При выполнении сварки в условиях отрицательной температуры необходимо
Обновлено: 20.09.2024
Стали классов до С52/40 включительно можно сваривать при отрицательных температурах с соблюдением нескольких ограничений. При этом в расчет следует брать не столько температуру окружающего воздуха, сколько температуру самой стали, так как из-за значительной теплоемкости и ограниченного теплоотвода стали разница этих показателей часто бывает велика.
Ручную и полуавтоматическую сварку углеродистых сталей толщиной до 30 мм разрешается производить при температуре до минус 20 °С. Низколегированные стали при такой температуре можно сваривать при толщине не более 16 мм. Большие толщины низколегированных сталей разрешается варить при их температуре от минус 10° до плюс 5 °С, в зависимости от типа конструкций и толщины элементов.
В прочих случаях проводят предварительный подогрев стали в зоне выполнения сварки до 120—160 °С на ширину 100 мм в обе стороны от стыка. Длина подогреваемого участка обычно не превышает одного метра и зависит от выбранного способа выполнения шва. При обратноступенчатой сварке или сварке двойным слоем подогревают весь стык (до 1 м), а при сварке секциями подогревают стык на длину первой секции.
Сварку листовых конструкций из стали толщиной более 20 мм необходимо производить способами, обеспечивающими уменьшение скорости охлаждения (секциями, каскадом и т, п.).
Корневые участки швов следует выполнять способами двойного слоя (см. рис. 25).
При температуре низколегированной и упрочненной стали ниже минус 5 °С сварку следует проводить от начала до конца шва без перерыва, за исключением времени, необходимого на смену электрода и зачистку шва в месте возобновления сварки. Прекращать сварку до выполнения шва проектного размера и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного перерыва процесс следует возобновлять после повторного подогрева.
С понижением температуры режимы сварки, если это не ухудшает качество и внешний вид сварного соединения, рекомендуется увеличивать на 10—15 %.
Для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С, вырубку дефектов швов и основного металла при отрицательных температурах можно выполнять после подогрева зоны исправления до 100—120 °С. Заварку дефектов швов следует производить после подогрева зоны до 180—200 °С.
Подогрев стали можно осуществлять с помощью достаточно мощных воздушно-пропановых или газокислородных сварочных горелок, а также с использованием подогревающего Пламени ручных резаков или многофакельных специальных горелок.
Температуру подогрева контролируют с помощью контактных термопар, термокарандашей или термокрасок.
Сборку конструкций при отрицательных температуpax следует осуществлять без ударов и чрезмерного натяжения собираемых элементов. Холодная правка не допускается.
При температуре ниже минус 30 °С конструкции из любой стали, если возможно, следует собирать без прихваток.
Если необходимо срезать монтажные или крепежные приспособления при низких температурах, основной металл в местах расположения таких приспособлений в радиусе 200—300 мм перед резкой следует подогревать до 100—150 °С.
С целью повышения хладостойкости металла сварных швов для механизированной сварки металлических конструкций из низколегированных сталей рекомендуется применять керамический флюс флюоритно-основного типа, например АНК-57. Этот флюс в сочетании с низкоуглеродистой и низколегированной проволокой обеспечивает высокие механические свойства металла шва при температуре минус 40 °С. Флюс обладает высокими сварочно-технологическими свойствами: дает хорошее формирование швов, легкую отделимость шлаковой корки, устойчивое горение дуги.
Сварку ведут на постоянном токе обратной полярности величиной 600—750 А; напряжение на дуге 30—36 В; скорость сварки 22—30 м/ч. Разделка кромок должна соответствовать ГОСТ 8713—79.
Швы, заваренные под флюсом АНК-57, по стойкости против образования пор и против образования кристаллизационных трещин, не уступает швам, заваренным под флюсом АН-348А.
Сварка соединений из низколегированных сталей с нитридным упрочнением классов С52/40 и С60/45 толщиной до 28 мм под флюсом с подачей на вылет электрода металлической крупки (ППМ) после проварки корневого шва электродами УОНИ-13/45 (после создания мягкой прослойки) возможна без предварительного подогрева за 2 прохода вместо 4—5 проходов с предварительным подогревом по обычной технологии.
Отказ от предварительного подогрева основан на том, что при сварке под флюсом с крупкой сопротивляемость образованию горячих трещин возрастает в 2—4 раза по сравнению с обычной сваркой.
Удовлетворительные результаты механических испытаний получены при сварке стыковых и угловых швов такой стали в среде защитных газов. В частности, допускается использовать для сварки в среде смеси углекислого газа с аргоном проволоку Св-08Г2С диаметром 1,2—2 мм и проволоку Св-10ХГСН2М10 диаметром 1,6 мм.
Двухстороннюю сварку проволокой диаметром 1,2 мм при Х-образной разделке кромок стали толщиной 28 мм рекомендуется вести на режиме: сварочный ток 120—180 А; напряжение на дуге 20—21 В; скорость подачи проволоки 170—210 м/ч; скорость сварки 0,9—1,6 м/ч.
Сварка при низких температурах
Обычно сварочные работы стараются проводить летом или весной. Однако как быть, если выполнение сварки необходимо при отрицательных температурах? Еще несколько лет назад представить себе работы со сваркой холодной осенью или зимой было невозможно, сегодня же, благодаря современному оборудованию — это реальность. Итак, давайте разберемся, чем сварка на морозе отличается от сварки летом, как низкая температура влияет на качество сварки, а также каких правил стоит придерживаться, чтобы выполнить работы безопасно и качественно.
Влияние минусовой температуры на качество сварки
Работы по сварке в условиях низких температур требуют от мастера-сварщика не только навыков, но и особых знаний нагрева металла на морозе. Отметим, что сварочные работы при температуре не ниже минус 10°С можно проводить обычным способом. Однако более низкие температуры могут оказать влияние на качество швов, прочность соединений и даже работоспособность техники. Какие явления наблюдаются при сварке на холоде:
- Время жидкого состояние сварочной ванны сокращается на 10%, ударная вязкость стали ухудшается. Металл становится хрупким, быстрее остывает и кристаллизуется, растворенные газы не до конца выходят из сварочной ванны, и в швах возникают поры и трещины.
- Тепло от зоны сварки отводится интенсивнее. Кромки свариваемых элементов переплавляются хуже. Между металлом шва и основным материалом может не получиться качественного сплавления (непровар).
- Влага может попасть в зону сварки. Это снижает качество металла шва. Влага появляется в целом от холодного воздуха, инея, который образуется на свариваемых кромках, а также, если электроды долгое время были хранились на холоде.
Бытовые сварочные работы обычно проводят углеродистой сталью. Обратим внимание, что если соединяемые элементы имеют толщину не больше 16 миллиметров, с ними можно работать как при обычной сварке до минус 30°С. Если сталь низколегированная — до минус 15°С.
Интересный факт: сварочные работы возможны даже в открытом космосе, где температура составляет минус 273°С. Впервые работы в космосе провели в 1984 с помощью электронно-лучевой сварки.
Правила сварки при отрицательных температурах
Говоря о правилах сварки при отрицательных температурах, необходимо прежде обратить внимание на оборудование, с помощью которого проводят работы. Если на момент проведения сварки температура окружающего воздуха не ниже минус 10°С, для работы допустимо использовать стандартное сварочное оборудование. При температуре ниже минус 10°С лучше использовать специализированное оборудование для работы на холоде, профессиональное или полупрофессиональное. Его комплектуют элементами, которые устойчивы к низким температурам. Электроды, применяемые в работе, должны соответствовать стандартам и техническим условиям. У аппарата должны быть сертификат, где указан завод-производитель, обозначен тип, марка и диаметр, партия и дата изготовления.
Также для обеспечения безопасности и качества работы рекомендуем придерживаться основных правил сварки конструкций при низких температурах:
- Очищать от снега детали и место для сварки.
- Предварительно прогревать свариваемые металлы. Например, если работы проводятся при температуре воздуха минус 20°С, необходимо прогревать металл до 120-160°С. Эта рекомендация не относится к меди или алюминию, их можно сваривать без прогрева.
- При работе на открытом воздухе нужно применять постоянный электрический ток обратной полярности.
Стоит знать и частные правила:
- Не накладывать швы друг на друга, избегать стремительных переходов между металлами разной толщины.
- Начинать работу со стыковых швов.
- Сократить количество металла в жидком состоянии.
- При работе необходимо одновременно на 10-15% увеличивать ток сварки и снижать скорость перемещения электрода.
- Зачищать кромки элементов, которые были сварены.
- Заменить прихватки струбцинами или другими приспособлениями.
- Использовать электроды, которые обеспечивают пластичные швы: Э50А, Э46А или Э42А.
Дополнительное оборудование для сварки на холоде
Сварка зимой может проводится не только на открытом воздухе, но и в зданиях, в условиях промышленных предприятий: в цехах, на складах, площадках строительства и.т.д. Если это так — для качественной работы требуется обогреть помещение. Именно для этих целей может потребоваться дополнительно оборудование. Это может быть тепловая пушка или дизельные и газовые устройства. Для первого устройства потребуется подключение к электрической сети, для второго — регулярное поступление топлива.
Практически все модели оборудования для обогрева имеют похожие конструкцию и принцип работы. Они выполнены в форме цилиндра, имеют элемент для нагрева и вентилятор с большой мощностью. Холодный воздух проходит через аппарат и выходит теплым.
Чтобы выбрать оборудование необходимой мощности, учитывайте объем обогреваемого помещения. Обратите внимание, что для использовать газовые или дизельные устройства можно только в хорошо вентилируемых помещениях.
Резюме
Сварочные работы зимой возможны и могут быть выполнены качественно. Для проведения сварки на открытом воздухе при низкой при температуре необходимо правильно подобрать оборудование и следовать основным правилам. Так работы до минус 10°С могут быть произведены стандартными бытовыми инверторами. В более жестких условиях понадобятся специализированные аппараты и знание тонкости работы со сваркой в холоде.
Похожие статьи
Разбираемся в основных методах сварки
Наиболее распространенные методы сварки, использующиеся в бытовых и профессиональных целях — ММА, MIG/MAG и TIG.
Книга: Оборудование грузоподъемное. Общие технические требования
3.4. Дополнительные требования к сварке при отрицательных температурах
3.4.1. Ручная и полуавтоматическая сварка стальных металлоконструкций должна производиться без подогрева при температуре воздуха не ниже указанной в табл. 10. -
Сварку при отрицательной температуре (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре.
Автоматическую сварку металлоконструкций из углеродистой и низколегированной стали при температуре воздуха не ниже ¾20 °С разрешается вести по той же технологической документации, что и при положительной температуре при обеспечении требуемого качества шва.
Таблица 10
Температура воздуха, °С
Толщина стали, мм
Листовые объемные и сплошные стенчатые
До 16 (включительно)
Примечание. Ручную и полуавтоматическую сварку при температуре выше —20 °С, но ниже указанной в таблице, следует производить с подогревом стали до 100—150 °С, в зоне выполнения сварки на ширину не менее 100 мм с каждой стороны. Подогрев производится также в случаях, указанных в пп. 3.4.2—3.4.5.
При более низкой температуре автоматическая сварка может производиться только по специально разработанной технологической документации, предусматривающей увеличение тепловложения и снижение скорости охлаждения, а также обеспечивающей получение качественных сварных швов.
3.4.2. При температуре окружающего воздуха ниже —5 °С все швы, выполняемые всеми видами сварки, заваривают от начала до конца без перерыва в последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процессов, как указано в п. 3.3.13.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции.
3.4.3. К сварке стыковых швов предъявляются следующие требования:
техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при толщине металла до 16 мм отличается от техники сварки при нормальной температуре. При толщине металла более 16 мм и температуре окружающего воздуха ниже —15 °С сварка первых двух слоев ведется с сопутствующим подогревом до 180—200 °С;
при несимметричных швах и толщине металла до 35 мм в первую очередь заваривать основную часть шва. При сварке соединений с подваркой последнюю рекомендуется вести после сварки основного шва. Если эти требования невыполнимы, то необходимо осторожно проводить кантовку элемента:
при сварке металла толщиной 36—60 мм обязательной является кантовка для наложения подварочного слоя с противоположной стороны после сварки первых 4—5 слоев. Заварка шва полностью с одной стороны недопустима;
сварку листов объемных металлоконструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем вырубки или шлифовки.
Вырубка металла зубилом может выполняться только после его подогрева до 100-150 °С.
3.4.4. К сварке тавровых и угловых швов предъявляются следующие требования:
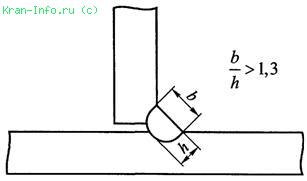
если сечение шва равно или больше значений, приведенных в табл. 11, а коэффициент формы провара более 1,3 (рис. 10), то сварка однослойных и многослойных швов без разделки кромок для всех марок сталей производится без подогрева основного металла;
если сечение шва менее рекомендуемого табл. 11 и коэффициент формы провара менее 1,3 и его нельзя изменить, то при сварке для всех марок сталей при температуре воздуха —15 °С и ниже необходим подогрев металла до температуры 200-220 °С;
сварка многослойных швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
3.4.5. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180-200 °С.
3.4.6. К рабочему месту сварочные материалы следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места сварочные материалы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
Зима – не помеха для сварки
Сварочные работы уже давно не считаются привилегией исключительно профессионалов. В настоящее время такой способ соединения металлов активно используется и в быту. При этом все большую популярность приобретают сварочные инверторы. Это вполне объяснимо: они легкие, компактные, удобные в эксплуатации и обеспечивают отличное качество швов. Чаще всего сварочные работы проводятся в теплое время года. Можно ли делать это при отрицательных температурах? Попробуем разобраться.

Сварочные работы зимой
Влияние температуры на процесс сварки металлов
Низкие температуры действительно оказывают влияние на процесс сварки. Расплавленный металл остывает и кристаллизуется с большей скоростью. Это означает, что из сварочной ванны не успевают выйти все растворенные газы или перейти в шлак неметаллические включения. Подобная ситуация может привести к образованию трещин или пор в швах. Известна такая статистика: при понижении температуры с +20 °С до -50 °С время пребывания сварочной ванны в жидком состоянии уменьшается на 10 %. Это, в свою очередь, приводит к тому, что половина из всех выявляемых дефектов относится именно к неметаллическим включениям.
При низких температурах повышается отвод тепла от зоны сварки. Это ухудшает проплавление кромок соединяемых элементов и может привести к образованию еще одного серьезного дефекта – непровара. Дополнительную опасность несет конденсация влаги на электродах или металле. Вода является источником водорода, который способствует образованию пор в швах. Кроме того, при низких температурах ухудшаются показатели пластичности сталей и механических свойств швов.
Все приведенные выше факты правдивы, но они в полной мере проявляются при экстремально низких температурах (от -40 °С и ниже). Бытовая сварка крайне редко требует работы в столь сложных условиях. Как правило, речь идет о температуре не ниже -10 °С. Дополнительно следует учитывать, что чаще всего для бытовых целей используются углеродистые стали. При толщине соединяемых элементов не более 16 мм работать с ними в обычном порядке можно до температуры -30 °С. Для низколегированных сталей этот показатель при той же толщине несколько меньше и составляет -15 °С.
Самая низкая температура поддерживается в открытом космическом пространстве. Она составляет -273 °С, но даже в таких условиях возможно выполнение сварочных работ. Впервые они были проведены в 1984 году советскими космонавтами С. Савицкой и В. Джанибековым. Для этой цели использовался специально созданный аппарат электронно-лучевой сварки.
Влияние температуры на сварочный инвертор
Низкие температуры могут влиять не только на металлы, но и на сварочные инверторы. Одним из главных врагов такой техники является влага. Ее появление внутри аппарата может привести к закорачиванию электронных компонентов и их выходу из строя. Низкие температуры при определенных условиях могут способствовать образованию конденсата в сварочных инверторах.
Точка росы
В этой связи важно вспомнить о понятии точка росы. Фактически это максимальная температура поверхности, при которой на ней появляется влага в виде конденсата. По-другому это утверждение можно перефразировать так: если поверхность холоднее точки росы, то конденсат на ней выпадет. Данная величина не является постоянной и напрямую зависит от влажности. Чем она выше, тем ближе точка росы к фактической температуре. Например, в душе при стопроцентной влажности зеркало запотевает при комнатной температуре. Обратная ситуация в герметичном оконном стеклопакете. Там влажность близка к нулю, поэтому конденсата не наблюдается никогда.
В сварочном инверторе влага может конденсироваться только в одном случае: если он постоял какое-то время на морозе, а затем попал в более теплое помещение. В такой ситуации его категорически запрещается использовать сразу. Инвертор должен постоять полтора-два часа, чтобы его температура сравнялась с температурой окружающей среды, а появившийся конденсат испарился. Если же аппарат из теплого помещения выносится на мороз, конденсат в нем образоваться не может и на работоспособности устройства это никак не отразится.
Как выполнять сварочные работы в морозы?
В целом сварочные работы при температуре не ниже -10 °С можно выполнять обычными бытовыми инверторами без каких-либо отрицательных последствий для качества швов, прочности соединений или работоспособности самой техники. При более сильных морозах следует использовать полупрофессиональные или профессиональные модели, специально предназначенные для эксплуатации при низких температурах. Они комплектуются электронными элементами, устойчивыми к холоду.
Дополнительно следует выделить несколько мероприятий, которые рекомендуется выполнять при проведении сварочных работ в зимний период:
- По возможности избегать пересечений сварных швов и резких переходов толщин металла.
- Сварочные работы начинать с швов, дающих максимальную усадку (стыковых).
- Минимизировать объем наплавленного металла.
- Во время работы сварочный ток увеличивать на 10-15 % и одновременно примерно на такую же величину уменьшать скорость перемещения электрода.
- По возможности начинать и заканчивать сварку на выводных планках.
- Тщательно зачищать кромки свариваемых элементов.
- Вместо прихваток использовать, например, струбцины или другие аналогичные приспособления.
- Применять не склонные к образованию пор типы электродов, обеспечивающие высокую пластичность швов: Э50А, Э46А или Э42А с основным покрытием. Перед использованием их необходимо тщательно прокалить.

Инверторы для сварки зимой
Влияние отрицательных температур на сварщика
Отрицательные температуры могут влиять не только на металлы или технику, но и непосредственно на сварщиков. Трудоспособность в таких условиях снижается, а значит, возрастает риск появления дефектов. Оптимальным способом избежать подобной ситуации является использование специальной зимней защитной одежды. Не меньшего внимания заслуживают сварочные маски.
Наибольшей популярностью в настоящее время пользуются «хамелеоны». Их главным элементом является светофильтр. Он состоит из нескольких слоев жидких кристаллов и поляризационных пленок. Светофильтр реагирует на интенсивность светового излучения и срабатывает автоматически. Для затемнения ему необходимо не более 0,001 секунды. Этого вполне достаточно для надежной защиты глаз от губительного воздействия ультрафиолетового излучения, возникающего во время сварки.
Время срабатывания светофильтра «хамелеона» увеличивается при уменьшении температуры окружающей среды. При -5 °С оно составляет уже не 0,001 с, а 0,005-0,009 с. Как правило, такие маски предназначены для использования при температуре не ниже -10 °С. В этом случае они гарантируют надежную защиту глаз. При более низких температурах светофильтр может попросту не успевать срабатывать.
Заключение
Таки образом, зима вовсе не является преградой для выполнения сварочных работ. При температуре до -10 °С для этой цели вполне подойдут обычные бытовые инверторы. Для организации сварочных работ в более сильные морозы необходимо приобретение специализированной техники.
При низких температурах получение сварных соединений высокого качества затрудняется. Сварка при низких температурах имеет свои особенности.
1. При низкой температуре снижается важнейший показатель механических свойств стали — ударная вязкость, сталь делается хрупкой. Это способствует возникновению в конструкциях больших остаточных напряжений, которые могут вызвать появление трещин в сварных соединениях в процессе сварки или при эксплуатации конструкции.
2. В процессе сварки повышается скорость охлаждения и кристаллизация жидкого металла сварочной ванны, что затрудняет удаление из него газов и неметаллических включений. Это увеличивает содержание в металле шва газов (кислород, водород, азот), окислов и частичек шлака. В результате снижаются механические показатели металла шва, а также увеличивается вероятность появления в нем трещин.
3. Повышенный отвод тепла от зоны сварки ухудшает проплавление кромок основного металла, что увеличивает вероятность получения серьезного дефекта сварных швов — непроваров.
4. Качество металла шва может быть снижено нз-за попадания в зону сварки влаги. Источником влаги служат: холодный окружающий воздух; иней на свариваемых кромках; электроды, длительное время хранившиеся на холоде.
Наибольшие трудности возникают при сварке на холоде сталей с повышенным содержанием углерода, а также сталей, легированных марганцем, хромом, молибденом. Такие стали склонны к за-
Калке и при быстром охлаждении в сварном соединении могут появиться трещины.
Сварку сталей при низких температурах следует выполнять с соблюдением ряда мероприятий, направленных на снижение остаточных сварочных напряжений и уменьшение степени закалки свар, ного соединения.
Основные из этих мероприятий:
1. По возможности защищать рабочее место сварщика от ветра и атмосферных осадков.
2. Обеспечить тщательную сборку конструкций под сварку. Свариваемые кромки тщательно зачищать.
3. Обеспечить максимальную свободу перемещения элементов конструкции от усадки швов, т. е. сборку конструкций выполнять при помощи приспособлений, по возможности избегая прихваток.
4. Применять электроды с хорошими технологическими свойствами, не склонные к образованию пор в наплавленном металле, обеспечивающие повышенную пластичность и ударную вязкость его. Для сварки при низких температурах предпочтительны электроды типов Э42А, Э46А, Э50А с основным покрытием. Электроды тщательно прокаливать. Прокаленные электроды хранить в герметичной таре, пеналах или в полиэтиленовой пленке.
5. Сварку вести при повышенной погонной энергии дуги за счет увеличения сварочного тока на 10—15% и уменьшения скорости перемещения дуги вдоль кромок.
6. В первую очередь сваривать швы, дающие максимальную усадку (например, поперечные стыковые швы). Начало и конец шва следует, как правило, выводить за пределы свариваемых конструкций на начальные и выводные планки.
7. Сварку вести до выполнения швов проектного размера без перерывов, за исключением времени, необходимого на смену электродов. В случае вынужденного перерыва сварку возобновлять после подогрева основного металла в соответствии с разработанным технологическим процессом.
8. Стремиться к максимальному уменьшению объема наплавленного металла. Избегать концентрации напряжений в виде чрезмерных усилий шва, резких переходов, пересечений швов, непроваров. Угловые швы выполнять с наименьшей выпуклостью. Сварку многослойных швов выполнять «каскадом», «горкой», секциями.
9. При сварке сталей, склонных к закалке, применять предварительный, сопутствующий, последующий подогрев.
Согласно СНиП III —18—75 ручную и механизированную сварку металлоконструкций из стали классов до С52/40 включительно при температурах, ниже указанных, следует производить с предварительным подогревом стали до 120—160 °С на ширину 100 мм с каждой стороны соединения.
Сварку конструкций из стали класса С60/45 следует производить при температуре не ниже —15°С при толщине стали до 16 мм и не ниже 0 °С при толщине стали 17—25 мм. При более низких температурах сварку такой стали указанных толщин следует производить с предварительным подогревом до температуры 120— 160 °С. При толщине стали свыше 25 мм предварительный подогрев.
Примечание: при температуре окружающего воздуха ниже минус 20 °С сварка трубопроводов из углеродистых и легированных сталей должна выполняться по техническим условиям и технологическим инструкциям.
Читайте также: