрева свариваемых стыков допускается выполнять:
при температуре наружного воздуха до минус 20 °С - при применении труб из углеродистой стали с содержанием углерода не более 0,24 % (независимо от толщины стенок труб), а также труб из низколегированной стали с толщиной стенок не более 10 мм;
при температуре наружного воздуха до минус 10 °С - при применении труб из углеродистой стали с содержанием углерода свыше 0,24 %, а также труб из низколегированной стали с толщиной стенок свыше 10 мм. При температуре наружного воздуха ниже вышеуказанных пределов сварочные работы следует производить с подогревом в специальных кабинах, в которых температуру воздуха следует поддерживать не ниже вышеуказанной, или осуществлять подогрев на открытом воздухе концов свариваемых труб на длину не менее 200 мм до температуры не ниже 200 °С.
После окончания сварки необходимо обеспечить постепенное понижение температуры стыков и прилегающих к ним зон труб путем укрытия их после сварки асбестовым полотенцем или другим способом.
3.31. При многослойной сварке каждый слой шва перед наложением следующего шва должен быть очищен от шлака и брызг металла. Участки металла шва с порами, раковинами и трещинами должны быть вырублены до основного металла, а кратеры швов заварены.
3.32. При ручной электродуговой сварке отдельные слои шва должны быть наложены так, чтобы замыкающие участки их в соседних слоях не совпадали один с другим.
3.33. При выполнении сварочных работ на открытом воздухе во время осадков места сварки должны быть защищены от влаги и ветра.
3.34. При контроле качества сварных соединений стальных трубопроводов следует выполнять:
операционный контроль в процессе сборки и сварки трубопровода в соответствии с требованиями СНиП 3.01.01-85*;
проверку сплошности сварных стыков с выявлением внутренних дефектов одним из неразрушающих (физических) методов контроля - радиографическим (рентгено- или гаммаграфическим) по ГОСТ 7512-82 или ультразвуковым по ГОСТ 14782-86.
Применение ультразвукового метода допускается только в сочетании с радиографическим, которым должно быть проверено не менее 10 % общего числа стыков, подлежащих контролю.
3.35. При операционном контроле качества сварных соединений стальных трубопроводов следует проверить соответствие стандартам конструктивных элементов и размеров сварных соединений, способа сварки, качества сварочных материалов, подготовки кромок, величины зазоров, числа прихваток, а также исправности сварочного оборудования.
3.36. Внешнему осмотру подлежат все сварные стыки. На трубопроводах диаметром 1020 мм и более сварные стыки, сваренные без подкладного кольца, подвергаются внешнему осмотру и измерению размеров снаружи и изнутри трубы, в остальных случаях - только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб на ширину не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
Качество сварного шва по результатам внешнего осмотра считается удовлетворительным, если не обнаружено:
трещин в шве и прилегающей зоне;
отступлений от допускаемых размеров и формы шва;
подрезов, западаний между валиками, наплывов, прожогов, незаваренных кратеров и выходящих на поверхность пор, непроваров или провисаний в корне шва (при осмотре стыка изнутри трубы);
смещений кромок труб, превышающих допускаемые размеры.
Стыки, не удовлетворяющие перечисленным требованиям, подлежат исправлению или удалению и повторному контролю их качества.
3.37. Проверке качества сварных швов физическими методами контроля подвергаются трубопроводы водоснабжения и канализации с расчетным давлением: до 1 МПа (10 кгс/см2) в объеме не менее 2 % (но не менее одного стыка на каждого сварщика); 1 - 2 МПа (10-20 кгс/см2) - в объеме не менее 5 % (но не менее двух стыков на каждого сварщика); свыше 2 МПа (20 кгс/см2) - в объеме не менее 10 % (но не менее трех стыков на каждого сварщика).
3.38. Сварные стыки для контроля физическими методами отбираются в присутствии представителя заказчика, который записывает в журнале производства работ сведения об отобранных для контроля стыках (местоположение, клеймо сварщика и др.).
3.39. Физическим методам контроля следует подвергать 100 % сварных соединений трубопроводов, прокладываемых на участках переходов под и над железнодорожными и трамвайными путями, через водные преграды, под автомобильными дорогами, в городских коллекторах для коммуникаций при совмещенной прокладке с другими инженерными коммуникациями. Длину контролируемых участков трубопроводов на участках переходов следует принимать не менее следующих размеров:
для железных дорог - расстоянию между осями крайних путей и по 40 м от них в каждую сторону;
для автомобильных дорог - ширине насыпи по подошве или выемки по верху и по 25 м от них в каждую сторону;
для водных преград - в границах подводного перехода, определяемых разд. 6 СНиП 2.05.06-85;
для других инженерных коммуникаций - ширине пересекаемого сооружения, включая его водоотводящие устройства плюс не менее чем по 4 м в каждую сторону от крайних границ пересекаемого сооружения.
3.40. Сварные швы следует браковать, если при проверке физическими методами контроля обнаружены трещины, незаваренные кратеры, прожоги, свищи, а также непровары в корне шва, выполненного на подкладном кольце.
При проверке сварных швов радиографическим методом допустимыми дефектами считаются:
поры и включения, размеры которых не превышают максимально допустимых по ГОСТ 23055-78 для 7-го класса сварных соединений;
непровары, вогнутость и превышение проплава в корне шва, выполненного электродуговой сваркой без подкладного кольца, высота (глубина) которых не превышает 10 % номинальной толщины стенки, а суммарная длина - 1/3 внутреннего периметра соединения.
3.41. При выявлении физическими методами контроля недопустимых дефектов в сварных швах эти дефекты следует устранить и произвести повторный контроль качества удвоенного числа швов по сравнению с указанным в п. 3.37. В случае выявления недопустимых дефектов при повторном контроле должны быть проконтролированы все стыки, выполненные данным сварщиком.
3.42. Участки сварного шва с недопустимыми дефектами подлежат исправлению путем местной выборки и последующей подварки (как правило, без переварки всего сварного соединения), если суммарная длина выборок после удаления дефектных участков не превышает суммарной длины, указанной в ГОСТ 23055-78 для 7-го класса.
Исправление дефектов в стыках следует производить дуговой сваркой.
Подрезы должны исправляться наплавкой ниточ ых валиков высотой не более 2 - 3 мм. Трещины длиной менее 50 мм засверливаются по концам, вырубаются, тщательно зачищаются и завариваются в несколько слоев.
3.43. Результаты проверки качества сварных стыков стальных трубопроводов физическими методами контроля следует оформлять актом (протоколом).
3.44. Монтаж чугунных труб, выпускаемых в соответствии с ГОСТ 9583-75, следует осуществлять с уплотнением раструбных соединений пеньковой смоляной или битуминизированной прядью и устройством асбестоцементного замка, или только герметиком, а труб, выпускаемых в соответствии с ТУ 14-3-12 47-83, резиновыми манжетами, поставляемыми комплектно с трубами без устройства замка.
Состав асбестоцементной смеси для устройства замка, а также герметика определяется проектом.
3.46. Размеры элементов заделки стыкового соединения чугунных напорных труб должны соответствовать величинам, приведенным в табл. 1.
Монтаж ПНД трубы зимой
С наступлением холодного времени года существенно возрастают технические требования к монтажу полиэтиленовых труб, поскольку сварочные работы проводятся на открытом воздухе и сами трубы хранятся на улице.
Иногда зимой мы получаем жалобы от клиентов на качество труб, якобы они не варятся или лопаются по стыковым швам, клиенты негодуют и требуют заменить брак. На каждый такой случай выезжает наш специалист, и в 95% случаев проблема оказывается не в качестве поставленной нами трубы, а в технологии монтажа труб ПНД.
Особенности монтажа полиэтиленовых труб зимой
Самое основное, на что следует обратить внимание при проведении монтажных работ - погодные условия.

Во-первых, при понижении температуры до 0°С следует использовать специальную палатку для сварки, а также тепловую пушку. Это необходимо для того, чтобы как следует прогреть свариваемые торцы труб и защитить рабочую поверхность от мокрого снега, дождя и ветра. При этом достаточно поднять температуру в палатке хотя бы до +5°С.
СНиП 3.05.04-85 Наружные сети и сооружения водоснабжения и канализации допускает производство монтажных работ без палатки до -10°С.
Во-вторых, следует заглушать концы монтируемых труб (можно использовать самодельные деревянные заглушки), чтобы защитить их от ветра, который охлаждает нагревательный элемент, в процессе разогревания торцов, а также сам стык, нарушая технологию остывания.
В-третьих, если стыковая сварка труб ПНД проводится без использования палатки, то стоит обратить внимание на время нагрева и остывания монтируемых труб.
Время нагрева в таких условиях может увеличиваться. Как правило, опытный сварщик по количеству и скорости появления грата может скорректировать время нагрева. Время остывания, при этом, остается неизменным!
В-четвертых, нужно обратить особое внимание на предварительную подготовку труб к сварочным работам. Если разгрузка и хранение труб производятся в заснеженных местах, то неминуемо в торцы труб попадает некоторое количество снега. Его обязательно нужно удалять, так как в процессе нагрева трубы, он начнет таять и влага может испортить качество стыков, а также вывести из строя стыковой сварочный аппарат.
И в-пятых, при планировании строительных работ в холодное время года, стоит учитывать, что объем подготовительных работ, необходимых для качественной стыковой сварки больше, а, значит, количество стыков, которое можно произвести за одну рабочую смену уменьшается.
Особенности муфтовой сварки труб ПНД зимой
Мы достаточно подробно рассмотрели особенности стыковой сварки полиэтиленовых труб, по сути, те же рекомендации применимы и для муфтовой сварки.
Есть важный нюанс, если монтажные работы производятся без использования палатки, электросварной фитинг все равно требуется согреть. Для этого можно подержать его, например, в автомобиле или строительной бытовке.
Ну, и не маловажно, что некоторые производители устанавливают в муфтовые сварочные аппараты программное обеспечение, которое блокирует работу аппарата при минусовых температурах, например, муфтовый сварочный аппарат Трасса М автоматически прекращает работу при температуре окружающей среды ниже -10°С.
Технология производства работ методом протяжки полиэтиленовых труб
7.52 Технология реконструкции заключается в протягивании внутри стальных участков подготовленных плетей из полиэтиленовых труб.
Все работы, связанные с протягиванием полиэтиленовых труб, допускается проводить при температуре окружающего воздуха не ниже плюс 5°С или с применением специальных отапливаемых модулей (палаток).
7.53 Длинномерные трубы, смотанные на катушки, и трубы мерной длины, сваренные между собой в плети требуемой длины, перед протяжкой проходят внешний осмотр. Соединение труб производится преимущественно деталями с закладными электронагревателями.
Для сварки труб нагретым инструментом встык должны использоваться сварочные машины высокой степени автоматизации.
7.54 Протягивание полиэтиленовых плетей осуществляется при помощи специального тягового каната. В качестве тягового могут использоваться стальные или текстильные канаты, концы которых должны оснащаться соединительными деталями для соединения с тянущим устройством с одной стороны и с буксировочной головкой с другой. Тяговый канат должен проходить периодическую проверку как элемент грузоподъемного устройства во избежание его разрыва во время выполнения технологических операций по прочистке и проверке внутренней полости реконструируемого газопровода и протяжке полиэтиленовой трубы. Для протаскивания тягового каната могут использоваться композиционный полимерный (стеклопластиковый, поликарбонатный или др.) стержень, свинчивающиеся металлические штанги или пневмопроходчик.
При использовании полимерного стержня или свинчивающихся штанг они пропускаются в реконструируемый газопровод со стороны входного конца. К вышедшему концу стержня или штанги прикрепляют тяговый канат, размеченный краской через 1 м. Тяговый канат втягивают в входной приямок обратным порядком.
При использовании пневмопроходчика на конце обрезанного участка стального газопровода монтируются два фланца (стандартный приварной и глухой с отверстием для каната). Пневмопроходчик с прикрепленным тяговым тросом должен вставляться внутрь обрезанного участка и давлением сжатого воздуха проталкиваться с одного конца до другого.
7.55 Реконструируемый участок предварительно прочищают протягиванием металлического ерша-калибра или иным способом, используемым в строительстве.
Перед протяжкой плети рекомендуется осуществить протаскивание контрольного отрезка полиэтиленовой трубы длиной 2,0-3,0 м для определения состояния внутренней полости стальной трубы. Контроль тягового усилия производится по динамометру. Контрольный отрезок трубы после протяжки не должен иметь повреждений глубиной более 0,3 мм для труб с номинальной толщиной стенки менее 6,8 мм и 0,7 мм для труб с номинальной толщиной стенки более 6,8 мм.
Если во время прочистки или контрольной протяжки ерш-калибр или отрезок трубы застряли в месте нахождения препятствия, фиксируемого длиной каната, находящегося внутри стального газопровода, отрывается дополнительный котлован, вырезается участок газопровода и устраняется причина, препятствующая прохождению ерша-калибра или контрольного образца трубы. При невозможности устройства дополнительного котлована проводятся телеинспекция и удаление препятствия с помощью ремонтного робота.
7.56 Подготовленная полиэтиленовая плеть с помощью буксировочной головки и специального захвата прикрепляется к концу тягового каната.
Для предотвращения повреждений полиэтиленовых труб в местах ввода и вывода их из реконструируемых стальных газопроводов предусматривают установку гладких втулок с конусным раструбом.
Особенности технологии протяжки полиэтиленовых профилированных труб
7.57 Перед началом работ по протяжке полиэтиленовой профилированной трубы проводится визуальный осмотр с помощью видеокамеры состояния внутренней поверхности газопровода с целью выявления возможных препятствий.
При обнаружении внутренних препятствий в виде деформаций, смещений или продавленности труб, выступающего корня шва они должны быть устранены. Участок газопровода, в котором невозможно устранить внутренние препятствия, вырезается.
После проводится очистка отключенных участков от загрязнений и других препятствий с последующей проверкой степени очистки и возможности осуществления работ на всем подготовительном участке газопровода с помощью видеокамеры.
7.58 Способы очистки и устранения внутренних препятствий выбираются организацией, производящей работы, после осмотра внутренней поверхности.
Очистка внутренней поверхности газопровода должна производиться до полного устранения всех видов посторонних включений, наносных отложений, воды, твердых или режущих частиц размером более 0,5 мм.
7.59 Если при проведении контроля с помощью видеокамеры будут выявлены участки газопровода, мешающие процессу восстановления (наличие углов поворотов, конденсатосборников, запорных устройств и т.д.), в проект должны быть внесены изменения и вскрыты дополнительные котлованы. Конденсатосборники и задвижки должны быть вырезаны и при необходимости заново установлены в соответствии с проектом.
7.60 С целью исключения помех для реконструкции всей намечаемой трассы газопровода участки, мешающие процессу работ, могут быть переложены по решению проектной организации с внесением необходимых изменений в проектную документацию.
7.61 О проведенных работах по очистке газопровода составляется акт и подписывается представителями заказчика и организации, выполняющей работы по реконструкции.
7.62 Протяжка полиэтиленовой профилированной трубы в очищенный изношенный газопровод осуществляется при постоянной скорости, не превышающей 2 м/мин.
Процесс подачи трубы контролируется с помощью встроенных приборов на лебедке, автоматически измеряющих и регистрирующих тяговое усилие, которое не должно превышать значения, указанные в таблице 19.
Усилия, создаваемые лебедкой, не должны превышать величину тянущего усилия даже в случае остановки протяжки трубы.
7.63 После втягивания в реконструируемый газопровод полиэтиленовой профилированной трубы на одном ее конце закрепляется калибрующая деталь-законцовка, через которую для инициирования процесса восстановления первоначальной формы внутрь трубы из парогенератора подается паровоздушная смесь при давлении 0,1-0,3 МПа с температурой 105°С.
Избыток пара на другом конце профилированной трубы через калибрующую деталь-законцовку и регулирующее сбросное устройство сбрасывается в конденсационную емкость или атмосферу.
7.64 Продолжительность восстановления первоначальной формы трубы зависит от диаметра и протяженности реконструируемого газопровода и может составлять 3-5 ч.
7.65 После восстановления первоначальной формы полиэтиленовой трубы она должна быть охлаждена подачей в газопровод воздуха с давлением не выше 0,3 МПа.
Время охлаждения зависит от диаметра газопровода и температуры наружного воздуха и может составлять от 2 до 6 ч.
7.66 Окончание охлаждения определяется достижением температуры 30°С, измеренной на дальнем конце реконструированного участка газопровода.
После охлаждения сбрасывается давление воздуха, удаляются детали-законцовки и при необходимости производится обрезка полиэтиленовой трубы с обоих концов восстановленного участка на расстоянии не менее 0,5 м от края стального каркаса.
7.67 Восстановленный трубопровод продувается воздухом с давлением 0,3 МПа для удаления конденсата, скопившегося после подачи пара, если этот процесс не был совмещен с процессом охлаждения.
Полное удаление конденсата осуществляется путем протяжки поролонового поршня в реконструированном участке газопровода.
7.68 После продувки новый полиэтиленовый газопровод проверяется на качество выполненных работ строительной организацией или другим специализированным предприятием в присутствии представителей эксплуатационной организации газового хозяйства.
Качественно выполненный участок полиэтиленового трубопровода закрывается с обеих сторон заглушками, исключающими попадание внутрь грязи и воды. Заглушки сохраняются до момента проведения работ по соединению участков реконструированного газопровода.
7.69 Для соединения восстановивших свою форму полиэтиленовых профилированных труб с полиэтиленовыми трубами ПЭ 80, ПЭ 100 или фитингами в разогретый конец профилированной трубы вставляется опорная втулка, расширяющая его до стандартных размеров. Допускается применение специальных переходов с закладными нагревателями для соединения профилированных труб нестандартных размеров с полиэтиленовыми трубами стандартных размеров.
Процесс сварки деталей с закладными электронагревателями соответствует требованиям подраздела "Сварка соединительными деталями с закладным нагревателем" настоящего СП.
7.70 При монтаже углов поворота 45°, 60°, 90° используются полиэтиленовые отводы и муфты с закладными нагревателями.
Углы поворота можно выполнить "свободным изгибом" из непрофилированных полиэтиленовых труб ПЭ 80 или ПЭ 100 (соответствующих SDR) радиусом не менее 25 наружных диаметров трубы с последующим присоединением к газопроводу при помощи муфт с закладными электронагревателями.
7.71 Для присоединения полиэтиленовой профилированной трубы к стальному газопроводу применяются соединения "сталь-полиэтилен" и муфты с закладными нагревателями.
7.72 Для присоединения полиэтиленовых газопроводов к реконструированному профилированными трубами газопроводу можно использовать седловидные ответвления или заменить часть полиэтиленовой профилированной трубы тройником, присоединяемым муфтами с закладными нагревателями. При этом вырезается часть газопровода и удаляется стальной каркас с таким расчетом, чтобы обеспечить правильную установку тройника и муфт с закладными элементами.
Стальной каркас удаляется специальным фрезерно-шлифовальным электроинструментом так, чтобы не повредить поверхность полиэтиленовой трубы.
Особенности технологии восстановления изношенных стальных газопроводов с использованием синтетических тканевых шлангов и специального двухкомпонентного клея
7.73 Работы по реконструкции настоящим методом рекомендуется проводить при температуре наружного воздуха не ниже минус 15°С и температуре грунта, прилегающего к восстанавливаемому участку газопровода, не ниже плюс 5°С. При отрицательной температуре наружного воздуха ввод в реконструируемый газопровод синтетического тканевого шланга со специальным двухкомпонентным клеем осуществляется с применением отапливаемых модулей (палаток).
7.74 Реконструируемый участок газопровода (за исключением подводной части дюкеров) до начала работ должен быть подвергнут внеочередному техническому обследованию приборными методами. Выявленные утечки газа следует устранить.
Повреждения изоляционного покрытия должны быть устранены в случае, если данный участок газопровода находится вне зоны действия ЭЗУ.
Читайте также: