Припой для контактной сварки меди
Обновлено: 30.04.2024
Особенности пайки меди нужно знать всем, решившим организовать домашнюю мастерскую. Зная, чем и как спаять медь с нержавейкой в домашних условиях, легко избежать множества ошибок. Не менее важно выяснить, как паять медь паяльником с латунью и другими материалами.
Общая информация
Прежде чем приступать к пайке меди, необходимо внимательно изучить ее методику. Попытки сразу использовать паяльник или другое оборудование точно ни к чему хорошему не приведут. Ответственные специалисты обязательно изучают тематические ГОСТы:
- 17325-79 (базовые определения и термины);
- 17349-79 (ключевые способы и методы);
- 19249-73 (виды соединений, получаемых пайкой);
- 859-78 (основные марки меди);
- 19250-73 (типы паяльных флюсов);
- 7219-83 (технические параметры бытовых паяльников).
Пайка меди проводится двумя ключевыми способами. При высокотемпературной методике производится нагрев до 900 градусов. Подобный подход дает очень хорошие результаты на трубах высокого давления. Разумеется, тут нельзя обойтись без специальных материалов — рядовой припой не справится с такой задачей. А в идеале под каждое конкретное задание должен подбираться свой тип припоя.
С инженерной точки зрения пайка представляет весьма сложный физико-химический процесс, при котором достигается неразборное соединение. Часть детали под воздействием нагретого вещества будет плавиться, при этом происходят такие частные процессы, как:
- смачивание;
- растекание;
- насыщение зазора;
- кристаллизация.

То, насколько прочным окажется стык, зависит от появляющихся химических связей между соприкасающимися слоями, а также между отдельными частицами. Преимущества пайки таковы:
- возможность связывать произвольное сочетание металлов;
- возможность начинать работу независимо от того, до какой температуры сначала прогреты изделия;
- возможность связать металлические и неметаллические вещества;
- доступность соединений для последующей распайки;
- сравнительно точная выдержка геометрии и габаритов изделия;
- минимизация внутренних напряжений и риска коробления;
- механическая крепость;
- довольно высокая производительность (особенно при капиллярной пайке).


Медь паять легче, чем многие другие металлы. Ее поверхность очищается от грязи без всяких проблем. Реакция разогретой на воздухе меди с кислородом и другими контактными веществами практически отсутствует. Потому можно отказаться от различных флюсов сложного состава. Трубопроводы паяют в основном по «капиллярной» методике, что усложняет отбор труб по геометрическим показателям, однако позволяет добиваться исключительно высоких результатов.


Важные особенности имеет пайка медных шин. Нахлест в этом случае должен быть равен сечению обрабатываемых деталей как минимум. В идеале нужно делать на 50% больше, потому что приходится еще готовить отверстия под болты и стягивать изделия. Можно и ряд мелких крепежей в два ряда вкрутить — тогда прочность дополнительно возрастет. Лужение производится отдельно для каждой части, чтобы припой гарантированно затек в щель.


Инструменты и материалы
В промышленной практике используются разнообразные методы соединения деталей из меди. В домашних условиях можно воспользоваться обычным электрическим паяльником. Кроме него потребуются еще такие принадлежности и оборудование:
- флюс;
- твердый припой;
- щетка из металла;
- комплект кисточек;
- устройство для разрезания труб (ручного или автоматизированного типа);
- горелка на природном газе.
Мощность используемой техники определяется тем, насколько высока температура плавки расходников. Роль флюса состоит в том, чтобы предотвращать формирование оксидных пленок на соединяемых участках. Еще одна его функция — усиленное распределение припоя по будущему шву. В качестве припоя полезнее всего пользоваться оловом. Оно плавится при сравнительно низкой температуре, что делает работу удобнее. Иногда пользуются серебряным составом, но несмотря на свою привлекательность, он стоит дорого.
В чистом виде серебро не применяют, его перемешивают с оловом и/или с медью. Мягким припоем пользуются только в тех случаях, когда надо соединять водопроводные трубы. При этом действуют два важных ограничения: на диаметр канала — до 10 см, и на температуру прогрева частей — до 130 градусов. В разряд мягких припоев входят:
- свинцово-оловянные сплавы (это наилучший вариант);
- композиции с небольшим вхождением олова;
- композиции специального состава.
Твердые припои используют, чтобы получить максимально крепкий и стабильный шов. В эту группу входят медно-цинковый сплав, сочетание меди с фосфором и сама чистая медь. Для наибольшей стабильности соединения целесообразно применять многокомпонентные смеси. Если нужно паять медные проводящие жилы, то придется пользоваться графитовым электродом. В таком варианте можно вовсе отказаться от припоя и флюса.
В ряде случаев для пайки меди применяется бура. Она делится на 2 ключевых типа — А и Б. Что немаловажно, оба вещества химически недостаточно устойчивы. Хранить их больше 6 месяцев не рекомендуется. Для пайки бура типа Б подходит несколько лучше.
В промышленных условиях и даже в некоторых продвинутых мастерских широко применяется пайка лазером. Подобный подход часто применяют ювелиры, потому что для них важна точность и возможность работать даже на очень ограниченных участках. По той же самой причине лазерное оборудование ценят и радиомонтажники. Нагрев строго заданной области позволяет исключить негативные изменения в смежных частях изделия. Никаких посторонних звуков не будет, как не будет и загрязнений на обрабатываемых участках.
Для работы с медными трубами широко применяют еще и пруток. Стоит учесть, что он позволяет также оценивать изменение температуры трубчатых изделий. Они достаточно прогреты, если пруток начинает плавиться сразу при касании. Чтобы процесс шел лучше, пруток иногда дополнительно нагревают горелкой. Важно: хороший результат достигается только при достаточной чистоте поверхности.

Как паять?
Рассмотрим, как правильно производить пайку, используя различные варианты.
Трубы
При создании трубопровода можно спаять его части между собой даже в домашних условиях. Предварительная очистка проводится легко, и не требует агрессивных компонентов. Высокотемпературная пайка проходит при температуре от 450 градусов. Припоем в такой ситуации выступает серебро или сама медь. Капиллярная высокотемпературная пайка подразумевает обычно использование составов BAg или BcuP.
Рекомендован отжиг металла для его предварительного размягчения. Предотвратить чрезмерную потерю прочностных свойств помогает естественное охлаждение подготовленных швов. Усиленный обдув, тем более погружение в холодную воду, противопоказаны. Твердая пайка применяется для труб сечением 1,2-15,9 см, высокотемпературная — для газопроводов. В сантехнической практике сильный нагрев важен, если проводится монолитная состыковка деталей диаметром более 2,8 см, либо если предстоит обеспечить циркуляцию жидкости, прогретой более чем до 120 градусов.
К высокотемпературной обработке прибегают и при формировании отопительных контуров. Без труда можно будет создать отвод от уже подготовленной системы без демонтажных работ. Низкотемпературная обработка позволяет получать швы шириной от 0,7 до 5 см. Из-за малой прочности такое соединение непригодно для стыковки газовых труб. Зато отсутствие отжига позволяет сохранить прочность на достойном уровне, да и сама процедура безопаснее, таким способом можно получить швы от 0,6 до 10,8 см.
Нарезка труб по размеру производится обычно ручным труборезом. Ровный отрез получают, удерживая заготовку строго под углом 90 градусов к приспособлению. В соединяемых деталях не должно быть никаких заусенцев и задиров, способных помешать проходу жидкости. Перед нанесением флюса детали придется обезжирить. Излишки флюса недопустимы, как только его ровный слой нанесен, можно соединять части трубопровода и припаивать их друг к другу.
Физические свойства и технические характеристики припоя для пайки меди
Традиционно самым распространенным способом соединения медных труб является пайка. Чтобы создать прочный и долговечный шов, необходимо правильно подобрать припой для пайки меди и флюс, тщательно подготовить поверхность и соблюдать технологию.
Какой припой выбрать?

При пайке медных труб используют два основных типа:
- мягкого, с температурой плавления до 425 о С;
- твердого, с температурным диапазоном 460-560 о С.
В качестве припоев рекомендовано использование содержащих серебро сплавов. Они обеспечивают высокое качество соединений, но дороги. Медно-фосфорные составы более доступны и подходят для пайки менее ответственных соединений.
Медно-фосфорные
Шовный материала, сформированный на основе меднофосфористого припоя, весьма прочен и стоек к вибрационным воздействиям. Поэтому фосфористые составы широко используют при пайке компонентов теплообменников.
Почему при спаивании стальных деталей пайщики иногда пользуются медным припоем, а медь стальным припоем паять нельзя? Причина заключается в разнице температур плавления стали и меди. Медные заготовки уже расплавятся, а сталь все еще будет нагреваться.
В то же время медно-фосфорный припой чувствителен к перегреву, поэтому приходится принимать меры к охлаждению стыка. Изделие выпускается в виде прутка. Доступна и медная лента для пайки. Используются для пайки и медно-цинковые низкотемпературные припои.
Серебряные
Состав из чистого серебра мало подходит для того, чтобы паять медные изделия. В основном используют серебро с добавками железа, висмута и других элементов.
Припой для меди на основе серебра обладает высокой смачиваемостью по отношению к заготовкам и отлично проникает в самые узкие зазоры между ними. Соединения не корродируют и выдерживают большие статические и периодические динамические нагрузки.
Содержание Ag
Практическое применение
Составы с высокой процентной долей серебра (50-72) обладают высокой электропроводностью и теплопроводностью. Их используют в электротехнике и электронике.
Сплавы со средним процентным содержанием стоят дешевле и используются для пайки соединений, не подверженных температурным нагрузкам.
[stextbox с низкой процентной долей (5-15) применяются в машиностроении.[/stextbox]
Особенности тинолей
Характерной особенностью серебросодержащих составов является их низкая рабочая температура. Высокая текучесть позволяет расплаву проникать в зазоры и поры и создавать высококачественные швы.
Пайка твердым
Твердые припои применяются для стыков трубок и трубопроводов большего диаметра. При этом используют пастообразный флюс, газовую горелку для разогрева и необходимое вспомогательное оборудование и инструменты.
Низкотемпературные
Низкотемпературные припои плавятся при температуре до 450 о С. Невысокая температура позволяет избежать отжига основного материала трубы и сохранить его физико-химические свойства. Припои готовятся на основе оловянных или цинковых сплавов. Применяется в качестве компонента и свинец.
Высокотемпературные
Высокотемпературный припой для пайки меди готовят на основе серебра или меди, обладающих высокой температурой плавления. При температурах свыше 450 о С происходит отжиг заготовок, ведущий к снижению их прочности.
Физико-химические свойства
Свойства зависят от химического состава сплава. Так, низкотемпературные обладают меньшей прочностью, но не снижают прочностных и упругих характеристик материала деталей.
Высокотемпературные, наоборот, создают соединения высокой прочности, способные противостоять статическим и динамическим нагрузкам. Но при их использовании требуется большая осторожность, чтобы не пережечь и не ослабить основной материал.
Технические характеристики
Температура плавления высокотемпературных составов лежит в пределах 645-815 о С. Шов выдерживает нагрузки на разрыв до 250Мпа. Температура эксплуатации соединения, в зависимости от состава, составляет 150-250 о С. Кроме собственно меди, такие припои позволяют соединять латуни, красную бронзу, чугуны, стальные и никелевые славы. Паяют ими и алюминий. Кроме того, их используют для соединения деталей из меди и нержавейки.
Способы

Применяется два основных метода пайки медных заготовок:
- Высокотемпературный. Тугоплавкий припой на основе серебра или меди создает жесткое и прочное соединение. Шов называется твердым и выдерживает механические и температурные нагрузки. Чтобы отжиг не приводил к ухудшению прочности основных деталей, следует охлаждать готовую пайку исключительно естественным образом, без обдува холодным воздухом или опускания в жидкость.
[stextbox пайка применяется для труб размером от 12 до 159 мм, работающих при температуре среды до 125 о С.[/stextbox]
- Низкотемпературный. Такую пайку называют мягкой. Припои готовят на базе металлов с низкой температурой плавления. Невысокая температура позволяет избежать отжига, и снижения прочности труб не происходит. Метод формирует швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в диаметре.
Мягкие соединения нельзя использовать при монтаже газопроводов.
Что понадобится в процессе?

Для пайки потребуется:
- флюс для обработки поверхности заготовки;
- припой, соответствующий выбранному методу пайки;
- устройство для снятия фаски с торца трубы;
- проволочные щетка и ерш для того, чтобы зачистить заготовки;
- расширитель труб;
- измерительный инструмент: рулетка, мерный калибр, угольник, ватерпас;
- горелка.
Портативная пропановая горелка дает возможность прогреть стык за несколько секунд. В тех местах, где использование открытого пламени недопустимо, стыки прогревают электропаяльником со сменными прижимами и электродами на разные диаметры трубы
Технология
После того, как принадлежности и инструменты подготовлены, переходят к самой пайке:
Отрезаем деталь необходимой длины
Для раскроя трубных заготовок используют труборезы с ручным или электрическим приводом. Чтобы рез был ровным, после каждого оборота следует затягивать на треть хода регулирующий прижим маховик. Кромку следует обработать фаскоснимателем и зачистить ершиком. Если соединение стыковое, одну из труб следует расширить. Далее поверхности обезжиривают и проверяют качество их сопряжения.
Наносим флюс на поверхность трубы
Флюсовую пасту наносят на внутреннюю поверхность кисточкой, встроенной в крышку баночки. Она должна быть полностью покрыта флюсом, в то же время на ней не должны скапливаться излишки.
Соединяем
Детали вставляются одна в другую с легким проворотом в обе стороны. Это помогает равномерно распределить флюс.
Излишки флюса необходимо стереть чистой ветошью.

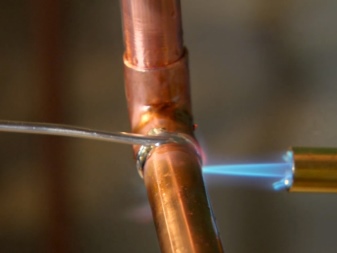
При низкотемпературной пайке включенную горелку направляют на стык. Стык необходимо прогреть равномерно, плавно перемещая факел. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его.
В этот момент пламя немного отводят в сторону, давая припою затечь в зазор.
Пропаянный стык должен остывать обычным путем, баз обдува или смачивания жидкостью. Это позволит избежать эффекта отжига.
Для высокотемпературной требуется более горячее пламя. Его получают, сжигая смесь пропана с кислородом либо ацетилена с воздухом. Прогревать стык следует равномерно и быстро, избегая пережога. Нужную температуру заготовки (750 о С) можно определить по темно- вишневому цвету. Прогретый, но не расплавленный горелкой паяльный состав подают в зону стыка.
Опытные мастера сразу нагревают стык ровно настолько, сколько требуется для плавления и затекания паяльного состава. Начинающим пайщикам придется потренироваться на учебных заготовках. Избыток расплава удаляют медной лентой, предназначенной для удаления припоя. Пропаянный шов должен остывать естественным путем, без обдува холодным воздухом.
После остывания чистой сухой ветошью следует снять остатки флюсовой пасты.
Основные ошибки
Начинающие пайщики часто делают ошибки. Самые типовые из них таковы:
- Не устраненные дефекты поверхности после раскроя: задиры, стружка, овальность. Пайка поверх дефектов ослабляет соединение, снижает его долговечность и герметичность.
- Некачественное обезжиривание.
- Сужение монтажного зазора. Узкая пайка также будет ненадежной.
- Недогрев заготовок. Холодные детали не смогут своим теплом расплавить припой и обеспечить его затекание в монтажный зазор. Холодная пайка может развалиться при простом прикосновении.
- Недостаток флюсовой пасты. Часть поверхности шва, не покрытая флюсом, не очищается от окисной пленки и не пропаивается.
- Пережог стыка. При этом выгорает флюс, окисная пленка не разрушается полностью, кроме того, на поверхности возникает окалина. Прочность пайки существенно снижается.
- Попытка проверки на прочность горячего стыка. Приводит к деформации слоя припоя в монтажном зазоре и его отслоению от деталей.
Частой ошибкой является также пренебрежение требованиями техники безопасности. Высокие температуры, вредные испарения, химически активные флюсы требуют применения средств индивидуальной защиты. К ним относятся:
- защитные очки;
- обувь, одежда и головной убор из негорючей ткани;
- плотные спилковые перчатки
- респиратор.
Рядом с местом пайки не должно быть легковоспламеняемых материалов, оно должно хорошо проветриваться. Нельзя паять в верхнем положении.
Правильно подобранный паяльный состав позволяет получать надежные и прочные паяные соединения. Не менее важно использовать подходящий флюс и строго соблюдать требования технологии пайки и технику безопасности.
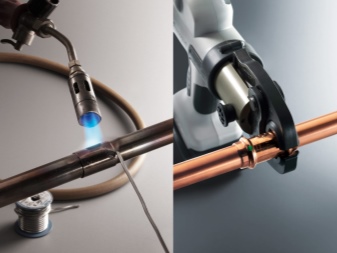
Все о пайке медных труб газовой горелкой твердым припоем
Пайка медных труб – достаточно простая процедура, не требующая от исполнителя особых навыков. Тем не менее, существуют некоторые особенности, которые обязан знать каждый мастер, решивший выполнить монтаж медного водопровода или отопления своими руками.
Типы труб

Несмотря на высокие эксплуатационные характеристики, медные трубы – не самый популярный товар на отечественном рынке. Сдерживающим фактором является высокая стоимость, хотя при соблюдении технологии соединения, длительность периода эксплуатации будет гораздо выше, чем у аналогичных материалов.
Существуют два типа труб из меди.
- Отоженные. После изготовления трубы подвергают термической обработке, при температуре 650-700 Сº. Процедура придает изделию пластичность, при некоторой потере прочности. Кроме того, увеличивается стоимость продукции.
- Неотоженные. Отличаются высокой прочностью. Единственный недостаток – низкая эластичность. При монтаже трубопровода отводы выполняют с помощью соединительных муфт, поскольку такие трубы практически невозможно согнуть.
[stextbox от типа продукции, к чистоте материала предъявляют особые требования. Согласно ГОСТу 859-2001, массовая доля меди не должна быть ниже 99 %.[/stextbox]
Существующие технологии соединения

При монтаже отдельные элементы можно соединить двумя способами: пайкой и обжимкой. В обоих случаях применяют специальные соединительные элементы – фитинги.
Пайка меди может выполняться в различных температурных режимах:
- Низкотемпературный. Соединение выполняют при температуре 250-300 Сº. Такой метод считается оптимальным для монтажа домашних систем отопления, эксплуатирующихся при температуре до 110 Сº. В качестве расходного материала применяют мягкий припой.
- Высокотемпературный. Применяется при монтаже систем, работающих в условиях высокой температуры под давлением. Для пайки необходимы твердые сорта припоев под профессиональное оборудование, поэтому метод применяется преимущественно в промышленных целях.
При соединении обжимкой используют фитинги особой конструкции, с уплотнительным резиновым кольцом внутри. Для монтажа необходимы специальные клещи, которые фиксируют трубу с муфтой. На практике к данному методу прибегают крайне редко, поскольку пайка считается более надежной технологией.
Виды используемых фитингов
В продаже можно найти множество видов фитингов для выполнения различных соединений. Наиболее распространенными являются:
- Муфта. Промежуточный элемент между двумя трубами.
- Уголок. Необходим для изменения направления магистрали.
- Тройник. Для разделения одной магистрали на несколько каналов.

Если использовать трубы после термической обработки, можно свести количество фитингов к минимуму. Данный материал отличается особой пластичностью, поэтому для соединения двух элементов можно использовать обычный расширитель. При этом необходимо помнить про зазор для внесения припоя в зону нагрева. Величина перекрытия зависит от диаметра трубы. Как правило, этот показатель не должен быть меньше 5 мм. В случае необходимости можно согнуть трубу с небольшим радиусом округления, для экономии уголков.
Необходимые материалы
Особенности выбора припоя
Припой – это присадочный материал, который подают в зону нагрева. После кристаллизации он образует неразъемное соединение. Основным критерием выбора является меньшая температура плавления, чем у основного материала. Благодаря особым характеристикам меди, процесс соединения протекает гораздо быстрее, чем, например, пайка стальных труб. Кроме того, необходимо обращать внимание на тип медных трупов, исходя из которого, выбирают вид припоя.
[stextbox монтаже водопроводных систем запрещено использовать припои, в состав которых входит свинец[/stextbox]
Мягкий
Мягкие сорта припоя чаще всего используют для любительской пайки, поскольку для работы с ними не требуется дорогостоящее оборудование.
Перед проведением работ контактная зона очищается от посторонних частиц и продуктов окисления. Это обязательное условие для качественного соединения.
В зависимости от типа припоя, рабочая температура варьируется в пределах 200-240 Сº. Во избежание повреждения трубы, температурное воздействие должно носить кратковременный и направленный характер.
Твердый

Твердый припой выпускают в форме стержней различного диаметра, величина которого подбирается в зависимости от существующего зазора. Температура пайки в отдельных случаях достигает 900 Сº. В результате получают надежное соединение с высокими эксплуатационными характеристиками. Метод используют при ремонте холодильников, кондиционеров, а также прочего бытового и промышленного оборудования.
Горелка
Характеристики данного инструмента зависят от типа припоя. Легкоплавкие составы на основе олова можно расплавить обычной паяльной лампой. При работе с твердыми сортами следует выбирать горелки с дополнительными функциями:
- пьезорозжиг;
- регулировка величины пламени;
- отражатель пламени.
На последнюю функцию следует обратить особое внимание. Она создает направленный поток пламени, позволяющий работать даже в труднодоступных местах.

Сопутствующие материалы
К вспомогательным инструментам и материалам относятся:
- ершик для зачистки внутренней и наружной поверхности фитингов;
- труборез или ножовка по металлу;
- ручной фаскосниматель;
- трубогиб;
- средства индивидуальной защиты.
Этапы монтажа
Подготовительные процедуры
Начинающие мастера часто пренебрегают процедурой подготовки материалов, что негативно влияет на качество монтажа. Для резки используют трубогиб или ручную ножовку с полотном по металлу. Профессиональный инструмент для снятия заусенцев – фаскосниматель. В качестве альтернативы можно использовать наждачную бумагу.
Особое внимание следует уделить зачистке участка, которой вставляется в фитинг и внутренней поверхности соединительного элемента.
Нанесение флюса
Следующий этап – нанесение специального флюса для пайки медных труб. Для каждого типа припоя существует свой вид флюса. Например, для твердых сортов рекомендуют использовать буру. Процедура не отличается от подготовки алюминия или других металлов: состав равномерно распределяют по рабочей поверхности.
Низкотемпературная пайка

Для работы в низкотемпературном режиме можно использовать обычную одноразовую газовую горелку или электрический паяльник.
Основная сложность заключается в соблюдении температурного режима, поскольку перегрев негативно влияет на качество соединения.
При нагреве зоны соединения необходимо плавно перемещать горелку, для равномерного прогрева всей поверхности. По достижению рабочей температуры начинают вносить припой. Если он начал плавится, следует отвести убрать пламя – тогда припой заполнит монтажный зазор.
По завершению работ следует дождаться остывания металла в естественных условиях. Горячее соединение отличается низкой прочностью, поэтому следует исключить любые контакты со швом, до его кристаллизации.
Нюансы высокотемпературной
Как следует из названия, данная технология отличается повышенной рабочей температурой, поэтому в качестве горючего компонента используется ацетилен или смесь пропана и кислорода. Характерная особенность – кратковременность температурного воздействия, во избежание перегрева труб. Рабочая температура варьируется в пределах 750-900 Сº, в зависимости от выбранного припоя.
После завершения работ, необходимо дождаться кристаллизации шва, после чего удалить с поверхности остатки флюса.
Требования техники безопасности
В процессе выполнения работ необходимо соблюдать следующие правила безопасности:
- Медь отличается высокой теплопроводностью, поэтому для фиксации спаиваемых элементов следует использовать специальные клещи, а при их отсутствии – краги.
- Попадание на кожу активного флюса чревато термическим и химическим ожогом. При контакте следует промыть пораженный участок большим количеством воды с мылом.
- Специальная одежда должна быть изготовлена из натуральных материалов. Лучше всего себя зарекомендовал плотный хлопок – он не стесняет движений и не столь чувствителен к высоким температурам.
Возможные ошибки
Приводим перечень основных факторов, которые могут негативно повлиять на качество соединения:
- некачественная зачистка контактных участков;
- неправильный выбор монтажного зазора;
- неравномерное распределение флюса по поверхности;
- чрезмерное температурное воздействие;
- проверка качества соединения до полной кристаллизации;
Заключение
Пайка медных труб – достаточно простая работа, которую может выполнить даже человек без опыта работы с данным материалом. Для получения необходимых навыков рекомендуем вначале потренироваться на обрезках труб.
[stextbox 6-го разряда Топоров Леонид Аркадьевич. Опыт – 15 лет: «За последние 5 лет я несколько раз сталкивался с пайкой медных труб, как для отопления, так и для подачи питьевой воды. Несмотря на то, что многие не видят разницы между различными припоями, я рекомендую использовать твердые сорта – с их помощью можно создать более качественное и надежное соединение. Это особенно важно при пайке домашней системы отопления в частных домах».[/stextbox]
Пошаговая инструкция по пайке медных трубок газовой горелкой

Характеристики меди идеально подходят для использования в качестве магистралей систем отопления, кондиционирования и водоснабжения. Относительно высокая стоимость компенсируется высокими эксплуатационными параметрами и длительным сроком службы. При монтаже чаще всего применяется пайка медных труб газовой горелкой. Рассмотрим основные особенности данного метода и нюансы технологического процесса.
Особенности технологического процесса
Технология пайки меди газовой горелкой во многом зависит от параметров присадочного материала. В зависимости от припоя, различают два метода соединения:
- Низкотемпературный. Применяется при работе с легкоплавкими сортами припоев. С их помощью выполняют монтаж домашнего водоснабжения, и ремонтируют трубки автомобильных газобаллонных установок. Температура пайки не превышает 400 Сº. Соединения, выполненные с использованием мягкого припоя запрещено эксплуатировать при температуре свыше 110 Сº. Технология не отличается особой сложностью, поэтому обладая соответствующими навыками, можно выполнить пайку своими руками.
- Высокотемпературный. Твердые сорта присадочных материалов используют на самых ответственных работах, поэтому чаще всего их применяют на массовом производстве. Кроме того, такой метод используется при сварке трубок кондиционеров. Их изготавливают из сплава, содержащего не менее 90 % меди и дополнительных добавок, включая серебро. Температура пайки варьируется в пределах 700-900 Сº.
Оборудование
Для пайки газом медных изделий понадобятся следующие инструменты и материалы:
- труборез;
- фаскосниматель;
- расширитель отверстий;
- наждачная бумага; ;
- флюс; ;
- Набор щеток и ершиков.
Подбор и температурные параметры газовых горелок
Горелки для пайки медных труб – основной рабочий инструмент, с помощью которого нагревают соединяемые участки трубопроводов и расплавляют припой. Мощность и температурные параметры зависит от типа соединения и используемого присадочного материала. Для самых простых работ можно использовать обычные приборы, оснащенные несъемными баллонами с горючей смесью из пропана.
[stextbox случае отсутствия горелки, для монтажных работ можно использовать промышленный фен. Его температура достаточна для работы с легкоплавкими припоями на основе олова.[/stextbox]
Рассмотрим наиболее распространенные типы горелок.
При выборе горелки в первую очередь необходимо обратить внимание на тип питания. Различают следующие виды:
- Компактный одноразовый баллон с пропановой смесью;
- Стационарный баллон с комплектом с соединительных рукавов и редукторов для работы с пропан-кислородным составом;
- Систему питания ацетиленово-кислородной смесью.
Механизм регулировки пламени – важная часть прибора. Контролируя температуру можно работать со всеми типами припоев.
К вспомогательному оборудованию горелок относятся следующие узлы:
Сборка самодельной
Обладая минимальными слесарными навыками, можно попробовать изготовить горелку самостоятельно. Если использовать качественные материалы, технические характеристики не будут уступать изделиям заводского производства.
Процесс сборки самодельного устройства:
- Ручку необходимо изготавливать из материала с низкой теплопроводностью. Лучше всего подойдут твердые сорта древесины. Также можно использовать ручку от старой горелки.
- Из стали, толщиной 2 мм, необходимо сделать трубку, диаметром 10 мм. Специалисты рекомендуют использовать не нержавейку, а низколегированные сорта стали. Готовую трубку крепят к ручке.
- Корпус и рассекатель делают из латуни. Необходимо заранее позаботиться об отверстиях в рассекателе, для поступления кислорода. При стыковке корпуса с рассекателем возле внутреннего фланца следует оставить небольшой зазор.
- Для изготовления форсунки лучше всего обратиться к знакомому токарю, поскольку самостоятельная работа требует точности и аккуратности. В качестве заготовки используют стальную болванку круглого сечения.
- Соединительный газовый рукав должен соответствовать типу используемой смеси. В качестве крепежного элемента используют обычный стяжной хомут.
Готовое изделие проверяют на наличие люфтов и утечек. Особое внимание следует уделить форсунке – она должна хорошо накручиваться на трубку. В случае необходимости можно уплотнить резьбу с помощью ФУМ ленты.
[stextbox пламени регулируют путем движения форсунки по резьбе трубки до получения ровного потока без копоти.[/stextbox]
Компоненты
Рассмотрим основные материалы, без которых не обходится процесс пайки.
Присадочный материал

Припой для пайки медных труб – это материал, параметры которого определяют технологию соединения.
Мягкие составы отличаются низкой температурой плавления. Ярким примером являются припой группы ПОС, в состав которых входят олово и свинец в различных пропорциях, а также добавки, улучшающие качество шва.
Главное отличие твердых припоев – высокая температура плавления, под действием которой получают качественное и надежное соединение. Специалисты рекомендуют использовать составы на основе меди. Это позволяет добиться наилучшего качества. Различные добавки позволяют регулировать температуру плавления. Например, наличие фосфора позволяет снизить показатель расплава до 700-750 Сº.
Существуют следующие формы выпуска:
- проволока;
- прутки;
- ленты;
- паста;
- порошок.
Флюс подбирается, исходя из параметров припоя. Различают высоко- и низкотемпературный составы. Для твердых сортов припоя рекомендуют использовать техническую буру.
Паяльный флюс наносят после механической очистки труб, непосредственно перед проведением работ. При использовании активного состава, по завершению цикла следует смыть его остатки, во избежание повреждения поверхности.
Фитинги

Существуют множество типов фитингов, под различные цели и системы. Наиболее популярными являются:
Планирование работ
Перед закупкой инструмента и материалов необходимо составить проект, включающий в себя план проведения работ и схему разводки. Это позволит точно рассчитать количество фитингов и вспомогательных компонентов, что снизит себестоимость работ.
Помимо вышеперечисленных инструментов, необходимо позаботиться о средствах индивидуальной защиты, поскольку пайка относится к работам повышенной опасности, при проведении которых высока вероятность травматизма.
Пошаговая инструкция
Резка
Перед резкой труб необходимо наметить места размещения фитингов. При разделке лучше всего использовать специальный труборез. В этом случае место среза будет ровным и гладким, с минимальным количеством зазубрин, что облегчит процесс дальнейшей подготовки.
Снятие фасок
Срез трубы должен быть идеально ровным. Малейшие отклонения повлияют на качество соединения. Для снятия заусенцев и подготовки среза рекомендуют использовать фаскосниматель, а при его отсутствии – наждачную бумагу.
Подготовка поверхности
Контактная поверхность должна быть сухой, без следов масла, грязи и оксидных отложений. Это относится не только к трубам, но и соединительным фитингам. Для механической обработки использует щетки и ершики.
Покрытие флюсом
Флюс наносится на внутреннюю поверхность фитинга и нужную часть трубы. Важно, чтобы состав был равномерно распределен по плоскости. После этого выполняют стыковку элементов, оставляя небольшой для присадочного материала.
Нагрев и пайка

Индикатором нагрева является состояние флюса. Появление темных оттенков говорит о том, что поверхность нагрелась до заданной температуры. При подаче припоя необходимо следить за интенсивностью нагрева.Расплавленный припой должен заполнять все пространство между фитингом и трубой. Это достигается за счет капиллярного эффекта, при котором жидкость прилипает к поверхностью, благодаря высокой силе притяжения.
[stextbox рабочего цикла не должна превышать 5 минут. В противном случае медная труба начнет деформироваться от перегрева.[/stextbox]
Ошибки при пайке
Начинающие мастера, не имеющие опыта соединения медных труб, могут допускать следующие ошибки:
- Слабый прогрев. Малоопытные специалисты боятся перегреть медные детали, что приводит к слабому прогреву поверхности. Результатом является низкая прочность соединения, которое разрушится при малейшей нагрузке.
- Перегрев. Противоположная ситуация, которая грозит выгоранием флюса с поверхности. Контактные элементы без защиты покроются окалиной, что негативно скажется на качестве соединения.
Для выработки необходимых навыков, рекомендует сделать пробную спайку на ненужных обрезках труб.
Технологический процесс протекает при высоких температурах, поэтому работник должен иметь представление об опасных факторах и основах безопасного выполнения работ:
- Работы проводят в помещениях с функционирующей вентиляцией;
- Необходимо использовать средства индивидуальной защиты, включающие в себя очки, перчатки и специальную одежду из натуральных материалов;
- Следует избежать попадания флюса на открытые участки кожи;
- Проверку качества спайки и визуальный осмотр проводят только после остывания труб.
Пайка медных труб – достойная альтернатива сварке в среде аргона. Для выполнения работ требуется минимальное количество инструментов и материалов, что, при соблюдении технологии соединения, не отразится на качественных характеристиках шва.
[stextbox Ахметов Станислав Эдуардович. Опыт – 20 лет: «При монтаже медных труб мы используем только пайку газовой горелкой, несмотря на то, что в штате компании есть квалифицированный сварщик, способный работать как с аргонодуговым, так и полуавтоматическим оборудованием. Горелка дает больше свободы для перемещения по объекту, тем самым увеличивая производительность работ. Кроме того, отказ от использования сварки, снижает затраты на транспортировку сварочного аппарата и вспомогательных приспособлений».[/stextbox]
Сварка меди: особенности и технология


Особенности
Стоит сразу оговориться, что сварка меди достаточно близка со сваркой её сплавов. В различных источниках эти термины даже употребляются как синонимы. Температура плавления меди составляет 1080-1083 градуса (колебания обусловлены, видимо, допустимым по стандарту вхождением примесей). Когда металл прогрет до 300-500 градусов, он становится ломким (профессионалы именуют это свойство горячеломкостью). В расплавленном состоянии медь начинает поглощать водород и кислород.
Тем не менее, эти трудности успешно преодолевают многие сварщики. Отлажено использование газовой сварки. А вот применение покрытых электродов не рекомендуется — оно неизбежно ведёт к засорению свариваемого металла.
Поскольку медь очень хорошо проводит тепло, её надо варить на больших токах. Это тоже создаёт известные затруднения при работе в домашних условиях.
Образование закиси меди в процессе работы заставляет действовать быстро. Поэтому сварщика ничто не должно отвлекать. Браться за дело имеет смысл тогда, когда уже есть определённый опыт.
Среди цветных металлов чаще всего приходится сваривать медь с алюминием. Но в этом случае вероятно появление промежуточной фазы, отличающейся особой хрупкостью.


Важно позаботиться, чтобы медная поверхность лучше смачивалась алюминием. Довольно часто приходится также сваривать медь со сталью (в обиходной речи — с железом). Для успеха требуется только прогреть металл до нужной температуры. На крупных производствах иногда применяется сварка взрывом, но по понятным причинам для рядового сварщика это недоступно. Красную медь со сталью обычно соединяют электродуговым способом с использованием металлических электродов.
Широкое распространение получила сварка меди инверторными аппаратами. Угол наклона при этом не должен превышать 20 градусов, работу ведут с перерывами. Инвертор должен выдавать постоянный ток. В промежутках между созданием отдельных участков (длиной не более 40 мм) поверхность металла остынет сама. Стоит учесть, что электрод должен быть всё же покрыт защитной оболочкой.
Но она подбирается с таким расчетом, чтобы минимизировать окисление шва и создание пористых участков. Применяются проволочные стержни.
В некоторых случаях также используют медно-кремниевый или медно-марганцевый сплав. Подаётся постоянный ток обратной полярности.
Темп работы может достигать 15 м за час, определяется силой тока и диаметром применяемой проволоки.
Толстую медь рекомендуется остужать и зачищать послойно перед созданием каждого следующего шва. А вот мелкие и средние конструкции правильнее соединять за один подход, так выйдет гораздо качественнее и быстрее. Чтобы сократить риск формирования трещин, швы наносят обратно-ступенчато. Треть длины обрабатывают после наплавления с противоположной стороны.
Иначе поступают при инверторной сварке. Тогда работают в нижнем положении. Для улучшения качества шва его обстукивают кувалдой либо молотком. Повысить надёжность установки помогают стальные подкладки. В целом инверторное соединение меди весьма стабильно. Стоит учесть, однако, что проволочные присадки, повышая прочность материала, понижают его пластичность.
Индустриальное предприятие, которое имеет крупные заказы, закономерно применяет полуавтоматы или даже автоматы. Для маленьких соединяемых участков стараются использовать неплавкие электроды и специально подобранные флюсы. До сварки меди полуавтоматом нужно обязательно зачищать кромки. Фаскосниматели пускают в ход, когда приходится обрабатывать большие детали. Технологические зазоры при обработке толстых и крупногабаритных медных деталей не требуются.


Большие части не получится соединить без заблаговременного прогрева. Полость должна быть подогрета до 250 градусов. Используют тонкую сварочную проволоку.
Прочность соединения определяется выбором флюса и проволоки. Но на неё влияет также химический состав свариваемых изделий.
Иногда медь варят и аргоном. Профессиональные сварщики вообще полагают, что это один из лучших методов. Аргонные швы могут быть применены и на декоративных изделиях. Для работы на постоянном токе используют вольфрамовые электроды. Подавая переменный ток, можно легко обработать алюминиевую бронзу.
Однако тут есть несколько тонкостей:
толстые изделия соединяют иногда и без присадочных проволок;
горелку водят в режиме совершения зигзагообразных колебаний;
бороться с прожогами тонких элементов помогает сварка короткими швами с постепенным отводом горелки.
В ряде случаев применяют угольные электроды. Но это решение подходит только для второстепенных конструкций. При этом толщина обрабатываемых частей не может превышать 15 мм. Для работы с более крупными изделиями нужны присадки на основе графита.


Специалисты советуют применять постоянное прямое напряжение в длинной дуге.
При сварке медных листов их раздвигают под определённым углом. Рекомендуемый зазор составляет 2-2,5% по отношению к величине шва. Но иногда листы не раздвигают. В этом случае их предварительно прихватывают короткими швами. Для этой работы используют более короткие, чем обычно, электроды.


Выбор припоя
Варить медь плавящимися при высокой температуре припоями нерационально. Эти материалы могут прожечь медный слой. Более привлекательны мягкие (низкой прочности) припои с низкой температурой плавления. Твёрдые вещества пригодны разве что для толстостенных труб и тому подобных изделий. Но их выбор — это уже прерогатива профессиональных сварщиков.
Варка медных труб для газораспределительных сетей должна производиться с помощью содержащих серебро припоев. Такие составы гарантируют отличную прочность шва. Он будет нейтрален к вибрациям, что особенно важно для сетей на промышленных объектах, вблизи транспортных магистралей. Сопротивляемость вредным воздействиям изнутри и снаружи также будет на высоте.


Для работы с медью и сплавами на её основе вполне могут применяться медные сварочные прутки. Неплохим выбором могут стать и латунные модели. Ручная дуговая сварка, как и при работе со сталью, ценится прежде всего за высокую производительность. Для медных изделий толщиной от 6 до 12 мм рекомендуется V-образная разделка. Общий угол разделки кромок составляет от 60 до 70 градусов.
Планируя сделать подварочный шов с противоположной стороны, стоит сократить этот угол до 50 градусов. А вот зазор делать нужно при любой возможности. Отказ от него сильно повышает риск перегрева листов.
Увеличивается опасность возникновения горячих трещин. Если металл толще 12 мм, требуется использовать Х-образную разделку.
Иногда это невозможно, и приходится использовать V-образную разделку. Надо чётко понимать, что такой режим увеличивает затрату ресурса электрода и длительность сварки более чем на 40%. Ручную дуговую сварку ведут постоянным током обратной полярности. Переменный ток применяют лишь тогда, когда в составе покрытия электрода присутствует железо. Силу тока поднимают сверх обычного показателя как минимум на 40-50%.
Стоит учитывать высокую вероятность образования оксидов. Особенно велика опасность там, где действует самая высокая температура. Перед работой нужно проверять соответствие медных изделий установленным ГОСТ и техническим условиям. Сварочную проволоку до начала работы надо очищать путём травления. Высота прихваток допускается не более трети от глубины разделки или шовного катета.
Контроль качества
Проверка сварных соединений на дефекты производится в соответствии с ГОСТ 3242-79. Запрещается приёмка изделий, в которых отклонения от сплошной геометрии либо от заданных размеров превышают 0,1 мм. Под запрет попадает также поверхностное окисление металла на всех участках, подвергавшихся плавлению. При радиационном контроле отклонения от нормы составляют 0,5-10% измеряемой величины (в зависимости от нюансов методики). Для контроля качества также могут использоваться:
поверхностный технический осмотр.
О том, как варить медь аргоном, смотрите далее.
Читайте также: