При сварке нагретым газом присадочный материал подается в зону сварки в виде
Обновлено: 17.05.2024
Присадочными материалами являются проволока, прутки (стержни), полоски металла, близкие по свойствам свариваемому металлу. При проведении сварки они обеспечивают дополнительный металл для заполнения зазора между свариваемыми кромками и образования сварного шва требуемой формы.
Основным присадочным материалом служит сварочная проволока.
- по своим свойствам и характеристикам присадочная проволока должна быть идентична свариваемому металлу;
- необходимо, чтобы поверхность проволоки была чистой и гладкой, без трещин, расслоений, раковин, окалины, ржавчины и других дефектов;
- на поверхности низкоуглеродистой и легированной проволоки не допускается наличия технологической смазки, за исключением мыльной, не содержащей графит и серу.
Присадочная проволока для сварки углеродистых и легированных сталей. При сварке сталей в качестве присадочного материала применяют холоднотянутую сварочную проволоку, соответствующую ГОСТ 2246-70 (табл. 5.5).
Таблица 5.5 Сварочная проволока для сварки стали

Обозначение сварочной проволоки состоит из букв Св (сварочная) и написанного через дефис буквенно-цифрового обозначения марки стали. Диапазон диаметров сварочных проволок 0,3. 12,0 мм. Диаметр проволоки проставляют перед буквами Св. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки свидетельствует о повышенной чистоте металла с точки зрения содержания серы и фосфора. Двойная буква А указывает на пониженное содержание серы и фосфора по сравнению с проволокой, в обозначении которой используется одна буква А.
Пример. ЗСв-08Г2СА — сварочная проволока (Св) диаметром 3 мм из низколегированной стали марки 08Г2С с пониженным содержанием серы и фосфора (А).
После обозначения марки стали через дефис могут быть написаны следующие заглавные буквы: Э — проволока предназначена для изготовления электродов; О — омедненная проволока; БД — полученная вакуумно-дуговым переплавом, Ш — электрошлаковой выплавкой, ВИ — вакуумно-индукционным способом.
Присадочные прутки для сварки чугуна. Для газовой сварки серого чугуна выпускают чугунные прутки (табл. 5.6) диаметром 4, 6, 8, 10, 12 и 16 мм.
Таблица 5.6 Присадочные прутки для газовой сварки и пайко-сварки чугуна

Пример. 4ПЧ-2 — чугунный пруток диаметром 4 мм марки ПЧ-2.
Маркировку торца прутков выполняют краской черного (ПЧ-1), белого (ПЧ-2), красного (ПЧ-3), синего (ПЧН-1), коричневого (ПЧН-2), желтого (ПЧИ) или зеленого (ПЧВ) цвета.
Присадочная проволока для сварки меди и ее сплавов. Для газовой сварки меди, медно-никелевых сплавов, бронз и латуни применяют сварочную проволоку, отвечающую ГОСТ 16130 — 90 (табл. 5.7). Ее диаметр составляет 0,8. 8 мм.
Таблица 5.7 Присадочная проволока для газовой сварки меди и ее сплавов

- способу изготовления (холоднодеформированная (тянутая) — Д; горячедеформированная (прессованная) — Г);
- форме сечения (изготавливают проволоку исключительно круглого сечения — КР);
- механическим свойствам (мягкая — М, твердая — Т);
- виду поставки (мотки (бухты) — БТ, катушки — КТ, барабаны — БР, сердечники — СР, немерной длины — НД).
Пример. ДКРТ2,ОБТБрОЦ4-3 — сварочная проволока, холоднодеформированная (Д), круглая (КР), твердая (Т), диаметром 2,0 мм, в мотках (БТ), из бронзы марки БрОЦ4-3.
Присадочная проволока для сварки алюминия и его сплавов. При сварке алюминия и его сплавов используют тянутую и прессованную проволоку из алюминия и алюминиевых сплавов (табл. 5.8), отвечающую ГОСТ 7871 — 75. Ее диаметр составляет 0,8. 12,5 мм.
Таблица 5.8 Присадочная проволока для газовой сварки алюминиевых сплавов

- способ изготовления (тянутая — В, прессованная — П);
- вид обработки (нагартованная — Н, отожженная — М);
- вид поставки (мотки (бухты) — БТ, катушки — КТ).
Пример. П.СвАМц.Н4,б5 х БТ — прессованная (П), сварочная (Св), проволока из алюминиевого сплава марки АМц, нагартованная (Н), диаметром 4,65 мм, в бухте (БТ).
Сварка пластмасс
Сварка пластмасс – это технологический процесс получения неразъемного соединения элементов конструкции посредством диффузионно-реологического или химического взаимодействия макромолекул полимеров, в результате которого между соединяемыми поверхностями исчезает граница раздела и образуется структурный переход от одного полимера к другому.
Классификация способов сварки пластмасс
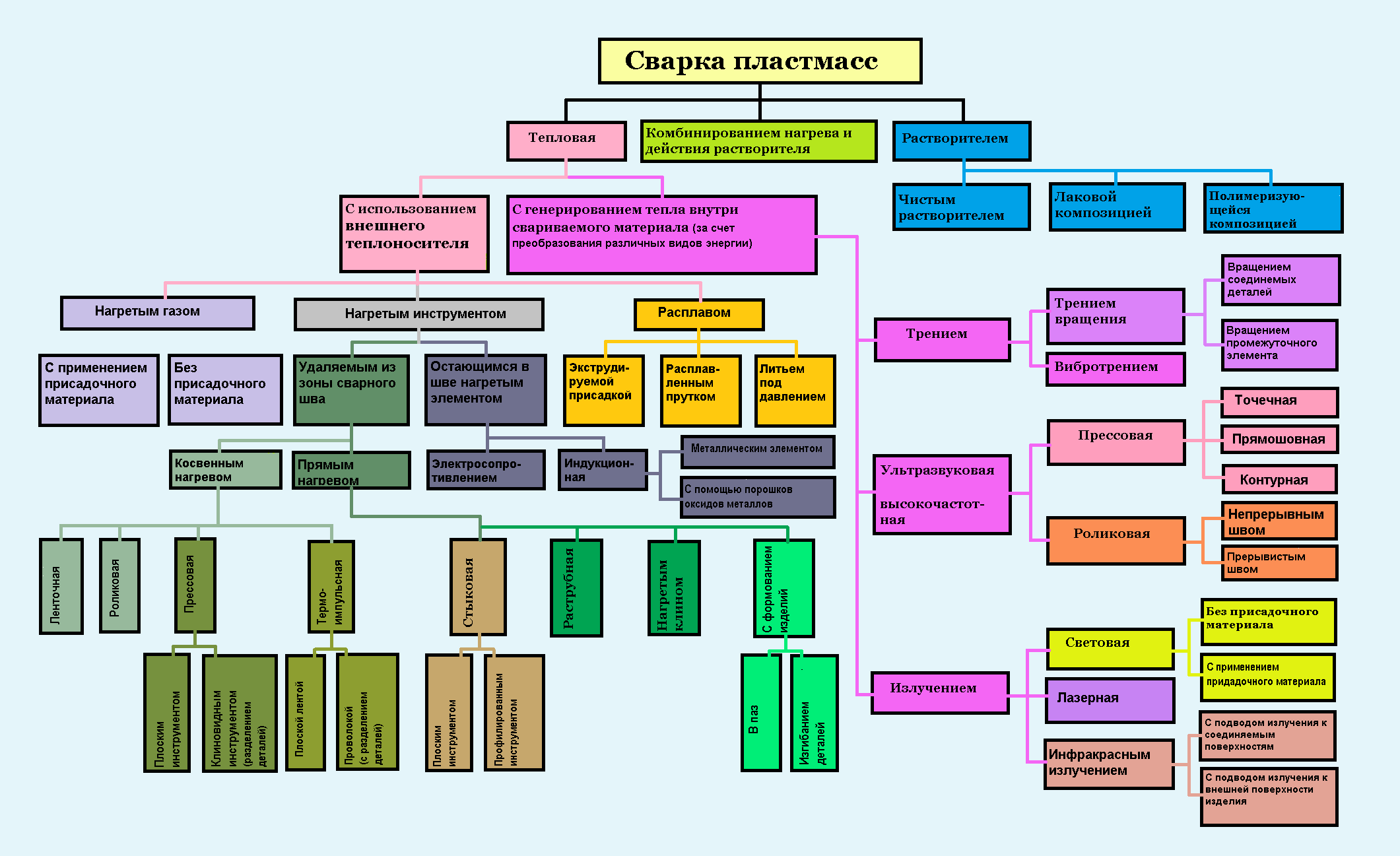
По механизму процесса сварку пластмасс можно разделить на диффузионную и химическую; по методам активирования процесса — на тепловую сварку, сварку растворителями и сварку комбинированием нагрева и действия растворителей (рис. 1).
Сварка пластмасс растворителями
При сварке с растворителями необходимая подвижность молекулярных цепей создается за счет набухания контактирующих поверхностей в растворителе или смеси растворителей. Подразделяется она на сварку чистым растворителем (или смесью растворителей), лаковой композицией (раствором полимера в растворителе) и полимеризующейся композицией (раствором полимера в мономере).
Тепловая сварка пластмасс
Тепловая сварка имеет наибольшее число разновидностей. Классифицировать ее можно по различным критериям:
- способам передачи тепловой энергии;
- степени механизации;
- по области применения;
- в зависимости от источника энергии.
Однако наиболее точно отражает современное состояние технологии сварки пластмасс классификация разновидностей тепловой сварки в зависимости от источника нагрева.
При этом выделяют две группы сварки: с использованием внешнего теплоносителя и с генерированием тепла внутри свариваемого материала за счет преобразования различных видов энергии.
Сварка пластмасс с использованием внешнего теплоносителя
Группа способов сварки пластмасс с использованием внешнего теплоносителя подразделяется на сварку нагретым газом, нагретым инструментом и расплавом.
Сварка нагретым газом
Сварка нагретым газом производится путем одновременного разогрева свариваемых изделий струей горячего газа-теплоносителя, нагреваемого в специальном устройстве. Сварку нагретым газом выполняют с применением присадочного материала и без него, вручную или с использованием специальных приспособлений для механизации процесса сварки. Применяется присадочный материал в виде прутков с различной формой сечения. При сварке по классической схеме нагревательное устройство совершает колебательные движения в плоскости, образованной направлением шва и осью присадочного прутка. Сварочный пруток прижимают и удерживают рукой, если он достаточно жесткий или при помощи ролика, если пруток мягкий. Применяя специальные насадки на нагревательное устройство, обеспечивают одновременный подогрев свариваемых кромок и прутка, при этом пруток втягивается в отверстие насадки при перемещении устройства вручную вдоль шва и прижимается к кромкам выступом на насадке. Сварка без присадочного материала может производиться с подводом тепла непосредственно к свариваемым поверхностям (прямой метод) или с подводом тепла к внешней поверхности деталей (косвенный метод).
Сварка нагретым инструментом
Сварка нагретым инструментом основана на оплавлении поверхностей сварки путем их прямого соприкосновения с нагреваемым инструментом. Подразделяется на сварку инструментом, удаляемым из зоны сварного шва (с подводом тепла как с внешней стороны деталей, так и непосредственно к соединяемым поверхностям), и сварку элементом, остающимся в сварном шве.
При сварке косвенным методом нагретый инструмент соприкасается с внешними поверхностями соединяемых деталей, а тепло передается к перекрывающим друг друга свариваемым поверхностям за счет теплопроводности свариваемого материала. В настоящее время нашли применение ленточная, роликовая, прессовая и термоимпульсная сварка. При ленточной сварке для нагрева свариваемых изделий и создания давления используется нагретый инструмент в виде ленты, а при роликовой – в виде ролика. При прессовой сварке для создания необходимого сварочного давления применяются сварочные прессы, позволяющие осуществить шаговую сварку. При термоимпульсной сварке используют малоинерционный нагреватель (лента или проволока), по которому периодически пропускают электрический ток; после отключения электроэнергии сварной шов быстро охлаждается.
Из применяемых способов сварки с подводом тепла к соединяемым поверхностям известны сварки:
- стыковая;
- раструбная(используется преимущественно для соединения труб);
- сварка нахлесточных соединений (используется для соединения тонкостенных изделий и пленок);
- сварка с одновременным формованием изделий(в паз или с изгибанием деталей).
При стыковой и раструбной сварке после оплавления свариваемых поверхностей изделия разводятся, инструмент убирается, а оплавляемые поверхности соединяются под небольшим давлением и свариваются. При стыковой сварке соединяются торцы изделий, а в качестве нагревательного инструмента применяется плоский или профилированный диск (кольцо).
При раструбной сварке соединяются внутренняя поверхность раструба и наружная поверхность трубы, а нагревательный инструмент имеет два рабочих элемента: гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба.
Сварку нахлесточных соединений можно осуществлять одновременным нагревом соединяемых поверхностей по всея длине, а также, перемещая инструмент или свариваемые изделия. Наибольшее распространение получил способ сварки с механизированной подачей свариваемых изделий и неподвижным нагревательным инструментом.
Из способов сварки элементом, остающимся в сварном шве, практическое применение нашли сварка электросопротивлением и индукционная сварка. Сварка электросопротивлением основана на применении закладных нагревательных элементов с высоким электрическим сопротивлением. Закладные элементы в виде сетки или спирали вводятся между соединяемыми поверхностями. При пропускании по закладному элементу электрического тока соединяемые поверхности оплавляются.
При индукционной сварке нагрев закладного элемента происходит в электромагнитном высокочастотном поле, а в качестве нагревательного элемента используются металлические вкладыши или порошки оксидов металлов.
Сварка пластмасс расплавом
Сварка расплавом основана на использовании тепла расплавленного присадочного материала, подаваемого между соединяемыми поверхностями и передающего часть своего тепла материалу соединяемых изделий, что ведет к его плавлению и получению неразъемного соединения. Подразделяется на сварку экструдируемой присадкой, расплавленным прутком и литьем под давлением, которые могут выполняться как с предварительным подогревом свариваемых поверхностей нагретым газом или теплоотдачей от мундштука сварочного устройства, так и без подогрева.
При сварке экструдируемой присадкой (экструзионной сварке) расплав получается с помощью экструдера, обеспечивающего непрерывную подачу расплава, а в качестве исходного сырья используется гранулированный материал. При сварке расплавленным прутком расплав получается из присадочного прутка путем его нагрева в устройствах прямоточного типа, откуда расплав выдавливается непрерывно поступающим еще не нагретым присадочным прутком, который сматывается с бухты и подается в нагревательный цилиндр с помощью специальных тянущих роликов. При сварке литьем под давлением для получения расплавленного присадочного материала применяются литьевые машины.
Сварка пластмасс с генерированием тепла внутри свариваемого материала
Группа способов сварки пластмасс с генерированием тепла внутри свариваемого материала путем преобразования различных видов энергии подразделяется на сварку трением, сварку ультразвуковую, сварку высокочастотную и сварку излучением.
Сварка пластмасс трением
Сварка трением основана на получении тепловой энергии для оплавления свариваемых поверхностей за счет трения. Очень низкая теплопроводность, характерная для термопластов, способствует сохранению тепла лишь в зоне трущихся поверхностей, в то время как температура всего изделия остается практически неизменной. Разделяется на сварку вращением (вращение соединяемых деталей; вращение промежуточных элементов) и вибротрением.
Ультразвуковая сварка пластмасс
Ультразвуковая сварка основывается на нагреве свариваемых поверхностей до температуры размягчения в результате превращения энергии колебаний ультразвуковой частоты в тепловую энергию, при этом механические колебания ультразвуковой частоты и давление действуют по одной линии, перпендикулярно к соединяемым поверхностям. В зависимости от взаимного перемещения инструмента и деталей подразделяется на прессовую сварку (точечная, прямошовная, контурная) и роликовую сварку (сварка непрерывным и прерывистым швом). Ультразвуковая сварка может классифицироваться также и по другим признакам: в зависимости от способа подведения энергии, наличия присадочного материала, а также в зависимости от способа дозирования энергии.
Высокочастотная сварка пластмасс
Высокочастотная сварка пластмасс основана на диэлектрическом нагреве материала в высокочастотном электромагнитном поле в результате преобразования электрической энергии в тепловую. В зависимости от схемы взаимного перемещения инструмента и свариваемых изделий высокочастотная сварка подразделяется на прессовую и роликовую. Может выполняться в основном поле и в поле рассеивания с нагревом соединяемого материала или материала прокладок, располагаемых как снаружи свариваемых деталей, так и между ними.
Сварка пластмасс излучением
Из разновидностей сварки излучением, отличающихся друг от друга источником и характером излучения, используется световая сварка с применением и без применения присадочного материала, сварка лазерная и сварка инфракрасном излучением с подводом тепла непосредственно к соединяемым поверхностям (прямой метод) или к внешней поверхности соединяемых изделий (косвенный метод). Более широко применяется сварка инфракрасным излучением, которая основывается на свойстве термопластичных материалов поглощать падающие на них инфракрасные лучи и превращать электромагнитную энергию в тепловую.
Список литературы:
Зайцев К.И., Мацюк Л.Н. Сварка пластмасс.- М.: Машиностроение,1978.-222с.
Комаров Г.В. Способы соединения деталей из пластических масс.- М.: Химия,1979.-288с.
Шестопал А.Н., Шишкин В.А., Новиков В.А Способы соединения элементов конструкций из листовых полимерных материалов.- К.: О-во «Знание» УССР,1982.-31с.
Автор: Шестопал А.Н., Васильев Ю.С., Минеев Э.А. и др
Источник: Справочник по сварке и склеиванию пластмасс
Дата в источнике: 1986 год
Сварка пластмасс с присадочным материалом
Присадочный материал обычно имеет форму прутка, диаметр его в зависимости от толщины свариваемых листов и разделки кромок составляет 2-6 мм; его изготовляют из того же материала, что и свариваемое изделие. Для снижения температуры размягчения и повышения пластичности присадочного материала в него добавляют пластификаторы. Например, для сварки полиэтилена применяют присадочный материал, состоящий из полиэтилена и (5-10)% полиизобутилена; для сварки поливинилхлорида используют специальный пруток из пластифицированного поливинилхлорида, содержащего около 10 % пластификатора.
Газ для нагрева свариваемого изделия выбирают в зависимости от свойств пластмассы. Так, для сварки поливинилхлорида можно применять воздух, азот, углекислый газ и кислород, однако наиболее высокая прочность сварного соединения достигается при применении кислорода и воздуха. При сварке полиэтилена и других пластмасс, подверженных воздействию кислорода, в качестве газа-теплоносителя применяют азот. Наиболее экономичным газом-теплоносителем является воздух.
При сварке с присадочным материалом поверхности деталей сначала нагревают струей разогретого газа, а затем приводят в контакт с нагретым той же струей присадочным материалом (рис.2.2). Присадка в виде прутка вводится в сварочную зону легким (10-30 Н) нажатием руки (а, б). Если пластифицированный пруток не выдерживает осевого давления, то используется прокатка его роликом (в, г).

Рис.2.2. Схемы сварки с присадочным прутком: а – ручная сварка горелкой со стандартным соплом для твердых термопластов; б - ручная сварка горелкой с производительным соплом для твердых термопластов; в – ручная сварка стандартным соплом для мягких термопластов; г – механизированная сварка твердых и мягких термопластов; 1а – стандартное сопло; 1б – производительное сопло; 2 – основной материал; 3 – прижимной ролик; 4 - присадочный пруток; 5 – направляющий канал; Р – направление давления на присадочный материал; V – направление сварки
Скорость сварки может быть увеличена более чем в 4 раза при использовании специальных сопел, обеспечивающих предварительный подогрев основного и присадочного материалов (рис.2.2, б, г). Такие нагреватели одновременно с зоной сварки позволяют нагревать основной материал через щель у основания сопла и присадку в направляющем канале.
Сварка нагретым газом с присадкой может выполняться вручную и механизированным способом.
Ручной способ трудоемок и не позволяет получать швы высокого качества, т.к. трудно обеспечить равномерную подачу присадочного материала и равномерно прогреть свариваемые поверхности. Наблюдается большой разброс показателей прочности по длине шва. Велика роль квалификации сварщика. Возможна сварка во всех пространственных положениях.
Механизированный способ позволяет увеличить скорость сварки, использовать более толстые прутки, получать сварные швы лучшего качества (с меньшим разбросом показателей прочности). Механизированная сварка выполняется на сварочных установках.
Стыковая сварка пластмасс может выполняться с применением ленточного присадочного материала. Сварка возможна ручным и механизированным способами. Схема такой сварки представлена на рис.2.3.

Рис.2.3. Стыковая сварка горелкой со щелевым соплом с применением присадки в виде ленты: 1 – основной материал; 2 – при- садка в виде ленты; 3 – прижимной ролик; 4 – горелка со щелевым соплом
Читайте также: