Присадка для сварки меди аргоном
Обновлено: 01.05.2024
Сложность свариваемости меди заключается в особенностях материала:
- высокая теплопроводность предъявляет особые требования к использованию источников нагрева с высокой тепловой мощностью;
- большая текучесть в расплавленном состоянии заставляет выполнять работы в нижнем положении на специальных подкладках;
- способность к чрезмерному окислению в расплавленном состоянии приводит к необходимости использования флюсов;
- высокий коэффициент линейного расширения вынуждает принимать меры по защите от остаточных деформаций свариваемых конструкций.
Примеси, входящие в состав меди, влияют на ее свариваемость:
- кислород понижает механические и технологические качества металла и коррозийную стойкость;
- висмут и свинец образуют с металлом легкоплавкие эвтектики и придают хрупкость и красноломкость основному и наплавленному материалу.
В текучем состоянии водород сильно поглощается медью, что может привести к трещинам и порам в шве (так называемая «водородная болезнь»).
Подготовка меди
Перед сваркой проводится подготовка поверхности кромок и прилегающих участков шириной 25-30 см. Выполняется очистка от загрязнений и обезжиривание бензином, уайт-спиритом, четыреххлористым углеродом или ацетоном. После обезжиривания удаляется поверхностная пленка металла механическим способом (с помощью стальной щетки, столярного инструмента – шабера).
Элементы из меди, предназначенные для сварки, должны отвечать информации, изложенной в сертификатах, ГОСТах, технических условиях (марка, химический состав, свойства).
Медь для изготовления ответственных конструкций перед сваркой проверяется на вмещение кислорода (не более 0.01%), висмута и свинца. Во избежание проявления «водородной болезни» перед сваркой прокаливают электроды, что способствует снижению количества водорода в зоне сварки.
Чтобы предотвратить появление трещин в металле, свариваемые элементы не рекомендуется закреплять жестко.
Технологии способов сварки меди
Сварку меди проводят всеми методами плавления с учетом специфических свойств материала.
Ручная дуговая
Применяемые электроды — с защитным покрытием (фосфор, марганец, кремний). Режим — постоянным током обратной полярности. Работа проводится короткой дугой без поперечных колебаний. Качественное образование шва достигается возвратно-поступательным действием электрода.
Особенности сварочного процесса в зависимости от толщины меди:
- до 4 мм — выполняется без подогрева и без разделки кромок;
- 5-10 мм – совершается с заранее выполненным подогревом до 250-300° С с односторонней разделкой кромок (угол 60-70°), притупление кромок — 1.5-3 мм;
- большая толщина требует Х-образной разделки.
Электродные стержни сечением 3-6 мм подбирают тождественными основному материалу. После окончания процесса проводится проковка и быстрое водяное охлаждение.
Сварка с применением угольных или графитовых стержней
Метод ручной сварки угольными электродами уместен для медных изделий малой важности с толщиной до 15 мм. При большей толщине материала рациональнее использовать графитовые стержни. Режим: постоянный ток прямой полярности. Плотность тока — 200-400 А/см 2 . Электроды заточены на 1/3 длины на конус.
Рабочий процесс ведется длинной дугой. Присадка в ванну не погружается. Ее располагают в 5-6 мм от плоскости ванны. Угол к изделию — 30°. Стержень размещают по отношению к свариваемому предмету под углом 75-90°.
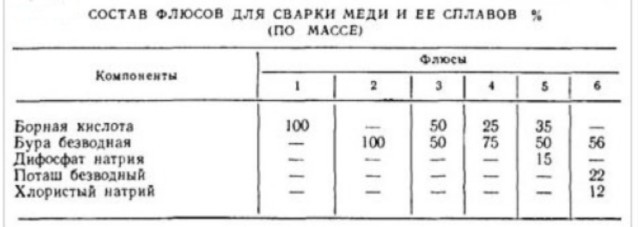
Ввиду того что образующийся в процессе работы углекислый газ не полностью защищает от окисления жидкий металл, используют присадочную проволоку с фосфорным раскислителем и флюс (бура и магний). Перед нанесением флюса в виде пудры поверхность прутка или кромок смачивают жидким стеклом. После покрытия флюсом рабочие элементы просушивают на воздухе.
- медь толщиной до 4 мм соединяется без скоса кромок;
- соединение металла встык толщиной более 5 мм сваривают на асбестовой или графитовой подкладке с разделкой кромок (угол 70-90°);
- после сварки рекомендуется выполнить проковку шва (550-800° С) и быстро охладить в воде.
Ручной аргонодуговой способ
Сварка производится неплавящимся вольфрамовым электродом в режиме постоянного тока прямой полярности в среде защитного газа — аргона высокой чистоты.
- Соединение металла толщиной более 4 мм проводится с применением предшествующего подогрева (до температуры 800° С). Применяется присадочный материал — медная проволока или медно-никелевая, бронзовая.
- Медь сечением свыше 5 мм сваривается V- или Х-образной разделкой кромок (угол раскрытия 60-70°), направление — справа налево углом вперед. Наклон электрода к обрабатываемому предмету – 80-90°.
С учетом факта, что медь относится к материалу с плохими литейными качествами, важно правильно выбрать присадку. Рекомендуется сплав меди с раскислителями – цинком, оловом, фосфором.
Полуавтоматическая сварка
Метод уместен при сварке меди толщиной 2-3 мм и более. Режим – постоянный ток обратной полярности в газовой среде (гелий, азот, аргон) и их смесей с кислородом.
- полуавтоматическая сварка швов 500-700 мм длиной выполняется непрерывно;
- для швов большей длины применяется обратноступенчатый способ;
- наклон горелки – углом вперед (10-15° от вертикали);
- промежуток от свариваемого материала до сопла горелки составляет 20-25 мм;
- расположение шланга с проволокой должно быть таким, чтобы не образовывались сгибы проволоки.
Сваривание сплавов
К сплавам меди относятся латуни и бронзы.
Сварку латуни проводят короткой дугой в режиме постоянного тока обратной полярности. После проведения процесса шов проковывается и отжигается. Также для сплава применяют методы сварки вольфрамовым электродом в аргоновой или гелиевой среде и угольной дугой. Проблемы при работе вызваны ядовитыми испарениями цинка, поэтому сварка латуни требует вентиляции рабочего места и применения респиратора.
Бронзы по свариваемости имеют отличительные особенности, поэтому технологические процессы различны. Химический состав присадочного материала должен быть идентичен составу свариваемого металла. Режим сварки — постоянный ток обратной полярности короткими участками. Тип электрода подбирается в зависимости от состава бронзы.
Медь с алюминием
Получение неразъемных соединений меди с алюминием достигается сваркой плавлением, давлением или совместным их действием. Предпочтение отдается методу давлением. Процессом холодной сварки получают биметаллические листы алюминий-медь (способ плакирования). Также имеется технология, сочетающая холодную прокатку с горячей. Другие применяемые способы сварки:
- трением, оплавлением и сопротивлением (соединение круглых элементов сплошного и трубчатого сечения);
- аргонодуговая;
- термитная;
- заливкой.
Дуговая сварка плавлением меди с алюминием имеет трудности, предопределенные свойствами этих материалов – значительной разницей температур плавления, высокой прочностью пленки окиси, ограниченной взаимной растворимостью металлов.
Медь со сталью
Соединение осуществляется сваркой плавлением:
- ручной электродуговой плавящимися и неплавящимися электродами;
- автоматической и полуавтоматической под флюсом;
- в среде защитных газов; .
При толщине соединяемых деталей от 3 мм применяют автоматическую сварку стыковых и угловых швов под слоем флюса. Соединение меди со сталью толщиной от 1 мм проводится аргонодуговой сваркой неплавящимся электродом.
Для получения сварочных соединений с узким швом применяют электронно-лучевой метод.
Химико-физические свойства и особенности меди, влияющие на сложность сваривания с нержавеющей сталью
Медь способна проводить тепло в шесть раз больше по сравнению с обычным железом. Из-за этого сварку необходимо производить с увеличенной тепловой энергией, а в некоторых случаях возможен даже предварительный подогрев основного металла.
В обычных условиях медь инертна, но в процессе нагревания она вступает в реакцию с кислородом, водородом, фосфором и серой. Кислород способен окислять медь при высокой температуре, а выше 900 о С скорость окисления значительно увеличивается. Это происходит из-за того, что в первоначальном составе меди содержится кислород в связанном состоянии. Закись меди образует эвтектику с меньшей температурой плавления (1065 о С). Температура плавления меди 1085 о С. Поэтому кислород, что содержится в ней, ухудшает ее положительные показатели.
Сложности сварки меди с нержавейкой
Наличие водорода и его выход в атмосферу имеет влияние на конечный результат сварки с нержавеющей сталью. Он может вызвать пористость меди и в дальнейшем образовать трещину в сварочном шве. Растворимость водорода зависит от температуры и парциального давления в атмосфере защитных газов. В процессе кристаллизации водород в меди растворяется в два раза быстрее, чем в другом железе.
В процессе сварки есть вероятность появления пористости в околошовной области из-за накапливания там водорода. Поэтому к свариваемому металлу предъявляют жесткие требования по содержанию в нем водорода. Электрошлаковый переплав и вакуумное плавление позволяют понизить содержание водорода в меди.
Сера в меди присутствует до 0,1%, растворяется в жидком виде, но нерастворима в твердой меди. На качество сваривания не имеет существенного влияния.
Из-за перечисленных выше свойств существуют определенные сложности сварки меди с нержавеющей сталью:
- Разный химический состав. Водород и кислород, присутствующие в меди, может существенно снизить качество сварочного шва.
- Разные коэффициенты теплопроводности (у нержавеющей стали он намного ниже).
- Разный температурный режим плавления: нержавейка плавится при 1800 о С, а медь при 1085 о С, активно вступая в реакцию с атмосферными газами.
- Коэффициент растворения меди в нержавейке имеет максимум 0,4%.
- В процессе формирования сварочного шва между сталью и медью формируется резкая граница из-за перенасыщения вкраплений из стали.
- Есть вероятность образования в стали слоя с микротрещинами, которые будут заполнены медью. Для избежания этого необходимо сварочную дугу немного перемещать на медную деталь: таким образом в область шва подается расплав меди.
Надежный и прочный сварной шов можно получить с помощью ручной аргонодуговой сварки. Наплавляя медный металл на нержавейку с использованием флюсов в сфере защитных газов, полученное соединение будет устойчиво к длительным статическим нагрузкам (не теряя своей пластичности). Перед началом сварки необходимо обработать кромки шва 10% раствором каустической соды.
Проще выполнить сваривание нержавейки с чистой медью, чем с дополнительными включениями. Встречается такой состав без примесей реже, поэтому выбор свариваемого способа и основная технология процесса сварки такая же, как и для других цветных металлов.
Основные способы сваривания меди с нержавейкой
Нержавейка и медь достаточно различны по своим составам, самый распространенный способ их сваривания – аргонодуговой. Также возможно применение электродуговой, совсем редко – ультразвуковой сварки.
Ручная аргонодуговая сварка
Данный тип сварки выполняется с повышенной силой сварочного тока, это вызвано высокой способностью меди к теплопроводности. В некоторых случаях допустимо применение стальной подкладки. Суть ручной аргонодуговой сварки – в образовании сварочного шва с помощью расплавления присадочного материала.
Использование газа аргона защищает сварочную ванну от негативного воздействия химических элементов атмосферы, таким образом убирается вероятность появления дефектов и брака в сварочном шве.
Для выполнения сварочных работ берутся неплавящиеся вольфрамовые электроды. Если вместо аргона используется другой газ (азот), то в этом случае необходимо применять графитовые электроды. Аргон на 38% тяжелее кислорода, что позволяет успешно вытеснять его из области сварки.
Аргонодуговая технология позволяет добиться содержания железа в сварочном шве до 10%. А если применить холодную сварку, то его содержание будет более 10%. Чтобы увеличить итоговую прочность шва, его дополнительно легируют с помощью цинка.
- инвертор или другой источник питания, подходящий для аргонодуговой сварки;
- вольфрамовые электроды;
- аргон;
- редуктор;
- присадочный материал;
- защитные элементы (сварочная маска, перчатки и т. д.).
Электродуговая технология сваривания
Этот универсальный способ сваривания можно применять и для сварки меди с нержавеющей сталью. Электродуговую сварку необходимо выполнять с помощью источника большого тока с невысоким напряжением. Технология электродугового метода одновременно позволяет произвести плавку металла электрода (или присадочного материала) и соединяемого металла, вследствие этого формируется сварочная ванна.
Между электродом и металлом возникает дуговой разряд. Расплавление происходит за счет локального распределения тепловой энергии дуги, образовывая сварочную ванну и защитный шлак.
- источник питания;
- плавящиеся или неплавящиеся электроды;
- молоток, зубило;
- металлическая щетка;
- присадочный материал;
- защитная одежда (маска, перчатки).
Ультразвуковая сварка
Данный вид сварки используется только в промышленных сферах. Сущность данного способа в преобразовании электрических колебаний в механические. Чаще используют для сваривания пластмассы, но возможно использование и для цветных металлов.
- источник питания;
- кронштейн для крепления;
- система преобразования колебаний;
- привод для увеличения силы давления.
Сварка меди с использованием аргонодугового способа: особенности технологии во взаимосвязи с металлом
Медь как металл представляет собой мягкий, достаточно податливый материал. Для него характерен сравнительно простой процесс обработки путем переплавления из руды в металл, который в дальнейшем можно обрабатывать. Это свойство обусловило широкое распространение изделий из меди, однако, существенным образом затрудняет возможности сварки в связи с физико-химическими особенностями свойств.
Особенности сварки меди аргонодуговым способом
Сама медь, так же, как и сплавы на ее основе, являются достаточно высокотеплопроводными материалами, которые, ко всему прочему, обладают также большой электропроводностью, а также высокой коррозионной стойкостью как при воздействии внешних факторов, так и относительно внутрикристаллической коррозии.
Точка плавления меди в ее чистом виде составляет 1083 °С, а в случае добавления различных легирующих химических соединений данный показатель может смещаться в одну или другую сторону.
Особенностью сварки медных изделий и деталей является высокая теплопроводность данного металла, что делает обязательным предварительный подогрев деталей перед началом сварки. Разогрев должен осуществляться до температуры от 350 до 600 °С. Подогрев осуществляется, как правило, с помощью газовой горелки.
Сварка осуществляется чаще всего с помощью аргонодугового способа путем использования неплавящегося электрода с постоянным током. В качестве присадочного материала используется пруток из чистой меди либо из ее сплавов. Это позволяет добиться максимального качества шва, а также его аккуратного внешнего вида.
В случае если материалы подобраны неправильно, медь в сварочной ванне начинает кипеть, что вызывает образование большого количества пор в полученном шве, а само соединение становится хрупким и может разрушиться в процессе эксплуатации.
Режимы сварки меди в аргоне
Как и для других видов свариваемых материалов, режимы сварки следует подбирать исходя из качества деталей. Примерные варианты режимов опираются на толщину свариваемого металла, диаметр электродов, проволоки и выливаются в определенные показатели силы тока, измеряемой в амперах.
Каждый режим тем не менее должен подбираться в соответствии с конкретными условиями сварки и проверяться на деталях, аналогичных по материалу изготовления тем деталям, на которых будет производиться основной процесс сварки.
Выбор присадочных материалов
Присадочные материалы, использующиеся для сварки медных деталей, должны выбираться на основании данных о физико-химических свойствах меди или ее сплавов, из которых изготовлены детали или изделия.
При осуществлении сварки следует обратить внимание на марку самой меди или сплава – она должна быть раскисленной или бескислородной, так как, в противном случае, во время сварочного процесса металл будет кипеть в сварочной ванне, в результате чего сварочный шов получится пористым и непрочным.
В качестве прутка или проволоки следует использовать такие материалы, которые позволят избежать кипения материала в шве: необходимо подобрать проволоку или пруток с содержанием в сплаве химических элементов, позволяющих вытеснить кислород из зоны сварочной ванны.

Примерная стоимость медной проволоки на Яндекс.маркет
Неплавящийся электрод выбирается только вольфрамовый, на конце которого должна быть заточка конической формы с небольшим притуплением. Такая форма позволит обеспечить стабильное горение дуги при осуществлении самого процесса сварки, что даст возможность сохранить температурный уровень сварочной зоны и не допустит быстрого остывания деталей до момента завершения шва.

Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Если говорить о защитном газе, который используется при сварке, то выбор такового зависит от условий сварки, в том числе от пространственного положения соединения. Аргон тяжелее воздуха, в частности, кислорода, и он оседает к земле под действием природных сил притяжения.

Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Если необходимо выполнить потолочные стыки, то потребуется замена аргона гелием, который легче воздуха, но также может выполнять защитные функции при выполнении сварочных работ.
Технология сварки меди аргонодуговым способом
С технологической точки зрения, сварка меди аргонодуговым способом, как и другой вид сварки, делится на три этапа:
- подготовительный. На этом этапе необходимо очистить свариваемые поверхности от окислов, загрязнений, обезжирить. После выполнения данных работ следует проверить их на чистоту и состояние и если потребуется, выполнить зачистку вручную или с помощью электроинструмента, после чего повторить процесс очищения от окислов и обезжиривания;
- собственно этап сварки;
- завершающий этап, на котором происходит проверка качества выполненного сварного соединения после зачистки от застывших капель расплавленного металла, а также визуальный контроль качества шва на предмет видимых пор.
На этапе собственно сварки следует выполнить следующие действия:
- если речь идет о ремонте какого-либо медного изделия, необходимо сделать прорезь вдоль возникшей трещины таким образом, чтобы края такой прорези выходили за пределы трещины. Это даст возможность избежать появления новых трещин за пределами отремонтированного участка;
- дуга зажигается только в разделе кромок, что позволит избежать прижогов металла, из которого изготовлено все изделие, и сократит зачищаемые участки;
- присадочную проволоку или пруток необходимо вести перед горелкой таким образом, чтобы они равномерно подавались в сварочную ванну;
- движения сварочной горелки должны быть максимально плавными и поддерживать постоянное расстояние от вольфрамового электрода до сварочной ванны;
- в зависимости от толщины деталей, подлежащих сварке, горелка может двигаться вдоль создаваемого шва различными способами: по прямой, если толщина деталей небольшая, либо зигзагообразно, если детали толстые. Если совершаются поперечные движения, это чревато увеличением глубины проплавления кромок и изменениями в формировании сварочного шва;
- если происходит сварка тонкостенных деталей, то, чтобы избежать прожогов металла, необходимо швы выполнять короткими, а между ними делать перерывы по времени для остывания металла;
- если детали собраны без зазора, возможно осуществлять сварку без использования проволоки или прутка. Однако в этом случае следует не перегревать металл, чтобы избежать проседания сварочной ванны вовнутрь;
- в момент окончания сварки необходимо отводить горелку плавно, удлиняя сварочную дугу, что позволит сократить кратер шва;
- если на аппарате имеется функция заваривания кратера шва, то возможно упрощение процесса окончания сварочных работ;
- после завершения сварки необходимо на какое-то время (до тридцати секунд) сохранить подачу защитного газа. Это позволит сохранить остывающий шов в облаке газовой защиты и избежать попадания продуктов окружающего воздуха в расплавленный металл, что сохранит качество шва.
Выбор присадочного прутка и особенности аргонодуговой сварки (TIG) черной стали, нержавейки, алюминия, меди и ее сплавов, магния
Банальные вопросы, которые задает себе каждый начинающий сварщик-аргонщик, ведь при аргонодуговой сварке (читайте АрДС для чайников) необходимо в одной руке держать горелку, перемещая ее вдоль линии соединения, а второй — добавлять присадочный материал в сварочную ванну по мере ее расплавления. В некоторых случаях, например, при сварке тонкого металла встык, можно обойтись и без прутка, но если нужно получить усиление шва в виде выпуклого валика или сварить тавровое соединение с определенным катетом, без присадки никак не обойтись.
Здесь все так же, как и в ручной дуговой сварке. Присадочный материал должен иметь сходный химический состав с основным металлом изделия, тогда и механические свойства шва будут высокими. В процессе плавления прутка и переходе металла в сварочную ванну происходит некоторое выгорание легирующих элементов, поэтому в идеале их процентное содержание в прутке должно быть немного выше, чем у свариваемого металла.
Вот некоторые металлы, которые широко используются на сегодняшний день во всех отраслях народного хозяйства и в быту:
- черные ;
- нержавеющие;
- алюминий;
- медь и ее сплавы.
Остановимся на каждом из них подробнее.
Черные стали
К ним можно отнести не только углеродистые, но и низколегированные стали. Варятся они при помощи ММА, но действительно высокачественного прочного сварного соединения можно добиться только с TIG. Считается, что низкоуглеродистые стали свариваются проще всего. Тем не менее процессы, проходящие в околошовной области могут приводить к упрочнению излишне разогретых зон при обычной сварке,а при многослойной сварке могут появляться проблемы с охрупчиванием. У кипящей и полуспойкойной низкоуглеродистой стали наблюдается падение показателя ударной вязкости в околошовной зоне.
Как известно, черные стали с содержанием углерода:
- до 0,25% относятся к хорошо свариваемым (ст.3, ст.10). Но в случае возникновения проблем, наподобие тех, что описаны выше, рекомендуется небольшой предварительны подогрев 150-200 градусов в электропечи СНОЛ.
- от 0,25 — 0,45% считаются трудносвариваемыми или ограниченно свариваемыми. Их нужно греть перед сварочными манипуляциями вольфрамовым электродом и обязательно термообрабатывать после. Если есть возможность провести полную термообработку, такую как отжиг или закалка+старение — это самый лучший вариант. Но если изделие уже готово, и в нем не допускаются какие-либо деформации, придется ограничиться низкотемпературным отпуском (или, как еще называют этот процесс, отдыхом).
- от 0,45% углерода и выше сталь не применяется для сварных конструкций, особенно, если она даже незначительно легирована. Но это для конструкций. Еслиизделие не будет нести каких-либо нагрузок, можно попытаться сварить и ст.55, только без резких температурных перепадов, с применением всех «металлургических» хитростей.
И наконец, мы добрались до сварочного прутка. Все вышеописанные случаи свариваются прутком Св.-08Г2С ГОСТ 2246-70 или его незначительными модификациями. Раскислители кремний и марганец в его составе положительно влияют на механические свойства шва, сдерживают развитие пористости шва, появление раковин, уменьшают разбрызгивание и т.д. Пруток используется для сварки изделий или конструкций ответственного назначения, таких как сосуды, трубопроводы высокого давления, нагруженные узлы и детали.
Импортный аналог Св.-08Г2С: омедненный сварочный пруток ER 70S-6. Микронное покрытие меди — это, конечно, большой плюс, так как медь защищает стальной стержень от питтинговой коррозии и окисления — эти процессы активно проходят в складских условиях хранения. Пруток ER 70S-6 не нужно зачищать перед сваркой наждаком, опасаясь, что грязь на его поверхности проявится в виде дефектов в сварном шве.
Механические показатели метала в шве при использовании ER 70S-6:
- Предел текучести 525 МПа;
- Предел прочности 595 Мпа;
- Удлинение 26%;
- КV – 30°С 70 Дж.
Нержавеющие стали
Коррозионностойкие стали варятся сложнее, чем черные из-за их более сложных физико-химических свойств.
Во-первых, у нержавейки больше электропроводность, поэтому понадобятся более высокие токи, чем обычно, приблизительно на 15%. Во-вторых, легирование хромом от 13% (что и делает сталь стойкой к коррозии) может вызвать проблемы. Например, при сварке нержавейки тонкостенной, которая встречается чаще, чем толстая,важно организовывать газовую защиту обратной стороны шва, обратного валика. Оксиды хрома приводят к возникновению трещин. Если вы сварили дорогую выхлопную систему автомобиля из стали AISI 304 и защита шва шла только с наружной стороны, со временем ваша система развалится. Чтобы защитить шов внутри трубопровода, в него напускают аргон, а открытые торцы закрывают заглушками.
Аустенитные стали типа 12Х18Н10Т (AISI 321); 08Х18Н10 (AISI 304) варят с прутком нержавеющим ER-308 (аналоги СВ-06Х19Н9Т, СВ -01Х19Н9, СВ-04Х19Н9). Стали типа 12Х18Н10т называют еще «пищевыми нержавейками», так как оптимальная пропорция хрома и никеля придает стойкость к агрессивным средам, таким как органические кислоты, образующиеся при переработке некоторых пищевых технических культур. Стали данного типа часто встречаются в быту.
Наплавленный металл ER-308, имеющий сходный химсостав, также не боится кислотных и прочих «недоброжелательных» сред. Низкое содержание углерода в проволоке ER-308 снижает риск развития межкристаллитной коррозии — процесса развития коррозии по границам зерен металла. Содержание кремния и марганца положительно сказывается на формировании и кристаллизации сварочной ванны.
Механические свойства ER-308:
- Предел текучести, Rp0.2 390 MПa;
- Предел прочности, Rm 600 MПa
- Относительное удлинение A5 42 %
- Ударная вязкость, J 120
Следующий класс сталей — хром-никель-молибденовые типа ст.10Х17Н13М3Т, ст.03Х17Н14М2; 15Х14Н14М2ВФБГ; 08Х16Н13М2В. Применяются чаще в промышленности, в быту гораздо реже. Благодаря легированию молибденом они становятся устойчивыми к еще более агрессивным кислотным средам ( серная, ортофосфорная кислоты и т.д.). Молибден препятствует местной коррозии, горячему образованию трещин, повышает температуру эксплуатации конструкций и механизмов и ударную вязкость при сверхнизких температурах. В качестве присадочного материала для этих сталей применяется пруток нержавейка ER-316 (отечественный аналог Св-04Х19Н11М3).
Механические свойства ER-316:
- Предел текучести 480 МПа
- Предел прочности 630 МПа
- Удлинение 33% КCV
- +20°С 175 Дж
- — 110°С 150 Дж
- -196° С 110 Дж
Часто задают вопрос про сварку нержавейки в бытовых условиях: нужно ли для этого приобретать дорогой источник питания инверторного типа? Совсем не обязательно, сварить нержавейку можно и на обычном ММА-сварочнике (смотрите наш Магазин отзывов). Некоторые из них, правда, имеют переключатель режимов ММА/TIG, но и те инвертора, в которых такая возможность отсутствует,можно приспособить к аргонодуговой сварке: приобретите вентильную горелку, баллон с аргоном и редуктор давления дополнительно. Сварка на таком самодельном аргонном аппарате имеет свои особенности, но если их учитывать, можно вполне сносно работать. Главное, не начинать сварку на изделии, приготовьте для этого графитовую подкладку. Если будете начинать на изделии, вольфрамового электрода вам хватит на пару поджигов, затем придется перетачивать. Заканчивать процесс также необходимо на графите.
Сварка алюминия
Про аргонодуговую сварку алюминия уже говорено-переговорено на всевозможных сайтах и форумах в интернете. Сварка алюминия – это сложней, чем чермета и нержавейки, но если делать все правильно, сам процесс и результат работы принесут вам удовольствие.
Какие алюминиевые сплавы чаще всего приходится варить?
Первое, это хорошо свариваемые деформируемые алюминиево-магниевые и алюминиево-марганцевые сплавы АМг и АМц не упрочняемые термической обработкой. Для сварки этих сплавов используется присадочный пруток TIG ER-5356 (отечественный аналог Св-АМг5 ГОСТ7871-75). Правило подбора прутка все то же: он должен иметь сходный химический состав с металлом изделия. В этом плане, пруток ER-5356 более всего соответствует таким маркам, как АМг3, АМг5, АМг6.
Механические свойства:
Предел текучести: 120 Мпа,
Предел прочности: 265 Мпа,
Удлинение: 26%
Второе, это литейные алюминиевые легированные кремнием (кремний+марганец) сплавы типа АК7ч (АЛ9), АЛ10, АД35 и т.д. и т.п. Они часто используются в различных конструкциях и узлах, которые требуют уменьшения веса при сохранении высокой прочности, так как все эти сплавы упрочняются термообработкой. Например, АК7ч можно состарить до твердости 70…80 НВ.
Для таких сплавов применяется присадка TIG ER-4043 (AlSi5), отечественный аналог Св-АК5 ГОСТ7871-75. Часто приходится исправлять дефекты литья или механические дефекты (алюминиевые автомобильные диски, корпуса авиационных асинхронных электродвигателей и т.д.).
Механические свойства шва, сваренного ER-4043 :
Предел текучести: 55 Мпа,
Предел прочности: 65 Мпа,
Удлинение: 18%
Как уже говорилось, алюминий – непростой металл. Поэтому есть смысл поговорить о трудностях, связанных с его сваркой. Вот некоторые особенности:
- Поверхность алюминия покрыта тугоплавкой оксидной пленкой АL2O3, по некоторым данным, температура ее плавления составляет 2000 -2700 градусов Цельсия, что на порядок выше температуры плавления самого алюминия, всего 600-650 градусов. Очевидно, что расплавив алюминиевую пленку вы неминуемо прожгете металл. Нужно удалить пленку какими-то другими способами. И они были придуманы.
Первый способ, сварка на переменном токе. Известно, что переменный ток отличается от постоянного тем, что он многократно меняет направление своего движение в единицу времени. Дуга переменного тока разрушительно действует на оксид алюминия.
Второй способ, это использование лепесткового круга для зачистки металла до блеска или химического травления.
- Также вам понадобится высокочистый аргон с самым низким содержанием примесей. Из обычного аргона незамедлительно «полезет» грязь.
- Высокая тепло- электропроводность алюминия требует от источника питания большой мощности и предварительного нагрева в электропечах.
- Большие объемы работ лучше выполнять на сварочных инверторах, специально предназначенных для сварки цветных сплавов: вы можете и регулировать «очистку алюминия» и работать в режиме 4Т в следующей последовательности: настраиваемый начальный ток – основной ток – кратер шва.
Сварка меди
В интернете вы найдете много информации по сварке меди, только вот 90% из этой информации – теория, переписанная еще с советской литературы или ей подобной. Практические советы приходится собирать по крупицам. А что самое главное в сварке? Правильно, практика и немного теории.
Что утверждается не без оснований: медь имеет высокую теплопроводность и электропроводность, требуются высокие токи. Может возникнуть проблема ее ломкости в горячем состоянии. Активно растворяет в себе кислород с образованием закиси меди и водород даже несмотря на защиту аргоном. Причем окисляется поверхностный слой зерен металла, образуется Cu+Cu2O. В связи с тем, что Cu2O имеет температуру плавления выше на 20 градусов, чем Cu, металл склонен к образованию горячих трещин.
При сварке меди используют также азотно-дуговую сварку. Азот, используемый в качестве инертной среды, обеспечивает лучшую защиту сварочной ванны, более глубокое проплавление при одном и том же токе. Но есть и недостатки: нестабильность дуги, низкая скорость сварки. Поэтому, по-прежнему, для сварки меди используют аргон, так как с ним работать проще, если сравнивать с азотом, и он стоит дешевле, чем гелий.
Теоретически, какая бы надежная газовая защита не была обеспечена, ее все-таки недостаточно: кислород и водород все-равно насыщают расплавленную медь. Для того, чтобы вывести эти вредные газы нужны раскислители. Вот почему не рекомендуется использовать для сварки меди чистую медь как присадочный материал, а с добавлением легирующих элементов. Например, присадочный медный пруток CuSi3 (CuSi3Mn1; БрКМц3-1; ESAB OK Tigrod 19.30) содержит 3,4% кремния и 1,1% марганца, которые связывают кислород и выводят его из расплава.
Химический состав CuSi3:
Механические свойства:
Rm 330-370 МПа
Но это не значит, что для сварки нельзя использовать проволоку из медного кабеля или провода, путем снятия диэлектрической изоляции. Сварка в этом случае получается удовлетворительная.
Поверхность медного изделия зачищают до идеального состояния (перед вами должен быть чистый не окисленный блестящий металл).
Подбирать ток лучше не по толщине изделия, а опытным путем. Может показаться, что высокая теплопроводность потребует высокого тока, но не забывайте, что и температура плавления меди ниже, чем у стали. Если дать ток, когда медь хорошо плавится, вполне вероятно, что через несколько десятков миллиметров шва вы прожжете металл. Если же ток будет небольшой, придется долгое время разогревать деталь, пока не начнется процесс оплавления – результатом будет пористость шва. Нужно подобрать оптимальное значение тока между перегревом и недогревом. Подбирать режимы лучше на подходящих отходах производства, а не на деталях, во избежание их порчи. Ориентировочно ток для меди немного меньше, чем для углеродистой стали, хотя опять же, это напрямую зависит от скорости сварки. Для сварки красной меди также понадобятся гораздо большие токи.
Как уже было сказано, медь не любит воздействия воздуха. Используйте газовые линзы или сопла с широким каналом для более основательной защиты.
Медные трубопроводы варят следующим способом: скорость небольшая, периодически добавляют присадку. Как только присадка попала в ванну, ее плавят круговыми или другими движениями. Формируют небольшие валики с перехлестом не менее 1/3. Если сварку вести сплошным швом, велика вероятность получить сквозной прожег.
Великолепно, если ваш инвертор поддерживает импульсный режим работы. Он сильно облегчает процесс. Ток импульса выставляется достаточный для полного расплавления прутка, а время между импульсами побольше, чтобы медь успевала остывать.
Не забывайте про правильную заварку кратера шва. Резкий обрыв дуги приведет к образованию раковины. Если в вашем инверторе есть одноименная функция, настройте оптимальную величину спада тока. Если же такая функция отсутствует, придется кратер заваривать вручную, постепенно увеличивая длину дуги с последующим ее отводом в сторону.
Сварка бронзы
При пайке бронзы в качестве припоя чаще всего используют латунь или медь с тетраборатом натрия, который в народе известен под названием «бура» и играет роль флюса. При аргонной сварке оловянистых или кремнистых бронз необходимо применять присадочный материал – пруток CuSi3 (CuSi3Mn1).
Безоловянную бронзу БрКМц варят, естественно, также прутком CuSi3Mn1 на постоянном токе (можно с добавлением флюса 34А или ПВ209), для сварки алюминиевой бронзы БрАЖМц10-3-1,5 понадобится «переменка» и присадка Бр АМц.
Бронза хорошо варится методом TIG (у нее низкая температура плавления, при сварке нужно быть предельно внимательным, потому что сплав склонен к перегреву).
Если после сварки шов треснул, необходимо выполнить предварительный подогрев детали на 250 -350 о С. Но в большинстве случаев он не играет такой ролик, как отжиг при температуре 450 – 500 о С после сварки. Эта операция в большинстве случаев является обязательной для снятия внутренних напряжений и «перезапуска» структуры сплава.
Будьте внимательны. При нагреве оловянистых бронз до 550 о С происходит выплавление легкоплавкого компонента – олова. В связи с этим образуются многочисленные дефекты (поры, раковины).
Если несмотря на термическую обработку шов трескается, значит неудачно подобран присадочный материал и его необходимо заменить. В таком случае нужно удалить наплавленный металл (выполнить разделку болгаркой до удаления присадки). Если трещина проходит через кратер шва, необходимо отвести горелку в сторону основного металла.
Читайте про сварку латуни в отдельной статье.
Сварка магния
Магний – металл серебристо -белого цвета. В чистом виде, без примесей, он редко применяется. Зато в сплавах – часто. Магний в четыре раза легче стали, при этом магниевые сплавы обладают высокой прочностью, благодаря чему они популярны в первую очередь в автомобильной и авиационной промышленности, где стоит первоочередная задача снизить вес изделия. Также они используются в бытовой технике, пневмо- и электроинструменте и т.д.
Рядовые сварщики со сваркой магния сталкиваются не часто, но время от времени могут принести подварить что-нибудь подобное. Поэтому коротко расскажем о том, как сварить этот металл.
Магний часто сравнивают с алюминием. У этих металлов действительно есть общее – это относительно низкая температура плавления, около 600 — 650 °С и очень тугоплавкий окисел: MgO плавится при 2800°С. Однако плотность расплава у магния ниже, чем у алюминия.
Присадку и детали подготавливают химическим травлением.
Сварку магния ведут переменным током на короткой дуге (так лучше удаляется окисел и эффективней газовая защита). Жидкотекучесть при расплавлении у него высокая, практически, как у воды. Поэтому для формирования обратного валика используют подкладки из стали с канавкой. Сварку деталей толщиной 5-6 мм производят без разделки кромок соединения с подкладкой. Свыше 6 см выполняют V-образную разделку. Прочность сварных швов составляет 60-80% от основного металла.
Присадочный материал
Магниевая присадка – вещь редкая, дефицитная и дорогая. Продается очень мало где, и найти ее трудно. Простым алюминиевым прутком магний не варится. Что же делать, если принесли ремонтировать изделие, а отсутствуют необходимые для этого материалы? Казалось бы, безвыходная ситуация и в ремонте придется отказать. Но не спешите с выводами. Все необходимое вы можете достать в ближайшем магазине сантехники. Приобрести там нужно магниевый анод для водонагревателя, который можно распилить на «лапшу», зачистить – вот и готова присадка!
Как сварить медь аргоном? Особенности технологии
Сварка меди аргоном — это самое эффективное соединение медных сплавов.
Каждому любителю металлообработки приходится сталкиваться с пайкой и сваркой медных изделий. Сегодня рассмотрим, как сваривать медь аргоном!

Немного теории
Медь и её сплав (бронза и никель) ввиду электро- и теплопроводности, антикоррозийности используется во многих отраслях. Точка плавления материала 1083°C. Теплопроводность чистой меди в 2 раза больше по сравнению с алюминием, поэтому, при сварке аргоном необходим хороший разогрев металла.
А вот теплопроводность медного сплава уже поменьше, значит отпадает необходимость повышенного нагрева.
Медь и сплавы подразделяются на несколько марок. Для получения качественного сварного соединения, лучше применять раскисленную или бескислородную медь, в них мало кислорода.
Основные присадочные составы для сварки меди аргоном представленны в таблице.
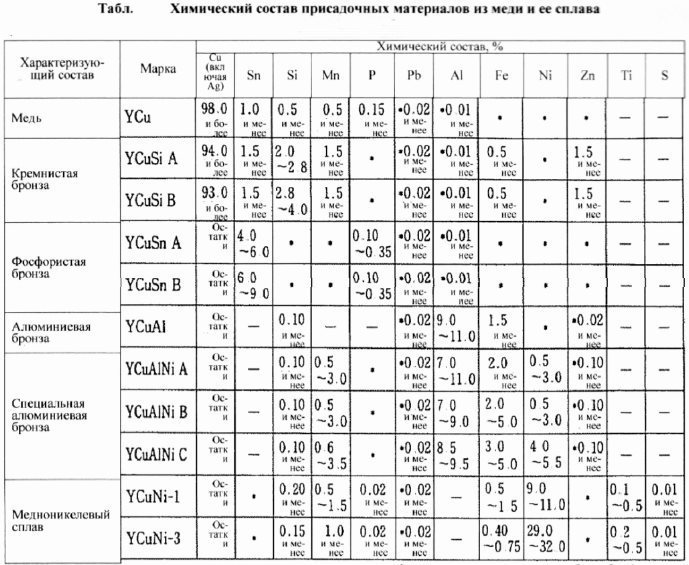
Но на практике, обычно используются аналогичные металлы по составу (что найдется в домашней мастерской).
Также, для лучшего расплава и сплавления металла, применяются прутки с тонким покрытием слоя флюса.
Подготовка материала (очистка)
Сварка меди аргоном не может выполняться без тщательной очистки материала. Берется любой абразивный инструмент и сварное место зачищается до блеска. Далее с помощью любого растворителя обезжиривается материал.

Подойдите ответственно к очистке медных изделий — это влияет на качество соединения.
Чтобы не было деффектов (несплавление, шлаковые включения), выполняйте предварительный нагрев материала до температуры 350-600°C. Разность температуры зависит от основного металла, присадочного и разделки кромок. Определяется опытным путем.
Видео: как подготовить трещину у газового медного радиатора для сварных работ.
Сварка аргоном (режим TIG)
Эта технология по заверениям сварщиков самая лучшая, швы получаются аккуратными и прочными. Сварка меди аргоном выполняется вольфрамовым электродом на постоянном токе. А вот, при сплаве алюминиевой бронзы, соединение лучше производить на переменном токе.
Настройки тока аппарата подбираются в зависимости от толщины изделия и диаметра электрода. Таблица в помощь:
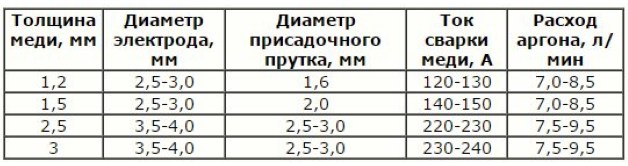
Кроме аргона, можно использовать азот, гелий и их смеси в составе защитных газов. Все перечисленные газы имеют свои плюсы и минусы. Но аргон, все же более востребован для сварочных работ.
Присадочные прутки подбираются по составу материала. Но обычно, в домашней мастерской, применяются медные провода добытые из электрических кабелей или трансформатора. Предварительно, медная жилка очищается от лака наждачкой и обезжиривается растворителем.
Хорошо, если добытая присадочная проволока будет с меньшей температурой плавления, чем приготовленное к сварке изделие.
Некоторые советы бывалых сварщиков:
- присадку всегда ведите перед горелкой;
- сварка аргоном для толстой меди может выполняться без присадочной проволоки;
- горелку рекомендуется вести зигзагами для обеспечения лучшего сцепления металла;
- тонкий материал, чтобы не было прожогов, необходимо варить короткими швами с перерывами;
- если аппарат без функции «заварка кратера», то горелку нужно отводить постепенно (удлиняя дугу);
- сварка аргоном производится в вертикальном и горизонтальном положении шва.
Видео: нагрев и соединение меди.
Сварка медных труб
При соединении медных труб аргоном, ток выставляется небольшой. Сварка ведется медленно, отдельными кусочками шва, с перекрытием не менее 1/3. Присадочная проволока расталкивается боковыми движениями горелки. Принцип простой:
- капнуть — растянуть;
- ещё раз добавить и растянуть.
Если сварка медных труб будет выполняться сплошным швом, то можно получить прожог металла.
Самый лучший вариант, иметь аппарат с функцией импульсной сварки. Ток можно выставить побольше, чтобы присадочный материал расплавлялся быстро. Время между импульсами настраивать так, чтобы медь после подачи импульса успевала остыть (защита от прожога). Также правильно настраивайте время функции — «заварка кратера».
P.S. Сварка медных труб или плоских изделий для каждого материала требует подбора тока методом тыка. Желательно пробы проводить на схожих по составу материалах. Не надо портить деталь, которую надумали сваривать.
Правильно выбранный ток, должен осуществлять хороший нагрев и проплавление медного изделия. Дыр и пор не должно быть. Удачи в освоение техники!
Читайте также: