При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнению со сваркой в нижнем
Обновлено: 20.09.2024
Под режимом сварки понимают совокупность показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество тепла, вводимого в изделие при сварке. К основным показателям режима сварки относятся: диаметр электрода или сварочной проволоки, сила сварочного тока, напряжение на дуге и -скорость сварки. Дополнительные показатели режима сварки: род и полярность тока, тип и марка покрытия электрода, угол наклона электрода, температура предварительного нагрева металла.
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и силы сварочного тока. Скорость сварки и напряжение на дуге устанавливаются самим сварщиком в зависимости от вида сварного соединения, марки стали, марки электрода, положения шва в пространстве и т. д.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, вида сварного соединения, типа шва и др. При сварке встык листов толщиной до 4 мм в нижнем положении диаметр электрода берется равным толщине свариваемой стали. При сварке стали большей толщины применяют электроды диаметром 4—6 мм при условии обеспечения полной возможности провара металла соединяемых деталей и правильного формирования шва. Применение электродов диаметром более 6 мм ограничивается вследствие большой массы электрода и электрододержателя. Кроме того, прочность сварных соединений, выполненных электродами больших диаметров, снижается за счет возможного непровара в корне шва и большой столбчатой макроструктуры металла шва.
В многослойных стыковых и угловых швах первый слой или проход выполняется электродом диаметром 2—4 мм; последующие слои и проходы выполняются электродом большего диаметра в зависимости от толщины металла и формы скоса кромок.
В многослойных швах сварка первого слоя электродом малого Диаметра рекомендуется для лучшего провара корня соединения. Это относится как к стыковым, так и угловым швам.
Сварка в вертикальном положении выполняется обычно электродами диаметром не более 4 мм, реже — 5 мм; электроды диаметром 6 мм могут применяться только сварщиками высокой квалификации.
Потолочные швы, как правило, выполняются электродами не более 4 мм.
При сварке вертикальных и горизонтальных швов ток должен быть уменьшен против принятого для сварки в нижнем положении Примерно на 5—10%, а для потолочных — на 10—15%, с тем чтобы жидкий металл не вытекал из сварочной ванны.
Угловой шов измеряется катетом.
Числовыми коэффициентами формы и выпуклости шва задаются при проектировании сварных изделий. Например, Коэффициент формы провара при ручной дуговой сварке может быть принят от 1 до 20.
Уменьшение диаметра электрода при постоянном сварочном токе повышает плотность тока в электроде и глубину провара, что объясняется увеличенным давлением дуги. С уменьшением диаметра электрода ширина шва уменьшается за счет уменьшения катодного и анодного пятен. С изменением силы тока меняется глубина провара.
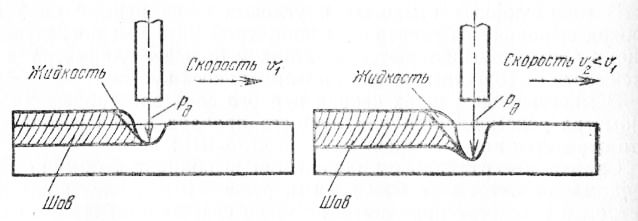
Направление давления дуги можно изменять наклоном электрода или изделия и тем самым достигать различной глубины провара при одном и том же токе.
Повышение напряжения дуги за счет увеличения ее длины приводит к снижению сварочного тока, а следовательно, и к снижению глубины провара. Ширина шва при этом повышается независимо от полярности сварки.
С увеличением скорости ручной сварки глубина провара и ширина шва понижаются.
При разработке технологии ручной сварки покрытыми электродами необходимо правильно выбрать: а) марку и диаметр электрода; б) род, полярность и величину сварочного тока; в) последовательность наложения швов.
Марка электрода выбирается в зависимости от требований, предъявляемых к сварному соединению, и условий сварки. В соответствии с ГОСТ 9466—75 во всех видах технической документации, там где предусмотрены сварочные работы, должны быть проставлены марка и диаметр электрода. Но часто на чертежах сварных конструкций проставляют только тип электрода. В этом случае необходимо выбрать промышленную марку электрода в соответствии с проставленным на чертеже типом, с учетом условий сварки данной конструкции. При этом учитываются: степень ответственности конструкции, химический состав стали, пространственное положение швов, имеющиеся в наличии источники питания сварочной дуги, квалификация сварщиков.
Диаметр электрода выбирается в зависимости от толщины основного металла с учетом пространственного положения сварки, В целях повышения производительности необходимо стремиться к выполнению сварки электродами возможно большего диаметра. Однако применение электродов чрезмерно большого диаметра может привести к дефектам сварки (непровар корня шва, прожоги основного металла) и затрудняет выполнение вертикальных и потолочных швов.
При сварке в нижнем положении углеродистых и низколегированных сталей каких-либо ограничений на диаметр электрода не существует. В этом случае максимально возможный диаметр электрода определяется толщиной основного металла и квалификацией сварщика (таблица 16). При многослойной сварке для наложения первого слоя (корень шва) применяют электроды диаметром 1,6— 3,0 мм. Последующие слои выполняют электродами диаметром 4— 6 мм.
При сварке вертикальных швов максимально возможный диаметр электрода — 5 мм. При потолочной сварке не рекомендуется применять электроды диаметром более 4 мм.
Максимально – возможный для данных конкретных условий сварки диаметр электрода, которым может работать сварщик, при условии высокого качества сварки является наиболее объективным показателем его квалификации.
Род и полярность сварочного тока определены сварочно-тех-нологическими характеристиками выбранной конкретной марки электрода. Электроды, предназначенные для сварки постоянным током, не обеспечивают нормального горения дуги на переменном токе. Если выбранная марка электрода допускает сварку постоянным и переменным током, то выбор рода тока определяется наличием тех или иных источников питания сварочной дуги, а также технико-экономическими соображениями.
Сварка переменным током имеет существенные экономические преимущества перед сваркой постоянным током. Технологическим достоинством сварки переменным током является слабовыраженное явление магнитного дутья. Достоинствами сварки постоянным го-ком являются более стабильное горение дуги и несколько лучшие качественные показатели.
Там, где по технологическим соображениям не требуется сварка постоянным током, по экономическим соображениям следует применять сварку переменным током.
Величина сварочного тока выбирается в зависимости от диаметра электрода, принимается во внимание и его марка (имеется в виду. в основном, вид покрытия).
При этом учитываются следующие факторы:
а) пространственное положение сварки;
б) толщина основного металла;
в) химический состав и технологические свойства стали.
При малом токе в сварочную ванну будет поступать недостаточное количество тепла и возможно несплавление основного и электродного металла — непровар. При большом токе увеличивается разбрызгивание электродного металла, стержень электрода сильно разогревается и начинает быстрее плавиться. Это создает излишек электродного металла в шве и может привести к непровару в случае попадания жидкого электродного металла на нерасплавленный основной металл. Перегрев электродного стержня приводит также к растрескиванию покрытия электрода. В результате куски электродного покрытия могут попадать в сварочную ванну и оставаться в шве в виде шлаковых включений.
Для ориентировочного определения величины сварочного тока при сварке в нижнем положении стыковых швов конструкций из углеродистых сталей можно пользоваться формулой: 1 — Kd, d — диаметр электрода; К — коэффициент, зависящий от диаметра электрода.
При сварке угловых швов можно устанавливать больший ток, так как в этом случае отсутствует опасность сквозного проплавления (прожога).
При сварке в вертикальном положении сварочный ток устанавливают на 10—15% меньше в сравнении со сваркой в нижнем положении. При потолочной сварке ток уменьшают на 15—25%,
При толщине металла менее 1,5 d сварочный ток уменьшают на 10—15%, а при толщине более 3 d — увеличивают на 10—15% в сравнении с полученным по формуле.
При сварке низколегированных сталей с повышенным содержанием легирующих элементов и легированных сталей сварочный ток уменьшают на 10—20% в сравнении со сваркой малоуглеродистых сталей.
Рекомендуемая величина сварочного тока указывается в паспорте (на этикетке) данной марки электрода. При сварке ответственных конструкций выбранный режим сварки проверяется практическим путем. С этой целью сваривают, опытные образцы из той же стали, из которой изготовлена конструкция, и в том же положении, в каком предстоит сварка.
Рациональная последовательность наложения швов определяется многими факторами. Основные из них следующие: назначение и степень ответственности конструкции, химический состав сталд толщина основного металла, протяженность швов, взаимное расположение швов.
Сварка углеродистых и низколегированных конструкционных сталей
Классификация сталей. Сталь является железоуглеродистым сплавом с содержанием углерода условно до 2%. В стали всегда присутствуют марганец и кремний, а также, к сожалению, вредные побочные примеси серы и фосфора.
Стали можно классифицировать по различным признакам. По химическому составу стали классифицируют на углеродистые и легированные. По назначению стали классифицируют на конструкционные, инструментальные и специальные.
Режимы ручной дуговой сварки
Несмотря на появление нового удобного оборудования, ручная сварка не сдает своих позиций. Привлекает простота использования и отсутствие необходимости больших затрат. Для того, чтобы сварной шов получился наиболее качественным, требуется провести подготовительные работы, в которые входит установление режимов, необходимых для конкретного вида материалов для соответствия требованиям технологического процесса.
Режим ручной дуговой сварки - это установка параметров, максимально гарантирующих образование сварного шва, имеющего требуемые габариты и конфигурацию, а также необходимые для конкретного соединения характеристики. Параметры режима ручной дуговой сварки делятся на основополагающие и дополняющие их. Выбор и установка параметров производится самим сварщиком согласно существующим требованиям. На выбор оказывают влияние вид сварного соединения, артикул металла свариваемых деталей и проводника тока, пространственное расположение.

Основные параметры
Наиболее значительные параметры ручной дуговой сварки:
- ток;
- напряжение;
- полярность;
- диаметр электрода;
- скорость;
- амплитуда колебаний поперек шва.
Вид и размер этих параметров подбираются сварщиком перед началом работы на основе рекомендаций и личного опыта.
Величина тока
Это значение значительно влияет на качество получаемого шва и скорость сварочного процесса. Между параметрами существует прямая зависимость: величину тока при сварке устанавливают согласно диаметру выбранного электрода, а диаметр, в свою очередь, зависит от толщины свариваемых элементов.

Для более точного расчета значения тока используют формулу, в которой оно прямо пропорционально диаметру электрода. При этом применяется поправочный коэффициент. Для разных диаметров он является различным. При каком значении силы тока проводят ручную электродуговую сварку? При слабом токе нарушается стабильность дуги, шов не будет провариваться целиком, что вызывает появление трещин. Повышенное значение тока вызывает быстрый процесс сварки и приводит к усиленному распространению брызг.
Диаметр электрода
Выбор режима сварки при ручной электродуговой сварке включает необходимость грамотного определения необходимых диаметров электродов. Электроды, имеющие диаметр свыше 6 мм, отличаются большим весом, при котором их трудно удерживать в нужном направлении длительное время. Кроме того, при использовании таких электродов плохо проваривается корень шва.
Если используется многопроходной вариант, то первый слой проводится электродом 2-3 мм, а для последующих можно использовать большее значение диаметра. Это имеет большое значение при сварке ответственных конструкций, поскольку меньший диаметр обеспечивает лучшую проварку корня. При одном заходе можно сразу применять электрод большого диаметра.
При решении задачи правильного выбора диаметра электрода рассматривается марка свариваемых поверхностей. Например, для сварки чугунных изделий хорошо себя зарекомендовали электроды небольшого диаметра. Уровень тепла при этом понижается и образуется валик небольшого сечения. Если была осуществлена предварительная разделка кромок, то допускается использование электродов диаметром 3 мм, не слишком ориентируясь на толщину деталей.
Напряжение дуги
Этот параметр зависит от длины дуги, то есть расстояния от конца электрода до металлической поверхности. Дуга имеет разные размеры. Больше дуга - больше напряжение. Для плавления расходуется значительное количество тепла. Сварочный шов становится шире, а глубина провара меньше.
Скорость
Режимы ручной дуговой сварки покрытыми электродами включают установление скорости. Чтобы избежать переполнения ванны и, как следствие, возникновения на металле подтеков, следует выбрать оптимальное значение скорости и поддерживать его постоянным на протяжении всего процесса. Большая скорость приведет к недостаточному провару шва, что вызовет появление трещин.
При слишком медленном перемещении жидкий металл начнет собираться впереди дуги. Шов получится неровным, появятся непровары. Для получения удачного шва скорость должна быть 35-40 м/час. Тогда сварочная ванна будет находиться сверху поверхности кромок, не образуя стекания вниз. Переход ее к соединению будет плавным, наплывы и подрезы не образуются.

Ширина шва уменьшается при увеличении скорости.
Полярность
Как правило, для сварочных работ применяют ток постоянной величины. Прямая полярность при постоянном токе дает возможность сваривать толстые детали. Чтобы избежать появления прожогов при соединении тонких металлов включают обратную полярность. Сварку переменным током практически не применяют, поскольку это снижает производительность.

Выбор режима сварки при ручной дуговой сварке заключается, в частности, в возможности проводить процесс при разных полярностях. При прямом варианте проводник тока подключают к клемме с минусом, а металлическое соединение к плюсу. Интенсивней, чем электрод, начинаются расплавляться элементы сварного соединения. Это дает преимущество при сварке толстых металлических деталей.
Обратная полярность получается при подключении электрода к плюсу, а металлических деталей к минусу. Это обеспечивает интенсивный расплав электрода, превосходящий плавление деталей.

Объяснение является достаточно простым и соответствует физическим законам. Где плюс, там нагревание больше. Соответственно, при прямой полярности выше нагреваются свариваемые детали. Становится возможным соединение крупных изделий. Применение такого вида полярности на тонких деталях вызовет прожоги, и шов будет некачественным. Поэтому для соединения тонких деталей обеспечивают обратную полярность.
Особенности при вертикальном расположении
Сварка в вертикальном положении является более сложной по сравнению с горизонтальным вариантом. Поэтому выбор режимов дуговой сварки в этом случае является особенно важным.
Как корректируют величину сварочного тока в вертикальном положении? Первое требование относится к дуге - она должна быть короткой. Объем сварочной ванны не должен быть большим. Для ее уменьшения следует использовать электроды небольшим диаметром, а величину тока устанавливать на 10-15% меньше, чем, когда сварка проводится в горизонтальном положении внизу.
Дополнительные параметры
Режимы сварки электродуговой включают не только основные, но и дополняющие их параметры. Такие режимы дуговой сварки так же оказывают влияние на конечное получение сварного шва.
Вылет электрода
Вылетом электрода называется расстояние от торца электрода до поверхности металлической детали. Он оказывает влияние на процесс сварки и размеры получаемого шва.

Увеличение этого параметра снижает стабильность горения дуги. Металл начинает сильнее разбрызгиваться. Маленький вылет делает затруднительным наблюдение за сварочным процессом. Набрызгивание происходит на сопло.
Толщина электродного покрытия
Режимы ручной дуговой сварки включают особенности электродов, в частности, его покрытие, а именно его толщина. Этот параметр регламентирует ГОСТ 9466. Оптимальное покрытие предполагает нахождение его торцевого размера в пределах 0,5-2,5 мм. Применение проводников тока с такой толщиной покрытия обеспечивает получение прочного шва, выдерживающего большие нагрузки.
Число проходов
Однопроходной способ сварки предполагает сваривание одним слоем. Колебательные движения при этом не делаются. Он применяется при сварке деталей небольшой толщины, когда ширина шва не превышает 14-15 мм. При этом уменьшается величина остаточных деформаций. Для стыковых соединений, особенно при сварке толстых элементов, используют несколько слоев, и этот способ называется многопроходным.
Шов, осуществленный за один проход, имеет ванну большего размера. Преимуществами являются высокая производительность процесса и экономичность способа. К недостаткам относятся снижение пластичности шва и слишком большая зона нагрева. Все швы при многопроходной сварке выполняют электродами одного размера.
Интересное видео
Основные режимы и параметры сварки
Во время любых строительных и промышленных работ часто применяется сварка. При помощи нее можно сваривать различные металлические конструкции, осуществлять ремонт оборудования и других изделий.
Существуют разные виды сварочных технологий, которые используются в зависимости от типа металла, его толщины, прочности и других важных параметров. Но также качество соединения зависит и от правильно выставленных настроек на сварочном оборудовании. Стоит предварительно рассмотреть основные режимы сварки, их особенности и правильную настройку.

Параметры сварки
Чтобы выполнить правильный выбор режима сварки стоит рассмотреть параметры сварочной технологии. Каждый сварщик должен знать, из каких веществ состоит металла, отличия состава, толщину и вид конструкции. После получения требуемой информации выставляют правильный режим. Имеется много критериев, от которых зависят качественные характеристики работ. По этой причине их разделяют на основные и дополнительные параметры режима сварки.
Основные
Основные параметры режима сварки оказывают влияние на объемы требуемой энергии, а также они определяют ее передачу на металлическую поверхность.
Среди главных показателей сварочной технологии можно выделить:
- сила тока;
- вид полярности тока;
- род тока;
- размер диаметра стержней;
- показатель длины дуги;
- уровень напряжения;
- скорость движения вдоль соединения;
- число проходов.
Каждый критерий параметр оказывает влияние на свойства формирования соединения. В процессе сваривания можно изменять показатели, это позволит получить более прочный и надежный шов.
Существуют определенные особенности основных параметров, которые необходимо учитывать при проведении сварочных работ:
- От показателя силы тока зависит интенсивность расплавления металла. Чем выше данный параметр, тем производительнее сварочный процесс. Если будет установлена высокая сила тока без учета требуемого диаметра электрода, тогда будет отмечаться снижение качественных характеристик шва. А при низком токе происходит обрывание дуги, и в результате этого появятся области с непроварами.
- Полярность тока является направлением движения энергии (от катода к аноду и наоборот). Совместно с направлением подбирают ток - он может быть постоянного или переменного типа. Если осуществляется сваривание с использованием постоянного тока с обратной полярностью, то соединение получится глубже на 40 %.
- При сваривании расплавляемый материал должен равномерно заполнять соединение. Иначе прочностные характеристики снизятся.
Дополнительные
Однако чтобы режим сварки был правильным, стоит выставить правильные настройки. Но они обычно устанавливаются с учетом дополнительных параметров, среди которых можно выделить:
- вылет стержней;
- вид материала и толщина покрытия электрода;
- температурные показатели свариваемых изделий;
- вид расположения элементов;
- форма кромок;
- степень подготовки поверхности.
Как подобрать сварочный ток
Расчет режимов ручной дуговой сварки осуществляется с учетом выставления главных параметров тока, а именно рода, полярности и силы. В зависимости от рода ток бывает переменным и постоянным. Полярность делится на прямую и обратную.
Рассматривая основные параметры режима сварки, стоит обратить внимание на величину силы тока. Она подбирается при помощи определенных таблиц. Показатель тока определяется в соответствии с толщиной свариваемых изделий из стали, сварочной проволоки. А вот точные показатели юстировки определяются в зависимости от вида дуги и соединения. Стоит учитывать, что чем сильнее ток, тем температурные показатели под основанием дуги будут выше. Это все отразится на скорости сварочных работ.
Проведение сварочной технологии с использованием тока с высокой силой и сильно тонкого сварочного провода может к перегреву и разбрызгиванию расплавленного металла. Если применяются слишком тонкие элементы, то данный режим может привести к их прожиганию.

При использовании тока со слабой силой может происходить обрывание дуги, она становится неустойчивой. В итоге соединение выходит низкого качества, образуется много зон с непроварами. По этой причине многие сварщики не советуют использовать данный режим.
Важно! Глубинные показатели сварочной ванны зависят от типа используемого тока. Если оборудование используется на переменном токе, то показатель глубины провара будет на 15 % выше, чем у переменного тока.
При прямой полярности отмечается сильное нагревание металлического изделия. По этой причине данную полярность рекомендуется применять для сваривания толстых элементов, потому что для образования качественного соединения требуется большее расплавление металла. Если прямая полярность будет применяться для тонких деталей, то они быстро сгорят и шов выйдет низкого качества. Для тонких изделий стоит применять ток с обратной полярностью.
Взаимосвязь между силой тока и толщиной электрода
Рассматривая параметры сварки, стоит обратить внимание на связь между силой тока и толщиной электрода. Размер стержня должен подбираться в соответствии с толщиной свариваемого шва и с используемым методом сварочной технологии. К примеру, для изделия с толщиной 3-4 мм рекомендуется применять стержни 3 мм. Сваривание многопрофильных элементов осуществляется в несколько проходов, на начальном этапе используется электрод с размером 4 мм.

После выбора стержней стоит воспользоваться специальными таблицами, в которых указывают требуемые показатели силы тока, именно они позволяют выполнить правильный расчет режимов сварки. К примеру, для стержней 3 мм соответствует показатель 65-100 А. Для вертикальной и потолочной сварки подходит электрод с диаметром не менее 4 мм. При горизонтальном сваривании сила тока снижается на 15-20 %.
Особенности длины дуги
На выбор и расчет режимов сварки оказывает влияние длина дуги, а именно расстояние от конца стержня до заготовки. Этот критерий зависит от выбранных стержней, обычно он указывается в специальных таблицах.
Стоит отметить! Чтобы получить прочное сварное соединение и качественное проваривание требуется добиться единого значения длины дуги по всей области шва. Для этого требуется опыт и определенные навыки.
Для стержней с диаметром 4 мм показатель длины дуги должен быть 4,5 мм. Сохранить данное состояние в течение сварочного процесса достаточно тяжело. Обычно для этих целей применяются сварочные каретки.
Диаметр электрода
Выбор параметров режима сварки осуществляется с учетом типа электрода. Диаметр зависит от показаний толщины металлического изделия и положения соединения. Независимо от толщины швы в разных положениях свариваются при помощи стержней с диаметром 4 мм.
Если шов обладает многослойной структурой, то для сваривания первого соединения стоит использовать стержни 3 или 4 мм. Остальные швы обрабатываются при помощи электродов с большим диаметром. Ниже имеется таблица режимов сварки, в которой указана толщина металла, диаметр электрода и сила тока.
Угол наклона электрода
Выполняя расчет режимов сварки полуавтоматом необходимо брать во внимание критерии угла наклона электрода. При сваривании стержень по отношению к шву должен быть с небольшим отклонением от нормы на 10 градусов. Глубина и ширина соединения зависит от расположения стержней к стыку.

Если сваривание осуществляется углом вперед, то глубинные показатели уменьшатся, а соединение расширится. Это происходит потому, что дуга нагоняет волну расплава перед собой, через которую выполняют расплавление металла.
Если выбирается режим с углом наклона назад, то расплав будет переходить в конец сварочной зоны. Электрическая дуга оказывает прямое влияние на соединяемые изделия. В результате этого будет увеличение глубины проплавления стыка и уменьшение ширины шва.
Наклон заготовок
Если вы думаете над тем, как рассчитать режим сварки, то не стоит упускать показатель наклона заготовок, которые используются для сваривания. В момент, когда держак проводят сверху вниз, то под дугой происходит утолщение расплава. В итоге глубина провара становится меньше, а соединение расширяется. Если сваривание начинается с нижней части с последующим движением вверх, то слой расплава под дугой истончается. Глубина ванны повышается, а соединение становится уже.
Если соблюдать угол в пределах указанных параметрах, то будет формироваться нормальное соединение. При большем уклоне и при осуществлении сварки на спуск из кратера вытечет весь расплавленный металл. А при проведении сваривании сверху вниз будут возникать области с непроварами.
Скорость провара
Стоит учитывать, что расчет скорости сварки может влиять на прочностные качества соединения. При осуществлении сваривания расплавленная металлическая масса должна заполнять ванну. Должен выйти равномерный переход с образованием нормального покрытия кромок, а структура соединения должна быть без подрезов, наплывов.
Оптимальная длина шва должна быть в 1,5-2 раза больше диаметра применяемого стержня. Если будет превышена скорость сварки, то металлическая структура не сможет нормально прогреться, а прочность снизится.
Если изучить все важные параметры, то можно будет понять что такое режим сварки, и для чего он нужен. Правильные настройки и параметры позволяют выполнить качественное и прочное соединение, которое будет обладать высокой износостойкостью. Каждый показатель имеет огромное значение, особенно при изготовлении больших конструкций особого значения.
1. Выбор силы сварочного тока зависит от: диаметр электрода, марки стали детали и положения сварки в пространстве
2.Существуют способы уменьшения, предупреждения деформаций при сварке. Один из них - обратный выгиб детали - это: перед сваркой детали предварительно изгибают на определенную величину а обратную сторону по сравнению с изгибом, вызываемым сваркой
3.Обратноступенчатый шов выполняется следующим образом:длину шва разбивают на ступени и сварка каждой ступени производится в направлении, обраном общему направлению сварки
4.К каким дефектам относятся трещины, поры? к наружным и внутренним
5. При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнении со сваркой в нижнем положении должна быть. уменьшена на 5-10%
6.Что не входит в дополнительные показатели режима сварки? напряжение
7.Как влияет увеличение напряжения на размеры и форму шва? увеличивает ширину шва
8.Сварочная электрическая дуга представляет собой: столб газа, находящего в состоянии плазмы
9. Причина возникновения деформаций при сварке - это: неравномерный нагрев и охлаждение свариваемой детали
10. Заварка кратера производится следующим образом: плавным обрывом дуги
11. Выбрать правильный ответ: при недостаточном токе дуга горит не устойчиво, электрод плавится медленнее
12. Сварочные деформации при сварке плавлением возникают: всегда
13. Как изменяется величина сварочного тока при увеличении длины дуги? уменьшается
14. В дополнительные показатели режима сварки не входит: скорость сварки
15. Если свариваемые детали лежат под углом друг к другу и соприкасаются торцами, то соединение называется угловым
16. Статическая вольт-амперная характеристика сварочной дуги это: зависимость напряжения сварочной дуги от силы сварочного тока
17. Ионизация столба сварочной дуги необходима для: стабилизации горения дуги
18. К сварочным швам средней длины относятся швы длиной: 250-1000мм
19. Что нужно сделать с силой тока для сварки в горизонтальном положении? уменьшить
20. Выбрать основные параметры режима сварки: сила тока.диаметр электрода.скорость сварки. напряжение на дуге
21. Какой способ сварки труб применяется при неповоротном, недоступном положении способ "с козырьком"
22. При ручной сварке повышение напряжения дуги приводит: к снижению сварочного тока
23. Как называется дефект, представляющий собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва? подрезы
24. При сварке в нижнем положении угол наклона электрода от вертикальной оси составляет: 15-20гр.
26. Стабильность горения дуги зависит от наличия ионизации в столбе дуги
27. Зона термического влияния – это: участок основного металла, не подвергшийся расплавлению, структура которого изменяется
28. Электроды с тонким покрытием обозначаются буквой М
29. Горячие трещины в металле шва возникают из-за повышенного содержания водорода
30. Водород образует в металле шва при сварке поры
31. Покрытые электроды предназначены для ручной дуговой сварки
32. Основное покрытие электрода обозначается буквой Б
33. Основной вид переноса металла при ручной дуговой сварке покрытым электродом крупнокапельный
34. При ручной дуговой сварке наибольшая температура наблюдается в столбе дуги
35. Шов на "проход" выполняется следующим образом деталь проваривается от одного края до другого без остановок
36. Сварка сталей, относящихся к первой группе свариваемости, выполняется: без особых ограничений, в широком интервале тепловых режимов, независимо от температуры окружающего воздуха
37. Правильной подготовкой стыка изделий толщиной более 15 мм является Х–образная разделка кромок
38. Диаметр электрода равен диаметру стержня
39. Знаменатель полного обозначения электрода марки АНО-4 выглядит так:
Что обозначает цифра 2? для сварки во всех пространственных положениях, кроме вертикального сверху вниз
Катет шва наиболее точно можно измерить с помощью шаблона
41. Знаменатель полного обозначения электрода марки УОНИИ-13/45 пишется так:
Что обозначает цифра 0? для сварки на постоянном токе обратной полярности
43. Расшифровать тип электрода Э46А, где Э - электрод, 46-А - это: временное сопротивление разрыву
44. Что указывается в типе электрода для сварки легированных сталей? химический состав стержня
45. Что означает цифра 2 в обозначении марки электрода
Е 430-Р21 пространственное положение сварки
46. Подставить недостающую цифру вместо звездочки в условное обозначение электрода:
47. К какому полюсу источника питания подключается электрод при сварке на обратной полярности? к положительному полюсу
48. Номинальный сварочный ток и напряжение источника питания – это: ток и напряжение, на которые рассчитан нормально работающий источник
49. Для чего используется обратный провод? для соединения изделия с источником питания
50. Выберите тип электрода для сварки углеродистых сталей Э-46
51. Выбор типа, марки электрода зависит от марки свариваемого металла
52. Для чего в разделке заготовок делают притупление кромок? исключить прожог
53. Укажите газ, не оказывающий отрицательного влияния на качество сварного шва .гелий
54. Непосредственно к сварному шву прилегает участок неполного расплавления
55. Разрушение при горячей пластической деформации (красноломкость) в стали вызывает повышенное содержание серы
56. Усадка металла сварного шва наблюдается при большой массе металла в сварочной ванне
57. Возбуждение сварочной дуги производится постукиванием или легким касанием электрода по заготовке
58. Как влияет уровень легирования стали на ее свариваемость? ухудшается
59. Выпрямители имеют маркировку ВД
60. Если переключить соединение обмоток 3-х фазного трансформатора со звезды на треугольник, то сварочный ток увеличится
61. Как регулируется сила сварочного тока в балластном реостате РБ-201? через каждые 10А, т.е. ступенчато
62. Как включаются обмотки трехфазного трансформатора при малых токах? звездой
63. Напряжение холостого хода источника питания – это: напряжение сети, к которой подключен источник питания
64. Сварочный выпрямитель относится к: оборудованию для сварки
65. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе? путем изменения расстояния между обмотками
66. Обмотки трехфазного трансформатора при больших токах включаются треугольником
67. ВД–306 обозначает: выпрямитель для РДС, номинальный сварочный ток 300А
68. Сварочный трансформатор является источником переменного тока
69. Температура плавления стали находится в промежутке 1200–1600 градусов
70. Поставьте операции по порядку (цифры 1-6) 1. зажигание дуги;
1. зажигание дуги;
2. перемещение электрода;
3. удержание дуги;
4. подготовка кромок;
5. отбитие шлака;
6. сборка изделия.
71. Соотнесите виды покрытий с их обозначениями:
1) рутиловое 2) кислое 3) основное 4) целлюлозное
а) А б) Б в) Ц г) Р д) П
72. Вставьте пропущенное слово: "Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора увеличится
73. От каких параметров зависит выбор силы сварочного тока? Диаметра электрода, марки стали детали, положения сварки в пространстве
74. Что не входит в дополнительные параметры режима сварки? Напряжение на дуге, скорость сварки
Дополните предложение: "Сварочная электрическая дуга – это Столб газа, находящийся в состоянии плазмы
75. Как изменяется величина сварочного тока при увеличении длины дуги? Уменьшается
76. Дополните предложение: "Если свариваемые детали лежат под углом друг к другу и соприкасаются торцами, то это соединение называется Угловым
Сварочные швы средней длины – это швы длиной 250–1000мм
77. Перечислите основные параметры режима сварки Сила тока, диаметр электрода, скорость сварки
78. Как называется дефект, представляющий собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва? Подрезы
79. Что нужно сделать с силой тока для сварки в горизонтальном положении? Уменьшить
80. Какой способ сварки труб применяется при неповоротном, недоступном положении? "с козырьком"
81. При сварке в нижнем положении угол наклона электрода от вертикальной оси составляет
82. Дополните предложение: "Зона термического влияния – это Участок основного металла, не подвергшийся расплавлению, структура которого изменяется
83. Электроды с тонким покрытием обозначается буквой М
84. Основное покрытие электрода обозначается буквой Б
85. Катет шва наиболее точно можно измерить с помощью шаблона
86. Расшифровать тип электрода Э46А, где Э – электрод, 46-А – это Временное сопротивление разрыву, пластичность и вязкость металла шва
87. К какому полюсу источника питания подключается электрод при сварке на обратной полярности? К положительному полюсу
88. Для чего используется обратный провод? Для соединения изделия с источником питания
89. Для чего в разделке заготовок делают притупление кромок? Исключить прожог
90. Как регулируется сила сварочного тока в балластном реостате РБ-201? Через каждые 10А, т.е. ступенчато
91. Как включаются обмотки трехфазного трансформатора при малых токах? Звездой
92. Как осуществляется плавное регулирование силы тока сварочном трансформаторе? Путем изменения расстояния между обмотками
93. Вставьте пропущенное слово: "Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора Увеличится
Читайте также: