Тугоплавкие электроды для ручной дуговой сварки
Обновлено: 20.09.2024

Дуговая сварка в защитной атмосфере инертного газа неплавящимися электродами осуществляется методом плавления и применяется для сваривания алюминия, никеля, меди, бронзы, титана, магния, нержавеющей стали и других неферромагнитных металлов.
Область применения неплавящихся электродов простирается от космической промышленности до изготовления деталей к велосипедам.
Эти электроды применяются для резки и сварки металлов с толщиной около одного миллиметра.
Назначение и виды тугоплавких электродов
Для проведения сварочных работ применяют основные виды электродов:
- Вольфрамовые;
- Угольные;
- Графитовые.
Они имеют различное предназначение, но относятся к классу неплавящихся электродов.

Для воздушно-дуговой резки металла и устранения дефектов на поверхности изделий применяются угольные стержни. При их использовании сварочные работы проводят при силе тока в 580 ампер. Среди угольных стержней можно выделить такие разновидности:
- Круглые марки ВДК (воздушно-дуговая резка).
- Круглые марки СК (сварочные круглые).
- Плоские марки ВДП (воздушно-дуговое разрезание).
Разрезание металла при помощи электрической дуги и удаление расплавленного металла струей сжатого воздуха называется воздушно-дуговой резкой.
Угольные стержни нашли свое применение для сваривания тонкостенных конструкций из цветных металлов и стали, и при заваривании дефектов на поверхности литых изделий.
Угольные стержни можно использовать в сварочном процессе с использованием присадок, которые укладывают по линии варки либо подаются в сварочную ванну, или обойтись без таковых. Их часто применяют для сварки медных проводов.

Для сваривания сплавов алюминия и меди, а также цветных металлов применяют графитовые стержни. В сравнении с угольными аналогами этот тип является более доступным по ценовым параметрам. Графитовые стержни в сравнении с угольными электродами лучше переносят температурное воздействие, лучше режутся и имеют меньший износ.
Вольфрамовые тугоплавкие стержни относятся к самому широко используемому типу в домашнем и промышленном производстве.
Они подходят для сваривания любых металлов, даже с использованием защиты из газа. Для аргонодуговой сварки вольфрамовые электроды выпускаются с различным составом:
- Иттрированные;
- Лантанированные;
- Торированные - они выпускаются с добавлением Тория, имеют невысокую степень радиоактивности, поэтому в настоящее время не применяются в промышленности;
- Обычные.
Они имеют вид прутка с диаметром от 1 до 4 миллиметров. В силу своей тугоплавкости температура его плавления намного превышает температуру электрической дуги, что позволяет сваривать им любые металлы и сплавы. Но чаще всего его применяют для сварочных работ с алюминием, нержавеющей сталью, медью и другими.
Применение вольфрамовых электродов

Угольные и графитовые стержни сегодня для домашнего применения практически не используются. Для сварки цветных металлов, алюминия и нержавеющей стали используются вольфрамовые стержни.
В зависимости от режима сварки в защитных газах, который определяется такими факторами, как толщина металла, его вид, защитная атмосфера и другими, выбирается вид вольфрамового стержня для использования в соответствующем режиме.
Классификация вольфрамовых электродов зарубежного производства.
| Режим сварки с использованием тока | Назначение электрода в зависимости от марки металла | Обозначение электрода цветом | Обозначение марки электрода |
| Переменный | Для сваривания алюминия, магния и их сплавов | Зеленым | WP |
| Постоянный | Для сварки низколегированных, углеродистых и нержавеющих сталей | Красным | WT-20 |
| Постоянный или переменный | Для сваривания стали любых марок | Серым | WC-20 |
| Постоянный или переменный | Для сваривания нержавеющей и легированной стали | Золотистым | WL-15 |
| Постоянный или переменный | Для сварки нержавеющих сталей | Синим | WL-20 |
| Постоянный | Для сваривания нержавеющей, углеродистой и низколегированной стали и меди | Темно-синим | WY-20 |
| Переменный | Для сваривания алюминия и магния | Белым | WZ-8 |
Тугоплавкие электроды отечественного производства имеют маркировку:
- ЭВЛ — лантановые стержни.
- ЭВИ — иттриевые стержни.
- ЭВЧ — вольфрамовые стержни. Сварку осуществляют только на переменном токе.
Для маркировок ЭВЛ и ЭВИ сварку можно проводить в двух режимах с требуемой полярностью. Они имеют различные цветовые обозначения в зависимости от цели использования. Выбор режима и силы тока зависит от характеристик заготовки и металла. Например, изделия из меди и нержавеющей стали варят с применением постоянного тока, а для сварки алюминия применяют переменный ток.
При сварке неплавящимися электродами следует устанавливать полярность: прямую или обратную. Для обратной полярности устанавливают массу на минусе, а держатель на плюсе, а для прямой — наоборот. От выбора режима полярности будет зависеть форма проваренного металла. Глубоким и узким шов будет при установке постоянного тока и прямой полярности. Широкий и поверхностный шов получится при выборе постоянного тока и обратной полярности.
Вольфрамовые стержни имеют свойство затупляться по мере проведения сварочных работ и требуют заточки. При длине электрода до трех диаметров следует выдерживать угол заточки в 30 градусов и на полмиллиметра притупляют кончик. Чтобы сэкономить длину вольфрамового стержня сварочные работы начинают с подачи газа и потом поджигают дугу. С этой же целью категорически запрещается стучать по заготовкам кончиком электрода. Дугу следует зажигать на графите и затем переносить к месту сварки.
Недостатки и достоинства сварки
Среди достоинств применения неплавящихся электродов для дуговой сварки можно выделить:
Как правильно выбирать неплавящиеся (тугоплавкие) электроды и проводить сваривание ими

Ни одна электродуговая сварка в газе не обойдется без неплавящихся электродов. Они пригодятся вам не только в бытовом ремонте, но также на производствах самого разного масштаба: от космодромов до локальных заводов.
Используя тугоплавкие электроды, можно обрабатывать алюминий, титан и другие материалы без магнитных свойств.
Далее пойдет речь о разновидностях неплавящихся стержней, их плюсах и минусах, а также об особенностях рабочего процесса.
Какие бывают электроды и где их применяют

Различают три типа неплавящихся стержней: сделанные из угля, графита и вольфрама. Каждый обладает своими преимуществами и свойствами.
Угольный стержень пригодится для небольших ремонтных работ, резки воздушной дугой или сварки тонких конструкций из цветных металлов или нержавейки.
Профессионалы вместе с тугоплавкими угольными стрежнями используют присадки, которые подают в сварочную ванну или по сварочному шву.
Резка воздушной дугой (ВДК) — во время сварки происходит постоянный поток сжатого воздуха и убирается размягченный металл с поверхности, обеспечивая четкий и прямой разрез.
Сами тугоплавкие стержни могут быть круглой (резка воздушной дугой), плоской (сварка воздушной дугой) и круглой формы (обычная сварка).
Стержни из графита намного дешевле угольных и подходят для работы с цветными металлами. Как раз такие стержни и используют новички на заводах. Графит более устойчив к изменениям температуры и влажности и дольше служит в работе.
Вольфрам
Неплавящиеся электроды из вольфрама используются в широких сферах работ: от любительского хобби в гараже до профессиональных целей на производстве. Известны они своей универсальности.
Сварке и резке подвергается любой метал: цветной, нержавеющий и даже алюминий. Предыдущие два типа стержней не стали столь популярны, поскольку с ними не так удобно работать дома.
У всех электродов (в т.ч. тугоплавких) из вольфрама есть своя маркировка. Выбирать их нужно исходя из параметров сварки: металла, толщина материала, тип газа.
Свойства

Отечественные производители используют следующие обозначения тугоплавких неплавящихся стержней: ЭВЛ (лантинированные), ЭВИ (иттриевые), ЭВЧ (для сварки на переменном токе).Они чаще всего используются в работах.
ЭВЛ и ЭВИ подходят для работы с разным током, и позволяют менять полярность. Чтобы легче было отличать электроды по типам, достаточно запомнить цвета. Через некоторое время вы перестанете обращать внимание на маркировки.
Постоянный ток используется при работе с медью и нержавеющей сталью, а постоянный — с алюминием.
Важно помнить, что тугоплавкие электроды из вольфрама могут затупиться во время работы, поэтому желательно иногда их затачивать. Для этого нужно заточить их под углом в 30 градусов, а потом слегка притупить конец.
Таким образом срок службы стержней увеличится в несколько раз. Рекомендуем перед тем, как поджечь дугу, сначала включить подачу защитного газа в точку сварки.
Ни в коем случае не нужно стучать стержнем по поверхности. Сначала зажгите дугу, а потом начинайте сваривать. Не забывайте установить необходимую полярность. Подойдет прямая и обратная.
В первом случае нужно установить массу на отрицательное положение, а держатель на положительное. Во втором случае всё делают с точностью наоборот.
Полярность определяет качество и форма сварочного соединения. Первая настройка обеспечит глубину и узкость шва. Другая сделает шов широким. Не забывайте об этом нюансе при использовании неплавящихся стержней.
Плюсы и минусы

Тугоплавкие стержни часто вызывают споры среди новичков и мастеров. Это происходит из-за того, что присутствует равное количество как плюсов, так и минусов.
- Исключается деформация материала.
- Высокое качество и срок службы шва.
- Минимум времени на процесс и требуемых навыков.
Недостатки неплавящихся моделей:
- Защитный газ легко распространяется за зону сварки, что не позволяет работать на открытой территории.
- Необходимо предварительная подготовка материала, чтобы избежать брака.
- Вне сварочной зоны необходимо очищать детали.
Некоторые могут согласиться с нами и сказать, что описанные недостатки тугоплавких электродов не столь существенны.
Мы постарались рассказать вам всё, что нужно знать о работе с тугоплавкими неплавящимимся электродами.
Это не так сложно, как кажется. Достаточно просто приобрести их и попробовать на собственном опыте. Пишите в комментариях и делитесь своими впечатлениями.
Корректный выбор вида, марки и типа электродов для ручной дуговой сварки

Человек, рождённый в 20 веке, при большом желании научится любым видам работ. Сварочное дело – одна из них. Металлообработка путем варки помогает создавать сложные конструкции: металлические врата, корабли, автомобили.
Есть десятки видов сварочного процесса, именно ручная арочная работа сегодня используется в 9 случаях из 10. Причина этому – простота технологии и ее быстрое освоение любым мастером. Такому делу можно обучиться, самостоятельно изучая теорию вопроса.
Начинающий сварщик стоит перед непростым выбором, когда приходит в магазин материалов. Он не знает, какие из них выбирать для работы с ручной дуговой сваркой.
В нашей статье изложено, какие виды электродов существуют в 2019 году. Вы узнаете, какой материал выбирать при тех или иных задачах.
Характеристики сварки ручным дуговым методом
Перед тем, как говорить об электродах, нужно разобраться в сварочных работах. Ручная дуговая сварка считается сложным процессом несмотря на свою простоту. Дуга – это поток частиц, которые появляются по причине ионизации катода и анода.
Это происходят потому, что ток и короткое замыкание взаимодействуют между собой. Сварочный процесс зависит от того, какой состав у обмазки компонентов. Он исходит из атмосферы, что исключает его контроль.
В итоге все процессы нагревают арку. Большой объём тепла выделяется в воздух, что позволяет кромкам деталей варится за минуту. После остывания последних шов получается ровным и надежным.
Электрод играет центральную роль в этом вопросе. Если его не будет, то арка не зажжется и ее горение не поддержится. Сварка возможна, когда применяется 1 или два электрода, предназначенных для арочных работ.
Одного разделения стержней не существует, потому что электроды для ручных работ разделены на подкатегории. Они отличаются согласно целям сварки и материалу, который использован в работе.
Кроме этого, электроды могут изготавливаться из других сплавов, кроме металлических.
Виды электродов

Несмотря на то, что электроды тяжело поддаются классификации, есть решение этого вопроса.
Все стержни отличаются по виду материала, который лежит в их основе. Стержни могут быть разными по своему покрытию.
Основные виды электродов:
- Тающий механизм. Материал, из которых производят такие электроды – это металлы. Часто берут чугун, сталь или алюминий. Выбор связан с тем, какой материал нужно обрабатывать. Такие электроды являются и анодом, и катодом одновременно. Стержни применяют в 9 случаях из 10.
- Электроды, которые не плавятся. Для работы используют провода. Механизм изготовлен из угля, вольфрама или графитовых соединений. Ровный шов создают с проволокой. Рекомендовано работать с прямой полярностью. РД сварка подразумевает использование стержней из вольфрама. Причина этому – высокая температура плавления.
- Непокрытая конструкция. Их применяют тогда, когда нужно их связать флюсом. Он будет быстро плавиться во время работ. Не подходит для РД сварки.
- Электроды с облицовкой. Их берут в 8 случаях из 10. Такой материал при РДС помогает защитить конструкцию от негативного воздействия воздуха, сделать горение арки более стабильным и улучшить качество всех швов. Активно используют при работе полуавтомата и автоматики.
Разделение электродов по применению

В зависимости от того, для чего изготавливается сплав, выбирается режим функционирования и электроды. Разные металлы требуют определенных компонентов. Это их назначение.
Информация находится на упаковке компонента и на стержне. Это одна из букв:
- «У» – для углеродистых материалов и низколегированной стали;
- «Л» – для работы с легированными конструкциями;
- «В» – нужны для высоколегированных материалов;
- «Т» – при обработке теплостойких конструкций;
- «Н» – их используют, когда идет речь об основах для наплавки.
Чем покрыты электроды
Одновременно с материалом, который нужен при работах, выбирают и вид покрытия деталей. Это напрямую зависит от металла, с которым предстоит работа. Обмазка защищает металл от негативного воздействия.
Качество улучшается под воздействием шлака. Сварочное соединение становится более прочным. Последние 10 лет применяют такие электродные покрытия:
- Кислое. Маркируется в виде буквы «А», которая расположена на коробке и механизме. Может использоваться для нижних соединений. Возможна работа со статичным и активным током.
- Рутиловое. Маркировка – буква «Р». Его выбирают как новички, так и мастера с 15-летним опытом. С его помощью можно получить прочное соединение и покрытие, которые не будут токсичными. По мере того, как материал горит, получается шлак. Он защищает конструкцию от погодных условий и температуры.
- Целлюлоза. Обозначается буквой «Ц». Металл при работе с такими электродами сильно разбрызгивается, но при этом соединение получается прочное. Можно работать с любыми швами. Если вы хотите варить трубопровод, то такое покрытие будет служить долго.
- Базовое. Определяется буквой «Б». Выделяет углекислый газ во время горения арки. Применяется так же часто, как и рутиловое покрытие. Используйте этот материал только тогда, когда варите при статическом напряжении и обратной полярности, иначе соединения будет неровным. Вы будете вынуждены переделывать работу.
- Другие направления. Обозначаются буквой «П». Используются легирующие компоненты. Шов получается ровным и прочным. Такое покрытие используют в одном случае из 10.
- Специальное напыление. Если вы видите букву «С» – тогда речь идет о таком покрытии. Используется тогда, когда металлообработка происходит под водой.
К выбору электродов нужно подходить ответственно. Все зависит от того, какие задачи стоят перед мастером. Рутиловые стержни считаются универсальными, когда используют ручную арочную сварку.
Выбираем диаметр

Шов не получится качественным, если диаметр электрода будет подобран неправильно. То, какой толщины рабочая деталь, влияет на размер комплектующих.
Если стержень будет правильным, то вся работа не будет иметь смысла без правильного стержня. Чтобы выбрать электрод, нужно посмотреть на упаковку или на стержень.
Диаметр имеет прямое влияние на длину конструкции. Если вы собираетесь сварить дома или на даче, тогда вам подойдут сварочные стержни, диаметр которых 2-4 мм.
Это универсальный вариант, когда вы работаете с ручной дуговой сваркой. Кроме этого, стержни подойдут при любых металлообработках. Если работа происходит на заводе, тогда стоит взять стержни, толщина которых более 4 мм.
Тип шва и выбор электрода
Вполне логично, что проводить выбор комплектующих для РДС стоит в соответствии с соединением. Металл и шов играют большую роль в этом вопросе. Есть обычные швы: вертикальные, горизонтальные, а также наклонные.
Помимо этого разделения существуют еще и стыковые, косые, а также швы, сделанные со скосом. Эта информация пригодится как новичкам, так и мастерам с 15-летним стажем. Стоит остановиться на том, какие существуют марки сварочных стержней в 2019 году.
Электроды отличают по маркам в случае с ручной дуговой сваркой. Этот факт также зависит от того, с каким металлом нужно работать. Данные отображены в таблице.
Выбираем комплектующие высокого качества

Современное сварочное оборудование изготавливают по ГОСТу. Электроды – не исключение. Согласно нормам, стержень изготавливают из качественного материала. Последний закупается у поставщика, который предоставляет на него все сертификаты.
Говоря о покрытии комплектующих а, ручная арочная сварка требует использование электродов без дефектов, которые заметны невооружённым глазом. На них должны отсутствовать большие трещины диаметром более 2 см.
Во время того, как стержень будет плавиться, он не должен сыпаться или гореть неравномерно. Разбрызгивание при этом происходит плавно, без видимых отклонений. Нормы зависят от определенного вида обмазки.
Важно то, чтобы стержень не гнулся под нагрузкой. Он должен быть устойчивым к большому весу. Соединение при этом получится прочным, без явных пор. Проверив эти моменты, у вас получится выбрать правильный сварочный стержень для своей работы.
Подведём итоги
Новичку, который только начинает разбираться в сварке, очень трудно правильно выбрать электроды. Ручная арочная сварка подразумевает корректный выбор комплектующих и металла для работы.
Уже через пару лет работы у вас получится разбираться в маркировках и назначении всех электродов. Если вы будете знать эту информацию, то ваша работа существенно ускорится.
У вас есть опыт работы в выборе электродов и материалов? Поделитесь в комментариях. Желаем успехов!
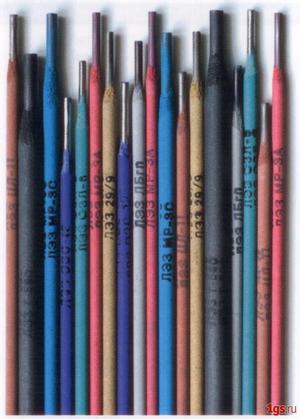
Электроды для ручной дуговой сварки
Сварочные работы, без которых невозможно представить себе практически все области промышленности и решение многочисленных бытовых проблем, выполняются различными способами. Для каждого из них имеются свои расходные элементы. Очень популярными являются электроды для ручной дуговой сварки. Имеются многочисленные типы электродов для ручной дуговой сварки, обладающие присущими им особыми свойствами. Имеется большой выбор электродов для ручной дуговой сварки.

Что собой представляет этот метод
На выделение достаточного количества тепла, необходимого для расплавления металла свариваемых изделий, оказывают большое влияние электроды для электродуговой сварки, поэтому их правильный выбор и грамотное использование играют большую роль.
Электрод - это металлический стержень, покрытый снаружи обмазкой, представляющей собой особый состав. Во время сварочного процесса начинается расплав сердечника электрода. Металлы стрежня и изделия, находясь в расплавленном состоянии, вместе образуют шов соединения. Обмазка при сгорании выделяет газ, необходимый для защиты зоны сварки от негативного влияния окружающих кислорода и азота. Электроды для дуговой сварки решают при этом ряд важных задач.
Вещества, входящие в состав обмазки, имеют низкое значение потенциала ионизации. Следствием этого является то, что дуга после ее зажигания насыщается ионами, находящимися в свободном состоянии. Это стабилизирует процесс горения дуги.
Обмазка принимает участие в образовании поверх шва шлака, который уменьшает скорость, с которой происходит охлаждение расплавленного металла. Это создает хорошие условия для удаления из шва примесей и включений неметаллического характера, ухудшающих качество соединения.
Покрытия электродов содержат раскислители, задача которых заключается в том, чтобы вступать в реакцию с кислородом, что приводит к его связыванию. С помощью электродов происходит легирование образующего шов металла, что улучшает его свойства. Это обеспечивают входящие в обмазку вещества, такие как кремний, хром, марганец, титан.
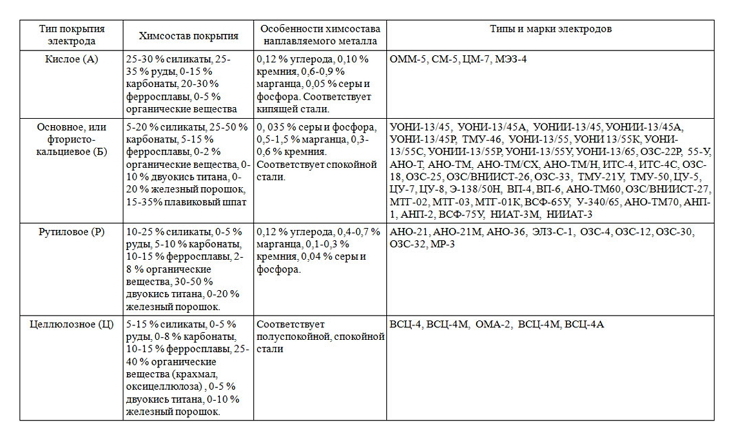
Разделение по покрытию
Классификация электродов для ручной дуговой сварки позволяет дифференцировать их по многим признакам. Одним из наиболее распространенных является то, какое покрытие имеется у этих расходников. Покрытие электродов для ручной дуговой сварки часто является определяющим при необходимости решить вопрос об их приобретении.

Виды покрытий электродов для ручной дуговой сварки имеют подразделения:
- Рутиловое. Этот элемент представляет собой диоксид титана. С таким видом обмазки разбрызгивание металла уменьшается, текучесть увеличивается, происходит формирование толстого слоя шлака, в дальнейшем легко отделяемого. Однако, высоким является риск образования таких дефектов, как поры. Целесообразно применение для соединения деталей небольшой толщины из низкоуглеродистой стали.
- Целлюлозное. Помимо самой целлюлозы в состав обмазки входят кремний и магний. Такое покрытие повышает газообразование, что надежно защищает сварную ванну. Разбрызгиваемость металла является повышенной. Удобно сваривать вертикальные швы, но эстетичного внешнего вида ожидать не приходится.
- Основное. Главными элементами являются производные кальция и магния. Это обеспечивает высокую механическую прочность. Металл шва получается химически чистым. Большим преимуществом является возможность сварки в любых положениях. Возможно использование для сварки конструкций ответственного назначения.
- Кислое. Применяются только для выполнения швов горизонтального расположения. Существует риск образования трещин и подрезов. Могут представлять опасность для здоровья сварщика.
Каждый вид имеет свое обозначение. Рутиловое покрытие обозначается буквой «Р», целлюлозное буквой «Ц». Если покрытие смешанного вида рутилового с целлюлозным, то используются две буквы «РЦ».
Основное покрытие имеет букву «Б», что обозначает базовое. Кислому покрытию присвоена буква «А». Буквой «П» обозначаются прочие покрытия. Буква «С» означает, что речь идет о специальном покрытии, с которым появляется возможность осуществления процесса под водой.
Толщина
Виды электродов для ручной дуговой сварки разделяются по толщине покрытия, находящейся в зависимости от диаметра внутреннего стержня. Однако разделение осуществляется не от точных размеров, а от соотношения между ними.

Тонкое покрытие обозначается буквой «М». Толщина обмазки составляет 20 процентов от диаметра стержня. Среднее покрытие обозначается буквой "С". Это является наиболее распространенным вариантом. Толщина обмазки составляет 45 процентов от диаметра стержня.
Толстое покрытие обозначается буквой «Д». Толщина обмазки составляет 80 процентов от диаметра стержня. Свыше 80 процентов имеет особо толстое покрытие, обозначаемое буквой «Г». Также является важным правильный выбор размера поперечного сечения. Он находится в зависимости от толщины подготовленных кромок соединяемых изделий.
Положение в пространстве
Типы электродов для дуговой сварки различаются в зависимости от того, каким образом они могут использоваться при различных положениях в пространстве, что указывается их производителями в сопроводительной документации. Наиболее удобное - это нижнее горизонтальное положение, а самое проблематичное - потолочное.
Назначение
Буква «У» в маркировке электродов означает, что они применимы для углеродистых сталей, включая низколегированные. Буква «Л» значит, что электроды предназначены для соединения изделий из легированных сталей, которые обладают повышенной прочностью.
Для конструкционных высоколегированных сталей применимы электроды с буквой «В». Для теплостойких легированных сталей используются электроды с обозначением «Т». Для сплавов с особыми свойствами, в частности для осуществления наплавки, применяются расходные элементы, обозначаемые «Н».
Марки
Марки электродов для ручной дуговой сварки зависят от их назначения. Их имеется их немалое количество, однако, можно выбрать среди них те, которые подходят для конкретных работ. Необходимо, чтобы привлекшие внимание марки электродов для дуговой ручной сварки обладали высоким качеством и давали хорошее соединение.
Существуют марки электродов, которые подходят для сварки низколегированных сталей с небольшим содержанием углерода. К ним относятся АНО, УОНИ, ОЗС, ВЦС. Такие электроды относятся к самым популярным видам расходных элементов.

Для сварки изделий из легированных сталей, в том числе обладающих повышенной прочностью, подойдут такие марки, как АНП, УОНИ, ОЗШ-1. Для наплавки целесообразно выбрать модификации электродов ОЗН, ОЗШ.
Если предстоит соединение чугунных изделий, то следует обратить внимание на марку ОЗЧ. Для деталей из алюминия подойдут ОЗА и ОЗАНА. Для медных деталей и сплавов на ее основе рекомендуется выбирать АНЦ/ОЗМ и ОЗБ. Для никеля и его сплавов подойдет электрод марки ОЗЛ-32.

При желании работать с электродами зарубежных производителей, следует обратить внимание на японские расходные элементы KOBELCO LB-52U. При их использовании в результате получается высококачественный шов.
Также заслуженным признанием пользуются электроды шведского производства ESAB УОНИИ. При покупке электродов необходимо обращать внимание на целостность упаковки.
Интересное видео
Маркировка электродов для ручной дуговой сварки: расшифровка

Для работы с ручными сварочными аппаратами нужны электроды. Знания об электродуговых аппаратах, маркировке материалов и других особенностях выполнения работ пригодятся как новичку, так и опытному мастеру. Электроды считаются немного сложными для изучения. С целью облегчения образовательного процесса придумана специальная классификация.
Назначение и состав электродов
Сегодня электроды можно выбирать под разные задачи. Учитываются при подборе:
- вид свариваемой конструкции;
- особенности шва;
- материал;
- другие вспомогательные параметры.
Видео описание
Расшифровка обозначений электродов.
Ниже расскажем о классификации электродных элементов, их назначении и свойствах.
Предназначение металлического стержня - наплавление свариваемого материала на конкретное место, где производится соединение заготовки. Основная часть электрода служит для проведения через себя тока. Конец расходника под воздействием повышенной температуры сварочной дуги расплавляется. В момент плавления окончания электрода образуется совместно с расплавленной конструкцией целостное изделие.
Из чего состоит плавящийся электрод
Сварочный электрод имеет простое строение. Главная его составляющая – стержень, с наружной стороны сделано специальное покрытие. Конец, который плавится и контактирует со свариваемым материалом, сделан без обмазки.
Тип стержней и расшифровка маркировки электродов
На любой таре, в которую упакованы сварочные стержни, присутствует буквенно-цифровая кодировка, например: Э50А-УОНИ – 13/55 – 5,0 – УД / Е514 (4) – Б20
Электроды, их маркировка
Первые цифры обозначения на нашем показательном примере указывают на вид стержня. Э50А – расходники, которыми можно работать при сварке стальных армированного и неармированного металла. Для облегчения понимания аббревиатуры, рекомендуется разбить ее на составляющие:
- Э – стержень используется для сварки на дуговом аппарате.
- 50 – предельное значение крепости соединения.
В нашем образце этот параметр 50 кгс на 1 кв. мм.
- А – стык имеет нагрузочную вязкостью и хорошую гибкость.
Из данного образца понятно, что разобраться с расшифровкой электродов можно, ее нельзя считать сложной задачей. Если под рукой будет объяснение что означают цифровые и буквенные знаки, разберется любой новичок.
Сварочные стержни: виды и характеристики
Для работы с армированными изделиями, нужны стержни, имеющие кодировку «Э» и коды твердости, указанные цифрами: 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
В том случае, когда нужно соединить стойкие к термическому воздействию виды стальных изделий, пользуются расходниками с кодировкой Э-09 и Э-10. Для сварки высоколегированного металла подходят много видов электродов, их число больше 40. Чаще остальных выбирают: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НМФ.
Для соединения материалов с заранее известными характеристиками используются электроды: Э-10Г2, Э-12Г4, Э-10Г3, Э-16Г2ХМ, Э-15Г5, Э-30Г2ХМ, общее число видов – 38.
Как распознать тип электродов и понять для чего они применяются?!
Расшифровка сварочных электродов
В показательном примере есть кодировка УОНИ – 13/55, которая характеризует марку электрода. Она подробно раскрыта в разделе ГОСТа. Иногда встречается запатентованное производителем обозначение. Таким способом промаркирована продукция группы «ОК» от производственного бренда ESAB.
Диаметр стержня
При расшифровке маркировки электродов можно встретить цифровые обозначения, показывающие сечение расходника в мм. В указанном образце данный параметр – 5 мм. Ориентируясь на это значение, надо знать важное обстоятельство: чем больше толщина свариваемого материала, тем выше должен быть и это параметр.
Назначение
В показательном образце буква «У», размещенная практически в конце маркировки, говорит о выборе расходника, подходящего для сварочных работ с конструкциями из неармированного стального сырья, имеющего предельную величину по твердости около 60 кгс на 1 мм2. Когда необходимо работать с металлической продукцией с иными параметрами, то надо использовать иные символы, например, «Л». Другие литера:
- «В» используется для сварочных работ на заготовках, характеризующихся необычными качествами.
- «Н» - для наплавления.
Буква «Т» указывает на то, что стержни подходят для сваривания теплоустойчивых металлических изделий.
Параметр плотности покрытия
Следующий после У – буквенный код Д, расположенный в показательном образце, указывает насколько толстым сделан обмазочный слой. В нашем случае эта прослойка имеет достаточно большую толщину. Кроме Д, электроды имеют и прочие буквы: «М» - несильно толстая поверхность, ближе к тонкому, «С» - средней величины, «Г» - внушительная толщина.

Группировка индексов
Незнание принципа расшифровки всех электродов часто становится препятствием в работе для непрофессионалов. Маркировка действительно сложная, поскольку много кодов предоставляют информацию одновременно. Важно знать то, что аналогичная комбинация цифр присутствует на упаковке электродов, которые предназначены для сварки заготовок из высоколегированной стали.
Перейдем к расшифровке следующих символов, которые обозначают:
- 5 – стойкость стыка к коррозионному разрушению;
- 1 – температура по максимальному значению.
В данном случае это рабочий параметр. Именно для показа предельного значения указывается прочность стыка при сильном нагреве.
- 4 – температурная величина стыка (рабочая);
- (4) – число ферритовой стадии в стыке.
Здесь заложен принцип прямолинейной взаимозависимости: чем числовая величина больше в маркировке, тем более значимый действительный параметр. На рисунке показаны в табличном виде зависимые факторы.
Стержни, предназначенные для наплавки, содержат большой блок индексных групп. К привычной комбинации, которая состоит из трех - четырех цифровых кодов через (/) добавляется сочетание символов, разделенных друг от друга чертой. Например: Е200/22-1. Первый код 200/22 дает информацию о крепости заготовки, по ним допускается проводить сварку по наплавлению. Другая цифра (1) – прочность металла, которая создается без воздействия повышенных температур. При замене в маркировке цифры 1 на код 2 означает, что твердость получится создать лишь после обработки изделия при повышенной температуре.
Специфические коды
Существует одна разновидность зарубежной маркировки. Она входит в группировку индексов, однако располагается отдельно, показывает вид стержней. В нашем примере код «Е» – плавящийся материал, имеющий покрытие.

Разновидности покрытия
В маркировке стержней данный код расположен в конце строки. Это параметр показан знаком, означающим:
- «А» - кислотные;
- «Б» - имеющие основное покрытие;
- «Р» - поверхность из минерала рутила;
- «Ц» - целлюлозной обмазкой;
- «П» - другое.
Частенько попадаются комбинации различных букв. Говорит о том, что это комбинированное покрытие. Прочие кодировки расшифровываются таким образом:
- «РЦ» - минерал (рутил) и целлюлоза.
- «Ж» - содержится в составе добавка в виде порошка желтоватого оттенка.
Если комбинация из 2-х кодов – «БЖ», то показывает, что в главное покрытие добавлено порошковое вещество желтого цвета.
Положение в пространстве
Сварочные стержни разделяются на определенные виды. Конкретный из них используется для сварки в собственной позиции в пространстве. В показательном образце предпоследний цифровой код 2 означает, что с электродом можно использовать в любом положении, кроме как по вертикали.
- «1» универсальность;
- «3» допускается сваривать на заготовке по вертикали, если удерживать стержень по горизонтали;
- «4» сварка нижних углов изделий.
Таким способом маркируются как отечественные электроды, так и зарубежные.
Параметры сварочного тока
Знаки можно встретить не всегда, особенно при применении переменного тока. В нашем примере последняя цифра «0» означает, что допускается работать на постоянном значении тока, только при условии обратной полярности.

Производители сварочных электродов
На российском рынке расходных материалов представлен широкий выбор электродов, выпускающихся отечественными производителями. Технологические мощности производств позволяет закрыть потребности физических лиц и предприятий различной сферы деятельности.
Российские изготовители электродов делятся на 3 категории:
- Крупные производства, которые снабжают материалами основную часть покупателей.
- Заводы класса «импорт».
- Предприятия малого бизнеса, изготавливающие продукцию для удовлетворения собственных потребностей.
Перечислим несколько производственных компаний, выпускающих электроды:
Современное предприятие, производящее широкий диапазон продукции с покрытием.
Сварочные материалы выпускают в соответствии с госстандартами, изделия сертифицированы.
Изготавливает универсальные сварочные электроды.
Продукция российских производителей востребована в различных сферах деятельности, активно покупается не только в магазинах нашей страны, но и за рубежом.
Расшифровка сварочных электродов.
Какие стержни подходят для сварочных работ в быту
Видео, где представлена полная информация о подборе расходников для начинающих сварщиков:
Виды сварочных материалов
Электроды, использующиеся в работах с дуговой ручной сваркой, делятся на:
Производятся из разных видов материалов, отличающихся тугоплавкостью: вольфрам, графит, уголь. Предназначены для розжига и сохранения сварочной дуги. Места соединения заготовок заполняются присадками, созданными при помощи ручного поднесения расходника, который плавится.
Этот вид электрода расплавляется в процессе сварочных действий на поверхности конструкции. Производится из стали, чугуна, меди или другого металла. Конкретный вид сырья зависит от материала. Стержень выполняет функцию присадки, а также играет роль катода или анода. Бывают электроды покрытыми и непокрытыми.
По параметрам сварочного тока
Стержни сечением 4 мм. выбираются для сварки на простых сварочных устройствах. Их также применяют на наиболее производительных и мощных агрегатах.
Длина данного расходника – 35 и 45 см. Подходят для сварки тонких заготовок до 1 см. Функционируют на силе тока – 220А. Сварочными расходниками сечением от 5 до 12 мм. пользуются только в сварочных работах при наличии дополнительного освещения, созданного за счет мощных осветительных установок.

Заключение
Маркировка электродов важна для понимания их назначения и правильного выбора стержней для сварки. Они разные, зависят от заготовки. Несмотря на сложность, разобраться в них можно. Надеемся, что информация данной статьи в этом вам поможет.
Читайте также: